
Зазор между ножами измельчителя (расстояние между ножами ротора и ножом неподвижной платформы/статора) — это один из тех параметров, который незаметно управляет всеми важными для вас параметрами одноосевого измельчителя: качеством резки и размером выходного материала, производительностью, энергопотреблением и сроком службы ножей до того, как они начнут крошиться, деформироваться или «полировать» вместо резки.
Слишком большой зазор приведет к тому, что материал будет изгибаться, складываться и размазываться по зоне резки. Это часто проявляется в повышении температуры, силы тока, непостоянном размере частиц и увеличении времени рециркуляции. Слишком маленький зазор увеличит риск контакта металла с металлом, внезапного повреждения кромки, вибрации и поломки болтового крепления, что превратит запланированную остановку в незапланированную.
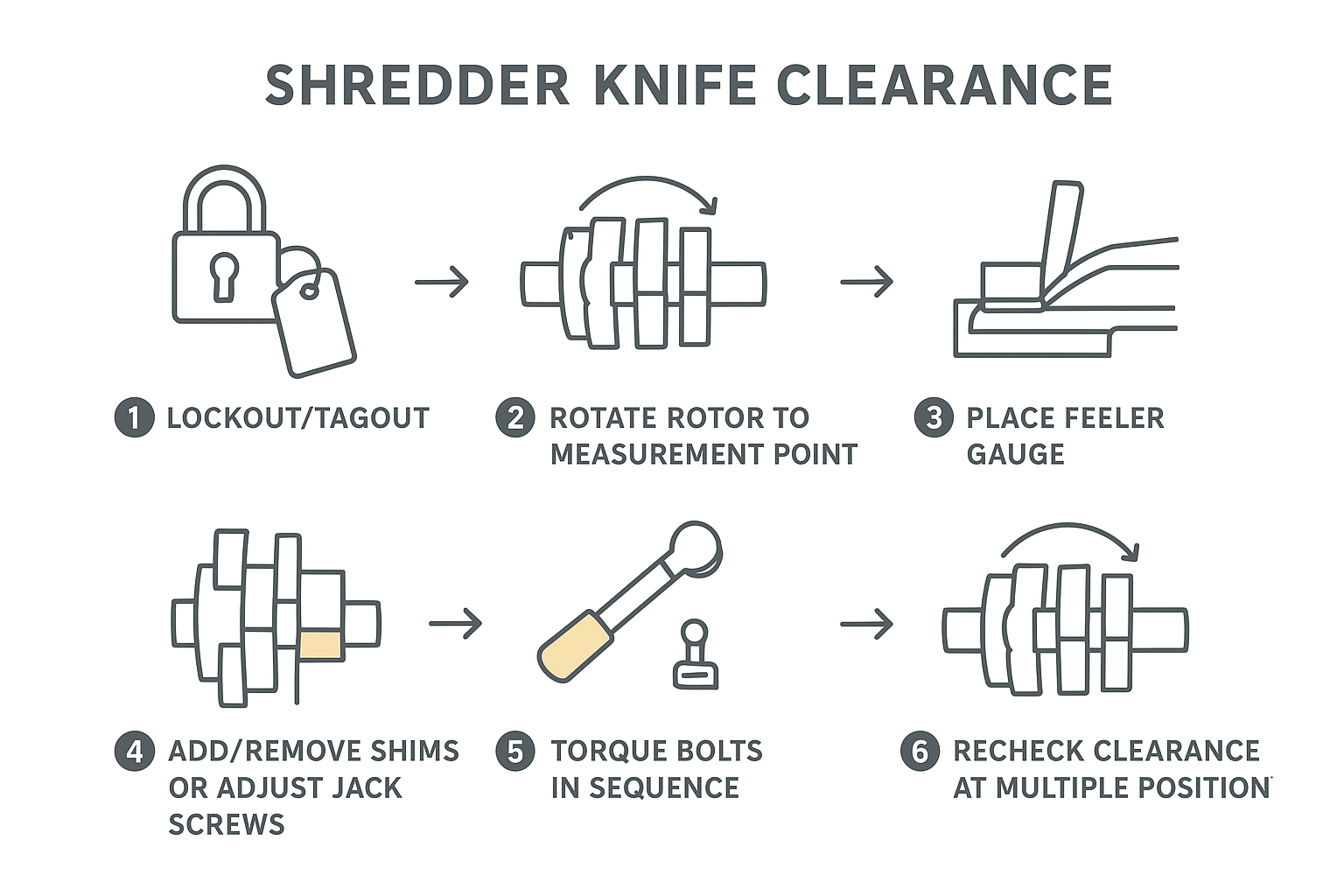
В этой статье вы шаг за шагом выполните точную и безопасную установку зазоров между ножами ротора и статора, а затем проверите правильность установки после затяжки и после работы в горячем состоянии. Цель – добиться повторяемости результата. зазор для лезвия измельчителя который остается в пределах заводских допусков по всей длине ножа.
Перед началом работы всегда сверяйте точные цифры, последовательность действий и значения крутящего момента с руководством производителя вашего измельчителя.
Важно (уведомление о безопасности и ответственности): В этой статье описан общий порядок проведения технического обслуживания для регулировки зазора между ножами измельчителя. Это относится и к вашему оборудованию. Руководство OEM, LOTO/SOP, специфичные для конкретного объектаи применимо Требования ЕС к безопасности машин иметь приоритет. В случае возникновения конфликта следуйте инструкциям производителя и процедурам вашего предприятия.
Безопасность прежде всего
Этапы блокировки/маркировки
- Уведомить оперативный отдел и отключить оборудование для проведения технического обслуживания.
- Следуйте процедуре блокировки и маркировки (LOTO) вашего объекта: отключите главный выключатель и все вспомогательные линии электропитания.
- Примените метки, указывающие на ответственное лицо и объем работ.
- Если ваш измельчитель оснащен гидравлическими или пневматическими системами (толкатель, подъем сита, зажимы крышки), отключите и заблокируйте эти источники энергии.
Средства индивидуальной защиты и защитные ограждения
- Перчатки с защитой от порезов, предназначенные для работы с ножом, а также защитные очки и защитная обувь.
- При работе с режущим устройством рекомендуется использовать средства защиты предплечья.
- Снимайте и устанавливайте защитные кожухи строго в соответствии с инструкцией. Не отключайте блокировки.
Проверка нулевого энергопотребления
- Убедитесь, что ротор не запускается: проведите пробный запуск после блокировки (в соответствии с вашей процедурой).
- Подтвердите неподвижность ротора.
- Сброс накопленной энергии:
- Снижайте гидравлическое давление там, где это необходимо.
- сбросить любое накопленное пневматическое давление,
- Зафиксируйте или механически поддержите любые выступающие компоненты (капоты/экраны), чтобы они не могли упасть.
⚠️ ПредупреждениеНикогда не пытайтесь «толкать» привод, чтобы проверить зазор. Все проверки вращения следует проводить при отключенном и контролируемом питании, используя методы, одобренные производителем оборудования.
Инструменты и измерения
Измерительные приборы
Перед тем как откручивать какие-либо ножевые застежки, подготовьте измерительные инструменты:
- Набор щупов, охватывающий ожидаемый диапазон зазоров.
- Динамометрический ключ (и любые коэффициенты увеличения крутящего момента, указанные производителем оборудования)
- Линейка и щупы (для проверки поверхности сидений)
- Циферблатный индикатор с магнитным основанием (удобен для проверки биения/осевого люфта)
- Инструменты для чистки: растворитель, безворсовые тряпки, латунная щетка/скребок.
- Маркер/красящий маркер и простой бланк для учета таможенных пошлин (бумажный или электронный).
Технические характеристики и допуски производителя.
Распродажа — это не универсальное решение. Всё зависит от:
- Геометрия ножа (угол наклона/сдвига),
- диаметр ротора и количество ножей.
- Конструкция ножа станины и механизм регулировки.
- Размер экрана и режим работы.
- и, что наиболее важно, что именно вы измельчаете.
Для получения дополнительной информации воспользуйтесь руководством пользователя от производителя:
- Целевой зазор между ротором и ножом мешалки (часто указывается в виде диапазона),
- Точки измерения и схема (количество точек измерения по всей длине ножа),
- Значения крутящего момента и порядок затяжки,
- а также любые требования к проверке в процессе эксплуатации/повторной проверке в горячем режиме.
Технические характеристики и помощь от производителя.
Если зазор между ножами постоянно смещается или вам не удается поддерживать равномерный зазор даже при тщательной регулировке, проблема часто кроется в источнике: изношенные посадочные места, неравномерная толщина ножей, поврежденные прокладки или крепежные элементы, не способные выдерживать усилие зажима.
Здесь важен правильный выбор поставщика. Прецизионно заточенные сменные ножи и комплекты прокладок подходящего размера помогут вам поддерживать стабильные зазоры с меньшим количеством проб и ошибок. При покупке запасных частей такие поставщики, как... МАКСТОР МЕТАЛЛ Обычно используются изготовленные на заказ прецизионно заточенные ножи и соответствующие наборы прокладок — это полезно, когда требуется повторяемая толщина и предсказуемые шаги регулировки для всего парка оборудования.
Осмотреть и подготовить
Чистка и обработка краев
Прежде чем измерять параметры щупом, убедитесь, что кромки и посадочные места ножей действительно заслуживают измерения:
- Очистите углубления ротора, посадочные места ножей и места крепления крепежных элементов (отсутствие застрявших частиц мусора, ржавчины или размазанного полимера).
- Осмотрите лезвия ножей:
- Сколы, опрокидывание или сильное скругление изменяют «эффективный» зазор.
- Локализованные повреждения могут вызывать прерывистый контакт в одной точке ротора.
- Проверьте крепежные элементы и шайбы на предмет растяжения, заедания или повреждения резьбы.
Выполняется, когда: сиденья чистые, металл к металлу, ножи плотно прилегают, а крепежные элементы находятся в заведомо исправном состоянии.
Проверьте завершение игры и финальный момент.
Равномерный зазор невозможен, если ротор вращается неровно.
- Проверьте биение ротора, если у вас есть доступ к индикатору.
- Проверьте состояние подшипников и осевой люфт ротора в соответствии с методикой производителя.
- Если осевой люфт чрезмерен, зазор с одной стороны может казаться «достаточным», в то время как ротор смещается под нагрузкой и закрывает этот зазор.
Выполняется, когда: биение/осевой люфт находятся в пределах допуска производителя (или вы приостановили работы по зачистке для устранения механической причины).
Краткое руководство по принятию решений (прежде чем продолжить регулировку зазора):
- Если зазор заметно изменяется при разных положениях ротораСначала сделайте паузу и проверьте биение/осевой люфт ротора и состояние подшипников — регулировка зазора не будет работать, пока вращение не станет ровным.
- Если показания слева/в центре/справа не параллельныПроверьте наличие заусенцев/выступов, загрязнений или поврежденной прокладки в более труднодоступном месте; устраните проблему с посадочным местом/прокладкой, прежде чем открывать весь нож.
- Если зазор «смещается» после окончательной затяжкиЕсли есть подозрение на неисправность крепежа/шайбы, неравномерную толщину ножа или загрязнение при посадке, очистите крепеж, затяните его поэтапно и замените сомнительные детали.
- Если во время контролируемого вращения руки обнаружено трениеНемедленно остановитесь и найдите место заедания; устраните причину (заусенец/деформация/несоосность), а не «обкатывайте».
Нож для крепления станины и монтажные поверхности
Большинство «загадочных» проблем с зазорами возникают на монтажных поверхностях:
- Проверьте посадочное место ножа станины/статора на наличие заусенцев, вмятин или выступающих краев.
- Убедитесь, что нож для разделки туш не погнут и не застрял в загрязненном месте.
- Убедитесь, что система регулировки (прокладки, винты, клинья) перемещается плавно и не заклинила.
Готово, когда: нож для крепления кровати плотно прилегает, имеется диапазон регулировки, и нет неровностей, которые могли бы имитировать узкий зазор.
Установите зазор для лезвия измельчителя.

Выберите целевой разрыв по материалу.
Окончательное значение указано только в руководстве производителя. Если вам нужна отправная точка, пока вы ждете подтверждения от производителя, используйте диапазоны, основанные на материале, только для проверки обоснованности — и рассматривайте их как примеры, а не как универсальные характеристики.
Примечание: Ниже представлены диапазоны цен на основе материалов. Только примеры, не относящиеся к OEM-производителю.Используйте их только для того, чтобы избежать явно неправильных настроек в ожидании подтверждения от производителя. Окончательный зазор должен быть установлен в соответствии со спецификациями производителя вашего измельчителя.
В качестве примера можно привести руководство Energycle по... Проверка с помощью щупа и примеры диапазонов зазоров между лезвиями измельчителя в зависимости от материала. (дата обращения: 06.04.2026). Они отмечают такие примеры пробелов, как:
- Пленки / тканые мешки: ~0,3–0,5 мм
- Размеры комков/выступов из жесткого пластика: ~0,5–1,0 мм
- Полые контейнеры/бутылки: ~1,0–2,0 мм
- Древесина/поддоны: ~1,5–3,0 мм
Напоминание: Приведенные выше значения принадлежат третьим лицам. примеры, не относящиеся к OEM-производителямНе следует рассматривать их как технические характеристики. Окончательные зазоры, места измерений и критерии приемки должны быть указаны в руководстве производителя вашего измельчителя, соответствующем точной геометрии ротора/ножа и режиму работы.
Регулировка с помощью прокладок/винтов.
Цель состоит не просто в том, чтобы «один раз достичь нужного значения». Важно обеспечить равномерный зазор по всей длине ножа и в различных положениях ротора.
Практическая последовательность:
- Сначала установите/проверьте ножи ротора. (согласно рекомендациям производителя). Убедитесь, что каждый нож полностью установлен на место, а крепежные элементы затянуты плотно, но не перетянуты.
- Установите нож статора/опорной пластины в нужное положение. используя метод регулировки вашего станка:
- Добавляйте/удаляйте прокладки с контролируемой толщиной, или
- Поворачивайте винты/клинья равномерно, чтобы нож продвигался параллельно ротору.
- Измерьте щупом.:
- Проверьте несколько точек по всей длине ножа (обычно минимум — слева, по центру и справа).
- Зафиксируйте, какая толщина образца "просто задевает", а какая не проходит проверку.
- Исправить неровность:
- Если один конец затянут сильнее, поправьте именно его, а не «открывайте» весь нож целиком.
- Если центр плотно прилегает, а концы болтаются (или наоборот), следует предположить проблему с посадкой ножа, заусенцы или деформацию.
Выполнено, когда: один и тот же целевой щуп обеспечивает стабильное легкое сопротивление в каждой указанной точке.
Последовательность затяжки и повторная проверка момента затяжки
Момент затяжки изменяет зазор. Нагрузка от зажима приводит к деформации ножа и может слегка смещать его при затягивании.
- Затягивайте крепежные элементы в соответствии с предписаниями производителя (часто по центру или крест-накрест).
- Затяжка производится поэтапно (например: 30% → 60% → 100% конечного момента затяжки), с повторной проверкой после последнего прохода.
- После затяжки проверьте зазор в следующем месте:
- те же точки вдоль ножа для крепления кровати,
- и несколько положений ротора (медленно вращайте ротор вручную, как это делает производитель).
Общая передовая практика, которую следует применять даже в смежных процессах резки, заключается в следующем: Проверьте зазор после затяжки, а затем проведите контролируемые проверки вращения вручную. перед включением машины. BladesG отмечает важность Повторная проверка зазора после затягивания крепежных элементов и выполнения нескольких циклов вращения. (дата обращения: 06.04.2026) (контекст гранулятора, но принцип проверки по-прежнему применим).
Завершено, когда: зазор остается в пределах допуска после окончательной затяжки, и отсутствует контакт на протяжении всего контролируемого вращения.
Проверка, обкатка и техническое обслуживание
Проверка поворота и контакта
Перед тем, как представить материал:
- Проверните ротор вручную (или с помощью одобренного производителем инструмента) как минимум на один полный оборот.
- Прислушайтесь и почувствуйте контакт.
- Если вы чувствуете трение, остановитесь и найдите место натяжения — не «втирайте».
Готово, когда: вращение плавное, без контакта и без заеданий.
Пробный запуск и повторная проверка
Зазор может измениться после первого термического цикла и первоначального осаждения.
- Начните с пробного запуска без нагрузки (согласно рекомендациям производителя): прислушайтесь к посторонним шумам и отслеживайте вибрацию.
- Приведите оборудование в нормальное рабочее состояние.
- Остановитесь в безопасном месте и проведите повторную проверку при высокой температуре, если это указано производителем (тепловое расширение может устранить зазор).
В руководстве по техническому обслуживанию лезвий измельчителя Energycle также рекомендуется период обкатки, после которого следует остановка и повторная затяжка болтов, при этом отмечается, что крепежные элементы могут немного ослабнуть после первоначальной усадки и циклов нагрева.
Выполняется, когда: после приработки подтверждается соответствие крепежных элементов заданным параметрам, а зазор остается в пределах допустимых значений при рабочей температуре (если применимо).
Интервалы технического обслуживания и записи
Для оперативных групп победа заключается в стабильности, а не в героических попытках устранения неполадок. Стабильность. зазор для лезвия измельчителя Это один из самых простых опережающих индикаторов для отслеживания тренда до того, как качество записи и сила тока начнут колебаться.
- Записывать:
- Обработанный материал (то, что вы переработали),
- целевой зазор, измеренные зазоры (по точкам),
- значения крутящего момента и дата/время.
- любые изменения толщины прокладки.
- Установите интервалы проверки в зависимости от режима работы:
- Для очистки абразивных или загрязненных потоков требуется более частая проверка.
- Чистое и однородное сырье часто позволяет увеличить интервал между проверками.
- Отслеживайте тенденции: если вы чаще увеличиваете зазор, чтобы поддерживать стабильность усилителей, это сигнал износа, который можно учитывать при планировании.
Это считается завершенным, когда: у вас есть повторяющийся журнал, позволяющий прогнозировать, когда потребуется следующая регулировка или замена ножа.
Журнал зазоров / крутящего момента / обкатки (шаблон)
Скопируйте и используйте эту таблицу повторно для каждого события корректировки:
| Элемент | Вход |
|---|---|
| Модель/серийный номер шредера | |
| Обработанный материал | |
| Идентификатор комплекта ножей ротора / часы работы | |
| Идентификация ножа для кровати / часы работы | |
| Зазор в целевой области (по спецификации OEM) | |
| Измеренные точки зазора (в холодном состоянии) | Слева: __ / В центре: __ / Справа: __ |
| Измеренные точки зазора (при необходимости — горячие). | Слева: __ / В центре: __ / Справа: __ |
| Положение ротора проверено. | __ позиций / __ оборотов |
| Технические характеристики момента затяжки крепежных элементов (OEM) | __ Нм |
| Метод/схема затяжки | __ (например, поэтапная схема 30–60–100%, перекрестная/центро-наружная) |
| Продолжительность/условия обкатки | __ минут, без нагрузки / с небольшой нагрузкой / с полной нагрузкой |
| Повторная затяжка после обкатки завершена. | Да / Нет |
| Примечания (шум, сила тока, вибрация, заменены прокладки) | |
| Техник / дата-время |
Схема поиска и устранения неисправностей: Симптомы → Вероятные причины → Решение
Используйте эту таблицу для ускорения диагностики при возникновении отклонений в производительности. Всегда применяйте процедуру блокировки и маркировки (LOTO) на вашем предприятии и следуйте инструкциям производителя перед внесением изменений.
| Симптом | Вероятная причина, связанная с очисткой. | Что проверить (экспресс-тесты) | Корректирующие действия |
|---|---|---|---|
| Более высокий ток/потребляемая мощность двигателя | Слишком малый зазор; неравномерный зазор, вызывающий прерывистый контакт; осевой люфт ротора, уменьшающий зазор под нагрузкой. | Проверьте наличие трения при контролируемом вращении руки; повторно проверьте зазор в нескольких положениях ротора; проверьте осевой люфт/биение в соответствии с рекомендациями производителя. | Открывайте нож крепления полотна небольшими, размеренными шагами; сначала исправьте тугой конец/место; устраните люфт/биение, прежде чем искать необходимый зазор. |
| Избыточный нагрев / плавление или размазывание (пластика) | Слишком большой зазор, вызывающий изгиб/загрязнение; затупившиеся/закругленные края, увеличивающие трение; загрязненные посадочные места, создающие неравномерный зазор. | Сравните форму частиц (размазанная или чисто срезанная); проверьте состояние кромок; убедитесь, что посадочные места чистые от контакта металла с металлом. | Уменьшить зазор в пределах допуска производителя; повернуть/заменить ножи; очистить седла и повторно затянуть болты. |
| Неравномерный размер частиц / слишком много «длинных полос» | Зазор слишком большой; нож стола не параллелен; соотношение экрана и ножа стола нарушено. | Измерьте расстояние влево/по центру/вправо и запишите результаты; проверьте равномерность перемещения ножа стола; убедитесь в правильной установке и фиксации экрана. | С помощью прокладок/винтов-домкратов выровняйте нож для крепления полотна параллельно; проверьте соответствие и состояние полотна; повторно проверьте после затяжки. |
| Сколы на лезвии ножа / внезапное повреждение режущей кромки | Слишком малый зазор; посторонние металлические частицы в подающем механизме; повреждены посадочные места ножей/прокладки, вызывающие точечный контакт. | Ищите следы ударов и локальные места заедания; осмотрите прокладки и посадочные поверхности; проверьте меры контроля загрязнения на предыдущем этапе. | Увеличить зазор до минимального значения, установленного производителем; заменить поврежденные прокладки/ножи; улучшить контроль подачи и отделение металла. |
| Громкое тиканье/металлический контакт во время вращения | Прямой контакт в одной точке ротора; заусенец/выступ на седле; деформированный нож. | Найдите надежное положение ротора; проверьте наличие заусенцев/вмятин на опорной пластине и гнезде ротора; проверьте прямолинейность ножа. | Удалите заусенцы/выступы; установите или замените деформированный нож; повторно затяните пошагово и проверьте еще раз. |
| Зазор «изменяется» после приложения крутящего момента или после работы двигателя в горячем состоянии. | Оседание/расслабление крепежных элементов; непостоянная толщина ножа; неспособность крепежа удерживать зажимную нагрузку; термическое расширение, приводящее к закрытию зазора. | Повторная проверка после окончательной затяжки и после приработки; осмотр крепежных элементов/шайб; проверка равномерности толщины режущего инструмента. | Затягивайте с шагом, указанным производителем; заменяйте сомнительные детали; используйте прецизионно заточенные ножи и одинаковые наборы прокладок; повторно проверяйте и записывайте результаты при высокой температуре. |
| Один конец всегда туго затянут / невозможно добиться параллельного зазора | Неровное положение седла ножа в станине; заедание механизма регулировки; проблема с выравниванием/биением ротора. | Проверка положения сиденья по линейке; подтверждение свободного хода регулировки; проверка индикатора на биение. | Правильно отрегулируйте поверхность или механизм крепления; перед окончательной установкой зазора проверьте соосность/биение ротора. |
Совет: Используйте эту матрицу в сочетании с простым журналом учета зазоров (измеренные точки + крутящий момент + температурный режим), чтобы выявлять тенденции до того, как ухудшится качество резки.
Заключение
Зазор между лезвием и ножом — это не тот параметр, который можно установить и забыть. Надежный метод следующий:
- Безопасность прежде всего. (Блокировка и маркировка, защита и подтвержденное нулевое энергопотребление)
- Однородность в пределах допуска (по всей длине ножа и по различным положениям ротора)
- Проверка после затяжки и после работы в горячем состоянии. (потому что оседание и термический рост — это реальные явления)
Следующие действия:
- Задокументируйте свои настройки и измерения.
- Отслеживайте тенденции изменения зазоров, потребляемой энергии, вибрации и выходных параметров.
- Корректируйте целевые значения в зависимости от материала и всегда придерживайтесь рекомендаций производителя.
Томми Танг — Старший инженер по продажам, Нанкинская металлургическая промышленностьТомми имеет 12 лет Опыт работы по подбору и применению промышленных лезвий для измельчительного и дробильного оборудования. Сертификаты: CSE, CME, Сертификат Six Sigma Green Belt, ПМП.
Примечание технического обзора: Данное руководство предназначено для общего использования в промышленном техническом обслуживании и содержит ссылки на распространенные источники. Принципы безопасности в стиле ISO/EN (Защита оборудования, безопасные методы изоляции). Всегда соблюдайте свои правила. процедура LOTO, специфичная для конкретного участка и ваш шредер Руководство OEM для получения окончательных значений зазоров, технических характеристик крутящего момента и утвержденных методов вращения/проверки.