
Oleh Tommy Tang, Insinyur Penjualan Senior, Nanjing METAL Industrial (12 tahun di bidang alat potong industri dan program pasokan perbaikan; sertifikasi: CSE, CME, Six Sigma Green Belt, PMP).
Terakhir diperbarui: 2026-04-02.
Riwayat revisi
- 29-03-2026: Pertama kali diterbitkan. Menambahkan referensi bagian ISO 21940, catatan keselamatan/kepatuhan, dan templat paket QA + penyeimbangan yang dapat diaudit.
Mengapa mempercayai panduan ini?
Daftar periksa praktik terbaik ini didasarkan pada mode kegagalan umum dan kontrol QA yang digunakan dalam aplikasi peletisasi dan pemotongan industri. MAXTOR METAL beroperasi di bawah manajemen mutu ISO 9001, menggunakan peralatan pengukuran yang terkalibrasi/dapat ditelusuri (termasuk kalibrasi pihak ketiga jika berlaku), dan menerapkan gerbang inspeksi masuk, dalam proses, dan akhir untuk mengurangi variabilitas pada komponen pemotongan kritis.
Poin-poin penting
- Kualitas perbaikan terlihat pada lini produksi dari sebaran panjang pelet, ekor, serbuk halus, dan getaran—bukan hanya "seberapa tajam tampilannya".
- Perlakukan perbaikan sebagai proses terkontrol dengan tahapan yang terdefinisi: dasar metrologi, metode perbaikan, penggerindaan akhir, dan laporan penyeimbangan.
- Penerimaan harus dicantumkan dalam PO: pemeriksaan geometri, penyelesaian permukaan, verifikasi pelapisan, dan bukti penyeimbangan dinamis ISO 21940.
- Selaraskan praktik perawatan dan pengamanan dengan kerangka kerja keselamatan mesin setempat dan penilaian risiko lokasi—terutama di tempat yang memiliki akses ke bagian yang berputar. (Untuk lokasi di Inggris, PUWER adalah referensi yang berguna: Gambaran umum PUWER dari HSE.)
Ruang lingkup dan keterbatasan
Panduan ini ditulis untuk rotor pelletizer untai di mana hasil perbaikan bergantung pada geometri, kesesuaian, dan keseimbangan yang terkontrol. Panduan ini berfokus pada tahapan inspeksi, dokumentasi, dan hasil akhir yang harus diterima.
Memang benar bukan Menggantikan manual OEM, penilaian risiko spesifik lokasi, atau persyaratan hukum khusus yurisdiksi. Jika OEM melarang metode perbaikan, jika retakan terdeteksi di daerah yang mengalami tekanan, atau jika kerusakan melebihi batas yang dapat dipulihkan (misalnya, bentuk gigi yang tersisa tidak mencukupi atau zona yang terkena panas tidak aman), perlakukan cakupan perbaikan sebagai keputusan teknik dan eskalasikan ke OEM atau otoritas perbaikan yang berkualifikasi.
Definisi singkat (untuk laporan inspeksi)
- TIR (Total Indicated Runout): Pembacaan indikator puncak ke puncak yang diamati saat komponen diputar, digunakan untuk mengukur penyimpangan putaran pada lokasi pengukuran.
- Ra (kekasaran permukaan): Nilai kekasaran rata-rata terukur yang digunakan untuk menentukan/memverifikasi hasil akhir jurnal dan dudukan bantalan.
- Rotor kaku vs rotor fleksibel (konteks penyeimbangan): Sebagian besar rotor pelletizer berperilaku sebagai kaku pada kecepatan layanan tipikal, tetapi rotor dengan kecepatan lebih tinggi atau lebih panjang mungkin memerlukan metode rotor fleksibel. Saat menentukan ISO 21940, sebutkan bagian yang sesuai dengan perilaku rotor dan kecepatan layanan Anda.
Catatan keselamatan dan kepatuhan (baca terlebih dahulu): Pekerjaan pada mesin berputar harus mengikuti manual pabrikan (OEM) dan prosedur penilaian risiko serta isolasi energi berbahaya di lokasi Anda. Gunakan pengaman/pengunci yang sesuai, verifikasi energi nol sebelum akses, dan pastikan hanya personel terlatih yang melakukan pengaturan dan inspeksi. Sebagai referensi global, pendekatan penilaian risiko dalam ISO 12100 dan prinsip desain pengaman dalam ISO 14120 banyak digunakan; di AS, OSHA 29 CFR 1910.212 menguraikan persyaratan pengamanan mesin secara umum. Pembaca di Inggris dapat membandingkan praktik pengamanan dengan Peraturan PUWER 11 (bagian mesin yang berbahaya), tetapi persyaratan yang setara ada di yurisdiksi lain.
Pada lini pelletisasi untai, kesalahan mekanis kecil pada rotor pelletizer jarang tetap kecil. Kesalahan tersebut akan muncul sebagai variasi panjang pelet, ekor, serbuk halus, dan jenis gangguan yang diam-diam mengurangi OEE (Overall Equipment Effectiveness).
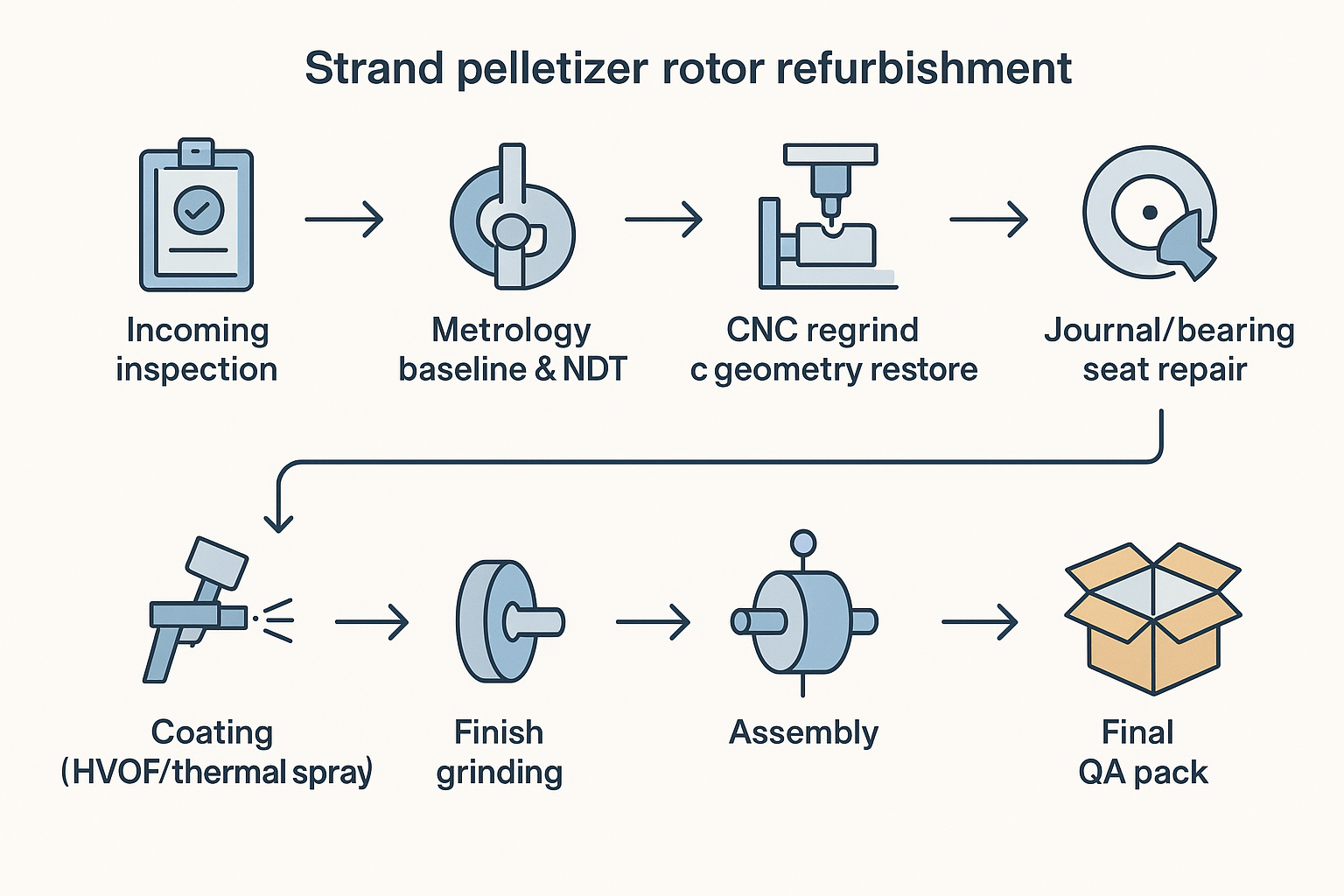
Panduan ini berfokus pada perbaikan pada kasus keausan parah: restorasi geometri, perbaikan jurnal dan dudukan bantalan, jalur pelapisan, penyeimbangan dinamis ISO 21940, dan dokumentasi QA yang harus diminta oleh pengolah di Inggris. Panduan ini ditulis untuk membantu Anda menentukan spesifikasi yang tepat. perbaikan rotor pelletizer untai Kerjakan agar hasilnya dapat diulang, tidak bergantung pada vendor.
Gunakan ini sebagai referensi langkah demi langkah dan daftar periksa penerimaan yang dapat Anda tempelkan ke dalam audit dan pesanan pembelian.
Modus kegagalan dan diagnosis

Pola keausan dan penyebab utamanya
Sebagian besar masalah rotor pertama kali muncul sebagai gejala kualitas pemotongan, bukan sebagai "bagian yang rusak" yang terlihat. Panduan pemecahan masalah Plastics Technology menghubungkan ujung dan serat halus dengan penyesuaian pemotongan, penyelarasan, dan keausan komponen yang mengubah cara serat disajikan ke pisau.Teknologi Plastik, “Memecahkan Tujuh Masalah Umum dalam Proses Pembuatan Pelet” (2012)).
Dalam konteks renovasi, penyebab utamanya adalah:
- Keausan pada tepi dan profil: pembulatan sisi gigi, tepi yang terkelupas, dan distorsi heliks/profil; rotor tidak lagi dapat memotong secara konsisten di seluruh lebarnya.
- Kerusakan jurnal: Gesekan, goresan, dan ovalitas pada bantalan; ini menyebabkan panas, getaran, dan celah pisau yang tidak stabil.
- Pertumbuhan runout: pembengkokan poros, kerusakan dudukan, atau kesalahan perakitan yang menghasilkan perubahan celah efektif selama rotasi.
- Percepatan tugas abrasifKandungan pengisi yang tinggi, serat kaca, dan bahan daur ulang meningkatkan tingkat keausan dan menyebabkan lapisan akhir yang kurang baik cepat rusak.
Dasar metrologi dan NDT
Sebelum logam apa pun dilepas, Anda memerlukan data dasar yang memungkinkan Anda memisahkan "keausan yang dapat dihilangkan dengan penggerindaan" dari "kerusakan yang memerlukan perbaikan". Inspeksi penerimaan yang baik harus mencakup:
- Garis dasar dimensional: diameter kritis, lokasi bahu, alur pasak, dan fitur khusus rotor lainnya.
- Pemeriksaan runout: mengukur total runout yang ditunjukkan (TIR) pada jurnal utama dan permukaan referensi dengan indikator uji dial (DTI), yang dicatat pada beberapa posisi jam.
- Pengambilan gambar kondisi permukaan: foto ditambah catatan tertulis untuk penilaian, pengikisan, korosi, dan gesekan.
Untuk keausan parah atau riwayat getaran abnormal, tambahkan NDT jika sesuai:
- Inspeksi partikel magnetik (MPI) untuk rotor feromagnetik guna menemukan retakan yang terhubung ke permukaan.
- Inspeksi penetran pewarna (DPI) di mana MPI tidak berlaku.
Tujuannya sederhana: jika rotor mengalami retak atau kerusakan akibat panas di area yang mengalami tekanan, pekerjaan "pengasahan ulang saja" bukanlah cakupan yang tepat.
Dampak pada kualitas pelet dan waktu operasional.
Secara mekanis, rotor memengaruhi kualitas pemotongan melalui dua tuas:
- GeometriProfil gigi dan kondisi tepi menentukan apakah untaian dipotong dengan bersih atau terkelupas/terurai.
- Stabilitas: jurnal, dudukan, dan keseimbangan menentukan apakah celah pisau yang telah ditetapkan tetap konsisten di bawah beban.
Saat terjadi pergeseran ini, Anda biasanya akan melihat:
- ekor dan partikel halus yang meningkat pada laju aliran konstan,
- pengaturan ulang celah yang lebih sering,
- alarm kenaikan suhu dan getaran bantalan,
- Penghentian yang tidak direncanakan untuk membersihkan denda, mengganti pisau, atau menyelidiki kebisingan.
Perbaikan rotor pelletizer

Penggilingan ulang CNC dan pemulihan geometri
Penggilingan ulang terkontrol bertujuan untuk mengembalikan kondisi semula. geometri, bukan sekadar “membuatnya tajam”. Praktik terbaik adalah memperlakukan profil gigi, sudut heliks (jika relevan), dan geometri relief sebagai karakteristik yang terkontrol.
Kontrol proses yang mengurangi pengerjaan ulang:
- Konfirmasikan datum referensi yang digunakan untuk mengatur rotor untuk penggerindaan (dan jaga agar tetap konsisten di seluruh penggerindaan ulang di masa mendatang).
- Kembalikan geometri pemotongan yang dimaksud (relief primer/sekunder jika digunakan) sehingga tepi memotong alih-alih menggesek.
- Tetapkan batas pengasahan ulang sejak awal agar Anda tidak beralih ke bentuk gigi yang kurang kuat selama beberapa siklus.
Perbaikan jurnal dan dudukan bantalan
Jika jurnal atau dudukan bantalan menunjukkan goresan, ovalitas, gesekan, atau ketidaksesuaian, penggerindaan saja mungkin tidak dapat mengembalikan kondisi fungsionalnya.
Opsi terkontrol yang umum meliputi:
- Penumpukan dan penggilingan ulang: terapkan proses penambahan material yang sesuai, lalu gerinda kembali hingga mencapai dimensi yang diinginkan.
- SelongsongJika desain memungkinkan, perbaiki dudukan yang rusak dengan solusi selongsong, lalu lakukan penggerindaan akhir.
Metode mana pun yang dipilih, persyaratan penerimaan harus ditulis sebagai pengukuran yang dapat diverifikasi:
- pemeriksaan diameter dan bentuk pada beberapa posisi aksial,
- penyimpangan putaran pada bantalan poros relatif terhadap titik acuan fungsional rotor,
- Kualitas permukaan diverifikasi dengan nilai Ra yang terukur, bukan "terlihat halus".
Pelapisan, penggerindaan akhir, perakitan
Pelapisan dapat memperpanjang masa pakai dalam kondisi abrasif, tetapi hanya jika diperlakukan sebagai lapisan yang direkayasa dengan persiapan, ketebalan, dan kondisi pasca-penggilingan yang terkontrol.
Urutan yang kuat biasanya terlihat seperti ini:
- Persiapan dan pemasangan masker yang presisi,
- aplikasikan lapisan pelindung yang ditentukan (jika ada),
- selesaikan proses penggerindaan hingga mencapai geometri akhir dan penyelesaian akhir,
- Rakit dengan torsi dan kebersihan yang terkontrol, lalu seimbangkan.
Toleransi penerimaan dan QA
Contoh: seperti apa tampilan paket QA + balancing yang “baik”?
Untuk membuat perbaikan dapat diulang di berbagai vendor, mintalah paket yang berisi... dapat diaudit (apa yang diukur, dengan instrumen apa, dan terhadap standar apa). Berikut adalah contoh struktur yang dapat Anda adaptasi—Nilai-nilai tersebut hanya merupakan contoh ilustrasi. dan harus diisi dengan target OEM Anda.
A) Laporan inspeksi saat masuk (kondisi apa adanya)
- ID/nomor seri rotor, tanggal penerimaan, foto (kerusakan dan pola kontak)
- Skema datum yang digunakan untuk pengaturan (bidang/pusat referensi yang diberi nama)
- Dimensi dan kecocokan utama (diameter, kebulatan, silindrisitas jika ditentukan)
- Hasil Runout/TIR berdasarkan lokasi (pengaturan DTI dijelaskan; pembacaan berdasarkan posisi jam)
- Catatan NDT jika digunakan (metode MPI/DPI, kriteria penerimaan, inspektur/kontraktor)
B) Pernyataan rute perbaikan
- Lingkup: hanya penggerindaan ulang vs perbaikan + penggerindaan ulang vs jalur pelapisan
- Area yang diperbaiki (jurnal, dudukan, bentuk gigi), metode yang digunakan (penambahan, selongsong, dll.)
- Rincian perlakuan panas/pelapisan jika berlaku (nama proses, target ketebalan, masking)
C) Laporan dimensi dan penyelesaian akhir (seperti di sebelah kiri)
- Dimensi dan status toleransi dibandingkan dengan gambar OEM atau rencana kontrol yang disepakati.
- Hasil Runout/TIR setelah penggilingan akhir
- Pembacaan kekasaran permukaan (Ra) pada jurnal/dudukan bantalan dan permukaan referensi.
- Instrumen pengukuran yang digunakan + ID/tanggal kedaluwarsa kalibrasi (ketertelusuran)
D) Catatan penyeimbangan dinamis
- Standar yang dirujuk: ISO 21940 (sebutkan bagian yang relevan, misalnya, ISO 21940-11 untuk rotor kaku)
- Kecepatan servis (rpm) digunakan untuk perhitungan toleransi
- Target/tingkat penerimaan yang disepakati untuk tugas mesin Anda
- Metode dan bidang koreksi
- Sebelum/sesudah pembacaan dan ketidakseimbangan residual akhir
- ID mesin penyeimbang + bukti kalibrasi/verifikasi
E) Perlindungan pengemasan dan transportasi
- Metode perlindungan jurnal/tepi (penutup, penghambat korosi, catatan penanganan)
- Orientasi pengiriman dan titik pengangkatan
Geometri dan penyelesaian permukaan
Cara paling aman untuk menentukan toleransi rotor pelletizer—tanpa berpura-pura ada satu angka universal—adalah:
- Memerlukan Kepatuhan gambar OEM di mana Anda memiliki gambar, dan
- Definisikan a metode pengukuran dan format laporan di mana Anda tidak melakukannya.
Minimalnya, paket QA harus mencakup:
- diameter dan posisi kritis (dengan jenis instrumen dan status kalibrasi),
- Hasil runout di lokasi yang ditentukan (pengaturan DTI dijelaskan),
- verifikasi geometri gigi (apa yang diukur dan bagaimana caranya),
- Pembacaan kekasaran permukaan untuk jurnal/dudukan bantalan dan semua permukaan yang dihaluskan.
Kiat ProfesionalJika lokasi Anda secara rutin melakukan pengasahan ulang pada keluarga rotor yang sama, standarkan satu lembar inspeksi dengan titik acuan dan titik pengukuran yang diberi nama. Hal ini akan membuat perbandingan antar pemasok menjadi lebih bermakna.
Verifikasi kekerasan dan lapisan
Untuk komponen yang diperbarui, pemeriksaan kekerasan dan pelapisan lebih berkaitan dengan pengendalian risiko daripada pemasaran.
Jelaskan apa yang dimaksud dengan “verifikasi”:
- Kekerasan: metode (misalnya, Rockwell), lokasi pengujian, dan format pelaporan.
- Lapisan (jika digunakan): metode pengukuran ketebalan, persyaratan penyelesaian setelah penggerindaan, dan bukti uji adhesi atau porositas apa pun yang dapat diberikan oleh pemasok.
Jika Anda tidak dapat membenarkan spesifikasi pelapisan dengan kondisi tugas Anda, buat persyaratan tetap sederhana: geometri yang benar, pemasangan yang stabil, dan inspeksi yang terdokumentasi.
Penyeimbangan dinamis (ISO 21940)
Setelah perbaikan dan penggerindaan akhir, penyeimbangan adalah persyaratan fungsional—bukan sekadar keinginan. Setiap perubahan massa, perbaikan penambahan material, atau pelapisan dapat menggeser ketidakseimbangan.
Tuliskan persetujuan tersebut sebagai hasil yang harus diserahkan:
- laporan penyeimbangan yang mengacu pada ISO 21940 (penyeimbangan rotor kaku) dan catatan:
- Kecepatan servis (rpm) digunakan untuk perhitungan toleransi,
- Tingkat keseimbangan atau target penerimaan yang disepakati untuk tugas mesin Anda,
- metode koreksi dan ketidakseimbangan sisa akhir,
- pembacaan sebelum/sesudah dan ketertelusuran instrumen.
Jika pemasok tidak dapat memberikan catatan penyeimbangan yang koheren, Anda pada dasarnya hanya menebak apakah masalah getaran tersebut terjadi “pada rotor” atau “pada saluran”.
Pengadaan dan kepatuhan

Paket dokumentasi dan ketertelusuran
Bagi perusahaan pengolahan di Inggris, pengadaan seringkali menjadi penentu keberhasilan atau kegagalan kualitas perbaikan. Jika Anda tidak dapat mengaudit apa yang telah dilakukan, Anda tidak dapat mengulanginya.
Mintalah paket ketelusuran yang mencakup:
- laporan inspeksi penerimaan (kondisi saat ditemukan),
- pernyataan rute perbaikan (apa yang dilakukan, area mana, dan mengapa),
- laporan dimensi dan runout akhir,
- verifikasi kekerasan dan pelapisan (jika berlaku),
- catatan penyeimbangan dinamis,
- serialisasi/ID sehingga paket tersebut jelas terpetakan ke milikmu rotor.
Jika kegiatan pemeliharaan melibatkan akses ke bahaya yang berputar, selaraskan prosedur Anda sendiri dengan Peraturan PUWER 11 (bagian berbahaya) dan kontrol pengamanan/isolasi situs Anda.
Spesifikasi PO dan penerimaan artikel pertama
Salin/tempel: klausul PO layanan perbaikan (contoh)
Gunakan klausa di bawah ini sebagai titik awal dan ganti tempat penampung dengan gambar OEM dan persyaratan lokasi Anda.
- Cakupan: Pemasok wajib melakukan perbaikan rotor sesuai dengan prosedur yang disepakati: (a) hanya penggerindaan ulang / (b) perbaikan + penggerindaan ulang / (c) prosedur pelapisan + penggerindaan akhir. Setiap penyimpangan memerlukan persetujuan tertulis.
- Data dan kemampuan pengulangan: Pemasok wajib menyatakan skema datum pengaturan yang digunakan untuk penggilingan dan inspeksi serta menjaganya tetap konsisten untuk siklus selanjutnya.
- Pelaporan kondisi awal + kondisi akhir (wajib): Berikan laporan inspeksi awal (kondisi awal) dan akhir (kondisi akhir) yang mencakup semua diameter/lokasi kritis, serta runout/TIR pada jurnal dan permukaan referensi yang ditentukan.
- Lapisan permukaan: Berikan nilai Ra terukur pada jurnal/dudukan bantalan dan permukaan yang dihaluskan sesuai spesifikasi, termasuk jenis instrumen dan ketertelusuran kalibrasi.
- NDT (bila diperlukan): Jika terdapat keausan parah, riwayat getaran abnormal, atau indikasi visual, lakukan MPI (atau DPI jika berlaku) dan laporkan metode, kriteria penerimaan, dan inspektur/kontraktor.
- Catatan penyeimbangan: Berikan laporan penyeimbangan dinamis yang mengacu pada ISO 21940 dan mengutip bagian yang relevan (misalnya, ISO 21940-11 (untuk prosedur/toleransi rotor kaku). Laporan harus mencakup kecepatan servis (rpm), target/tingkat penerimaan, bidang/metode koreksi, pembacaan sebelum/sesudah, ketidakseimbangan sisa akhir, dan ID mesin penyeimbang beserta bukti kalibrasi/verifikasi.
- Ketertelusuran: ID/serialisasi rotor harus tercantum di semua laporan. Paket laporan harus sesuai dengan rotor yang dikirim.
- Perlindungan & pengemasan: Jurnal dan mata pisau pemotong harus dilindungi (penutup/pelindung + pengendalian korosi) dan dikemas untuk mencegah kerusakan akibat benturan selama pengiriman.
- Penanganan ketidaksesuaian: Setiap karakteristik yang berada di luar toleransi harus ditandai dengan usulan tindakan korektif dan permintaan penanggulangan sebelum pengiriman.
- Hasil yang diharapkan: Pemasok wajib menyediakan satu paket PDF “QA pack” yang berisi semua laporan, foto, dan sertifikat; pengiriman tidak dianggap lengkap tanpa paket QA pack tersebut.
Spesifikasi PO yang praktis harus singkat, terukur, dan sulit disalahartikan. Sertakan:
- lingkup (pengasahan ulang saja vs perbaikan + pengasahan ulang vs jalur pelapisan),
- gerbang inspeksi yang dibutuhkan (kondisi awal + kondisi akhir),
- hasil laporan (dimensi, penyimpangan, kekerasan/pelapisan, penyeimbangan),
- Persyaratan pengemasan dan perlindungan untuk jurnal dan tepinya.
Untuk penerimaan artikel pertama (vendor baru atau jalur perbaikan baru), tentukan rencana pengujian:
- data getaran dasar dan kualitas pemotongan sebelum perubahan,
- pengujian terkontrol setelah instalasi,
- kriteria lulus/gagal untuk penyebaran panjang pelet dan butiran halus (menggunakan milikmu metode pengambilan sampel).
Jika Anda memerlukan referensi yang lebih luas tentang bagaimana celah pisau dan paket QA memengaruhi kualitas pemotongan serat air, MAXTOR METAL's Pemotong Rotasi: Panduan Utama untuk Peletisasi Untaian Air (Water-Strand) merupakan bacaan latar belakang yang bermanfaat.
Daftar periksa pemilihan vendor
Gunakan ini sebagai daftar periksa uji tuntas saat membandingkan vendor:
- Bisakah mereka menjelaskan dan mendokumentasikan strategi data mereka untuk penggilingan (pengulangan di seluruh penggilingan ulang)?
- Apakah mereka menyediakan seperti yang ditemukan dan seperti kiri laporan pengukuran (bukan sekadar nota pengiriman)?
- Apakah mereka memiliki opsi NDT untuk kasus keausan parah (dan dapatkah mereka menunjukkan kapan mereka menggunakannya)?
- Bisakah mereka menyediakan laporan penyeimbangan yang mengacu pada ISO 21940 dan menunjukkan hasil sebelum/sesudah?
- Apakah mereka melindungi jurnal dan tepiannya selama pengiriman (penutup, pengendalian korosi, petunjuk penanganan)?
- Apakah mereka menetapkan batasan penggilingan ulang dan mengkomunikasikan sisa masa pakainya?
- Bisakah mereka mendukung proses penerimaan artikel pertama dengan paket persetujuan yang jelas?
MAXTOR METAL menawarkan mata pisau yang sesuai dengan gambar dan dokumentasi ketertelusuran QC.
Pengoperasian dan pemeliharaan

Persiapan, pengaturan celah, pemanasan awal
Bahkan perbaikan yang sempurna pun dapat sia-sia karena proses restart yang buruk. Perlakukan pengaturan sebagai perubahan yang terkontrol, dan lindungi konsistensi celah pisau sebagai karakteristik yang terkontrol:
- Lakukan isolasi dan verifikasi energi nol sebelum melakukan pemeriksaan manual apa pun; gunakan prosedur yang sesuai dengan PUWER di lokasi Anda.
- Atur celah pisau menggunakan metode OEM Anda; verifikasi di beberapa titik di sepanjang lebar dan melalui satu putaran penuh.
- Lakukan uji coba dengan kondisi konservatif terlebih dahulu, kemudian tingkatkan secara bertahap sambil memantau getaran dan kualitas pemotongan.
Memantau keausan dan laju bubuk.
Pemantauan keausan harus dipandu oleh KPI:
- Pantau tingkat kehalusan/bubuk mesiu dan ekor sebagai peringatan dini.
- Catat tren getaran dan suhu bantalan; perubahan mendadak sering berkorelasi dengan hilangnya kesesuaian atau pergeseran keseimbangan.
- Korelasikan perubahan kualitas dengan waktu sejak penggilingan ulang terakhir, bukan hanya waktu kalender.
Batas pengasahan ulang dan interval servis
Tetapkan batasan agar keputusan dapat dibuat sebelum kualitas menurun drastis:
- Jumlah penggerindaan ulang maksimum yang diperbolehkan sebelum penyimpangan geometri menjadi tidak dapat diterima,
- bentuk gigi minimum yang tersisa (atau pendekatan pengukur go/no-go),
- ambang batas kondisi jurnal yang memicu perbaikan alih-alih "penggerindaan ringan lainnya".
Aturan sederhana ini membantu: jika Anda mengimbangi dengan pengaturan celah yang semakin sempit untuk mempertahankan kualitas pelet, Anda sudah mengurangi margin keamanan.
Kesimpulan
Pemeriksaan referensi dan standar
- ISO. ISO 21940-11:2016 Getaran mekanis — Penyeimbangan rotor — Bagian 11: Prosedur dan toleransi untuk rotor dengan perilaku kaku. https://www.iso.org/standard/54074.html
- ISO. ISO 21940-12:2016 Getaran mekanis — Penyeimbangan rotor — Bagian 12: Prosedur dan toleransi untuk rotor dengan perilaku fleksibel. https://www.iso.org/standard/50429.html
- HSE (Inggris). Gambaran umum PUWER. https://www.hse.gov.uk/work-equipment-machinery/puwer-overview.htm
- Perundang-undangan Inggris. Peraturan PUWER 11: Bagian-bagian berbahaya dari mesin. https://www.legislation.gov.uk/uksi/1998/2306/regulation/11
- Teknologi Plastik. Mengatasi Tujuh Masalah Umum dalam Proses Pembuatan Pelet (2012). https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- ASTM. ASTM D1921: Metode Uji Standar untuk Ukuran Partikel (Analisis Ayakan) Bahan Plastik. https://www.astm.org/d1921-18.html
- ISO. ISO 12100:2010 Keselamatan mesin — Prinsip umum untuk desain — Penilaian risiko dan pengurangan risiko. https://www.iso.org/standard/51528.html
- ISO. ISO 14120:2015 Keselamatan mesin — Pelindung — Persyaratan umum untuk desain dan konstruksi pelindung tetap dan bergerak. https://www.iso.org/obp/ui/
- OSHA. 29 CFR 1910.212 Persyaratan umum untuk semua mesin (pengamanan mesin). http://www.osha.gov/laws-regs/regulations/standardnumber/1910/1910.212
Standar diperiksa pada: 29-03-2026.
Cara tercepat untuk menstabilkan kualitas pemotongan dan mengurangi biaya/ton adalah dengan berhenti memperlakukan perbaikan rotor sebagai kotak hitam. Tetapkan sejumlah kecil angka dan catatan penerimaan: pemeriksaan geometri dan runout, bukti penyelesaian permukaan pada pemasangan fungsional, verifikasi pelapisan jika digunakan, dan laporan penyeimbangan yang menjadikan ISO 21940 lebih dari sekadar nama pada faktur.
Langkah selanjutnya: formalisasikan toleransi PO Anda, standarisasi paket data yang Anda perlukan, dan jalankan uji coba artikel pertama yang terkontrol dengan kriteria persetujuan yang dapat Anda ulangi.