
पीई/पीपी वॉटर-रिंग (डाई-फेस हॉट-कट) लाइनों पर पेलेट की गुणवत्ता के दो सबसे बड़े दुश्मन टेल्स और फाइन कण होते हैं। टेल्स डाई फेस पर तब बनने लगते हैं जब कट साफ नहीं होता—अक्सर घिसे हुए किनारे, खांचेदार डाई फेस, खराब अलाइनमेंट या पानी की गुणवत्ता में गड़बड़ी के कारण। ये टेल्स फिर ड्रायर में टूटकर फाइन कणों और धूल में बदल जाते हैं, जिससे उत्पादन कम हो जाता है, फिल्टर और ड्रायर पर अतिरिक्त भार पड़ता है और अचानक सफाई करनी पड़ती है। इसका असर काम बंद होने, कुल लागत बढ़ने और पेलेट की दिखावट में असमानता के रूप में दिखाई देता है, जिसे ग्राहक भी नोटिस करते हैं।
यह गाइड बताती है कि पीवीडी कोटेड पेलेटाइज़र नाइफ किस प्रकार धार को लंबे समय तक बनाए रख सकते हैं और चिपकने की समस्या को कम कर सकते हैं, जिससे आपको साफ पेलेट काटने में मदद मिलेगी। उचित सेटअप और रखरखाव के साथ, कई संयंत्रों में सत्यापन के बाद टेल्स + फाइन रेट में -20% से -40% तक की अनुमानित सीमा देखी गई है, साथ ही लंबे सर्विस अंतराल से अतिरिक्त लाभ भी मिलता है। आप विफलता तंत्र, कोटिंग का चयन, मानक परिचालन प्रक्रियाएं (एसओपी), निवेश पर लाभ (आरओआई) की गणना और एक सत्यापन योजना सीखेंगे जिसे आप अपनी लाइन पर चला सकते हैं।
चाबी छीनना
- एक प्रमुख संकेतक संकेतक (केपीआई) को लक्षित करें: ड्रायर आउटलेट पर टेल्स + फाइन रेट, जिसे सीव/वेट एनालिसिस द्वारा मापा जाता है, फिर नियंत्रित ए/बी रन के साथ इसका सत्यापन करें।
- पीवीडी लेपित पेलेटाइज़र चाकू लंबे समय तक तेज और कम घर्षण वाले किनारे को बनाए रखते हैं, जिससे सही ओवरलैप/दबाव और जल नियंत्रण के साथ उपयोग किए जाने पर स्वच्छ पृथक्करण और कम अवशेष/बारीक कण प्राप्त होते हैं।
- परीक्षण योग्य परिकल्पना के रूप में रूढ़िवादी सुधार बैंड (-20% से -40%) की अपेक्षा करें; स्केलिंग से पहले डेटा के साथ पुष्टि करें।
- लाभ को बरकरार रखने और सेवा जीवन को बढ़ाने के लिए नाइफ/डाई सेटअप, वॉटर लूप स्थिरता और रीग्राइंड/रीकोट दस्तावेज़ीकरण को मानकीकृत करें।
ठीक करने के लिए विफलता के तरीके

पूंछ और धब्बेदार घाव
जब डाई के फलक पर पॉलिमर की कटाई ठीक से नहीं होती है, तो टेलिंग बन जाती है। इसके सामान्य कारणों में धार का कुंद होना (धार की त्रिज्या का बढ़ना), डाई की कटाई सतह पर खांचे या चिप्स, बहुत गर्म पिघला हुआ पदार्थ या प्रक्रिया जल जो तेजी से परत बनने से रोकता है, या गलत संरेखण या शाफ्ट रनआउट के कारण असमान संपर्क शामिल हैं। दृश्य संकेत पेलेट्स पर एक पतली लकीर और कटे हुए फलक पर धब्बेदार सतहें हैं। व्यावहारिक समाधानों में तेज, समान रूप से चलने वाली धार को बहाल करना, खांचे होने पर डाई की सतह को फिर से बनाना और तापमान को संतुलित करना शामिल है ताकि कटाई धब्बेदार होने के बजाय पूरी तरह से अलग हो जाए। उद्योग के समस्या निवारण नोट्स इस बात पर जोर देते हैं कि गर्म पानी और उच्च पिघला हुआ तापमान कटाई पर धब्बेदार होने को बढ़ाते हैं, जबकि चिकने, सपाट डाई फलक और तेज चाकू साफ कटाई को बढ़ावा देते हैं। इस प्रक्रिया की बुनियादी जानकारी के लिए, प्लास्टिक टेक्नोलॉजी के पानी के नीचे पेलेटाइजिंग समस्याओं पर समस्या निवारण लेख में चर्चा देखें। पानी के भीतर पेलेटाइजिंग से संबंधित समस्याओं का निवारण और निवारण (प्लास्टिक्स टेक्नोलॉजी, 2021+).
महीन कण और धूल का उत्पादन
बारीक कण आमतौर पर उन्हीं बचे हुए हिस्सों से उत्पन्न होते हैं: जब पेलेट्स ड्रायर में पहुँचते हैं, तो उभरे हुए कण टूटकर धूल बन जाते हैं। यदि फ़िल्टरेशन कमजोर हो तो ये बारीक कण दोबारा घूमकर कटिंग और परिवहन में बाधा डाल सकते हैं। यदि चाकू बदलने या डाई की सर्विसिंग के बाद बारीक कणों की मात्रा बढ़ जाती है, तो सबसे पहले कट की सफ़ाई और वॉटर-लूप फ़िल्टरेशन की जाँच करें। पर्याप्त प्रवाह और निरंतर फ़िल्टरेशन वाले क्लोज्ड-लूप सिस्टम बारीक कणों के पुनः प्रवेश को कम करते हैं। OEM और व्यापारिक स्रोत इस बात पर ज़ोर देते हैं कि बारीक कणों को बढ़ाने वाली प्रक्रिया संबंधी बाधाओं से बचने के लिए फ़िल्टरेशन और स्थिर जल परिस्थितियाँ आवश्यक हैं; देखें डेविस-स्टैंडर्ड द्वारा सामान्य पेलेट गुणवत्ता संबंधी समस्याओं का अवलोकन अतिरिक्त जानकारी के लिए।
किनारों का टूटना और सूक्ष्म दरारें
चाकू की धार पर सूक्ष्म-चिपिंग से अनियमित आकार के कण और छर्रे बनते हैं। यह ब्लेड और डाई की कठोरता में असमानता, कणों से होने वाली संदूषण, या खराब आसंजन/तनाव संतुलन वाली भंगुर कोटिंग्स के कारण हो सकता है। इसका संकेत 50-200 गुना आवर्धन पर खुरदरी धार और कटाई के दौरान चक्रीय शोर/कंपन है। बचाव के उपायों में अधिक मजबूत कोटिंग्स/इंटरलेयर्स का चयन करना, कोटिंग के आसंजन की जाँच करना और डाई के मुख को दोष-मुक्त रखना शामिल है। धार को चिप करने वाले संपर्क झटकों को रोकने के लिए संकेंद्रित ट्रैकिंग बनाए रखें और बेयरिंग की स्थिति की जाँच करें। स्वचालित ब्लेड-पोजिशनिंग संपर्क को स्थिर करने में मदद कर सकती है; देखें MAAG की EAC ब्लेड पोजिशनिंग अवधारणा.
पीवीडी कोटिंग वाले पेलेटाइज़र नाइफ की उम्र दोगुनी क्यों हो जाती है?

पीवीडी कोटिंग्स खराब सेटअप को जादुई तरीके से ठीक नहीं करतीं, लेकिन ये उन रास्तों को धीमा कर देती हैं जिनसे बारीक धारें बनती हैं। पेंसिल की धार को ऐसे समझें: एक बार जब वह गोल हो जाती है या उस पर खरोंच आ जाती है, तो वह काटने के बजाय फैल जाती है। पीवीडी एक कठोर, कम घर्षण वाली परत प्रदान करती है जो पेंसिल की नोक को तेज और चिकना बनाए रखने में मदद करती है।
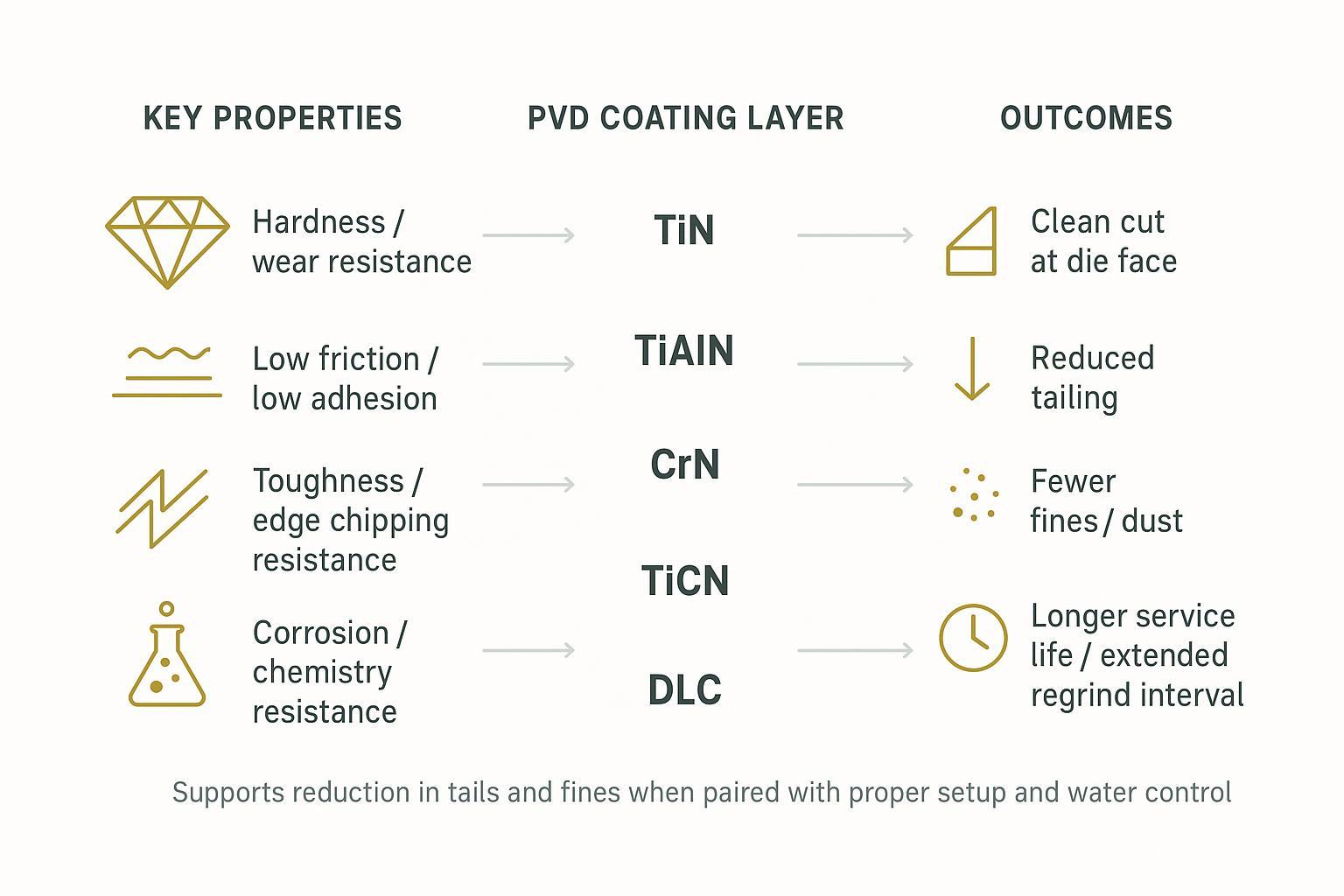
कठोरता और घिसाव प्रतिरोध
उच्च कठोरता और स्थिर सूक्ष्म संरचना घर्षण से होने वाले टूट-फूट का प्रतिरोध करती है, जिससे डाई की सतह पर धब्बे पैदा करने वाले किनारे की त्रिज्या में वृद्धि में देरी होती है। TiN और TiAlN जैसे नाइट्राइड अच्छी तापीय कठोरता वाले सिद्ध घिसावरोधी परतें हैं। लंबे समय तक तीक्ष्ण किनारे को बनाए रखकर, वे बदलाव के बीच के अंतराल को बढ़ाते हैं और उस समय सीमा को कम करते हैं जिसमें टेल विकसित होने की संभावना होती है।
कम घर्षण, चिपकने से रोकने वाला
कम घर्षण और कम पॉलीमर एफिनिटी के कारण किनारों पर चिपकना और जमाव कम होता है। CrN, TiCN और DLC स्टैक का उपयोग आमतौर पर पॉलीमर-संपर्क अनुप्रयोगों में किया जाता है क्योंकि ये पिघले हुए पदार्थ को काटने वाले किनारे पर फैलने के बजाय उससे फिसलने में मदद करते हैं। कम जमाव का मतलब है साफ-सुथरा अलगाव और कम अवशेष जो बाद में बारीक कणों में टूटते हैं।
कठोरता, तनाव और आसंजन
कठोर लेकिन भंगुर कोटिंग में सूक्ष्म दरारें पड़ सकती हैं या वह टूट सकती है, जिससे कणों और महीन कणों के लिए नए निर्माण स्थल बन जाते हैं। उचित अंतरपरतें और तनाव-संतुलित परतें आसंजन और मजबूती को बेहतर बनाती हैं, जिससे लेपित किनारा बार-बार संपर्क और मलबे के प्रभाव से टूटने से बचता है। इससे पेलेट की ज्यामिति अधिक स्थिर रहती है और बार-बार पीसने पर भी उसकी सेवा अवधि लंबी होती है।
सही कोटिंग चुनें
TiN, TiAlN: आधारभूत स्तर और ताप स्थिरता
TiN कई उपकरणों के लिए एक मजबूत आधार है: उच्च कठोरता और भरोसेमंद घिसाव प्रतिरोध। TiAlN उच्च तापीय कठोरता और ऑक्सीकरण प्रतिरोध को बेहतर बनाता है, जो उन स्थितियों में उपयोगी है जहां डाई-फेस का तापमान अधिक होता है या जहां लंबे समय तक ऊष्मीय स्थिरता की आवश्यकता होती है। बिना फिलिंग वाले PE/PP के लिए, ये परतें किनारों को मजबूती से बनाए रखती हैं; हालांकि, यदि चिपकने की समस्या लंबे समय से बनी हुई है, तो कम घर्षण वाली परत या किसी अन्य नाइट्राइड के साथ इसका उपयोग करने पर विचार करें।
CrN, TiCN: कठोरता और कम आसंजन
CrN और TiCN कठोरता को कम घर्षण और कम पॉलीमर एफिनिटी के साथ संतुलित करते हैं। व्यवहार में, ये कटाई के दौरान धब्बा लगने और जमाव को कम करने में मदद करते हैं और किनारों पर सूक्ष्म-चिपिंग को रोकते हैं—खासकर फिल्ड पीपी में जहां घर्षणकारी फिलर और चिपचिपाहट एक साथ मौजूद होते हैं, वहां ये बहुत उपयोगी होते हैं। चयन करते समय रेज़िन परिवार, फिलर की मात्रा और आपके पिछले विफलता पैटर्न (टेल्स बनाम फाइन्स बनाम चिपिंग) को ध्यान में रखना चाहिए।
डीएलसी स्टैक: घर्षण और संक्षारण नियंत्रण
डीएलसी सबसे चिकना इंटरफ़ेस और अत्यधिक कठोरता प्रदान करता है, जिसे अक्सर आसंजन अंतरपरतों के साथ बहुपरत स्टैक के रूप में उपयोग किया जाता है। यह तब आकर्षक होता है जब चिपकने से बचाव सर्वोपरि हो या जब पानी की रासायनिक संरचना से जंग लगने की आशंका हो। थर्मल सीमाओं और कोटिंग की मोटाई की पुष्टि करें ताकि आप भंगुर किनारा बनाए बिना धार की तीक्ष्णता को बनाए रख सकें।
खुलासा: मैक्सटोर मेटल हमारा उत्पाद है। एक निष्पक्ष उदाहरण के तौर पर, प्रक्रिया टीमें अक्सर कोटिंग के चयन को रीग्राइंड दस्तावेज़ीकरण और स्वीकृति जांच के साथ संरेखित करती हैं। एक विक्रेता जैसे कि मैक्सटोर धातु हम PVD-कोटेड पेलेटाइज़र नाइफ की आपूर्ति कर सकते हैं और रीग्राइंड/रीकोट लॉगिंग (सीरियल नंबर, कठोरता, खुरदरापन, आसंजन संबंधी नोट्स) में सहायता प्रदान करते हैं ताकि आपके QA और सत्यापन रिकॉर्ड ऑडिट के लिए तैयार रहें। व्यापक रखरखाव अवधारणाओं के लिए, आंतरिक गाइड देखें। औद्योगिक ब्लेड के रखरखाव के लिए सुझाव.
सेटअप और रखरखाव मानक प्रक्रिया (एसओपी)
चाकू-डाई ओवरलैप और दबाव
- लॉकआउट/टैगआउट करें और सुरक्षा सुनिश्चित करें। नाइफ हब पर डायल इंडिकेटर से रोटर बेयरिंग और शाफ्ट रनआउट की जांच करें; यदि टीआईआर उपकरण की सीमा से अधिक हो तो उसे ठीक करें। असमान ट्रैकिंग से टेलिंग और शोर उत्पन्न होता है।
- अपने OEM की संपर्क-पैटर्न/नो-प्रिंट विधि का उपयोग करके समान संपर्क स्थापित करें। सबसे हल्के "किस" संपर्क से शुरू करें, फिर मोटर लोड और पेलेट के आकार पर नज़र रखते हुए धीरे-धीरे संपर्क बढ़ाएं। जहां उपलब्ध हो, स्वचालित ब्लेड-पोजिशन सिस्टम लगातार ओवरलैप बनाए रखने में सहायता करते हैं।
- पेलेट की ज्यामिति की जांच करें और सुनिश्चित करें कि वे एकसमान सिलेंडर हैं और उनकी सतहें धब्बेदार नहीं हैं। यदि आपको चक्रीय निशान दिखाई देते हैं, तो पानी की सेटिंग में बदलाव करने से पहले संरेखण और संपर्क एकरूपता की दोबारा जांच करें।
पानी का तापमान और गुणवत्ता
- बिना भंगुरता के, कट पर तेजी से ऊपरी परत बनने का लक्ष्य रखें। अत्यधिक गर्म पानी ऊपरी परत बनने की प्रक्रिया को धीमा कर देता है और धब्बे बनने को बढ़ावा देता है; अत्यधिक ठंडा पानी सुखाने की प्रक्रिया को जटिल बना देता है। रेज़िन की निर्धारित सीमा के भीतर ही सेटिंग करें और इसे सभी चरणों में स्थिर रखें।
- पर्याप्त क्लोज्ड-लूप प्रवाह और प्रभावी फिल्ट्रेशन बनाए रखें। फिल्टरों के पार बढ़ते दबाव अंतर या दिखाई देने वाले रीसर्कुलेटिंग फाइन कण खतरे के संकेत हैं—इनसे पहले ही निपट लें, इससे पहले कि ये फाइन कणों की मात्रा और ड्रायर लोड को बढ़ा दें। प्रोसेस वॉटर के मूलभूत सिद्धांतों और सिस्टम के संदर्भ के लिए, समीक्षा करें। एमएएजी के पेलेटाइजिंग सिस्टम का अवलोकन.
- यदि अस्पष्ट धब्बे या जंग दिखाई दे, तो पानी की रासायनिक संरचना और चालकता की जाँच करें। डाई और चाकू दोनों की सतहों की सुरक्षा के लिए उपचार में बदलाव करें।
पुनः पीसने और पुनः लेपित करने के चक्र
- किनारों का निरीक्षण 50–200× आवर्धन पर करें। किनारे की त्रिज्या में वृद्धि या सूक्ष्म चिप्स दिखाई देने पर पुनः ग्राइंडिंग शुरू करें; स्मियर रिजीम में जाने से बचें। डाई की सतह को पुनः चिकना करने के बाद, प्रोफ़ाइलोमेट्री के तहत समतलता और चिकनी कटिंग सतह की पुष्टि करें। सतह को पुनः चिकना करने का व्यावहारिक अवलोकन उपलब्ध है। पानी के भीतर पेलेट बनाने के लिए डाई-रिसर्फेसिंग की सर्वोत्तम पद्धतियाँ.
- स्टॉक हटाने की प्रक्रिया को सीमित करें और ज्यामिति को संरक्षित रखें। एक निश्चित संख्या में रीग्राइंडिंग के बाद, सतह के गुणों और आसंजन को बहाल करने के लिए रीकोट की योजना बनाएं; कोटिंग के बाद किनारों की तीक्ष्णता और मोटाई की एकरूपता की पुष्टि करें।
- रीग्राइंड/रीकोट लॉग रखें: सीरियल नंबर, सामग्री/सब्सट्रेट, कोटिंग, रीग्राइंड की संख्या, कठोरता और खुरदरापन संबंधी नोट्स, आसंजन परीक्षण नोटेशन, ऑपरेटर/दिनांक, और स्वीकृति जांच। पेलेटाइज़र QA के लिए अनुकूल निरीक्षण लॉजिक के लिए, देखें औद्योगिक कटऑफ चाकूओं के लिए समस्या निवारण चरण.
आरओआई और जोखिम नियंत्रण

एक संक्षिप्त, गुमनाम मामला (मान्य माप): मध्य यूरोप में 3 टन प्रति घंटा की क्षमता वाली एक पीई रीग्राइंड लाइन में, टीम ने मानक एचएसएस नाइफ को पीवीडी-कोटेड टीआईसीएन नाइफ से बदल दिया और एक ए/बी अभियान के लिए ओवरलैप और पानी की मात्रा को स्थिर रखा। नमूनाकरण के लिए शिफ्ट के अंत में लिए गए कंपोजिट ग्रैब्स और एएसटीएम डी7486 वेट वॉश (साथ ही डी1921 ड्राई सीव्स) का उपयोग 3 सप्ताह की आधारभूत अवधि और 3 सप्ताह की परीक्षण अवधि में किया गया। टेल्स+फाइन्स द्रव्यमान के हिसाब से लगभग 2.5% से घटकर लगभग 1.8% (≈−28%) हो गए, जिससे ड्रायर स्क्रीन अधिक साफ हो गईं और फिल्टर बदलने की आवश्यकता कम हो गई; ऑपरेटरों ने जोर दिया कि लाभ प्राप्त करने के लिए स्थिर ओवरलैप और पानी का नियंत्रण आवश्यक था।
परिवर्तन और अपटाइम गणित
लंबे सर्विस अंतराल से बचाए गए डाउनटाइम की मात्रा निर्धारित करें। उदाहरण ढांचा: बचा हुआ डाउनटाइम (घंटे/वर्ष) × योगदान मार्जिन ($/घंटे) = अपटाइम मूल्य। रखरखाव श्रम की बचत को जोड़ें। मान्यताओं को रूढ़िवादी रखें और परिवर्तन से पहले/बाद में मशीन के चालू रहने के घंटों का दस्तावेजीकरण करें।
स्क्रैप, फाइन और गुणवत्तापूर्ण उपज
आपका प्राथमिक KPI ड्रायर आउटलेट पर द्रव्यमान के अनुसार टेल्स + फाइन्स की दर है। 2-4 सप्ताह में एक बेसलाइन बनाएं, फिर नए नाइफ/कोटिंग के साथ A/B परीक्षण करें। यदि आप -20% से -40% तक की कमी मापते हैं, तो इसे उपज और लागत में परिवर्तित करें: थ्रूपुट (टन/घंटा) × परिचालन घंटे × प्रति टन कीमत × उपज लाभ माइनस स्क्रैप निपटान और पुनर्संसाधन। कम फाइन्स फिल्टर का जीवनकाल भी बढ़ा सकते हैं और ड्रायर में गंदगी को कम कर सकते हैं; इन भागों और श्रम बचत को भी शामिल करें। प्रक्रियाओं से परिणामों के संदर्भ के लिए, देखें पेलेट की उत्कृष्टता की राह (प्लास्टिक प्रौद्योगिकी).
दस्तावेज़ीकरण और निरीक्षण
आपको कैसे पता चलेगा कि सुधार वास्तविक और दोहराने योग्य है? सत्यापन के लिए अनुशासन आवश्यक है: चाकू की सेटिंग्स (संपर्क प्रतिनिधि), पानी का तापमान, पिघलने का तापमान/एमएफआई, थ्रूपुट और नमूना लेने के समय को रिकॉर्ड करें। एएसटीएम-अनुरूप विधियों का उपयोग करें—कण आकार वितरण के लिए शुष्क छलनी और 500 µm से कम महीन कणों के लिए गीला धुलाई—ताकि परिणाम तुलनीय हों। एक सुलभ प्रारंभिक बिंदु यह है: ASTM D7486 के गीले विश्लेषण का अवलोकन पृष्ठप्लांट-व्यापी स्तर पर लागू करने से पहले सार्थकता की पुष्टि के लिए एक सरल सांख्यिकीय परीक्षण (टी-टेस्ट या मैन-व्हिटनी) करें। प्रत्येक अभियान के साथ स्वीकृति मानदंड और रीग्राइंड लॉग संलग्न रखें।
प्लास्टिक पेलेट्स और ग्रैन्यूल्स (>500 µm आकार वर्ग) की शुष्क छलनी के लिए, ASTM के 2018 के संदर्भ का उपयोग करें। डी1921 प्लास्टिक सामग्री के कण आकार (छलनी विश्लेषण) के लिए परीक्षण विधियाँजिसमें छलनी स्टैक चयन, हिलाने और बैच-दर-बैच तुलना के लिए रिपोर्टिंग निर्दिष्ट की गई है।
अपनी लाइन के साथ फिट करें
गाला/एमएएजी और अन्य पारिस्थितिकी तंत्र
सभी निर्माताओं के वाटर-रिंग/अंडरवाटर सिस्टम एक ही मूलभूत सिद्धांत का पालन करते हैं। ब्लेड ट्रैकिंग, समान संपर्क और स्थिर जल परिस्थितियाँ, चाहे आपका प्लेटफॉर्म गाला/एमएएजी डिज़ाइन का हो या किसी अन्य इकोसिस्टम का, सभी पर लागू होती हैं। जहाँ उपलब्ध हो, स्वचालित ब्लेड-पोजिशन सिस्टम दोहराव बनाए रखने में मदद करते हैं; सटीक सेट-पॉइंट और टॉर्क स्पेसिफिकेशन के लिए अपने निर्माता के मैनुअल से परामर्श लें।
सहनशीलता और सतह की फिनिश
डाई और नाइफ के जोड़ समतल, समानांतर और दोषरहित होने चाहिए। डाई की सतह को फिर से चिकना करने के बाद, शीतलक-नियंत्रित ग्राइंडिंग द्वारा न्यूनतम अतिरिक्त सामग्री हटाएँ और 100% निरीक्षण द्वारा इसकी पुष्टि करें। धब्बे पड़ने से बचने के लिए कटिंग इंटरफ़ेस को चिकना रखें; प्रत्येक बार ग्राइंडिंग और कोटिंग के दौरान ज्यामिति को बनाए रखें।
ऑनबोर्डिंग और स्पेयर पार्ट्स योजना
कोटिंग या आपूर्तिकर्ता बदलने से पहले, एक स्थिर रेसिपी पर नियंत्रित सत्यापन करें। एक स्पेयर पार्ट्स योजना बनाएं जिसमें चाकू, डाई-फेस सर्विस विंडो, बियरिंग और शाफ्ट घटक, फिल्टर/स्क्रीन और निरीक्षण उपकरण (डायल इंडिकेटर, माइक्रोस्कोप, प्रोफ़ाइलोमीटर) शामिल हों। आपातकालीन खरीदारी से बचने के लिए रीग्राइंड/रीकोट विक्रेता के लीड टाइम को अपने बदलाव की गति के साथ संरेखित करें। प्लास्टिक प्रसंस्करण में पेलेटाइज़र ब्लेड के मूलभूत सिद्धांतों की जानकारी के लिए, देखें प्लास्टिक में औद्योगिक ब्लेड के लिए यह व्यावहारिक मार्गदर्शिका.
निष्कर्ष
डाई फेस पर साफ कट लगाने से टेल और धूल कम होती है। PVD कोटेड पेलेटाइज़र नाइफ धार को लंबे समय तक तेज और चिकना बनाए रखने में मदद करते हैं, लेकिन अनुशासित सेटअप और स्थिर पानी की स्थिति में इनका सबसे अच्छा उपयोग होता है। अपनी लाइन पर एक निश्चित हाइपोथिसिस बैंड (जैसे, -20% से -40% टेल + फाइन) का परीक्षण करने के लिए वैलिडेशन प्लान का उपयोग करें, फिर रीग्राइंड/रीकोट डॉक्यूमेंटेशन और स्पेयर पार्ट्स प्लान के साथ इसके लाभों को सुनिश्चित करें।
अगले चरण: अपने रेज़िन और विफलता के तरीकों के अनुरूप कोटिंग चुनें, चाकू-डाई संपर्क और पानी की स्थितियों को व्यवस्थित रूप से समायोजित करें, और एक रीग्राइंड/निरीक्षण लॉग तैयार करें ताकि सुधार सभी शिफ्टों में बने रहें।
एक प्रतिक्रिया