Cuando se cortan cintas de nailon, cuerdas sintéticas o correas en grandes cantidades, un ligero deshilachado no es un problema estético, sino un defecto de proceso. Los extremos deshilachados provocan retrabajo, ralentizan el ensamblaje y generan inconsistencias en los controles de calidad posteriores. Esto se traduce rápidamente en pérdidas de rendimiento y en una menor eficiencia general de los equipos (OEE).
Un cuchillo térmico para telas sintéticas (a menudo llamado termocortador) resuelve el problema de raíz mediante corte y sellado en una sola pasada—en otras palabras, puede Cortar y sellar cintas sintéticas En una sola operación controlada. Si se realiza correctamente, transforma un borde que se deshilacharía en un extremo fusionado que se mantiene estable durante la manipulación, la costura y el embalaje.
Este artículo explica:
- Por qué el deshilachado de las cuerdas y cintas sintéticas perjudica el rendimiento y la OEE
- Cómo un cuchillo térmico para telas sintéticas corta y sella en una sola pasada.
- Lo que aprenderás: selección, seguridad, configuración y retorno de la inversión.
Deja de deshilachar, aumenta la OEE
Las pérdidas ocultas de Fraying
El deshilachado rara vez es “solo deshilachado”. En una línea, generalmente se manifiesta como una de estas categorías de pérdida:
- Chatarra: Los extremos cortados se deshacen antes de ser cosidos o terminados, y las piezas no cumplen con las expectativas de apariencia/resistencia.
- Rehacer: los operarios recortan, vuelven a cortar, encintan, chamuscan o vuelven a sellar los extremos para que pasen la inspección.
- pérdida de velocidad: el manejo de los extremos deshilachados es más lento (enganches, problemas de enhebrado, alimentación incorrecta).
- Tiempos de inactividad y microparadas: las estaciones de corte se detienen para realizar ajustes, limpiar las cuchillas o hacer varios intentos para conseguir un filo aceptable.
- La calidad se mantieneLas inconsistencias en los bordes generan debate en el control de calidad: lo que se aprueba hoy puede fallar mañana.
En muchas inspecciones de productos sintéticos, Las fibras deshilachadas se tratan como una señal de rechazo.—una realidad práctica que empuja el material límite a reprocesamiento o desecho. Para un ejemplo de cómo se utiliza el deshilachado como desencadenante de inspección en productos sintéticos, consulte Kennedy Wire Rope & Sling's Criterios de inspección de eslingas sintéticas".
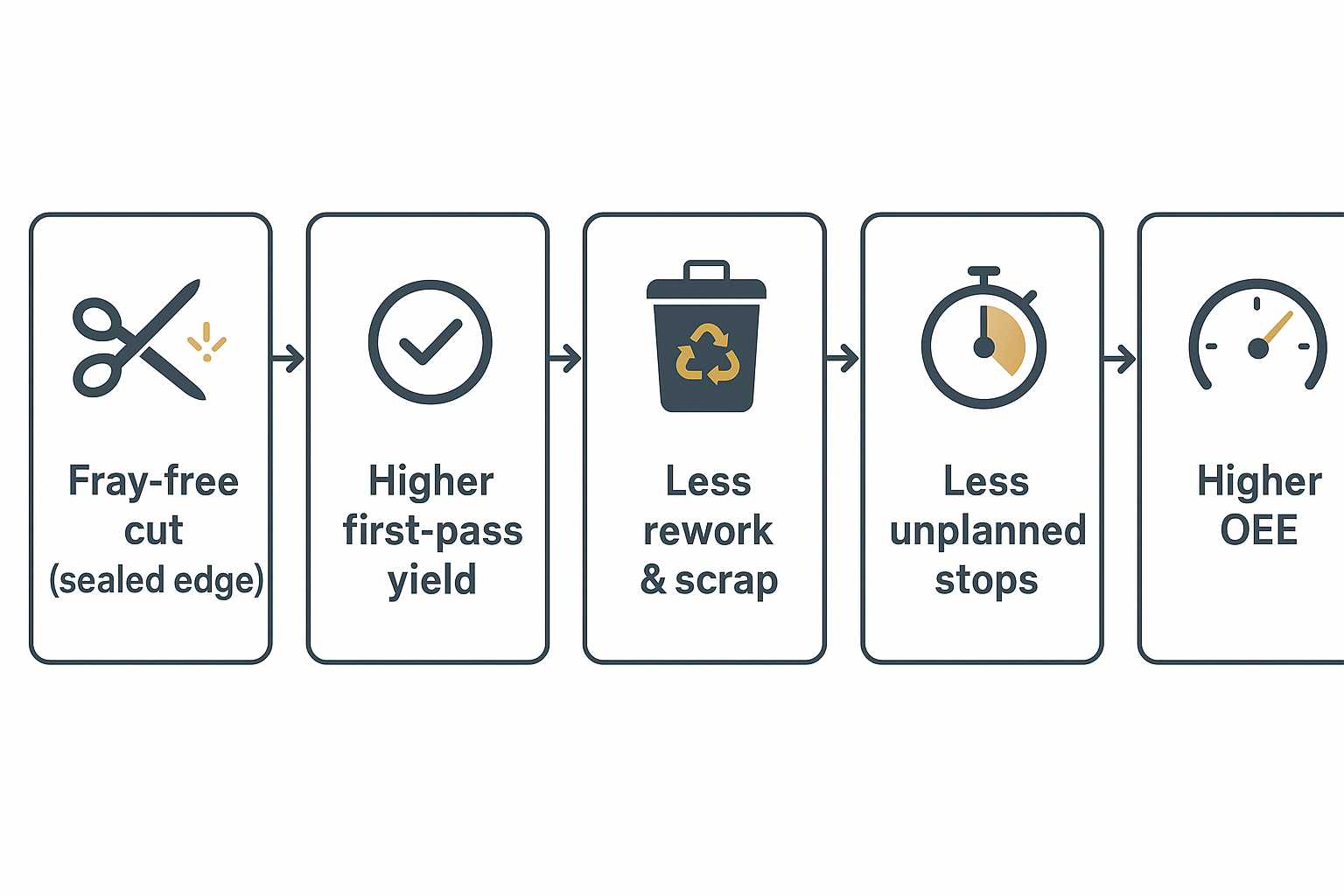
Bordes sellados, rendimiento de primera pasada
Un borde sin deshilacharse actúa como un "estabilizador" en la fase inicial del proceso. Protege el rendimiento a la primera, ya que reduce la cantidad de veces que el material debe ser manipulado, recortado o corregido antes de convertirse en un producto terminado.
Un cuchillo térmico para correas de nailon hace dos cosas a la vez:
- Separa las fibras limpiamente (el corte)
- Fusiona el borde (el sello)
Ese sellado es importante porque evita que los primeros milímetros del extremo se conviertan en haces de filamentos sueltos durante la manipulación normal.
Conclusión claveSi el deshilachado crea bucles que requieren retrabajo, un sellado por fusión uniforme elimina el bucle, no mediante una "mejor inspección", sino eliminando el defecto en el corte.
Palancas de OEE y soluciones rápidas
El OEE es el producto de Disponibilidad × Rendimiento × Calidad. Un cuchillo caliente no soluciona mágicamente los tres problemas, pero puede accionar de forma fiable dos palancas:
- Calidad: menos rechazos y menos bordes límite que no superen las comprobaciones estéticas o de integridad.
- Disponibilidad/Rendimiento: menos microparadas y menos tiempo dedicado a corregir los extremos cortados.
La solución más rápida es la estandarización: una herramienta, un procedimiento de configuración, una verificación.
Selección y configuración: Criterios para la cuchilla caliente en tejidos sintéticos
Potencia, temperatura, ciclo de trabajo
Piensa en la selección como una coincidencia. suministro de calor a tu línea de realidad.
- Fuerza Determina si la cuchilla puede mantener la temperatura al cortar cintas más gruesas, varias capas o a velocidades de línea más altas.
- Control de temperatura determina la repetibilidad. "Suficientemente caliente" no es un valor fijo; la temperatura ideal depende del tipo de polímero, su grosor y la velocidad de alimentación.
- Ciclo de trabajo Esto es importante cuando la herramienta funciona durante todo el turno. Un ciclo de trabajo insuficiente se manifiesta en una calidad de corte irregular (más deshilachado, más ennegrecimiento) a medida que el sistema se sobrecalienta.
Regla de selección práctica:
- Si cortas gruesas o multicapa materiales, priorizar el margen de potencia y el control estable de la temperatura.
- Si cortas cinta/cinta delgadaPriorizar la controlabilidad y una geometría de la hoja que no sobrecaliente el filo.
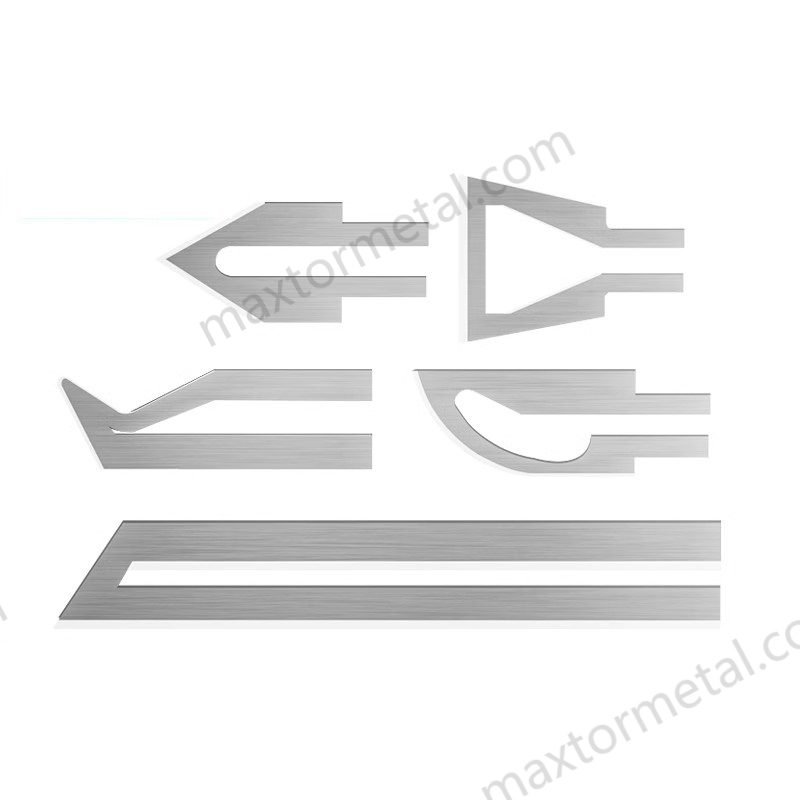
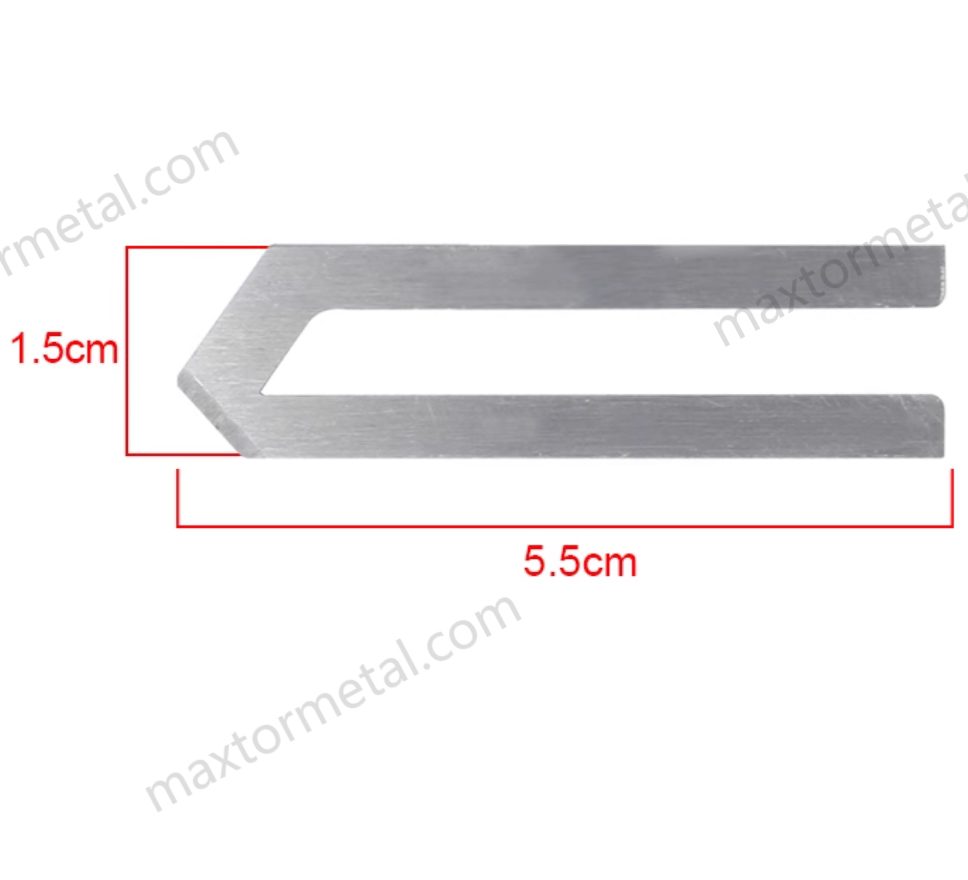
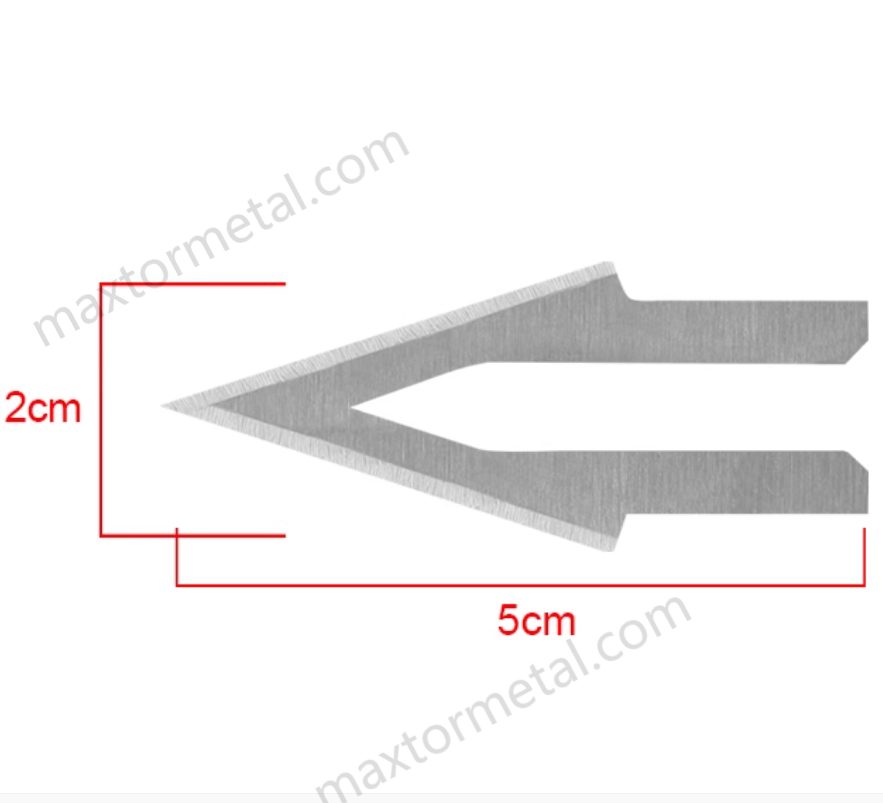
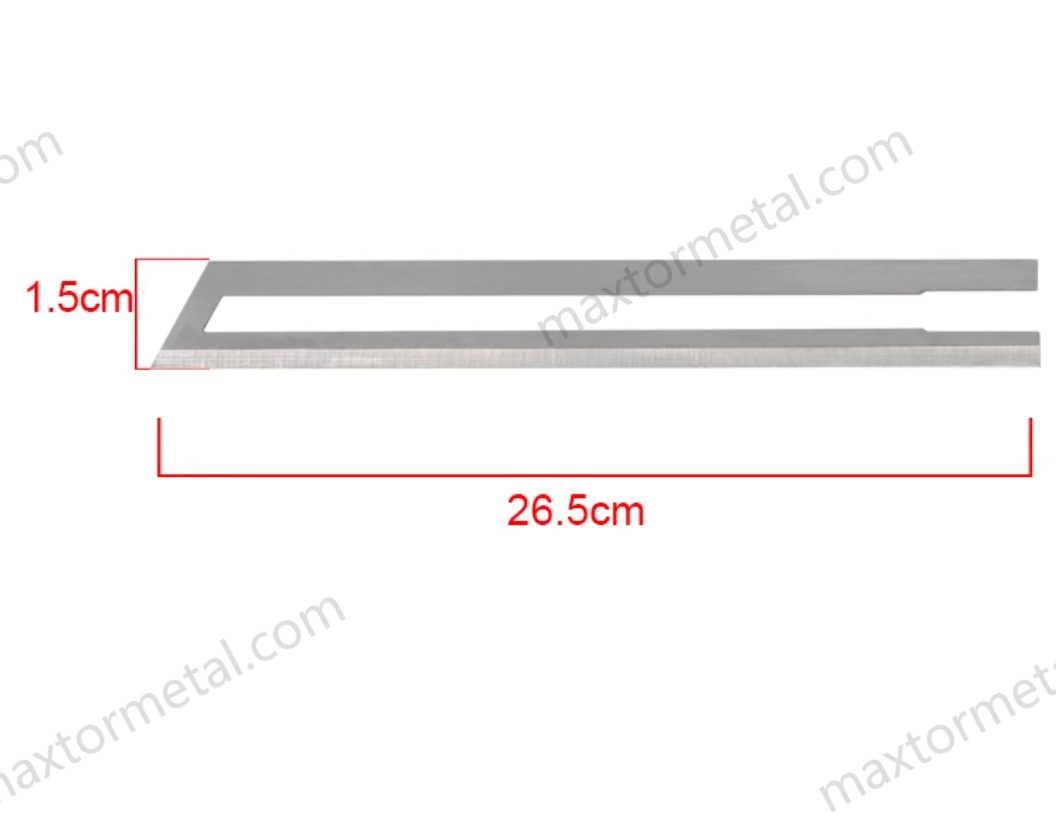
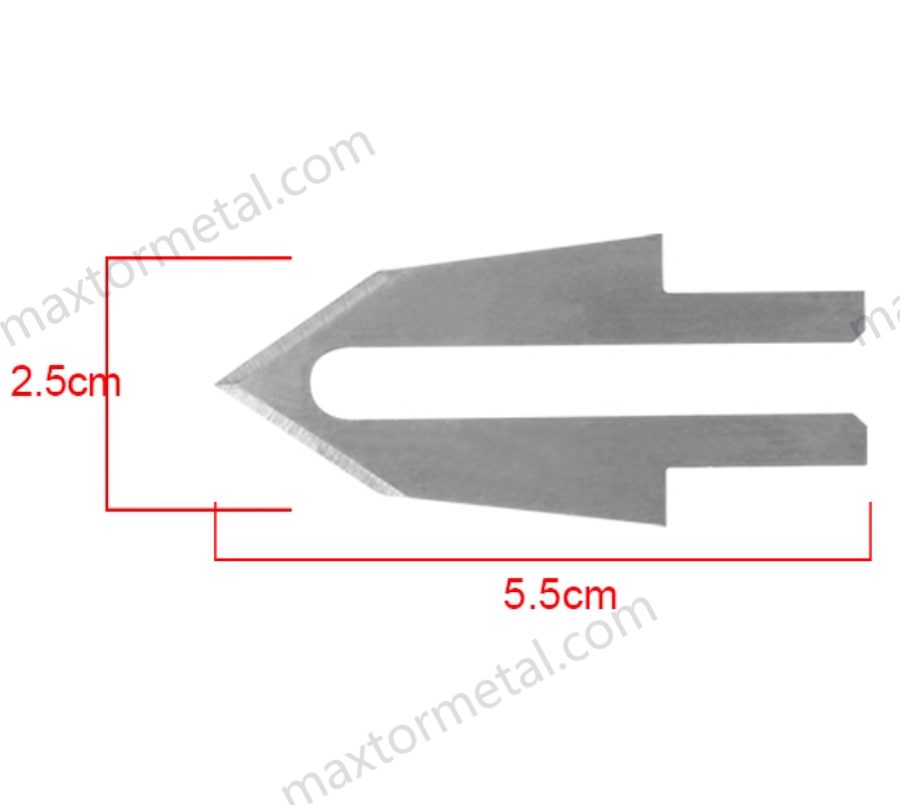
Cuchillas y geometría de la termocortadora
La geometría de la pala determina cómo el calor penetra en el material y cómo se desplaza el polímero fundido. Elegir la forma incorrecta es una causa común de bordes irregulares, fusión excesiva o marcas de arrastre.
Los tipos de cuchillas más comunes para termocortadoras (y sus razones de uso) incluyen cuchillas rectas, curvas, con muesca para cuerda/cinta, biseladas/de cincel y con ranuras especiales. MAXTOR METAL ofrece asistencia en la selección del material de la cuchilla, el tratamiento térmico y la documentación de control de calidad (certificados de material, controles durante el proceso) para mejorar la durabilidad y la uniformidad.
Para obtener una lista de referencia de perfiles de cuchillas de corte en caliente y materiales/recubrimientos comunes, consulte MAXTOR METAL. Cuchillas para Cuchillo Caliente Eléctrico descripción general.
Lógica de parámetros para reducir defectos:
- Si observa deshilachado (debajo del sellador): aumentar ligeramente la temperatura o alimentación lenta o aumentar la estabilidad de la tensión.
- Si observa grandes gotas de fusión o distorsión en los bordes (sobrefusión): reducir la temperatura o aumentar la alimentación o Cambiar a una geometría que elimine menos material.
- Si ve ennegrecimiento/humo: reduzca la temperatura/tiempo de permanencia y limpie los residuos de la cuchilla; la contaminación empeora el problema de las quemaduras.
Notas de campo sobre la resolución de problemas de producción (sin datos, basadas en la experiencia)
Si necesita un orden de resolución de problemas rápido y repetible en una línea real, estas comprobaciones suelen eliminar primero la mayor variación:
- Confirme la tensión y la consistencia de la alimentación. (muchas quejas sobre el "deshilachado" son en realidad fluctuaciones de tensión o un tiempo de permanencia inconsistente).
- Estabilice el movimiento antes de cambiar la temperatura. (La pausa que hacen los operarios al final del corte es una causa común de reborde/ennegrecimiento).
- Limpia la cuchilla antes de lo que crees. (una fina capa de residuo altera la transferencia de calor y provoca humo repentino y desviación de los bordes).
- Modifique la geometría antes de ajustar los puntos de consigna. cuando aparecen marcas de arrastre o deformaciones persistentes (la forma incorrecta de la hoja seguirá obligando a realizar concesiones desfavorables).
Un hábito sencillo que mejora la uniformidad entre turnos: documentar "cómo debe verse un buen trabajo" con una foto de un borde que pase la prueba y una foto de un defecto bajo el sellado para cada familia de materiales.
Uso con cable frente a uso inalámbrico
La elección entre cable e inalámbrico es una decisión operativa, no una preferencia de marca.
- Cortado Tiene sentido cuando la estación de corte es fija y la herramienta funciona de forma continua. Normalmente se consigue una distribución de calor estable y menos interrupciones.
- Sin cable Es útil para correcciones en el pasillo, preparación de kits o cortes de baja exigencia donde la movilidad es más importante que el tiempo de funcionamiento continuo.
Si su objetivo es la estabilidad de la OEE, elija la opción que reduzca las "paradas pequeñas":
- Estación fija + demanda continua → con cable
- Trabajo distribuido + cortes intermitentes → inalámbrico
Seguridad y compatibilidad
Materiales: ajuste y evite
Los cuchillos calientes están diseñados para termoplásticos—materiales que se funden y se solidifican. Los materiales típicos para este tipo de ajuste incluyen nailon, poliéster, cintas/cordones de polipropileno y muchas cintas sintéticas.
Evite o extreme las precauciones cuando:
- El material es con reverso adhesivo (Puede ensuciar las cuchillas y generar mucho humo)
- El material contiene recubrimientos desconocidos (el humo/olor y el comportamiento en los bordes se vuelven impredecibles)
- Estás cortando fibras naturales (No se funden y sellan de la misma manera; puede que se quemen en lugar de sellarse).
Si no está seguro, haga un pequeño corte de prueba controlado y evalúe la integridad de los bordes y los humos antes de escalar.
Ventilación, EPI, cumplimiento
El corte en caliente puede generar humos y olores, especialmente cuando la temperatura es demasiado alta, la hoja está sucia o hay recubrimientos presentes. La ventilación debe ser parte integral del proceso, no un añadido posterior.
Buenas prácticas mínimas para un entorno de producción:
- Extracción localizada de gases o humos en el punto de corte cuando funciona de forma continua.
- Protección ocular y guantes resistentes al calor para los operarios.
- Zona de corte protegida y área de enfriamiento definida para herramientas/cuchillas.
- Instrucciones de trabajo documentadas (rango de ajuste, guía de velocidad, intervalo de limpieza)
Para los programas de seguridad, es útil alinear los controles con las directrices de ventilación establecidas para las operaciones de soldadura, corte y calentamiento, donde las normas enfatizan la importancia de una ventilación mecánica suficiente o la ventilación por extracción localizada. Consulte el requisito de ventilación y protección de OSHA. https://www.osha.gov/laws-regs/regulations/standardnumber/1926/1926.353
Muchas cortadoras en caliente de producción también incorporan protecciones y características de seguridad (por ejemplo, una protección de seguridad y un apagado automático son características que se enumeran comúnmente en las cortadoras de cuchillas calientes industriales como la página Start International TBC50H que describe cómo funcionan las cortadoras de cuchillas calientes Cortar y sellar térmicamente materiales propensos a deshilacharse).
⚠️ Condiciones de interrupción del trabajoSi observa humo persistente, olor fuerte e irritante, irritación en los ojos o la garganta, o acumulación visible de residuos que reaparecen inmediatamente después de la limpieza, detenga la operación. Reduzca la temperatura, verifique que la ventilación de extracción localizada funcione en el punto de corte, limpie la cuchilla y reinicie la operación solo después de que un corte de prueba controlado produzca una mínima emisión de humos y un sellado estable.
Superficies, pruebas de control de calidad, parámetros
La consistencia proviene del control de tres cosas: superficie, tensión, y tiempo a temperatura.
Superficie:
- Utilice una superficie de soporte resistente al calor y no inflamable.
- Mantenga la superficie limpia para que los residuos no se transfieran al borde fundido.
Pruebas de control de calidad (sencillas, rápidas y auditables):
- Continuidad del borde visual: El borde sellado debe ser continuo, no “medio fusionado”.
- Verificación de integridad de borde: tire suavemente o abrase con un dedo enguantado; si las fibras se desprenden fácilmente, el sellado es insuficiente.
- Verificación dimensional: medir la longitud/anchura de corte en un conjunto de muestras después del calentamiento; la deriva a menudo significa inestabilidad de la temperatura o de la alimentación.
- Comprobación de la decoloración: El ennegrecimiento sugiere un exceso de calor/tiempo de exposición o contaminación.
Disciplina de parámetros:
- Registre el rango de funcionamiento (punto de ajuste, velocidad de avance, tipo de cuchilla) para cada familia de materiales.
- Incluya un paso de calentamiento y aprobación de la primera pieza antes de procesar un lote.
Puntos de partida típicos de los parámetros (para usar como ensayo controlado)
El punto de ajuste exacto depende del diseño de la fresa, la masa de la cuchilla, la velocidad de la línea y la rapidez con que se extrae el calor de la cuchilla. Utilice los números a continuación como Puntos de partida solamenteLuego, valide con un breve corte de prueba y sus propios controles de calidad.
Referencia del material (intervalos de fusión):
- Nylon 6/6 (PA66): rango de fusión de ~225–265 °C; pico de fusión principal ~261 °C (referencia: base de datos de polímeros NETZSCH — PA66)
- PET (poliéster, PET): punto de fusión comúnmente reportado ~250–260°C (referencia: base de datos de materiales MakeItFrom — PET)
- Polipropileno (PP): punto de fusión máximo de ~160,9 °C (inicio de fusión a ~125,4 °C) según análisis DSC (referencia: base de datos de materiales y productos FSRI — Polipropileno (PP)).
Tabla de puntos de partida (rangos típicos en planta):
| Familia de materiales | Lógica típica del punto de ajuste de la prueba | Reducción del ritmo de orientación | Cómo se ve "demasiado frío" | Cómo se ve "demasiado caliente" |
|---|---|---|---|---|
| Cinta/cuerda de nailon | Comience cerca del punto de fusión; aumente en pequeños pasos hasta que el sellado sea continuo. | Mantenga la alimentación constante; evite hacer pausas al final (las pausas generan picos de calor). | Las fibras se desprenden en la comprobación de integridad del borde; sellado parcial | Cordón de fusión grueso, distorsión de los bordes, humo/ennegrecimiento |
| Cinta/cinta de PET | Comience cerca del punto de fusión; el PET puede necesitar un suministro de calor ligeramente más estable para obtener un borde liso. | Utilice un movimiento uniforme; deje que la cuchilla haga el trabajo. | Marcas de arrastre; borde "peludo" después de la manipulación. | Exceso de brillo, borde pegajoso, olor |
| Cinta de polipropileno | El PP se funde a menor temperatura; comience con una temperatura baja y priorice la velocidad para evitar la formación excesiva de gotas. | Un movimiento ligeramente más rápido suele ayudar a reducir la formación de gotas. | Sellado inferior; el extremo se abre con una ligera abrasión. | Cordón grueso, retracción, burbujas en la superficie. |
Intervalo de limpieza de la cuchilla (regla general): Si observa residuos o nota un cambio brusco en el humo o el olor, deténgase y limpie inmediatamente. No intente atravesar la acumulación de residuos, ya que la contaminación aumenta el riesgo de quemaduras y dificulta la precisión del corte.
Descargo de responsabilidad: Estos son puntos de partida generales. Confirme con el manual del fabricante de su herramienta y el programa de seguridad de su planta, y bloquee los parámetros solo después de la aprobación de la primera pieza y de obtener resultados de control de calidad repetibles.
Conclusión
Acciones clave para detener el deshilachamiento y estabilizar la OEE
- Estandarizar en Cortar y sellar en una sola pasada. para correas/cordones sintéticos donde el deshilachado obliga a rehacer el trabajo.
- Tratar la temperatura/alimentación/geometría de la cuchilla como una sistema: ajustar en pequeños pasos y bloquear los parámetros una vez que se estabilicen.
- Agregue controles de calidad sencillos (continuidad de los bordes, integridad, dimensión, decoloración) para proteger el rendimiento en el primer intento.
- No ignore los humos: la ventilación y la limpieza de las cuchillas son fundamentales para obtener resultados consistentes.
Lista de verificación para una selección rápida y recordatorios sobre el retorno de la inversión.
Lista de selección (rápida y práctica):
- ¿Puede la herramienta mantener la temperatura a la velocidad deseada (margen de potencia)?
- ¿Dispone de un control de temperatura estable y un punto de ajuste repetible?
- ¿El ciclo de trabajo es adecuado para el uso de su turno?
- ¿La geometría de la hoja se ajusta al material y al grosor?
- ¿Dispone de una hoja de parámetros documentada y de la aprobación de la primera pieza?
Recordatorios sobre el retorno de la inversión (utilice sus propios datos):
- Cualquier reducción en chatarra y minutos de reelaboración aumenta el rendimiento.
- Cualquier reducción en microparadas Mejora la disponibilidad y el rendimiento.
- La ventaja se multiplica cuando el proceso se vuelve repetible entre diferentes operadores y turnos.
Hoja de cálculo rápida de ROI (copiar/pegar)
Utilice esta plantilla sencilla para estimar el período de recuperación de la inversión con sus propios datos.
| Aporte | Símbolo | Ejemplo | Tu valor |
|---|---|---|---|
| Unidades por turno | U | 10,000 | |
| Turnos por mes | S | 44 | |
| Tasa de desecho actual (de fray) | r_s | 1.5% | |
| Reducción de desperdicios tras la estandarización del uso de cuchillas calientes. | Δr_s | 0.7% | |
| Minutos de retrabajo por turno (recorte/sellado) | Señor | 45 | |
| Reducción de retrabajo (%) | Δr_r | 60% | |
| Coste total de mano de obra ($/min) | C_l | 0.60 | |
| Valor por unidad desechada ($) | C_u | 0.20 | |
| Coste de la herramienta + instalación ($) | Connecticut | 600 |
Salidas:
- Ahorro de chatarra / mes = U × S × Δr_s × C_u
- Ahorro de mano de obra por retrabajo / mes = M_r × S × Δr_r × C_l
- Ahorro total al mes = (ahorro en desperdicios + ahorro en retrabajos)
- Periodo de recuperación simple (meses) = C_t ÷ (ahorro total / mes)
Nota: Para el seguimiento de la Eficiencia General de los Equipos (OEE), registre también las microparadas en la estación de corte (cantidad por turno y minutos totales). Incluso las reducciones pequeñas suelen reflejarse en una mayor disponibilidad y rendimiento.
Si desea un punto de partida neutral para opciones y perfiles de hojas, puede revisar MAXTOR METAL. catálogo de cuchillas industriales y a partir de ahí, crea tu hoja de parámetros internos.
Autor y reseña
Autor: Tommy Tang — Ingeniero de ventas sénior, Nanjing METAL Industrial
Experiencia: 12 años de experiencia brindando soporte a aplicaciones de corte industrial y selección de cuchillas para líneas de producción.
Cartas credenciales: CSE, CME, Cinturón Verde Six Sigma, PMP
Última revisión: 2026-04-12
Divulgación: MAXTOR METAL suministra cuchillas industriales. Este artículo tiene fines informativos generales sobre el proceso; valide siempre los parámetros con el manual de su equipo, las fichas técnicas de los materiales (SDS) y los requisitos de seguridad de la planta.