
श्रेडर ब्लेड क्लीयरेंस (रोटर नाइफ और फिक्स्ड बेड/स्टेटर नाइफ के बीच का अंतर) उन सेटिंग्स में से एक है जो चुपचाप उन सभी चीजों को नियंत्रित करती है जिनकी आपको सिंगल-शाफ्ट श्रेडर में परवाह होती है: कट की गुणवत्ता और आउटपुट आकार, थ्रूपुट, ऊर्जा खपत, और आपके नाइफ कितने समय तक चलते हैं इससे पहले कि वे टूट जाएं, लुढ़क जाएं या काटने के बजाय "पॉलिश" करना शुरू कर दें।
अगर गैप बहुत चौड़ा रखा जाए तो सामग्री कटिंग ज़ोन में मुड़ने, सिकुड़ने और फैलने लगती है। इससे अक्सर अधिक गर्मी, अधिक एम्प्स, कणों के आकार में असमानता और अतिरिक्त रीसर्कुलेशन समय जैसी समस्याएं उत्पन्न होती हैं। अगर गैप बहुत कम रखा जाए तो धातु से धातु का संपर्क, किनारों को अचानक नुकसान, कंपन और बोल्ट के फेल होने का खतरा रहता है, जिससे नियोजित स्टॉप अनियोजित स्टॉप में बदल जाता है।
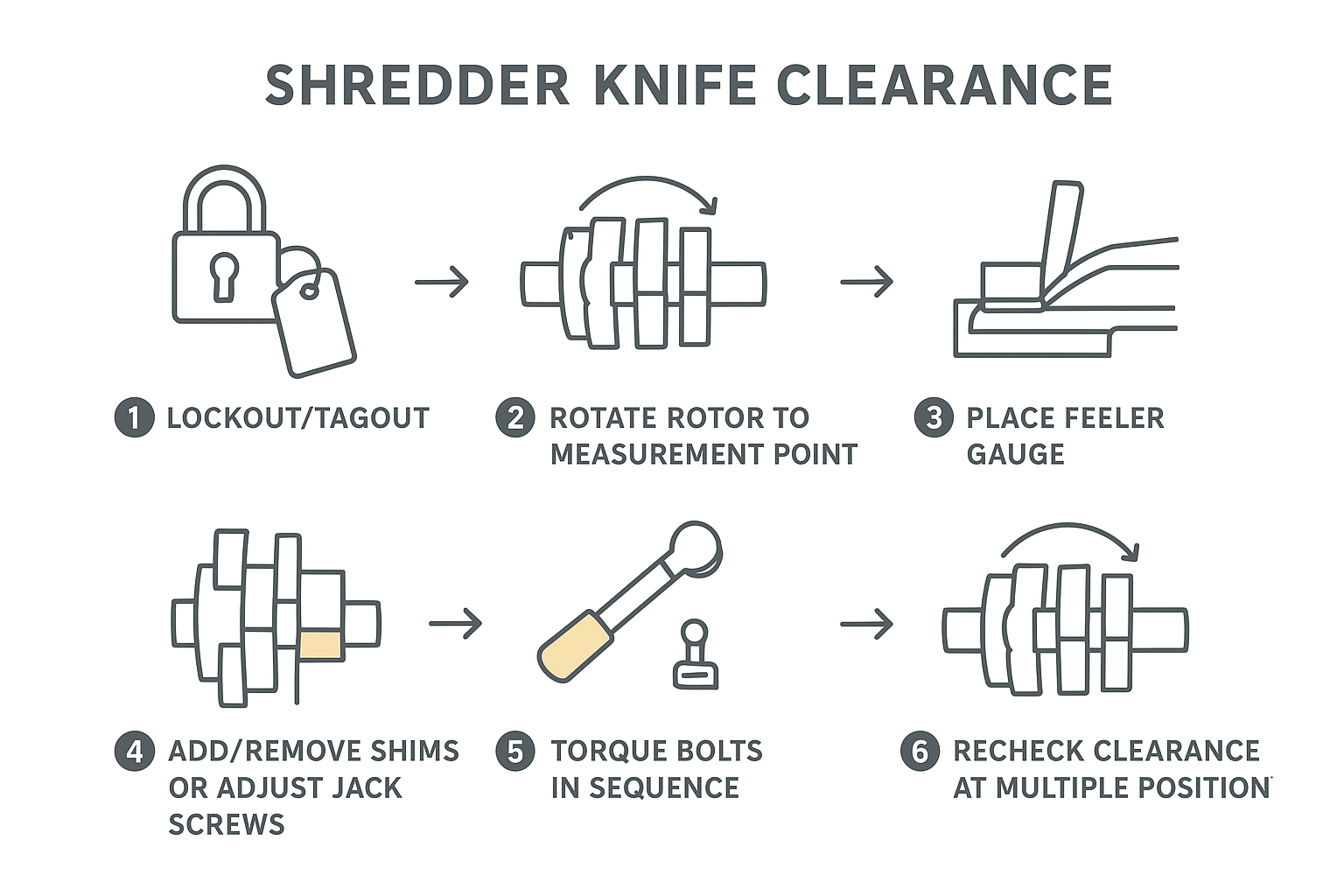
इस लेख में, आप रोटर-स्टेटर नाइफ गैप को सुरक्षित और सटीक रूप से सेट करने की चरण-दर-चरण प्रक्रिया का पालन करेंगे—फिर टॉर्क लगाने और हॉट रन के बाद सेटिंग को सत्यापित करेंगे। लक्ष्य है दोहराने योग्य परिणाम प्राप्त करना। श्रेडर ब्लेड क्लीयरेंस जो चाकू की पूरी लंबाई में OEM टॉलरेंस के भीतर रहता है।
आगे बढ़ने से पहले, हमेशा अपने श्रेडर के मूल निर्माता मैनुअल के अनुसार सटीक संख्याओं, क्रम और टॉर्क मानों की पुष्टि करें।
महत्वपूर्ण (सुरक्षा एवं दायित्व सूचना): यह लेख श्रेडर नाइफ क्लीयरेंस सेट करने के लिए एक सामान्य रखरखाव कार्यप्रणाली प्रदान करता है। आपकी मशीन का ओईएम मैनुअल, साइट-विशिष्ट LOTO/SOPऔर लागू यूरोपीय संघ की मशीनरी सुरक्षा संबंधी आवश्यकताएँ प्राथमिकता दी जानी चाहिए। किसी भी प्रकार के टकराव की स्थिति में, निर्माता और अपनी साइट की प्रक्रियाओं का पालन करें।
सबसे पहले सुरक्षा
लॉकआउट/टैगआउट चरण
- संचालन विभाग को सूचित करें और रखरखाव के लिए मशीन को अलग कर दें।
- अपनी साइट की LOTO प्रक्रिया का पालन करें: मुख्य डिस्कनेक्ट और किसी भी सहायक फीड को लॉक कर दें।
- जिम्मेदार व्यक्ति और कार्यक्षेत्र की पहचान करने वाले टैग लगाएं।
- यदि आपके श्रेडर में हाइड्रोलिक्स या न्यूमेटिक्स (पुशर, स्क्रीन लिफ्ट, हुड क्लैंप) हैं, तो उन ऊर्जा स्रोतों को भी अलग करें और लॉक कर दें।
पीपीई और गार्ड
- चाकू से बचाव के लिए उपयुक्त कट-प्रतिरोधी दस्ताने, साथ ही सुरक्षा चश्मे और सुरक्षात्मक जूते।
- कटिंग चैंबर में हाथ डालते समय बांह की सुरक्षा का ध्यान रखें।
- गार्ड को ठीक उसी तरह से निकालें और दोबारा लगाएं जैसा कि डिज़ाइन किया गया है। इंटरलॉक को निष्क्रिय करने का प्रयास न करें।
शून्य ऊर्जा सत्यापित करें
- जांच करें कि रोटर चालू नहीं हो पा रहा है: लॉकआउट के बाद स्टार्ट करने का प्रयास करें (आपकी प्रक्रिया के अनुसार)।
- रोटर के स्थिर होने की पुष्टि करें।
- संचित ऊर्जा को मुक्त करें:
- जहां लागू हो, हाइड्रोलिक दबाव को कम करें।
- संचित वायवीय दबाव को समाप्त करना,
- किसी भी उठे हुए हिस्से (हुड/स्क्रीन) को ब्लॉक करें या यांत्रिक रूप से सहारा दें ताकि वे गिर न सकें।
⚠️ चेतावनीक्लीयरेंस की जांच के लिए ड्राइव को कभी भी झटका न दें। सभी रोटेशन जांच बिजली बंद करके और नियंत्रित तरीके से, OEM द्वारा अनुमोदित विधियों का उपयोग करके की जानी चाहिए।
उपकरण और माप
मापन उपकरण
किसी भी चाकू के फास्टनर को खोलने से पहले अपने माप उपकरण तैयार रखें:
- फीलर गेज सेट जो आपकी अपेक्षित क्लीयरेंस रेंज को कवर करता है
- टॉर्क रिंच (और OEM द्वारा निर्दिष्ट कोई भी टॉर्क मल्टीप्लायर)
- स्केलेट एज और फीलर गेज (सीटिंग फेस की जांच के लिए)
- चुंबकीय आधार वाला डायल इंडिकेटर (रनआउट/एंडप्ले की जांच के लिए उपयोगी)
- सफाई के उपकरण: विलायक, लिंट-फ्री कपड़े, पीतल का ब्रश/खुरचनी
- मार्कर/पेंट पेन और एक साधारण क्लीयरेंस रिकॉर्ड शीट (कागज या डिजिटल)
ओईएम विनिर्देश और सहनशीलता
क्लियरेंस का नियम "एक ही आकार सबके लिए उपयुक्त" नहीं होता। यह इन बातों पर निर्भर करता है:
- चाकू की ज्यामिति (झुकाव/कतरन कोण),
- रोटर का व्यास और चाकूओं की संख्या,
- बेड नाइफ डिजाइन और समायोजन तंत्र,
- स्क्रीन का आकार और कार्य,
- और सबसे महत्वपूर्ण बात, आप क्या नष्ट कर रहे हैं।
इसके लिए अपने OEM मैनुअल का उपयोग करें:
- रोटर से बेड नाइफ के बीच लक्षित क्लीयरेंस (अक्सर एक सीमा के रूप में निर्दिष्ट),
- मापन बिंदु और पैटर्न (चाकू की लंबाई में कितने स्थान हैं),
- टॉर्क मान और कसने का क्रम,
- और किसी भी प्रकार की प्रारंभिक जांच/पुनः जांच संबंधी आवश्यकताएं।
ओईएम विनिर्देश और सहायता
यदि आपके नाइफ गैप में लगातार बदलाव हो रहा है या सावधानीपूर्वक समायोजन के बाद भी आप एकसमान क्लीयरेंस बनाए नहीं रख पा रहे हैं, तो समस्या अक्सर पहले के हिस्से में होती है: घिसी हुई सीटें, नाइफ की मोटाई में असमानता, क्षतिग्रस्त शिम, या ऐसा हार्डवेयर जो क्लैंप लोड को बनाए रखने में सक्षम नहीं है।
यहीं पर सोर्सिंग मायने रखती है। सटीक रूप से ग्राउंड किए गए रिप्लेसमेंट नाइफ और सही आकार के शिम किट कम ट्रायल-एंड-एरर के साथ लगातार क्लीयरेंस बनाए रखने में मदद करते हैं। जब आप रिप्लेसमेंट खरीद रहे हों, तो सप्लायर जैसे कि मैक्सटोर धातु ये आम तौर पर कस्टम, सटीक रूप से ग्राउंड किए गए चाकू और मिलान वाले शिम पैक का समर्थन करते हैं - जो तब उपयोगी होते हैं जब आपको पूरे बेड़े में दोहराने योग्य मोटाई और पूर्वानुमानित समायोजन चरणों की आवश्यकता होती है।
निरीक्षण और तैयारी
सफाई और किनारों की कंडीशनिंग
किसी संख्या का पता लगाने के लिए फीलर गेज का उपयोग करने से पहले, सुनिश्चित करें कि चाकू के किनारे और सीटें मापने लायक हैं या नहीं:
- रोटर पॉकेट, बेड नाइफ सीट और फास्टनर सीट को साफ करें (कोई फंसा हुआ मलबा, जंग की परत या फैला हुआ पॉलीमर नहीं होना चाहिए)।
- चाकू की धार की जांच करें:
- चिपिंग, रोल-ओवर या अत्यधिक गोलाई से "प्रभावी" क्लीयरेंस बदल जाता है।
- स्थानीय क्षति के कारण रोटर की एक स्थिति पर रुक-रुक कर संपर्क हो सकता है।
- फास्टनर और वॉशर में खिंचाव, घिसाव या क्षतिग्रस्त धागे की जांच करें।
यह कार्य तब पूरा माना जाएगा जब: सीटें धातु से धातु तक साफ हों, चाकू ठीक से फिट हों और फास्टनर अच्छी स्थिति में हों।
रनआउट और एंडप्ले की जाँच करें
यदि रोटर सही ढंग से नहीं चलता है तो एकसमान क्लीयरेंस असंभव है।
- यदि आपके पास इंडिकेटर की सुविधा है, तो रोटर रनआउट की जांच करें।
- ओईएम विधि के अनुसार बेयरिंग की स्थिति और रोटर एंडप्ले की जांच करें।
- यदि एंडप्ले अत्यधिक है, तो एक तरफ की क्लीयरेंस "अच्छी" लग सकती है, जबकि लोड के तहत रोटर शिफ्ट होता है और गैप को बंद कर देता है।
यह कार्य तब पूरा हो जाता है जब: रनआउट/एंडप्ले OEM टॉलरेंस के भीतर हों (या आपने यांत्रिक कारण को ठीक करने के लिए क्लीयरेंस कार्य को रोक दिया हो)।
त्वरित निर्णय मार्गदर्शिका (क्लीयरेंस को समायोजित करने से पहले):
- यदि अलग-अलग रोटर स्थितियों पर अंतर में उल्लेखनीय परिवर्तन होता हैसबसे पहले रुकें और रोटर रनआउट/एंडप्ले और बेयरिंग की स्थिति की जांच करें—रोटेशन सही होने तक क्लीयरेंस ट्यूनिंग काम नहीं करेगी।
- यदि बाएँ/मध्य/दाएँ रीडिंग समानांतर नहीं हैंतंग हिस्से पर किसी प्रकार की खुरदरी सतह/ऊंचा स्थान, संदूषण या क्षतिग्रस्त शिम की जांच करें; पूरे चाकू को खोलने से पहले सीट/शिम की समस्या को ठीक करें।
- यदि अंतिम टॉर्क के बाद क्लीयरेंस "बदल जाता है"यदि आपको फास्टनर/वॉशर की खराब स्थिति, चाकू की मोटाई में असमानता, या सीटिंग में गंदगी की आशंका हो, तो संदिग्ध हार्डवेयर को साफ करें, धीरे-धीरे टॉर्क लगाएं और बदल दें।
- यदि नियंत्रित हाथ घुमाने के दौरान रगड़ का पता चलता हैअगर ऐसा होता है, तो तुरंत रुकें और जकड़न वाले बिंदु का पता लगाएं; कारण (खराब सतह/विकृति/गलत संरेखण) को दूर करें, न कि उसे "ठीक करने" की कोशिश करें।
बेड नाइफ और माउंटिंग सतहें
अधिकांश "रहस्यमय" क्लीयरेंस समस्याएं माउंटिंग सतहों से उत्पन्न होती हैं:
- बेड/स्टेटर नाइफ सीट पर खरोंच, गड्ढे या उभरे हुए किनारों की जांच करें।
- यह सुनिश्चित करें कि बेड नाइफ मुड़ा हुआ न हो या किसी दूषित पदार्थ पर न टिका हो।
- सुनिश्चित करें कि समायोजन प्रणाली (शिम, जैक स्क्रू, वेज) सुचारू रूप से चलती है और पूरी तरह से नीचे तक नहीं पहुंची है।
यह तब पूरा होता है जब: बेड नाइफ सपाट बैठता है, समायोजन की पर्याप्त सीमा उपलब्ध होती है, और कोई ऊंचे स्थान नहीं होते जो तंग अंतराल का भ्रम पैदा करते हों।
श्रेडर ब्लेड क्लीयरेंस सेट करें

सामग्री के आधार पर लक्ष्य अंतर चुनें
अंतिम संख्या के लिए आपका OEM मैनुअल ही एकमात्र प्रामाणिक स्रोत है। यदि आपको OEM से पुष्टि मिलने तक किसी प्रारंभिक बिंदु की आवश्यकता है, तो सामग्री-आधारित श्रेणियों का उपयोग केवल तर्कसंगतता की जाँच के लिए करें—और इन्हें उदाहरण के तौर पर लें, सार्वभौमिक विनिर्देशों के रूप में नहीं।
टिप्पणी: नीचे दी गई सामग्री-आधारित श्रेणियां इस प्रकार हैं: केवल गैर-ओईएम उदाहरणइनका उपयोग केवल OEM से पुष्टि प्राप्त होने तक स्पष्ट रूप से गलत सेटअप से बचने के लिए करें। अंतिम क्लीयरेंस आपके श्रेडर के OEM विनिर्देशों के अनुसार सेट किया जाना चाहिए।
इसका एक उदाहरण एनर्जीकल की गाइड है। फीलर-गेज सत्यापन और सामग्री के अनुसार श्रेडर ब्लेड गैप रेंज के उदाहरण (2026-04-06 को देखा गया)। वे उदाहरण के तौर पर कुछ कमियों का उल्लेख करते हैं, जैसे:
- फिल्म/बुने हुए बैग: ~0.3–0.5 मिमी
- कठोर प्लास्टिक के गुच्छे/शुद्धिकरण: ~0.5–1.0 मिमी
- खोखले कंटेनर/बोतलें: ~1.0–2.0 मिमी
- लकड़ी/पैलेट: ~1.5–3.0 मिमी
अनुस्मारक: ऊपर दिए गए मान तृतीय पक्ष के हैं। गैर-ओईएम उदाहरणइन्हें विनिर्देशों के रूप में न मानें। अंतिम मंजूरी, माप स्थान और स्वीकृति मानदंड आपके श्रेडर के मूल निर्माता (ओईएम) मैनुअल से ही प्राप्त होने चाहिए, जिसमें आपके रोटर/चाकू की सटीक ज्यामिति और कार्य-निर्भरता बताई गई हो।
शिम/जैक स्क्रू से समायोजित करें
लक्ष्य केवल "एक बार उस संख्या को छूना" नहीं है। लक्ष्य चाकू की पूरी लंबाई और रोटर की कई स्थितियों में एकसमान अंतर प्राप्त करना है।
एक व्यावहारिक क्रम:
- सबसे पहले रोटर नाइफ को स्थापित/पुष्टि करें (ओईएम के अनुसार)। सुनिश्चित करें कि प्रत्येक चाकू पूरी तरह से अपनी जगह पर बैठा हो और फास्टनर ठीक से कसे हों, लेकिन उन्हें ज़्यादा टाइट न करें।
- बेड/स्टेटर नाइफ को सही स्थिति में लाएँ अपनी मशीन की समायोजन विधि का उपयोग करके:
- नियंत्रित मोटाई के चरणों में शिम्स जोड़ें/हटाएं, या
- जैक स्क्रू/वेज को समान रूप से घुमाएं ताकि चाकू रोटर के समानांतर आगे बढ़े।
- फीलर गेज से मापें:
- चाकू की पूरी लंबाई में कई बिंदुओं की जांच करें (बाएं/मध्य/दाएं आमतौर पर न्यूनतम बिंदु होते हैं)।
- रिकॉर्ड करें कि किस गेज की मोटाई "मुश्किल से घिसटती है" और कौन सी पास नहीं होगी।
- असमानता को ठीक करें:
- यदि एक सिरा अधिक कसा हुआ है, तो पूरे चाकू को "खोलने" के बजाय उस सिरे को ठीक करें।
- यदि केंद्र कसकर लगा हुआ है और सिरे ढीले हैं (या इसके विपरीत), तो सीट की समस्या, खुरदरापन या चाकू की विकृति का संदेह करें।
यह तब पूरा होता है जब: प्रत्येक निर्दिष्ट बिंदु पर समान लक्ष्य फीलर गेज लगातार हल्के खिंचाव के साथ फिट बैठता है।
टॉर्क अनुक्रम और पुनः जाँच
टॉर्क से क्लीयरेंस में बदलाव आता है। क्लैंप का भार चाकू को स्थिर करता है और कसते समय उसे थोड़ा खींच सकता है।
- फास्टनर को ओईएम द्वारा निर्धारित पैटर्न (अक्सर सेंटर-आउट या क्रॉस पैटर्न) में कसें।
- टॉर्क को चरणों में लगाएं (उदाहरण के लिए: 30% → 60% → 100% अंतिम टॉर्क), अंतिम पास के बाद पुनः जांच करें।
- कसने के बाद, निम्नलिखित स्थानों पर क्लीयरेंस की दोबारा जांच करें:
- बेड नाइफ के साथ समान बिंदु,
- और रोटर की कई स्थितियाँ (ओईएम विधि के अनुसार रोटर को धीरे-धीरे हाथ से घुमाएँ)।
एक सामान्य सर्वोत्तम अभ्यास—जिसे आसन्न कटिंग अनुप्रयोगों में भी दोहराया जाता है—यह है कि कसने के बाद क्लीयरेंस की जांच करें और फिर नियंत्रित हाथ से घुमाकर जांच करें। मशीन को चालू करने से पहले। ब्लेड्सजी इस बात के महत्व पर जोर देता है कि... फास्टनर कसने और कई चक्रों में घुमाने के बाद क्लीयरेंस की दोबारा जांच करना। (2026-04-06 को एक्सेस किया गया) (ग्रेन्युलेटर संदर्भ, लेकिन सत्यापन सिद्धांत अभी भी लागू होता है)।
यह तब पूरा होता है जब: अंतिम टॉर्क के बाद क्लीयरेंस सहनशीलता सीमा के भीतर रहता है, और पूर्ण नियंत्रित घूर्णन के दौरान कोई संपर्क नहीं होता है।
सत्यापित करें, चलाएँ और बनाए रखें
घुमाएँ और संपर्क जाँच करें
सामग्री प्रस्तुत करने से पहले:
- रोटर को हाथ से (या OEM द्वारा अनुमोदित टूलिंग का उपयोग करके) कम से कम एक पूर्ण चक्कर घुमाएँ।
- संपर्क स्थापित करने के लिए सुनें और महसूस करें।
- अगर आपको रगड़ महसूस हो, तो रुकें और कसाव वाली जगह ढूंढें—उसे जबरदस्ती अंदर न धकेलें।
कार्य तब पूरा होता है जब: घूर्णन सुचारू रूप से हो, बिना किसी संपर्क के और बिना किसी तंग स्थान के।
ट्रायल रन और हॉट रीचेक
पहले तापीय चक्र और प्रारंभिक स्थिरीकरण के बाद क्लीयरेंस में बदलाव आ सकता है।
- सबसे पहले बिना लोड के एक ट्रायल रन से शुरुआत करें (ओईएम के निर्देशों के अनुसार): असामान्य शोर पर ध्यान दें और कंपन की निगरानी करें।
- मशीन को सामान्य परिचालन स्थिति में लाएं।
- सुरक्षित रूप से रुकें और यदि आपका निर्माता निर्दिष्ट करता है तो गर्म अवस्था में पुनः जांच करें (तापीय वृद्धि से अंतर कम हो सकता है)।
एनर्जीकल अपने श्रेडर ब्लेड रखरखाव दिशानिर्देशों में रन-इन अवधि के बाद रुकने और बोल्ट को फिर से कसने की सलाह भी देता है, यह देखते हुए कि प्रारंभिक सेटलिंग और हीट साइक्लिंग के बाद फास्टनर थोड़े ढीले हो सकते हैं।
कार्य तब पूरा माना जाएगा जब: रन-इन के बाद फास्टनरों की विशिष्टता की पुष्टि हो जाए, और परिचालन तापमान पर क्लीयरेंस सहनशीलता सीमा के भीतर रहे (जब लागू हो)।
रखरखाव अंतराल और रिकॉर्ड
ऑपरेशन टीमों के लिए, सफलता निरंतरता में निहित है—न कि समस्याओं को सुलझाने में वीरता दिखाने में। स्थिर श्रेडर ब्लेड क्लीयरेंस कट क्वालिटी और एम्प्स ड्रिफ्ट से पहले ट्रेंड का पता लगाने के लिए यह सबसे आसान लीडिंग इंडिकेटर्स में से एक है।
- अभिलेख:
- सामग्री की मात्रा (जो आपने संसाधित की),
- लक्ष्य स्वीकृति, मापी गई स्वीकृति (बिंदुवार),
- टॉर्क मान और दिनांक/समय
- शिम की मोटाई में कोई भी परिवर्तन हो सकता है।
- ड्यूटी के आधार पर निरीक्षण अंतराल निर्धारित करें:
- घर्षणयुक्त या दूषित जलधाराओं की अधिक बार जाँच करने की आवश्यकता होती है।
- स्वच्छ और सुसंगत फीडस्टॉक के सत्यापन के बीच अक्सर अधिक समय लग सकता है।
- रुझानों पर नज़र रखें: यदि आप एम्पलीफायरों को स्थिर रखने के लिए बार-बार गैप खोल रहे हैं, तो यह एक घिसावट का संकेत है जिसके आधार पर आप योजना बना सकते हैं।
यह तब पूरा होगा जब आपके पास एक दोहराने योग्य लॉग हो जो आपको यह अनुमान लगाने की अनुमति देता है कि अगला समायोजन या चाकू बदलने का समय कब है।
क्लीयरेंस / टॉर्क / रन-इन लॉग (टेम्प्लेट)
प्रत्येक समायोजन घटना के लिए इस तालिका को कॉपी करें और पुनः उपयोग करें:
| वस्तु | प्रवेश |
|---|---|
| श्रेडर मॉडल / सीरियल | |
| सामग्री संसाधित | |
| रोटर नाइफ सेट आईडी / घंटे | |
| बिस्तर पर चाकू की पहचान / घंटे | |
| लक्ष्य स्वीकृति (ओईएम विनिर्देश) | |
| मापित क्लीयरेंस बिंदु (ठंडा) | बाएँ: __ / केंद्र: __ / दाएँ: __ |
| मापित क्लीयरेंस बिंदु (आवश्यकतानुसार गर्म होने पर) | बाएँ: __ / केंद्र: __ / दाएँ: __ |
| रोटर की स्थिति की जाँच की गई | __ पद / __ क्रांतियाँ |
| फास्टनर टॉर्क विनिर्देश (ओईएम) | __ एनएम |
| टॉर्क विधि/पैटर्न | (उदाहरण के लिए, स्टेज्ड 30–60–100%, क्रॉस/सेंटर-आउट) |
| अभ्यास अवधि / शर्तें | __ मिनट, बिना लोड / हल्का लोड / पूरा लोड |
| रन-इन के बाद री-टॉर्किंग पूरी हो गई | हां नहीं |
| टिप्पणियाँ (शोर, एम्प्स, कंपन, शिम्स में बदलाव) | |
| तकनीशियन / दिनांक-समय |
समस्या निवारण मैट्रिक्स: लक्षण → संभावित कारण → समाधान
प्रदर्शन में उतार-चढ़ाव आने पर निदान में तेजी लाने के लिए इस तालिका का उपयोग करें। समायोजन करने से पहले हमेशा अपनी साइट की LOTO प्रक्रिया लागू करें और OEM निर्देशों का पालन करें।
| लक्षण | संभवतः मंजूरी संबंधी कारण | क्या जांचना है (त्वरित परीक्षण) | सुधारात्मक कार्रवाई |
|---|---|---|---|
| उच्च मोटर एम्प्स / बिजली की खपत | गैप बहुत कम है; असमान गैप के कारण रुक-रुक कर संपर्क हो रहा है; लोड पड़ने पर रोटर एंडप्ले के कारण गैप कम हो रहा है। | नियंत्रित हाथ घुमाने के दौरान घर्षण महसूस करें; कई रोटर स्थितियों पर क्लीयरेंस की दोबारा जांच करें; OEM के अनुसार एंडप्ले/रनआउट की जांच करें। | बेड नाइफ को छोटे-छोटे, नाप-तोलकर चरणों में खोलें; पहले टाइट एंड/स्पॉट को ठीक करें; क्लीयरेंस हासिल करने से पहले एंडप्ले/रनआउट को ठीक करें। |
| अत्यधिक गर्मी / पिघलना या फैलना (प्लास्टिक) | बहुत अधिक गैप होने से मुड़ने/फैलने की समस्या होती है; खुरदुरे/मुड़े हुए किनारे घर्षण बढ़ाते हैं; दूषित सीटों के कारण गैप असमान हो जाता है। | कणों के आकार की तुलना करें (फैला हुआ बनाम साफ कटा हुआ); किनारों की स्थिति का निरीक्षण करें; सुनिश्चित करें कि धातु से धातु का संपर्क साफ हो। | OEM टॉलरेंस के भीतर अंतर कम करें; चाकू घुमाएँ/बदलें; सीटों को साफ करें और पुनः टॉर्क करें। |
| कणों के आकार में असंगति / बहुत अधिक "लंबी पट्टियाँ" | गैप बहुत चौड़ा है; बेड नाइफ समानांतर नहीं है; स्क्रीन/बेड नाइफ का संबंध सही नहीं है। | बाएँ/मध्य/दाएँ मापें और रिकॉर्ड करें; बेड नाइफ एडजस्टमेंट की गति की जाँच करें; स्क्रीन सही ढंग से स्थापित और लगी हुई है, इसकी पुष्टि करें। | शिम/जैक स्क्रू का उपयोग करके बेड नाइफ को समानांतर लाएँ; स्क्रीन की फिटिंग और स्थिति की पुष्टि करें; टॉर्क लगाने के बाद पुनः जाँच करें। |
| चाकू की धार में खरोंच/अचानक क्षति | गैप बहुत कम है; फीड में बाहरी धातु मौजूद है; नाइफ सीट/शिम क्षतिग्रस्त हैं जिससे पॉइंट कॉन्टैक्ट हो रहा है। | प्रभाव के निशान और स्थानीय रूप से तंग बिंदुओं की तलाश करें; शिम और सीट सतहों का निरीक्षण करें; अपस्ट्रीम में संदूषण नियंत्रण की समीक्षा करें। | OEM न्यूनतम स्तर तक क्लीयरेंस बढ़ाएँ; क्षतिग्रस्त शिम/चाकू बदलें; फ़ीड निरीक्षण और धातु पृथक्करण में सुधार करें |
| घूमने के दौरान तेज टिक-टिक की आवाज/धातु का संपर्क | रोटर की एक स्थिति पर सीधा संपर्क; सीट पर बर्र/ऊंचा स्थान; विकृत चाकू | रोटर की सही स्थिति का पता लगाएं; बेड सीट और रोटर पॉकेट पर खरोंच/दबाव की जांच करें; चाकू की सीधी स्थिति की जांच करें। | खुरदुरे/ऊंचे धब्बे हटाएँ; विकृत चाकू को पुनः स्थापित करें या बदलें; चरणबद्ध तरीके से पुनः टॉर्क करें और पुनः जाँच करें। |
| टॉर्क लगने के बाद या तेज गति से चलने के बाद क्लीयरेंस में बदलाव आ सकता है। | फास्टनर का धंसना/ढीला होना; चाकू की मोटाई में असमानता; हार्डवेयर द्वारा क्लैंप का भार न सह पाना; तापीय वृद्धि के कारण अंतर का बंद होना | अंतिम टॉर्क लगाने और रन-इन के बाद दोबारा जांच करें; फास्टनर/वॉशर का निरीक्षण करें; चाकू की मोटाई की स्थिरता सत्यापित करें। | ओईएम के निर्देशों के अनुसार टॉर्क को चरणों में लगाएं; संदिग्ध हार्डवेयर को बदलें; सटीक रूप से ग्राउंड किए गए चाकू और एक समान शिम पैक का उपयोग करें; गर्म अवस्था में पुनः जांच करें और रिकॉर्ड करें। |
| एक सिरा हमेशा कसा रहता है / समानांतर अंतराल प्राप्त नहीं किया जा सकता | बेड नाइफ सीट समतल नहीं है; समायोजन तंत्र जाम है; रोटर संरेखण/रनआउट समस्या है। | सीट पर स्ट्रेटएज से जांच करें; सुनिश्चित करें कि समायोजन में पर्याप्त गति है; रनआउट के लिए इंडिकेटर की जांच करें | सही माउंटिंग सतह या तंत्र; अंतिम क्लीयरेंस सेट करने से पहले रोटर अलाइनमेंट/रनआउट को ठीक करें। |
सुझाव: इस मैट्रिक्स को एक साधारण क्लीयरेंस लॉग (मापे गए बिंदु + टॉर्क + तापमान की स्थिति) के साथ मिलाकर उपयोग करें ताकि कटाई की गुणवत्ता खराब होने से पहले ही आप रुझानों का पता लगा सकें।
निष्कर्ष
ब्लेड क्लीयरेंस कोई ऐसा माप नहीं है जिसे एक बार सेट करके भूल जाया जा सके। विश्वसनीय तरीका यह है:
- सबसे पहले सुरक्षा (एलओटीओ, सुरक्षा और सत्यापित शून्य ऊर्जा)
- सहनशीलता सीमा के भीतर एकरूपता (चाकू की लंबाई और रोटर की स्थिति के आर-पार)
- टॉर्क और हॉट रन के बाद सत्यापन (क्योंकि अवसादन और ऊष्मीय वृद्धि वास्तविक हैं)
अगली कार्रवाई:
- अपनी सेटिंग्स और माप को रिकॉर्ड करें।
- क्लीयरेंस में बदलाव, ऊर्जा खपत, कंपन और आउटपुट आकार में रुझानों की निगरानी करें।
- सामग्री के अनुसार लक्ष्यों को समायोजित करें और अंतिम मूल्यों को हमेशा OEM के दिशानिर्देशों से जोड़ें।
टॉमी टैंग — वरिष्ठ बिक्री अभियंता, नानजिंग मेटल इंडस्ट्रियलटॉमी के पास है 12 साल श्रेडिंग और साइज-रिडक्शन उपकरणों के लिए औद्योगिक ब्लेड के चयन और अनुप्रयोग में सहायता करने का अनुभव। प्रमाणपत्र: सीएसई, सीएमई, सिक्स सिग्मा ग्रीन बेल्ट, पीएमपी.
तकनीकी समीक्षा नोट: यह मार्गदर्शिका सामान्य औद्योगिक रखरखाव के लिए लिखी गई है और इसमें सामान्य संदर्भों का उपयोग किया गया है। ISO/EN-शैली के सुरक्षा सिद्धांत (मशीन सुरक्षा, सुरक्षित अलगाव प्रथाएं)। हमेशा अपने निर्देशों का पालन करें। साइट-विशिष्ट LOTO प्रक्रिया और आपका श्रेडर ओईएम मैनुअल अंतिम क्लीयरेंस मान, टॉर्क विनिर्देश और अनुमोदित रोटेशन/सत्यापन विधियों के लिए।