
This guide is for leaders running PE/PP water-ring (die-face hot-cut) pelletizers who need clean pellets, stable throughput, and high uptime. If you’re seeing tails, fines, chaining/doubles, unstable cutting, or noisy contact, use the five fixes below to move fast without guesswork.
Quick symptom map: tails (inadequate cooling, dull/misset knives, grooved die face), fines (excessive impact/recirculation, dull knives, unstable cut), chaining/doubles (water too hot, melt too hot, low flow), and noisy/unstable contact (poor alignment/balance, incorrect pressure/overlap).
Safety first: apply lockout/tagout; couple the cutter to the water box before start-up; use shields/guards; wear PPE (face/eye, heat-resistant gloves); beware hot surfaces and rotating parts. OEMs explicitly warn not to start the pelletizer before coupling to the water box—see MAAG’s guidance in the Rein tips document.
Conclusiones clave
- Diagnose in this order: quick parameter tweaks → mechanical checks → planned maintenance.
- Treat process water temperature and flow as co-equal with knife setup.
- Change one variable at a time; stabilize, then log the result.
Fix 1: Knife-to-die setup for pellet tails troubleshooting
A clean shear at the die face is the fastest lever on tails. Focus on verifiable contact, reasonable overlap, stable pressure, and balanced rotation.
Verify contact and overlap
Principle: a sharp knife should lightly and uniformly contact a flat die face, producing a narrow, even contact band. After a brief cut, inspect witness marks for uniformity. If the band is heavy on one side, re-true alignment or check for a nick.
Illustrative example only (tune per machine/resin): start with a modest overlap concept—often described as a fraction of knife width (e.g., 10–20%)—then adjust by defect feedback, wear pattern, and sound. Because OEM specs vary and are model-specific, treat any percentage as a starting hypothesis, not a rule.
OEM procedure reference: for model-specific knife-to-die contact, overlap, and coupling steps, verify against your machine’s manual. As a baseline, see MAAG’s 2022 Rein tips guidance for Gala-style underwater pelletizers, then confirm exact overlap/pressure values per your specific model and die size.
Acceptance cues appear as: a uniform, light contact band around 360°, a quiet, steady contact sound with no periodic scrape, and immediate tail reduction after establishing uniform contact. If these are missing, re-check flatness and edge condition. According to the Plastics Technology article on underwater pelletizing issues (2020), maintaining sharp blades and resurfacing a grooved die face can eliminate tails; see the discussion in Mitigating and Troubleshooting Underwater Pelletizing Issues (2020) at Plastics Technology: https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues.
Set pressure and speed window
Logic: too little pressure (or too slow knife speed) won’t cleanly sever pellets; too much pressure accelerates wear and can groove the die. Establish a safe low-to-moderate pressure and speed, then raise speed in small steps while monitoring tails, noise, and motor load. If noise spikes or the band widens, step back.
Verification cues: stable motor load with minimal vibration, no sudden bearing temperature rise, and tails decreasing without an increase in fines.
Align and balance
Before contact, check die face runout and hub concentricity with a dial indicator. Correct any wobble; a few hundredths of a millimeter of runout can show up as periodic tails and noise. Balance the knife assembly; if vibration appears at specific rpm bands, re-check fasteners and balance weights.
If tails persist on one sector after alignment, suspect die flatness or a chipped knife edge. Plan a short stop to inspect the die face and blade. Plastics Technology’s troubleshooting guidance notes that resurfacing may be required when grooves form: https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues.
Fix 2: Temperature tuning

Temperature at the instant of cut determines how fast the pellet skin solidifies. Pair melt control with process-water management to stop chaining and tails.
Melt temperature ranges
Principle: avoid excessive superheat that delays surface solidification. Use your resin’s technical data sheet for the recommended melt band, then run toward the cooler end if chaining or smearing appears at the die face. Large fluctuations in melt temperature can mimic hot water effects and create intermittent tails.
Illustrative guidance: keep melt within supplier TDS targets for the specific MI and grade; stabilize extruder/TCU control loops before engaging knives.
Process water temperature and stability
Secondary SEO focus: process water temperature and flow.
Principle: water that’s too hot—or unstable—can’t “freeze” the pellet skin fast enough. A tempering unit and adequate flow provide consistent quench at the cut point.
Illustrative example (validate with OEM/resin): many PE/PP lines run process water in a moderate band, say 30–55°C, with tight stability (±1–2°C). If chaining increases, step cooler within the band and confirm flow. Maintain strong circulation across the die face; insufficient flow allows recirculated hot water and pellet collisions. Plastics Technology’s knowledge center discusses the role of temperature vs. flow in process cooling: https://www.ptonline.com/kc/process-cooling/operating/temperature-v-flow.
For an OEM baseline on loop design and procedures, see Nordson BKG’s Process Water Systems brochure, which outlines temperature-control ranges for PE/PP quench loops and stresses filling/degassing the circuit and establishing stable flow before engaging the cutter.
Startup sequence impacts
Pre-fill and purge air from the loop, verify setpoints, then couple the cutter. Engage cutting only after melt and water are in tolerance. This prevents early tails caused by hot/cold shocks or air pockets at the die face. MAAG’s Rein tips also stress safe coupling and cleaning routines: https://maag.com/wp-content/uploads/Rein-tips_eng_2022.pdf.
Fix 3: Knife materials and coatings
Material and surface choice influences sticking, wear, and edge stability—especially with recycled or filled blends.
Match grade to polymer and fillers
For clean shearing on unfilled PE/PP, tool steels like D2 or HSS often suffice when heat-treated correctly. For abrasive fillers (CaCO3, talc, glass), consider powder-metallurgy grades or carbide-tipped knives to slow edge rounding. Keep hardness high enough for wear, but not so brittle that chipping occurs at the die contact.
Reduce sticking and wear
Low-friction, hard coatings (e.g., TiN/TiCN) reduce adhesion and extend edge life; corrosion-resistant finishes can help when water chemistry is aggressive. Track edge life by batch and resin to refine your selection. For selection background, see blade material and coating options: https://maxtormetal.com/industrial-knife-materials-guide/.
OEM compatibility and QC data
Disclosure: MAXTOR METAL is our product. We supply D2/HSS/PM and carbide knives with TiN/Cr coatings, HRC 52–65, and QC traceability from material certs to final inspection. See inspection and traceability practices: https://maxtormetal.com/metal-shear-blades-complete-troubleshooting-handbook-guide/.
The authors declare a separation between technical guidance and commercial content. Recommendations here are editorially independent; any product references are illustrative. Parameter values and setpoints should be validated against OEM documentation and on-site commissioning before implementation.
Fix 4: Water loop and flow

Flow geometry, filtration, and air management are as important as temperature. Uniform, energetic flow across the die face prevents hot spots and pellet collision.
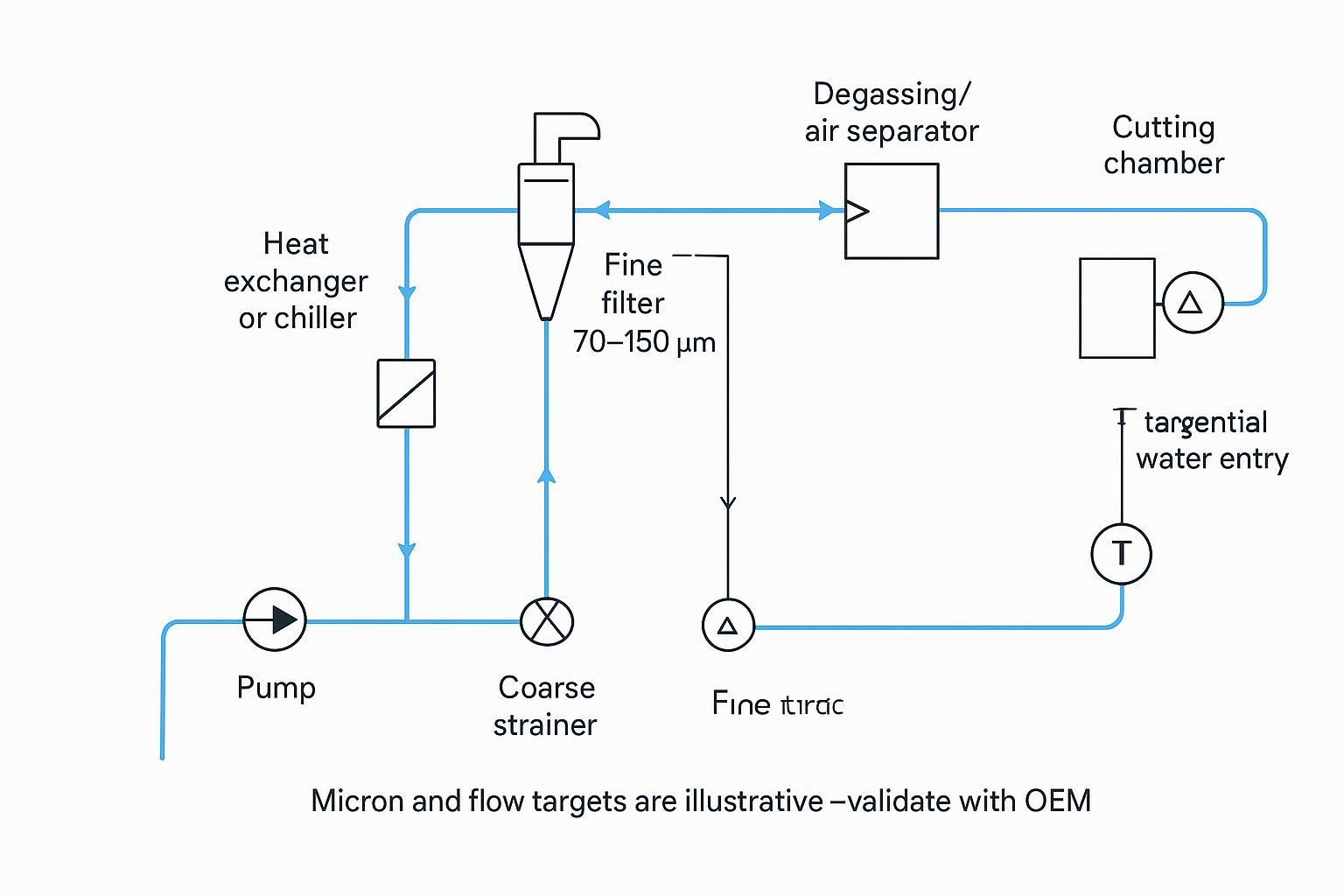
Flow rate and directionality
Principle: tangential entry into the cutting chamber promotes spiral flow that sweeps pellets away quickly. Verify actual flow with inline meters; adjust pump speed or bypass to hold target flow and temperature. Air entrainment degrades quench—purge and use an air separator if needed. Plastics Technology highlights that adequate flow with controlled temperature is critical to avoid chaining and tails: https://www.ptonline.com/articles/the-path-to-pellet-perfection.
Filtration and degassing
Keep fines out of the cutting zone. Use staged filtration (e.g., coarse strainer plus a finer element). Illustrative example: 70–150 µm as a starting point for general polyolefins, then tighten if fines recirculate. Install differential pressure gauges to trigger changeouts before flow collapses.
Scale and hardness control
Hard water scale insulates heat exchangers and shifts the effective water temperature upward. Treat water to control hardness, maintain heat-exchanger cleanliness, and log inlet/outlet delta-T to catch drift early.
Fix 5: Die-face condition
Your cut quality is only as good as the surface you’re cutting against. Grooves, rounding, and contamination all show up as tails.
Inspect, clean, and polish
Visually inspect the die face each shift. If you see embedded debris or a rough contact band, plan a short stop to clean and polish. When grooves appear, resurfacing may be required to restore a flat plane for clean shear. Plastics Technology’s troubleshooting piece notes that resurfacing the die face can eliminate persistent tails: https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues.
Hole health and open-hole strategy
Blocked or partially blocked holes create local flow imbalances that manifest as sector-specific tails or doubles. During changeovers or planned stops, confirm hole health; open only as many holes as the line can cool and transport without collision.
Die heaters and thermal uniformity
Uneven die-zone temperatures create viscosity differences across sectors. Verify thermocouple health and zone controller performance; aim for tight uniformity consistent with OEM capability, and correlate sector temperature deviations with pellet quality to locate hidden issues.
Conclusión
Prioritize fast parameter tweaks (process water temperature and flow, knife pressure/speed) before mechanical checks (alignment, balance) and then maintenance actions (knife replacement, die resurfacing, filtration service). Track results with one-variable changes, QC logging, and planned intervals for blades, die-face inspections, and water-system service. Over a few runs, you’ll build a stable window for your grades and reduce tails without trial-and-error.
Case snapshot (anonymized illustrative case — not a published study): A North American recycler running a Gala-style water-ring pelletizer on PP regrind with 30% CaCO3 reported 5.2% tails by weight (measured tails per 1000 pellets ≈50). Team lowered process water 48→38°C, increased loop flow ~20%, raised knife speed 10%, and adjusted overlap from ~8% to ~15% (illustrative). Result: tails fell to 0.6% (≈8 per 1000 pellets) within two production shifts and weekly uptime improved by ~6 hours. Parameters are example-only; validate with OEM and resin TDS.
Selected sources
- Plastics Technology — Mitigating and Troubleshooting Underwater Pelletizing Issues (2020): https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues
- Plastics Technology — Temperature vs Flow (2025): https://www.ptonline.com/kc/process-cooling/operating/temperature-v-flow
- Plastics Technology — The Path to Pellet Perfection (2023): https://www.ptonline.com/articles/the-path-to-pellet-perfection
- MAAG (Gala) — Rein Tips on cleaning/safety (2022): https://maag.com/wp-content/uploads/Rein-tips_eng_2022.pdf