
Bài viết bởi Tommy Tang, Kỹ sư bán hàng cấp cao, Công ty TNHH Công nghiệp Kim loại Nam Kinh (12 năm kinh nghiệm trong lĩnh vực dụng cụ cắt công nghiệp và chương trình cung cấp vật tư tân trang; chứng chỉ: CSE, CME, Six Sigma Green Belt, PMP).
Cập nhật lần cuối: 02/04/2026.
Lịch sử sửa đổi
- 29/03/2026: Xuất bản lần đầu. Bổ sung các tham chiếu bộ phận theo tiêu chuẩn ISO 21940, ghi chú về an toàn/tuân thủ và mẫu gói cân bằng + đảm bảo chất lượng có thể kiểm toán.
Tại sao nên tin tưởng hướng dẫn này?
Danh sách kiểm tra các thực tiễn tốt nhất này dựa trên các chế độ lỗi phổ biến và các biện pháp kiểm soát chất lượng được sử dụng trong các ứng dụng tạo viên và cắt công nghiệp. MAXTOR METAL hoạt động theo tiêu chuẩn quản lý chất lượng ISO 9001, sử dụng thiết bị đo lường đã được hiệu chuẩn/có thể truy xuất nguồn gốc (bao gồm cả hiệu chuẩn của bên thứ ba nếu có), và áp dụng các khâu kiểm tra đầu vào, trong quá trình sản xuất và cuối cùng để giảm thiểu sự biến động trong các bộ phận cắt quan trọng.
Những điểm chính cần ghi nhớ
- Chất lượng tân trang thể hiện qua độ phân tán của các viên bi, phần đuôi, các hạt mịn và độ rung – chứ không chỉ đơn thuần là “vẻ ngoài sắc nét”.
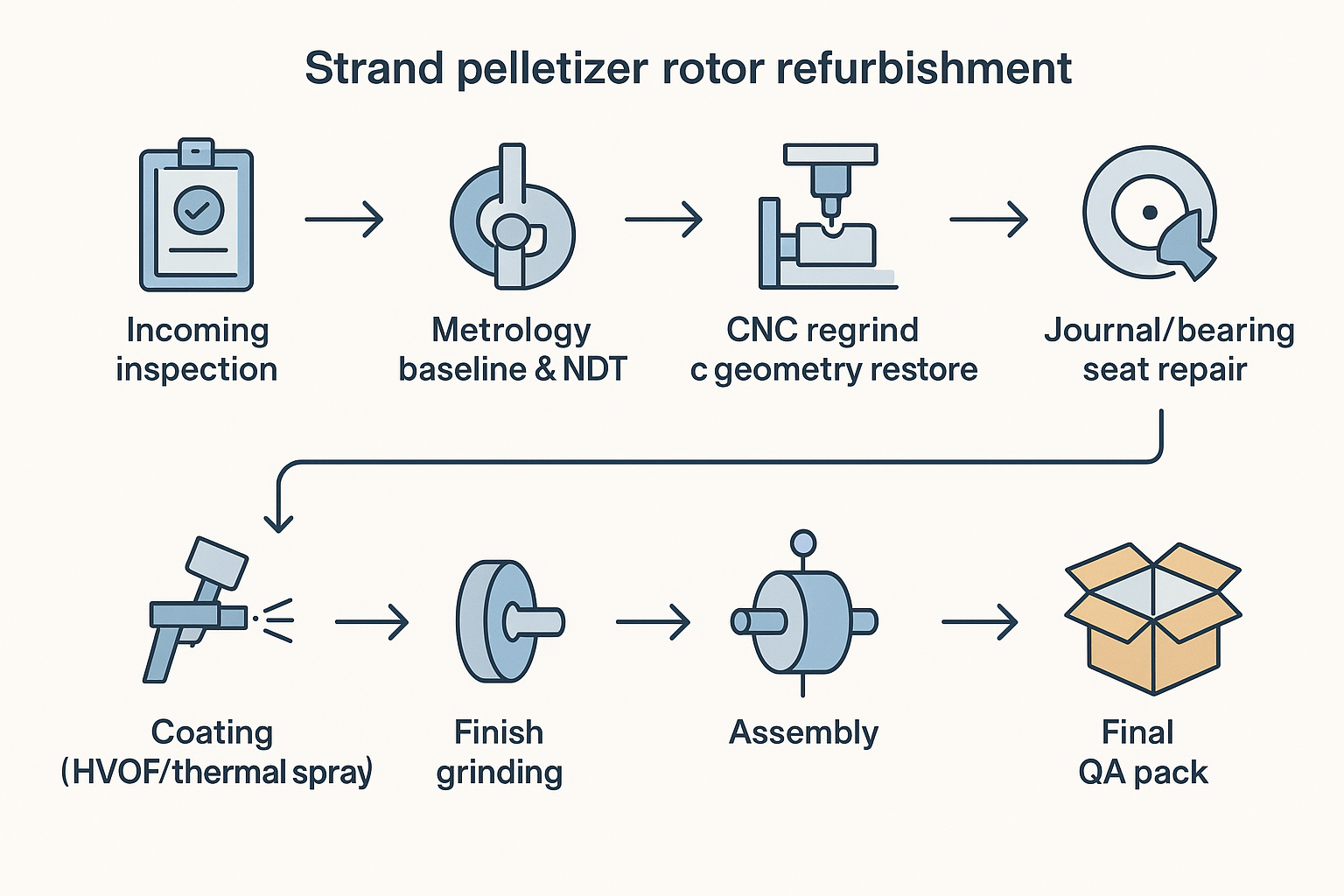
- Hãy xem việc tân trang là một quy trình được kiểm soát với các giai đoạn xác định rõ ràng: tiêu chuẩn đo lường ban đầu, phương pháp sửa chữa, mài hoàn thiện và báo cáo cân bằng.
- Việc chấp thuận cần được ghi rõ trong đơn đặt hàng: kiểm tra hình học, độ hoàn thiện bề mặt, xác minh lớp phủ và bằng chứng cân bằng động theo tiêu chuẩn ISO 21940.
- Đảm bảo công tác bảo trì và bảo vệ phù hợp với khung an toàn máy móc địa phương và đánh giá rủi ro tại công trường — đặc biệt là ở những nơi có thể tiếp cận các bộ phận quay. (Đối với các công trường tại Vương quốc Anh, PUWER là tài liệu tham khảo hữu ích: Tổng quan về PUWER của HSE.)
Phạm vi và giới hạn
Hướng dẫn này được viết cho các rôto máy ép viên dạng sợi, nơi kết quả tân trang phụ thuộc vào hình dạng, độ khít và độ cân bằng được kiểm soát. Nó tập trung vào các điểm kiểm tra, tài liệu và các hạng mục nghiệm thu.
Đúng vậy không Thay thế các hướng dẫn sử dụng của nhà sản xuất thiết bị gốc (OEM), các đánh giá rủi ro cụ thể tại địa điểm hoặc các yêu cầu pháp lý cụ thể của từng khu vực. Nếu nhà sản xuất thiết bị gốc cấm một phương pháp sửa chữa, nếu phát hiện vết nứt ở các vùng chịu lực hoặc nếu hư hỏng vượt quá giới hạn có thể phục hồi (ví dụ: hình dạng răng còn lại không đủ hoặc các vùng bị ảnh hưởng bởi nhiệt không an toàn), hãy coi phạm vi tân trang là một quyết định kỹ thuật và báo cáo cho nhà sản xuất thiết bị gốc hoặc cơ quan sửa chữa có thẩm quyền.
Định nghĩa ngắn gọn (dành cho báo cáo kiểm tra)
- TIR (Tổng lượng nước chảy ra được chỉ định): Giá trị chỉ báo đỉnh-đỉnh quan sát được trong khi xoay chi tiết, được sử dụng để định lượng độ lệch tâm tại vị trí đo.
- Ra (độ nhám bề mặt): Giá trị độ nhám trung bình đo được dùng để xác định/kiểm chứng độ hoàn thiện của trục và mặt đế ổ trục.
- Rôto cứng so với rôto mềm (trong bối cảnh cân bằng): Hầu hết các rôto máy tạo viên đều hoạt động như sau: cứng nhắc ở tốc độ vận hành thông thường, nhưng tốc độ cao hơn hoặc rôto dài hơn có thể yêu cầu phương pháp rôto linh hoạt. Khi chỉ định tiêu chuẩn ISO 21940, hãy nêu rõ phần phù hợp với đặc tính và tốc độ vận hành của rôto của bạn.
Lưu ý về an toàn và tuân thủ (đọc trước): Việc vận hành máy móc quay phải tuân theo hướng dẫn của nhà sản xuất thiết bị gốc (OEM) và quy trình đánh giá rủi ro cũng như cách ly năng lượng nguy hiểm tại địa điểm làm việc. Sử dụng các thiết bị bảo vệ/khóa liên động phù hợp, xác minh không có năng lượng trước khi tiếp cận và đảm bảo chỉ những người được đào tạo mới thực hiện việc thiết lập và kiểm tra. Để tham khảo trên toàn cầu, phương pháp đánh giá rủi ro trong ISO 12100 và các nguyên tắc thiết kế bảo vệ trong ISO 14120 được sử dụng rộng rãi; tại Hoa Kỳ, OSHA 29 CFR 1910.212 nêu rõ các yêu cầu chung về bảo vệ máy móc. Người đọc ở Vương quốc Anh có thể tham khảo thực tiễn bảo vệ dựa trên Quy định PUWER 11 (các bộ phận nguy hiểm của máy móc), nhưng các yêu cầu tương đương cũng tồn tại ở các khu vực pháp lý khác.
Trên các dây chuyền tạo viên dạng sợi, những sai sót cơ học nhỏ trong rôto máy tạo viên hiếm khi chỉ là những sai sót nhỏ. Chúng thể hiện ra dưới dạng sự biến đổi về chiều dài viên, phần đuôi, các hạt mịn và những sự cố gây khó chịu âm thầm làm giảm hiệu suất thiết bị tổng thể (OEE).
Hướng dẫn này tập trung vào việc tân trang trong các trường hợp mài mòn nghiêm trọng: khôi phục hình học, sửa chữa trục và ổ đỡ, các phương pháp phủ lớp bảo vệ, cân bằng động theo tiêu chuẩn ISO 21940 và các tài liệu đảm bảo chất lượng mà các nhà sản xuất tại Anh nên yêu cầu. Nó được viết ra để giúp bạn xác định rõ các yêu cầu cụ thể. sửa chữa rôto máy tạo hạt dạng sợi Công việc này nhằm đảm bảo kết quả có thể lặp lại và không phụ thuộc vào nhà cung cấp.
Hãy sử dụng nó như một tài liệu tham khảo từng bước và danh sách kiểm tra chấp nhận mà bạn có thể dán vào các báo cáo kiểm toán và đơn đặt hàng.
Các chế độ hỏng hóc và chẩn đoán

Các kiểu hao mòn và nguyên nhân gốc rễ
Hầu hết các sự cố về rôto ban đầu biểu hiện dưới dạng các triệu chứng về chất lượng cắt, chứ không phải là một "bộ phận bị hỏng" có thể nhìn thấy được. Hướng dẫn khắc phục sự cố của Plastics Technology liên kết các sợi thừa và sợi mảnh với việc điều chỉnh cắt, căn chỉnh và sự hao mòn của các bộ phận làm thay đổi cách các sợi được đưa đến dao cắt (Công nghệ nhựa, “Giải quyết bảy vấn đề thường gặp khi tạo hạt nhựa” (2012)).
Xét về khía cạnh cải tạo, các nguyên nhân gốc rễ phổ biến là:
- Mòn cạnh và hình dạng: hiện tượng bo tròn mặt răng, sứt mẻ cạnh và biến dạng đường xoắn/hình dạng; rôto không còn có thể cắt đều trên toàn bộ chiều rộng.
- Tạp chí bị hư hạiHiện tượng mài mòn, xước và biến dạng hình bầu dục tại các mối nối ổ trục; điều này gây ra nhiệt, rung động và khe hở dao không ổn định.
- Tăng trưởng cạn kiệt: hiện tượng cong vênh trục, hư hỏng đế hoặc lỗi lắp ráp dẫn đến khe hở hiệu dụng thay đổi khi quay.
- Gia tốc nhiệm vụ mài mònHàm lượng chất độn cao, sợi thủy tinh và vật liệu tái chế làm tăng tốc độ mài mòn và khiến các lớp hoàn thiện kém chất lượng nhanh chóng bị hư hỏng.
Tiêu chuẩn đo lường và kiểm tra không phá hủy (NDT)
Trước khi loại bỏ bất kỳ phần kim loại nào, bạn cần có một tiêu chuẩn cơ bản để phân biệt giữa "mòn có thể mài bỏ" và "hư hỏng cần sửa chữa". Một quy trình kiểm tra đầu vào tốt nên bao gồm:
- Đường cơ sở chiều: đường kính tới hạn, vị trí vai rôto, rãnh then và bất kỳ đặc điểm nào đặc thù của rôto.
- Kiểm tra chạy hết: Đo tổng độ lệch chỉ thị (TIR) tại các mặt trục chính và mặt tham chiếu bằng đồng hồ đo độ lệch (DTI), ghi lại tại nhiều vị trí trên đồng hồ.
- Ghi lại điều kiện bề mặtẢnh kèm theo ghi chú bằng văn bản về hiện tượng trầy xước, rỗ, ăn mòn và mài mòn.
Đối với trường hợp mài mòn nghiêm trọng hoặc rung động bất thường, hãy bổ sung kiểm tra không phá hủy (NDT) khi cần thiết:
- Kiểm tra bằng hạt từ tính (MPI) Dùng cho rôto sắt từ để tìm các vết nứt liên kết trên bề mặt.
- Kiểm tra thẩm thấu thuốc nhuộm (DPI) trong trường hợp MPI không áp dụng được.
Mục tiêu rất đơn giản: nếu rôto bị nứt hoặc rạn do nhiệt ở những vùng chịu lực, thì việc chỉ "mài lại" là không phù hợp.
Ảnh hưởng đến chất lượng viên nén và thời gian hoạt động.
Về mặt cơ học, rôto ảnh hưởng đến chất lượng cắt thông qua hai đòn bẩy:
- Hình họcHình dạng và độ sắc cạnh của răng cưa quyết định xem các sợi lông được cắt gọn gàng hay bị rối/xé vụn.
- Sự ổn địnhCác yếu tố như ổ trục, đế và sự cân bằng quyết định liệu khe hở giữa các lưỡi dao có giữ nguyên khi chịu tải hay không.
Khi những bộ phận này dịch chuyển, bạn thường thấy:
- Lượng chất thải và cặn bã tăng lên ở mức lưu lượng không đổi.,
- Đặt lại khoảng cách thường xuyên hơn,
- cảnh báo tăng nhiệt độ ổ trục và rung động,
- Những lần dừng đột xuất để dọn dẹp, đổi dao hoặc điều tra tiếng ồn.
Sửa chữa rôto máy tạo viên

Mài lại CNC và khôi phục hình học
Việc nghiền lại có kiểm soát là nhằm mục đích khôi phục lại hình học, Không chỉ đơn thuần là "làm cho nó sắc bén". Cách làm tốt nhất là coi hình dạng răng, góc xoắn (nếu có) và hình dạng rãnh thoát khí là những đặc điểm được kiểm soát.
Các biện pháp kiểm soát quy trình giúp giảm thiểu việc làm lại:
- Xác nhận các mốc tham chiếu được sử dụng để thiết lập rôto cho quá trình mài (và giữ chúng nhất quán trong các lần mài lại sau này).
- Khôi phục hình dạng cắt ban đầu (các rãnh giảm áp chính/phụ nếu có) để cạnh cắt trượt thay vì cọ xát.
- Xác định giới hạn mài lại ngay từ đầu để tránh tình trạng răng bị mài mòn không đều sau nhiều chu kỳ.
Sửa chữa trục và ổ đỡ
Nếu các trục hoặc ổ đỡ có dấu hiệu xước, biến dạng, mài mòn hoặc lỏng lẻo, việc mài đơn thuần có thể không khôi phục được tình trạng hoạt động.
Các tùy chọn được kiểm soát điển hình bao gồm:
- Tích tụ và mài lạiÁp dụng quy trình đắp vật liệu phù hợp, sau đó mài lại cho đúng kích thước.
- Ống bọcTrong trường hợp thiết kế cho phép, hãy phục hồi phần ghế bị hư hỏng bằng giải pháp ống lót, sau đó mài hoàn thiện.
Bất kể phương pháp nào được lựa chọn, yêu cầu chấp nhận cần được ghi rõ dưới dạng các phép đo có thể kiểm chứng:
- kiểm tra đường kính và hình dạng tại nhiều vị trí trục,
- Độ lệch tâm tại các ổ trục so với chuẩn hoạt động của rôto,
- Độ nhẵn bề mặt được xác nhận bằng giá trị Ra đo được, chứ không phải chỉ "trông nhẵn mịn".
Lớp phủ, mài hoàn thiện, lắp ráp
Lớp phủ có thể kéo dài tuổi thọ trong điều kiện mài mòn, nhưng chỉ khi chúng được xử lý như một lớp phủ kỹ thuật với quy trình chuẩn bị, độ dày và điều kiện sau mài được kiểm soát chặt chẽ.
Một chuỗi mạnh mẽ thường có dạng như sau:
- Chuẩn bị và che chắn các bộ phận quan trọng,
- Áp dụng lớp phủ theo quy định (nếu có),
- Hoàn thiện quá trình mài để đạt được hình dạng và độ hoàn thiện cuối cùng.,
- Lắp ráp với lực siết được kiểm soát và độ sạch sẽ, sau đó cân bằng.
Dung sai chấp nhận và đảm bảo chất lượng
Ví dụ: một gói kiểm thử chất lượng (QA) + cân bằng "tốt" trông như thế nào
Để đảm bảo việc tân trang có thể lặp lại giữa các nhà cung cấp, hãy yêu cầu một bộ sản phẩm bao gồm... có thể kiểm toán (Cái gì đã được đo, bằng dụng cụ nào và so sánh với tiêu chuẩn nào). Dưới đây là một ví dụ về cấu trúc bạn có thể điều chỉnh—Các giá trị chỉ mang tính chất minh họa. và nên được điền đầy đủ thông tin về các mục tiêu OEM của bạn.
A) Báo cáo kiểm tra ban đầu (hiện trạng)
- Mã số/số sê-ri rôto, ngày nhận, ảnh (hư hỏng và kiểu tiếp xúc)
- Hệ quy chiếu được sử dụng để thiết lập (các mặt/tâm tham chiếu được đặt tên)
- Kích thước và độ chính xác (đường kính, độ tròn, độ trụ nếu có chỉ định)
- Kết quả Runout/TIR theo vị trí (mô tả thiết lập DTI; các chỉ số theo vị trí đồng hồ)
- Ghi chép kết quả kiểm tra không phá hủy (NDT) nếu có sử dụng (phương pháp MPI/DPI, tiêu chí chấp nhận, người kiểm tra/nhà thầu)
B) Bản mô tả lộ trình sửa chữa
- Phạm vi: chỉ mài lại vật liệu so với sửa chữa + mài lại vật liệu so với phương pháp phủ lớp bảo vệ
- Các khu vực được sửa chữa (ổ đĩa, đế, hình dạng răng), phương pháp được sử dụng (đắp thêm vật liệu, bọc ống, v.v.)
- Thông tin chi tiết về xử lý nhiệt/phủ lớp (nếu có) (tên quy trình, độ dày mục tiêu, lớp phủ bảo vệ)
C) Báo cáo kích thước và hoàn thiện cuối cùng (như bên trái)
- Kích thước và dung sai so với bản vẽ của nhà sản xuất gốc (OEM) hoặc kế hoạch kiểm soát đã thỏa thuận.
- Kết quả Runout/TIR sau khi xay cuối cùng
- Chỉ số độ nhám bề mặt (Ra) tại các trục/bệ ổ đỡ và các mặt tham chiếu.
- Dụng cụ đo được sử dụng + Mã số hiệu chuẩn/Ngày hết hạn (khả năng truy xuất nguồn gốc)
D) Bản ghi cân bằng động
- Tiêu chuẩn tham chiếu: ISO 21940 (chỉ định phần liên quan, ví dụ: ISO 21940-11 cho rôto cứng)
- Tốc độ quay (vòng/phút) được sử dụng để tính toán dung sai.
- Mục tiêu/mức độ chấp nhận đã được thỏa thuận cho nhiệm vụ vận hành máy của bạn.
- Phương pháp hiệu chỉnh và mặt phẳng (các mặt phẳng)
- Số liệu trước/sau và sự mất cân bằng còn lại cuối cùng
- Mã số máy cân bằng + bằng chứng hiệu chuẩn/kiểm chứng
E) Bảo vệ bao bì và vận chuyển
- Phương pháp bảo vệ trục/cạnh (nắp đậy, chất ức chế ăn mòn, hướng dẫn sử dụng)
- Hướng vận chuyển và điểm nâng
Hình học và độ hoàn thiện bề mặt
Cách an toàn nhất để chỉ định dung sai rôto máy tạo viên—mà không giả vờ rằng có một con số phổ quát duy nhất—là:
- Yêu cầu Tuân thủ bản vẽ OEM nơi bạn có các bản vẽ, và
- Định nghĩa một phương pháp đo lường và định dạng báo cáo nơi bạn không làm vậy.
Tối thiểu, bộ tài liệu kiểm định chất lượng (QA pack) cần bao gồm:
- Đường kính và vị trí quan trọng (với loại thiết bị và trạng thái hiệu chuẩn),
- Kết quả chạy thử tại các vị trí được chỉ định (mô tả thiết lập DTI),
- Kiểm tra hình dạng răng (đã đo những gì và đo như thế nào),
- Đo độ nhám bề mặt của các trục/bệ ổ đỡ và bất kỳ bề mặt nào được mài.
Mẹo chuyên nghiệpNếu cơ sở của bạn thường xuyên mài lại cùng một loại rôto, hãy chuẩn hóa một phiếu kiểm tra duy nhất với các mốc và điểm đo được đặt tên rõ ràng. Điều này giúp việc so sánh giữa các nhà cung cấp trở nên có ý nghĩa hơn.
Kiểm tra độ cứng và lớp phủ
Đối với các linh kiện tân trang, việc kiểm tra độ cứng và lớp phủ ít liên quan đến tiếp thị mà chủ yếu là để kiểm soát rủi ro.
Hãy nêu rõ "xác minh" có nghĩa là gì:
- độ cứngPhương pháp (ví dụ: Rockwell), địa điểm thử nghiệm và định dạng báo cáo.
- Lớp phủ (Nếu có): phương pháp đo độ dày, yêu cầu về bề mặt hoàn thiện sau khi mài, và bất kỳ bằng chứng kiểm tra độ bám dính hoặc độ xốp nào mà nhà cung cấp có thể cung cấp.
Nếu bạn không thể xác định thông số kỹ thuật lớp phủ phù hợp với điều kiện làm việc của mình, hãy giữ yêu cầu đơn giản: hình dạng chính xác, độ khít ổn định và kiểm tra được ghi chép đầy đủ.
Cân bằng động (ISO 21940)
Sau khi sửa chữa và mài hoàn thiện, việc cân bằng là một yêu cầu chức năng chứ không phải là một điều nên có. Bất kỳ sự thay đổi khối lượng, sửa chữa tích tụ hoặc lớp phủ nào cũng có thể làm dịch chuyển sự mất cân bằng.
Viết văn bản chấp nhận dưới dạng các sản phẩm bàn giao:
- một báo cáo cân đối kế toán có đề cập đến ISO 21940 (cân bằng rôto cứng) và hồ sơ:
- Tốc độ quay (vòng/phút) được sử dụng để tính toán dung sai.,
- Mức độ cân bằng hoặc mục tiêu chấp nhận đã được thỏa thuận cho nhiệm vụ của máy móc của bạn.,
- phương pháp hiệu chỉnh và sự mất cân bằng dư cuối cùng,
- Số liệu trước/sau và khả năng truy xuất nguồn gốc thiết bị.
Nếu nhà cung cấp không thể cung cấp hồ sơ cân bằng rõ ràng, về cơ bản bạn chỉ đang đoán xem vấn đề rung động là do "rôto" hay do "dây chuyền sản xuất".
Mua sắm và tuân thủ

Bộ tài liệu và truy xuất nguồn gốc
Đối với các nhà sản xuất tại Anh, khâu thu mua thường là yếu tố quyết định chất lượng tân trang. Nếu không thể kiểm tra lại những gì đã được thực hiện, bạn không thể lặp lại quy trình đó.
Hãy yêu cầu bộ hồ sơ truy xuất nguồn gốc bao gồm:
- Báo cáo kiểm tra đầu vào (tình trạng hiện trạng),
- Bản mô tả lộ trình sửa chữa (những việc đã làm, khu vực nào và lý do),
- Báo cáo kích thước và độ lệch cuối cùng,
- Kiểm tra độ cứng và lớp phủ (nếu có),
- bản ghi cân bằng động,
- mã số seri/ID để gói hàng được liên kết rõ ràng với của bạn rôto.
Trong trường hợp các hoạt động bảo trì liên quan đến việc tiếp cận các mối nguy hiểm do máy quay gây ra, hãy điều chỉnh quy trình của riêng bạn cho phù hợp. Quy định PUWER 11 (các bộ phận nguy hiểm) và các biện pháp kiểm soát bảo vệ/cách ly tại địa điểm của bạn.
Thông số kỹ thuật PO và chấp nhận mẫu đầu tiên
Sao chép/dán: các điều khoản trong đơn đặt hàng dịch vụ tân trang (ví dụ)
Hãy sử dụng các điều khoản bên dưới làm điểm khởi đầu và thay thế các chỗ giữ chỗ bằng bản vẽ OEM và yêu cầu tại công trường của bạn.
- Phạm vi: Nhà cung cấp sẽ thực hiện việc tân trang rôto theo lộ trình đã thỏa thuận: (a) chỉ mài lại / (b) sửa chữa + mài lại / (c) lộ trình phủ lớp + mài hoàn thiện. Bất kỳ sự thay đổi nào đều cần có sự chấp thuận bằng văn bản.
- Dữ liệu tham chiếu và độ lặp lại: Nhà cung cấp phải nêu rõ sơ đồ chuẩn thiết lập được sử dụng cho quá trình mài và kiểm tra, đồng thời duy trì tính nhất quán của sơ đồ này trong các chu kỳ tiếp theo.
- Báo cáo hiện trạng ban đầu + hiện trạng sau khi tháo dỡ (bắt buộc): Cung cấp báo cáo kiểm tra ban đầu (tình trạng hiện tại) và báo cáo kiểm tra cuối cùng (tình trạng sau khi kiểm tra) bao gồm tất cả các đường kính/vị trí quan trọng, cộng với độ lệch tâm/TIR tại các trục và mặt tham chiếu được chỉ định.
- Hoàn thiện bề mặt: Cung cấp các giá trị Ra đo được tại các trục/bệ ổ trục và bất kỳ bề mặt được mài nào được chỉ định, bao gồm loại dụng cụ và khả năng truy xuất nguồn gốc hiệu chuẩn.
- Kiểm tra không phá hủy (khi cần thiết): Nếu phát hiện tình trạng mài mòn nghiêm trọng, lịch sử rung động bất thường hoặc các dấu hiệu trực quan, hãy tiến hành kiểm tra từ tính (MPI) (hoặc kiểm tra bằng phần mềm DPI nếu có) và báo cáo phương pháp, tiêu chí chấp nhận và thông tin người kiểm tra/nhà thầu.
- Cân bằng hồ sơ: Cung cấp báo cáo cân bằng động có tham chiếu đến... ISO 21940 và trích dẫn phần liên quan (ví dụ:, ISO 21940-11 (Đối với các quy trình/dung sai rôto cứng). Báo cáo phải bao gồm tốc độ vận hành (vòng/phút), mục tiêu/cấp độ chấp nhận, mặt phẳng/phương pháp hiệu chỉnh, số liệu trước/sau, độ mất cân bằng dư cuối cùng và mã số máy cân bằng kèm bằng chứng hiệu chuẩn/kiểm chứng.
- Khả năng truy xuất nguồn gốc: Mã số/số sê-ri của rô-tơ phải xuất hiện trên tất cả các báo cáo. Gói báo cáo phải khớp chính xác với rô-tơ đã được vận chuyển.
- Bảo vệ & đóng gói: Các trục chính và lưỡi cắt phải được bảo vệ (nắp/vỏ bảo vệ + chất chống ăn mòn) và đóng gói để tránh hư hỏng do va đập trong quá trình vận chuyển.
- Xử lý sự không phù hợp: Bất kỳ đặc tính nào vượt quá giới hạn cho phép phải được nêu rõ kèm theo đề xuất biện pháp khắc phục và yêu cầu xử lý trước khi giao hàng.
- Sản phẩm đầu ra: Nhà cung cấp phải cung cấp một tập tin PDF duy nhất có tên “Gói kiểm định chất lượng” chứa tất cả các báo cáo, hình ảnh và chứng chỉ; lô hàng không được coi là hoàn tất nếu thiếu gói kiểm định chất lượng này.
Bản đặc tả đơn đặt hàng thực tế cần ngắn gọn, dễ đo lường và khó hiểu sai. Bao gồm:
- phạm vi (chỉ mài lại so với sửa chữa + mài lại so với phương án phủ lớp),
- Các cổng kiểm tra bắt buộc (hiện trạng ban đầu + hiện trạng sau khi tháo dỡ),
- Các kết quả báo cáo (kích thước, độ lệch tâm, độ cứng/lớp phủ, cân bằng),
- Các yêu cầu về đóng gói và bảo vệ đối với sổ tay và mép giấy.
Để nghiệm thu sản phẩm mẫu đầu tiên (nhà cung cấp mới hoặc quy trình sửa chữa mới), hãy xác định kế hoạch thử nghiệm:
- Dữ liệu về độ rung và chất lượng cắt ban đầu trước khi thay đổi.,
- quá trình chạy thử có kiểm soát sau khi cài đặt.,
- Tiêu chí đạt/không đạt đối với độ phân tán chiều dài viên nén và các hạt mịn (sử dụng) của bạn phương pháp lấy mẫu).
Nếu bạn cần tài liệu tham khảo chi tiết hơn về cách khe hở dao và bộ kiểm tra chất lượng ảnh hưởng đến chất lượng cắt sợi nước, hãy tham khảo tài liệu của MAXTOR METAL. Dao cắt trục quay: Hướng dẫn toàn tập về cắt hạt sợi dưới nước Đây là tài liệu tham khảo hữu ích.
Danh sách kiểm tra lựa chọn nhà cung cấp
Hãy sử dụng danh sách này như một công cụ kiểm tra thẩm định khi so sánh các nhà cung cấp:
- Họ có thể giải thích và ghi lại chiến lược lấy mẫu của mình cho quá trình mài (khả năng lặp lại giữa các lần mài lại) không?
- Họ có cung cấp... như tìm thấy Và như bên trái Báo cáo đo lường (không chỉ là phiếu giao hàng)?
- Họ có phương án kiểm tra không phá hủy (NDT) cho các trường hợp mài mòn nghiêm trọng không (và họ có thể chứng minh khi nào họ sử dụng phương án đó không)?
- Họ có thể cung cấp báo cáo cân đối kế toán tham chiếu tiêu chuẩn ISO 21940 và thể hiện kết quả trước/sau khi thực hiện không?
- Chúng có bảo vệ nhật ký và các cạnh của sách trong quá trình vận chuyển (nắp đậy, chống ăn mòn, hướng dẫn sử dụng) không?
- Họ có xác định giới hạn tái chế và thông báo về tuổi thọ còn lại không?
- Liệu họ có thể hỗ trợ quá trình chấp nhận bài báo đầu tiên với một bộ hồ sơ phê duyệt rõ ràng không?
MAXTOR METAL cung cấp lưỡi dao đúng theo bản vẽ và tài liệu truy xuất nguồn gốc kiểm soát chất lượng.
Vận hành và bảo trì

Thiết lập, điều chỉnh khoảng cách, chạy thử
Ngay cả một quá trình tân trang hoàn hảo cũng có thể bị phá hỏng bởi một lần khởi động lại không tốt. Hãy coi việc thiết lập như một sự thay đổi có kiểm soát và bảo vệ nó. độ đồng nhất của khe dao như một đặc tính được kiểm soát:
- Phân lập và xác minh mức năng lượng bằng không trước khi thực hiện bất kỳ kiểm tra thủ công nào; sử dụng các quy trình phù hợp với tiêu chuẩn PUWER của địa điểm của bạn.
- Điều chỉnh khe hở dao bằng phương pháp của nhà sản xuất; kiểm tra tại nhiều điểm dọc theo chiều rộng và trong suốt một vòng quay.
- Ban đầu, hãy vận hành ở điều kiện an toàn, sau đó tăng dần cường độ trong khi theo dõi độ rung và chất lượng cắt.
Theo dõi độ mài mòn và tốc độ tiêu hao nhiên liệu
Việc theo dõi độ hao mòn nên dựa trên các chỉ số hiệu suất chính (KPI):
- Theo dõi lượng bụi mịn/bột và lượng chất thải dạng đuôi như một biện pháp cảnh báo sớm.
- Ghi lại xu hướng rung động và nhiệt độ ổ trục; sự thay đổi đột ngột thường tương quan với sự mất độ khít hoặc sự lệch cân bằng.
- Hãy liên hệ những thay đổi về chất lượng với thời gian kể từ lần xay lại gần nhất, chứ không chỉ dựa vào thời gian theo lịch.
Giới hạn mài lại và khoảng thời gian bảo dưỡng
Xác định giới hạn để đưa ra quyết định trước khi chất lượng suy giảm:
- Số lần mài lại tối đa cho phép trước khi sự sai lệch hình học trở nên không thể chấp nhận được.,
- hình dạng răng còn lại tối thiểu (hoặc phương pháp đánh giá đạt/không đạt),
- Ngưỡng điều kiện ghi nhật ký kích hoạt quá trình sửa chữa thay vì "một quá trình mài nhẹ khác".
Một nguyên tắc đơn giản hữu ích: nếu bạn đang bù đắp bằng cách điều chỉnh khe hở ngày càng nhỏ hơn để duy trì chất lượng viên nén, bạn đã tiêu hao đi biên độ an toàn rồi.
Kết luận
Kiểm tra tài liệu tham khảo và tiêu chuẩn
- ISO. ISO 21940-11:2016 Rung động cơ học — Cân bằng rôto — Phần 11: Quy trình và dung sai đối với rôto có tính chất cứng nhắc. https://www.iso.org/standard/54074.html
- ISO. ISO 21940-12:2016 Rung động cơ học — Cân bằng rôto — Phần 12: Quy trình và dung sai đối với rôto có tính chất linh hoạt. https://www.iso.org/standard/50429.html
- HSE (Vương quốc Anh). Tổng quan về PUWER. https://www.hse.gov.uk/work-equipment-machinery/puwer-overview.htm
- Luật pháp Vương quốc Anh. Quy định PUWER số 11: Các bộ phận nguy hiểm của máy móc. https://www.legislation.gov.uk/uksi/1998/2306/regulation/11
- Công nghệ nhựa. Giải quyết bảy vấn đề thường gặp khi ép viên (2012). https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- ASTM. ASTM D1921: Standard Test Methods for Particle Size (Sieve Analysis) of Plastic Materials. https://www.astm.org/d1921-18.html
- ISO. ISO 12100:2010 Safety of machinery — General principles for design — Risk assessment and risk reduction. https://www.iso.org/standard/51528.html
- ISO. ISO 14120:2015 Safety of machinery — Guards — General requirements for the design and construction of fixed and movable guards. https://www.iso.org/obp/ui/
- OSHA. 29 CFR 1910.212 General requirements for all machines (machine guarding). http://www.osha.gov/laws-regs/regulations/standardnumber/1910/1910.212
Standards checked on: 2026-03-29.
The quickest way to stabilise cut quality and reduce cost/tonne is to stop treating rotor refurbishment as a black box. Lock down a small set of acceptance numbers and records: geometry and runout checks, surface finish evidence at functional fits, coating verification where used, and a balancing report that makes ISO 21940 more than a name on an invoice.
Next steps: formalise your PO tolerances, standardise the data pack you require, and run a controlled first-article trial with sign-off criteria you can repeat.