
By Tommy Tang, Senior Sales Engineer, Nanjing METAL Industrial (12 years in industrial cutting tools and refurbishment supply programs; certifications: CSE, CME, Six Sigma Green Belt, PMP).
Last updated: 2026-04-02.
संशोधन इतिहास
- 2026-03-29: First published. Added ISO 21940 part references, safety/compliance notes, and an auditable QA + balancing pack template.
Why trust this guide
This best-practices checklist is based on common failure modes and QA controls used in pelletizing and industrial cutting applications. MAXTOR METAL operates under ISO 9001 quality management, uses calibrated/traceable measuring equipment (including third-party calibration where applicable), and applies incoming, in-process, and final inspection gates to reduce variability in critical cutting components.
चाबी छीनना
- Refurbishment quality shows up on the line as pellet length spread, tails, fines, and vibration—not just “how sharp it looks”.
- Treat refurbishment as a controlled process with defined gates: metrology baseline, repair method, finish grinding, and a balancing report.
- Acceptance should be written into POs: geometry checks, surface finish, coating verification, and ISO 21940 dynamic balancing evidence.
- Align maintenance and guarding practice with your local machinery-safety framework and site risk assessment—especially where access to rotating parts exists. (For UK sites, PUWER is a useful reference: HSE’s PUWER overview.)
Scope and limitations
This guide is written for strand pelletizer rotors where refurbishment outcomes depend on controlled geometry, fits, and balance. It focuses on inspection gates, documentation, and acceptance deliverables.
It does नहीं replace OEM manuals, site-specific risk assessments, or jurisdiction-specific legal requirements. If an OEM prohibits a repair method, if cracking is detected in stressed regions, or if damage exceeds recoverable limits (e.g., insufficient remaining tooth form or unsafe heat-affected zones), treat refurbishment scope as an engineering decision and escalate to the OEM or a qualified repair authority.
Quick definitions (for inspection reports)
- TIR (Total Indicated Runout): The peak-to-peak indicator reading observed while rotating the component, used to quantify runout at a measurement location.
- Ra (surface roughness): A measured average roughness value used to specify/verify bearing journal and seat finishes.
- Rigid vs flexible rotor (balancing context): Most pelletizer rotors behave as rigid at typical service speeds, but higher-speed or longer rotors may require flexible-rotor methods. When specifying ISO 21940, cite the part that matches your rotor behaviour and service speed.
Safety and compliance note (read first): Work on rotating machinery must follow the OEM manual and your site’s risk assessment and hazardous-energy isolation procedures. Use suitable guarding/interlocks, verify zero energy before access, and ensure only trained personnel perform setup and inspection. For global reference, the risk-assessment approach in ISO 12100 and guard design principles in ISO 14120 are widely used; in the US, OSHA 29 CFR 1910.212 outlines general machine-guarding requirements. UK readers may benchmark guarding practice against PUWER Regulation 11 (dangerous parts of machinery), but equivalent requirements exist in other jurisdictions.
On strand pelletising lines, small mechanical errors in the pelletiser rotor rarely stay small. They show up as pellet length variation, tails, fines, and the kind of nuisance stoppages that quietly eat OEE.
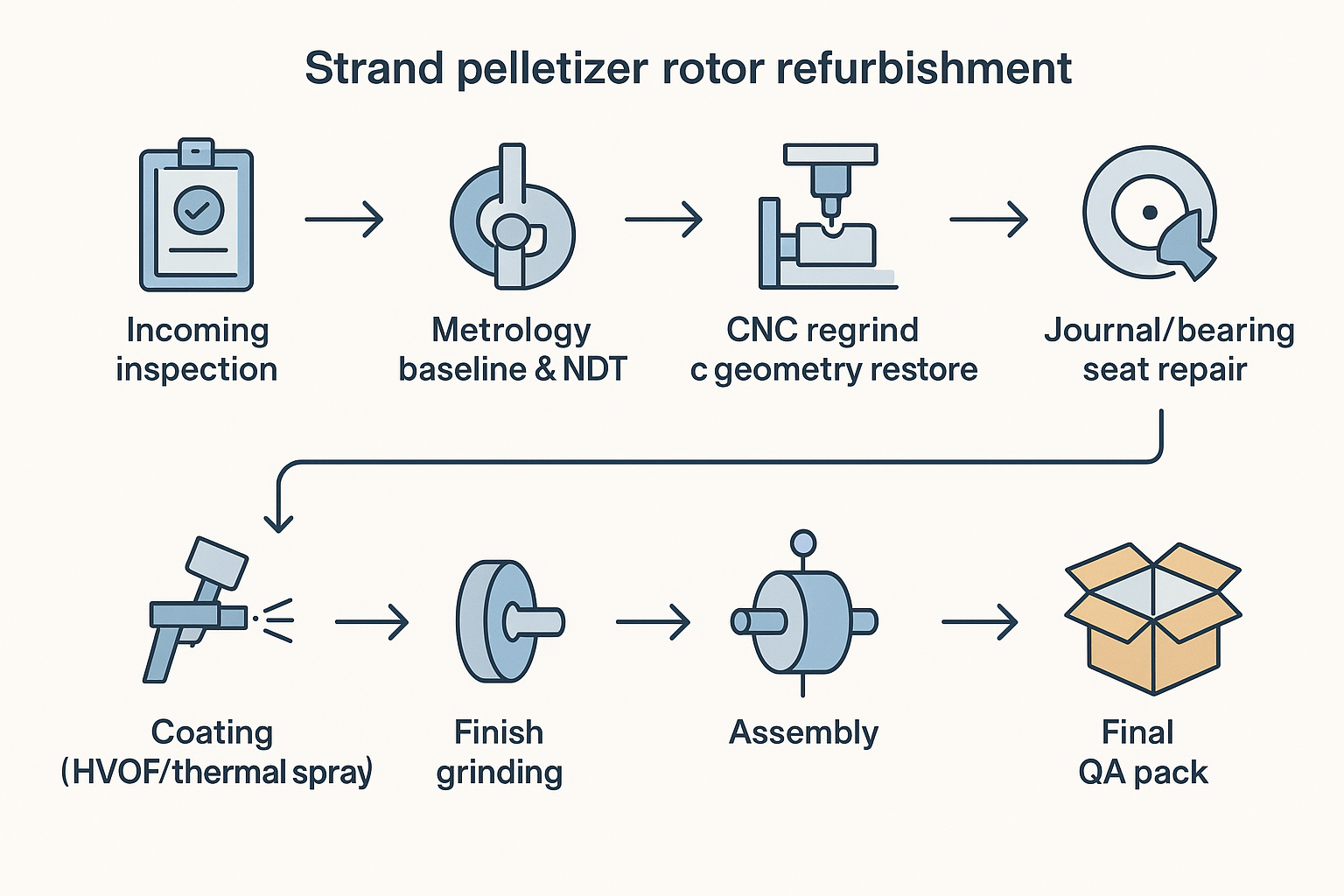
This guide focuses on refurbishment in severe wear cases: geometry restoration, journal and bearing seat repair, coating routes, ISO 21940 dynamic balancing, and the QA documentation UK processors should ask for. It’s written to help you specify strand pelletizer rotor repair work so the outcome is repeatable, not vendor-dependent.
Use it as a step-by-step reference and an acceptance checklist you can paste into audits and purchase orders.
Failure modes and diagnosis

Wear patterns and root causes
Most rotor issues present first as cut-quality symptoms, not as a visible “broken part”. Plastics Technology’s troubleshooting guide links tails and fines to cutting adjustments, alignment, and component wear that changes how strands are presented to the knives (Plastics Technology, “Solve Seven Common Pelletizing Problems” (2012)).
In refurbishment terms, the common root causes are:
- Edge and profile wear: tooth flank rounding, chipped edges, and helix/profile distortion; the rotor can no longer shear consistently across the full width.
- Journal damage: fretting, scoring, and ovality at bearing fits; this drives heat, vibration, and unstable knife gap.
- Runout growth: shaft bending, seat damage, or assembly errors that produce a changing effective gap through rotation.
- Abrasive duty acceleration: high-fill, glass-fibre, and recycled content increase wear rates and make marginal finishes fail quickly.
Metrology baseline and NDT
Before any metal is removed, you need a baseline that lets you separate “wear you can grind out” from “damage that requires repair”. A good incoming inspection should include:
- Dimensional baseline: critical diameters, shoulder locations, keyways, and any rotor-specific features.
- Runout checks: measure total indicated runout (TIR) at key journals and reference faces with a dial test indicator (DTI), recorded at multiple clock positions.
- Surface condition capture: photographs plus written notes for scoring, pitting, corrosion, and fretting.
For severe wear or abnormal vibration history, add NDT where appropriate:
- Magnetic particle inspection (MPI) for ferromagnetic rotors to find surface-connected cracks.
- Dye penetrant inspection (DPI) where MPI isn’t applicable.
The goal is simple: if the rotor has cracking or heat-checking in stressed areas, a “regrind only” job is the wrong scope.
Impact on pellet quality and uptime
Mechanically, the rotor affects cut quality through two levers:
- ज्यामिति: tooth profile and edge condition determine whether strands are sheared cleanly or smeared/teased.
- स्थिरता: journals, seats, and balance determine whether the set knife gap stays consistent under load.
When these drift, you typically see:
- rising tails and fines at constant throughput,
- more frequent gap resets,
- bearing temperature rise and vibration alarms,
- unplanned stoppages for cleaning fines, swapping knives, or investigating noise.
Pelletizer rotor refurbishment

CNC regrind and geometry restore
A controlled regrind is about restoring geometry, not just “making it sharp”. Best practice is to treat tooth profile, helix angle (where relevant), and relief geometry as controlled characteristics.
Process controls that reduce rework:
- Confirm the reference datums used to set the rotor for grinding (and keep them consistent across future regrinds).
- Restore the intended cutting geometry (primary/secondary reliefs where used) so the edge shears rather than rubs.
- Define regrind limits upfront so you don’t drift into an under-strength tooth form over multiple cycles.
Journal and bearing seat repair
If journals or bearing seats show scoring, ovality, fretting, or loss of fit, grinding alone may not recover the functional condition.
Typical controlled options include:
- Build-up and regrind: apply a suitable build-up process, then grind back to dimension.
- Sleeving: where design allows, recover a damaged seat with a sleeve solution, then finish-grind.
Whichever method is chosen, the acceptance requirement should be written as verifiable measurements:
- diameters and form checks at multiple axial positions,
- runout at the journals relative to the rotor’s functional datum,
- surface finish verified by a measured Ra value, not “looks smooth”.
Coatings, finish grinding, assembly
Coatings can extend life in abrasive duty, but only when they’re treated as an engineered layer with controlled prep, thickness, and post-grind condition.
A robust sequence typically looks like:
- prep and mask critical fits,
- apply the specified coating (where used),
- finish grind to final geometry and finish,
- assemble with controlled torque and cleanliness, then balance.
Acceptance tolerances and QA
Example: what a “good” QA + balancing pack looks like
To make refurbishment repeatable across vendors, ask for a pack that is auditable (what was measured, with what instrument, and against which standard). Below is an example structure you can adapt—values are illustrative fields only and should be filled with your OEM targets.
A) Incoming (as-found) inspection report
- Rotor ID/serial, date received, photos (damage and contact patterns)
- Datum scheme used for setup (named reference faces/centres)
- Key dimensions and fits (diameter, roundness, cylindricity if specified)
- Runout/TIR results by location (DTI setup described; readings by clock position)
- NDT record where used (MPI/DPI method, acceptance criteria, inspector/contractor)
B) Repair route statement
- Scope: regrind-only vs repair + regrind vs coating route
- Areas repaired (journals, seats, tooth form), method used (build-up, sleeve, etc.)
- Heat-treatment/coating details if applicable (process name, thickness target, masking)
C) Final (as-left) dimensional & finish report
- Dimensions and tolerance status vs OEM drawing or agreed control plan
- Runout/TIR results after final grind
- Surface finish (Ra) readings at bearing journals/seats and reference faces
- Measuring instruments used + calibration ID/expiry (traceability)
D) Dynamic balancing record
- Standard referenced: ISO 21940 (specify the relevant part, e.g., ISO 21940-11 for rigid rotors)
- Service speed (rpm) used for tolerance calculation
- Acceptance target/grade agreed for your machine duty
- Correction method and plane(s)
- Before/after readings and final residual unbalance
- Balancing machine ID + calibration/verification evidence
E) Packaging and transport protection
- Journal/edge protection method (caps, corrosion inhibitor, handling notes)
- Shipping orientation and lift points
Geometry and surface finish
The safest way to specify pelletizer rotor tolerances—without pretending there is one universal number—is to:
- Require OEM drawing compliance where you have drawings, and
- Define a measurement method and report format where you don’t.
At minimum, the QA pack should include:
- critical diameters and positions (with instrument type and calibration status),
- runout results at specified locations (DTI setup described),
- tooth geometry verification (what was measured and how),
- surface finish readings for bearing journals/seats and any ground faces.
प्रो टिप: If your site regularly regrinds the same rotor family, standardise a single inspection sheet with named datums and measurement points. It makes supplier comparisons meaningful.
Hardness and coating verification
For refurbished components, hardness and coating checks are less about marketing and more about risk control.
Specify what “verification” means:
- कठोरता: method (e.g., Rockwell), test locations, and reporting format.
- कलई करना (if used): thickness measurement method, post-grind finish requirement, and any adhesion or porosity test evidence the supplier can provide.
If you cannot justify a coating spec with your duty conditions, keep the requirement simple: correct geometry, stable fit, and documented inspection.
Dynamic balancing (ISO 21940)
After repair and finish grinding, balancing is a functional requirement—not a nice-to-have. Any mass change, build-up repair, or coating can shift unbalance.
Write the acceptance as deliverables:
- a balancing report that references ISO 21940 (rigid-rotor balancing) and records:
- service speed (rpm) used for tolerance calculation,
- balance grade or acceptance target agreed for your machine duty,
- correction method and final residual unbalance,
- before/after readings and instrument traceability.
If a supplier can’t provide a coherent balancing record, you’re effectively guessing whether vibration issues are “on the rotor” or “on the line”.
Procurement and compliance

Documentation and traceability pack
For UK processors, procurement is often where refurbishment quality is won or lost. If you can’t audit what was done, you can’t repeat it.
Ask for a traceability pack that includes:
- incoming inspection report (as-found condition),
- repair route statement (what was done, which areas, and why),
- final dimensional and runout report,
- hardness and coating verification (where applicable),
- dynamic balancing record,
- serialisation/ID so the pack clearly maps to आपका rotor.
Where maintenance activities involve access to rotating hazards, align your own procedures with PUWER Regulation 11 (dangerous parts) and your site’s guarding/isolation controls.
PO specs and first-article acceptance
Copy/paste: refurbishment service PO clauses (example)
Use the clauses below as a starting point and replace placeholders with your OEM drawing and site requirements.
- Scope: Supplier shall perform rotor refurbishment per agreed route: (a) regrind-only / (b) repair + regrind / (c) coating route + finish grind. Any deviation requires written approval.
- Datums & repeatability: Supplier shall state the setup datum scheme used for grinding and inspection and keep it consistent for future cycles.
- As-found + as-left reporting (mandatory): Provide incoming (as-found) and final (as-left) inspection reports covering all critical diameters/locations, plus runout/TIR at specified journals and reference faces.
- Surface finish: Provide measured Ra values at bearing journals/seats and any specified ground faces, including instrument type and calibration traceability.
- NDT (when required): If severe wear, abnormal vibration history, or visual indications exist, perform MPI (or DPI where applicable) and report method, acceptance criteria, and inspector/contractor.
- Balancing record: Provide a dynamic balancing report referencing ISO 21940 and citing the relevant part (e.g., ISO 21940-11 for rigid-rotor procedures/tolerances). Report shall include service speed (rpm), acceptance target/grade, correction plane(s)/method, before/after readings, final residual unbalance, and balancing machine ID with calibration/verification evidence.
- Traceability: Rotor ID/serialisation must appear on all reports. Report pack must map unambiguously to the shipped rotor.
- Protection & packaging: Journals and cutting edges shall be protected (caps/guards + corrosion control) and packaged to prevent impact damage in transit.
- Nonconformance handling: Any out-of-tolerance characteristic must be highlighted with proposed corrective action and a disposition request before shipment.
- Deliverables: Supplier shall provide a single PDF “QA pack” containing all reports, photos, and certificates; shipment is not considered complete without the QA pack.
A practical PO spec should be short, measurable, and hard to misread. Include:
- scope (regrind only vs repair + regrind vs coating route),
- required inspection gates (as-found + as-left),
- report deliverables (dimensions, runout, hardness/coating, balancing),
- packaging and protection requirements for journals and edges.
For first-article acceptance (new vendor or new repair route), define a test plan:
- baseline vibration and cut-quality data before change,
- controlled run-in after install,
- pass/fail criteria for pellet length spread and fines (using आपका sampling method).
If you need a broader reference on how knife gap and QA packs affect water‑strand cut quality, MAXTOR METAL’s रोटरी कटर: वाटर-स्ट्रैंड पेलेटाइजिंग के लिए अल्टीमेट गाइड is useful background reading.
Vendor selection checklist
Use this as a due-diligence checklist when comparing vendors:
- Can they explain and document their datum strategy for grinding (repeatability across regrinds)?
- Do they provide an as-found और as-left measurement report (not just a delivery note)?
- Do they have an NDT option for severe wear cases (and can they show when they use it)?
- Can they supply a balancing report that references ISO 21940 and shows before/after results?
- Do they protect journals and edges in transit (caps, corrosion control, handling instructions)?
- Do they define regrind limits and communicate remaining life?
- Can they support a first-article acceptance run with a clear sign-off pack?
MAXTOR METAL offers fit‑to‑drawing blades and QC traceability documentation.
Operation and maintenance

Setup, gap setting, run-in
Even a perfect refurbishment can be undone by a poor restart. Treat setup as a controlled change, and protect knife gap consistency as a controlled characteristic:
- Isolate and verify zero energy before any manual checks; use your site’s PUWER-aligned procedures.
- Set knife gap using your OEM method; verify at multiple points across the width and through a full rotation.
- Run in at conservative conditions first, then ramp while monitoring vibration and cut quality.
Monitoring wear and powder rate
Wear monitoring should be KPI-led:
- Track fines/powder rate and tails as an early warning.
- Record vibration and bearing temperature trends; step changes often correlate with fit loss or balance shift.
- Correlate quality changes to time since last regrind, not just calendar time.
Regrind limits and service intervals
Define limits so decisions are made before quality collapses:
- maximum allowed regrinds before geometry drift becomes unacceptable,
- minimum remaining tooth form (or a go/no-go gauge approach),
- journal condition thresholds that trigger repair rather than “another light grind”.
A simple rule helps: if you’re compensating with tighter and tighter gap settings to hold pellet quality, you’re already consuming safety margin.
निष्कर्ष
References and standards check
- आईएसओ. ISO 21940-11:2016 Mechanical vibration — Rotor balancing — Part 11: Procedures and tolerances for rotors with rigid behaviour. https://www.iso.org/standard/54074.html
- आईएसओ. ISO 21940-12:2016 Mechanical vibration — Rotor balancing — Part 12: Procedures and tolerances for rotors with flexible behaviour. https://www.iso.org/standard/50429.html
- HSE (UK). PUWER overview. https://www.hse.gov.uk/work-equipment-machinery/puwer-overview.htm
- UK Legislation. PUWER Regulation 11: Dangerous parts of machinery. https://www.legislation.gov.uk/uksi/1998/2306/regulation/11
- Plastics Technology. Solve Seven Common Pelletizing Problems (2012). https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- ASTM. ASTM D1921: Standard Test Methods for Particle Size (Sieve Analysis) of Plastic Materials. https://www.astm.org/d1921-18.html
- आईएसओ. ISO 12100:2010 Safety of machinery — General principles for design — Risk assessment and risk reduction. https://www.iso.org/standard/51528.html
- आईएसओ. ISO 14120:2015 Safety of machinery — Guards — General requirements for the design and construction of fixed and movable guards. https://www.iso.org/obp/ui/
- OSHA. 29 CFR 1910.212 General requirements for all machines (machine guarding). http://www.osha.gov/laws-regs/regulations/standardnumber/1910/1910.212
Standards checked on: 2026-03-29.
The quickest way to stabilise cut quality and reduce cost/tonne is to stop treating rotor refurbishment as a black box. Lock down a small set of acceptance numbers and records: geometry and runout checks, surface finish evidence at functional fits, coating verification where used, and a balancing report that makes ISO 21940 more than a name on an invoice.
Next steps: formalise your PO tolerances, standardise the data pack you require, and run a controlled first-article trial with sign-off criteria you can repeat.