
Le jeu des lames du broyeur (l'espace entre les couteaux du rotor et le couteau fixe/stator) est l'un de ces réglages qui contrôle discrètement tout ce qui vous importe sur un broyeur à arbre unique : la qualité de coupe et la taille de sortie, le débit, la consommation d'énergie et la durée de vie de vos couteaux avant qu'ils ne s'ébrèchent, ne roulent ou ne commencent à « polir » au lieu de couper.
Un écartement trop important risque de provoquer le plissement, le froissement et l'étalement du matériau dans la zone de coupe. Ceci se traduit souvent par une surchauffe, une augmentation de l'intensité du courant, une granulométrie irrégulière et un temps de recirculation plus long. À l'inverse, un écartement trop faible peut entraîner un contact métal sur métal, des dommages soudains aux bords, des vibrations et une rupture de boulon transformant un arrêt prévu en un arrêt imprévu.
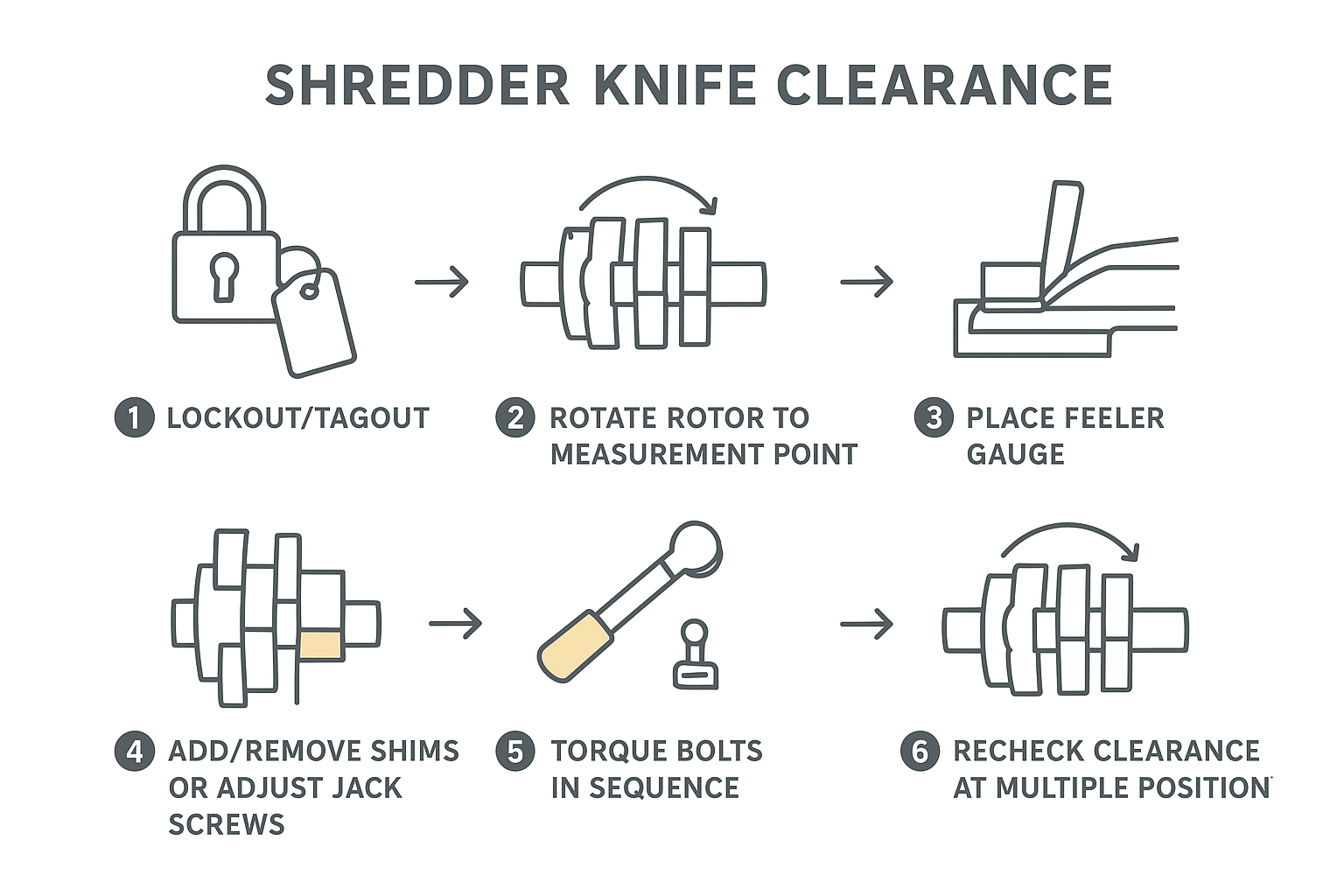
Dans cet article, vous suivrez une procédure étape par étape pour régler l'entrefer rotor-stator de manière sûre et précise, puis vérifierez le réglage après serrage et après un fonctionnement à chaud. L'objectif est d'obtenir un résultat reproductible. dégagement de la lame du broyeur qui reste dans les tolérances du fabricant d'origine sur toute la longueur de la lame.
Vérifiez toujours les numéros exacts, la séquence et les valeurs de couple dans le manuel du fabricant de votre broyeur avant de procéder.
Important (Avis de sécurité et de responsabilité) : Cet article décrit la procédure générale de maintenance pour le réglage du jeu des lames de votre broyeur. Manuel du fabricant d'origine, Procédures de consignation/de séquençage spécifiques au siteet applicable exigences de sécurité des machines de l'UE En cas de conflit, suivez les procédures du fabricant et celles de votre site.
La sécurité avant tout
Étapes de consignation/d'étiquetage
- Avertir le service des opérations et isoler la machine pour maintenance.
- Suivez la procédure de consignation/déconsignation de votre site : verrouillez le sectionneur principal et toutes les alimentations auxiliaires.
- Apportez des étiquettes permettant d'identifier la personne responsable et le périmètre des travaux.
- Si votre broyeur est équipé de systèmes hydrauliques ou pneumatiques (poussoir, levage de la grille, pinces de capot), isolez et verrouillez également ces sources d'énergie.
Équipements de protection individuelle et gardes
- Gants résistants aux coupures adaptés à la manipulation de couteaux, ainsi que lunettes de sécurité et chaussures de protection.
- Pensez à protéger vos avant-bras lorsque vous introduisez la main dans la chambre de coupe.
- Retirez et réinstallez les protections exactement comme prévu. Ne forcez pas les dispositifs de verrouillage.
Vérifier l'énergie zéro
- Vérifiez que le rotor ne peut pas démarrer : test de démarrage après verrouillage (conformément à votre procédure).
- Vérifier l'arrêt du rotor.
- Libérer l'énergie stockée :
- purger la pression hydraulique le cas échéant,
- libérer toute pression pneumatique stockée,
- Bloquez ou soutenez mécaniquement tous les composants surélevés (capots/écrans) afin qu'ils ne puissent pas tomber.
⚠️ AvertissementNe jamais brusquer le disque dur pour vérifier le jeu. Tous les contrôles de rotation doivent être effectués hors tension et sous tension contrôlée, selon les méthodes approuvées par le constructeur.
Outils et mesures
Instruments de mesure
Préparez vos outils de mesure avant de desserrer les fixations du couteau :
- Jeu de jauges d'épaisseur couvrant votre plage de jeu prévue
- Clé dynamométrique (et tout multiplicateur de couple spécifié par le constructeur)
- Règle et jauges d'épaisseur (pour vérifier les faces d'appui)
- Comparateur à cadran avec base magnétique (utile pour les contrôles de faux-rond/jeu axial)
- Outils de nettoyage : solvant, chiffons non pelucheux, brosse/grattoir en laiton
- Un marqueur/stylo de peinture et une simple fiche de suivi des dédouanements (papier ou numérique)
Spécifications et tolérances du fabricant d'origine
Les soldes ne sont pas une solution unique. Cela dépend de :
- géométrie du couteau (angle d'inclinaison/de cisaillement),
- diamètre du rotor et nombre de couteaux,
- Conception et mécanisme de réglage du couteau de lit,
- taille et fonction de l'écran,
- et, surtout, ce que vous êtes en train de déchiqueter.
Utilisez le manuel du fabricant pour :
- jeu cible entre le rotor et le plateau (souvent spécifié sous forme de plage),
- points de mesure et motif (nombre d'emplacements sur la longueur du couteau),
- valeurs de couple et ordre de serrage,
- et toutes les exigences de rodage/vérification à chaud.
Spécifications et assistance du fabricant d'équipement d'origine (OEM)
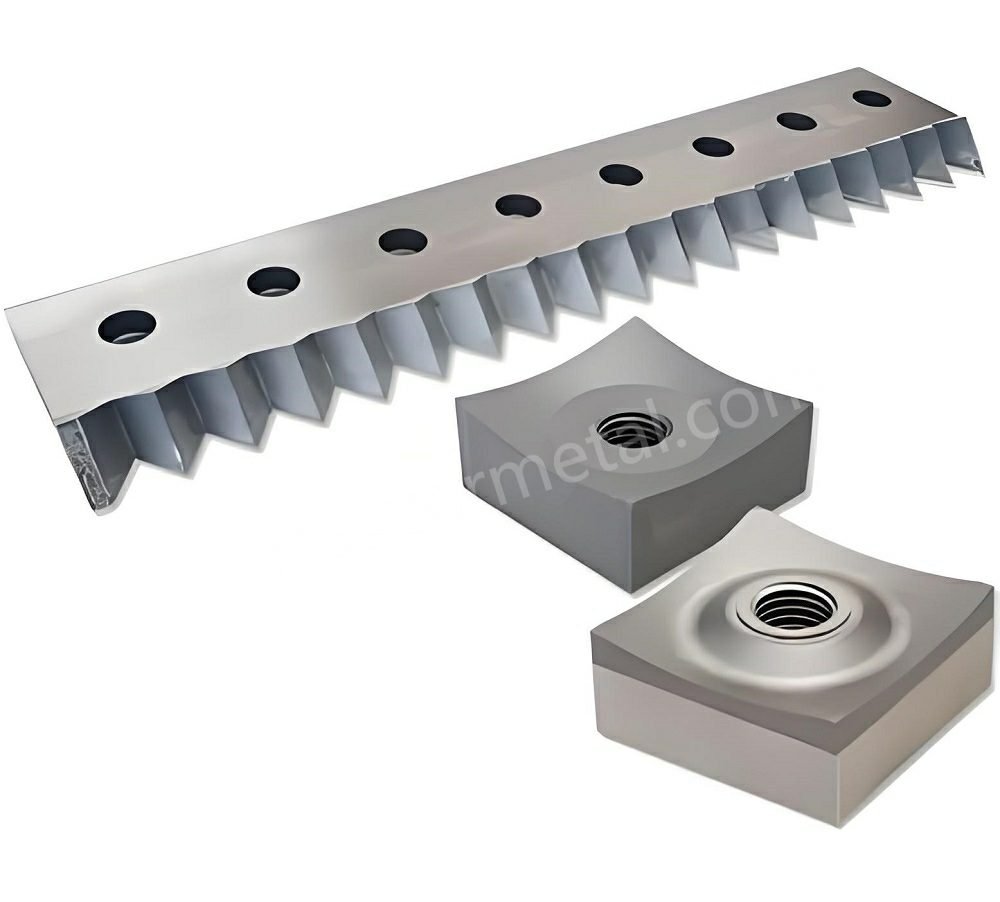
Si l'écartement de votre couteau continue de dériver ou si vous ne parvenez pas à maintenir un jeu uniforme même avec un réglage précis, le problème se situe souvent en amont : sièges usés, épaisseur de couteau irrégulière, cales endommagées ou matériel incapable de maintenir la charge de serrage.
C’est là que le choix des fournisseurs est crucial. Des lames de rechange rectifiées avec précision et des kits de cales adaptés vous permettent de maintenir des jeux constants en réduisant les tâtonnements. Lors de l’achat de pièces de rechange, des fournisseurs comme… MAXTOR MÉTAL Ils prennent généralement en charge les lames rectifiées sur mesure et les jeux de cales correspondants, utiles lorsque vous avez besoin d'une épaisseur répétable et d'étapes de réglage prévisibles sur l'ensemble d'une flotte.
Inspecter et préparer
Conditionnement propre et des bords
Avant de traquer une valeur avec une jauge d'épaisseur, assurez-vous que les arêtes de couteau et les sièges valent la peine d'être mesurés :
- Nettoyer les logements des rotors, les sièges des couteaux de lit et les sièges des fixations (pas de débris coincés, de calamine ou de polymère étalé).
- Inspectez le tranchant des couteaux :
- L’écaillage, le roulage ou l’arrondi important modifient le dégagement « effectif »,
- Des dommages localisés peuvent provoquer un contact intermittent à un endroit du rotor.
- Inspectez les fixations et les rondelles pour détecter tout étirement, grippage ou filetage endommagé.
Terminé lorsque : les sièges sont propres métal contre métal, les couteaux sont bien alignés et les fixations sont en bon état.
Vérifiez la zone de jeu et le jeu final
Un jeu uniforme est impossible si le rotor ne tourne pas droit.
- Vérifiez le faux-rond du rotor si vous avez accès à un indicateur.
- Vérifier l'état des roulements et le jeu axial du rotor selon la méthode du fabricant.
- Si le jeu axial est excessif, le dégagement d'un côté peut sembler « correct » pendant que le rotor se déplace sous la charge et réduit l'écart.
À effectuer lorsque : le faux-rond/le jeu axial sont dans les tolérances du fabricant (ou si vous avez interrompu le travail de réglage du jeu pour corriger la cause mécanique).
Guide de décision rapide (avant de continuer à ajuster le jeu) :
- Si l'écart change sensiblement à différentes positions du rotor, faites une pause et vérifiez d'abord le faux-rond/le jeu axial du rotor et l'état des roulements ; le réglage du jeu ne tiendra pas tant que la rotation ne sera pas correcte.
- Si les lectures gauche/centre/droite ne sont pas parallèles, inspectez la zone la plus étroite pour détecter toute bavure, aspérité, contamination ou cale endommagée ; corrigez le problème de siège/cale avant d’ouvrir complètement le couteau.
- Si le jeu « bouge » après le couple final, état suspecté des fixations/rondelles, épaisseur inégale de la lame ou contamination du siège ; nettoyer, serrer par étapes et remplacer les pièces douteuses.
- Si un frottement est détecté lors de la rotation contrôlée de la main, arrêtez immédiatement et localisez le point de blocage ; supprimez la cause (bavure/distorsion/désalignement) plutôt que de « roder ».
Lame de lit et surfaces de montage
La plupart des problèmes de dégagement « mystérieux » proviennent des surfaces de montage :
- Vérifiez que le siège du couteau du lit/stator ne présente pas de bavures, de bosses ou de bords surélevés.
- Vérifiez que la lame du lit n'est pas tordue ou posée sur une surface contaminée.
- Vérifiez que le système de réglage (cales, vis de réglage, coins) se déplace sans à-coups et n'est pas en butée.
Terminé lorsque : le couteau de lit repose à plat, la plage de réglage est disponible et il n'y a pas de points hauts qui pourraient simuler un écart réduit.
Réglage du dégagement de la lame du broyeur

Choisir l'écart cible par matériau
Seul le manuel du constructeur fait foi pour la valeur définitive. En attendant la confirmation du constructeur, si vous avez besoin d'un point de départ, utilisez les plages de valeurs basées sur les matériaux uniquement à titre indicatif et considérez-les comme des exemples, et non comme des spécifications universelles.
Note: Les gammes basées sur les matériaux ci-dessous sont Exemples non OEM uniquementUtilisez-les uniquement pour éviter des réglages manifestement incorrects en attendant la confirmation du fabricant. Le jeu final doit être conforme aux spécifications du fabricant de votre broyeur.
À titre d'exemple, citons le guide d'Energycle sur Vérification à l'aide de jauges d'épaisseur et exemples de plages d'écartement des lames de broyeur selon le matériau (consulté le 06/04/2026). Ils relèvent des exemples de lacunes telles que :
- Films / sacs tissés : ~0,3–0,5 mm
- Amas/purge de plastiques rigides : ~0,5–1,0 mm
- Récipients/bouteilles creux : ~1,0–2,0 mm
- Bois/palettes : ~1,5–3,0 mm
Rappel: Les valeurs ci-dessus proviennent de tiers. exemples non OEMCes informations ne constituent pas des spécifications. Le jeu final, les points de mesure et les critères d'acceptation doivent être consultés dans le manuel du fabricant de votre broyeur, en fonction de la géométrie et du fonctionnement exacts de votre rotor/lame.
Réglage avec cales/vis de réglage
L'objectif n'est pas simplement d'« atteindre le chiffre une seule fois ». Il s'agit d'obtenir un écart uniforme sur toute la longueur de la lame et sur plusieurs positions du rotor.
Une séquence pratique :
- Installez/vérifiez d'abord les lames du rotor. (Selon les instructions du fabricant). Assurez-vous que chaque couteau est bien en place et que les fixations sont serrées sans être excessivement serrées.
- Mettre en position le couteau lit/stator en utilisant la méthode de réglage de votre machine :
- Ajouter/retirer des cales par paliers d'épaisseur contrôlés, ou
- Tournez les vis/cales de levage uniformément pour que le couteau avance parallèlement au rotor.
- Mesurer avec une jauge d'épaisseur:
- Vérifiez plusieurs points sur toute la longueur du couteau (gauche/centre/droite est un minimum courant).
- Notez quelle épaisseur de jauge « frotte » par rapport à celle qui ne passe pas.
- Corriger les irrégularités:
- Si une extrémité est plus serrée, corrigez cette extrémité plutôt que d’« ouvrir » tout le couteau.
- Si le centre est bien ajusté avec des extrémités lâches (ou l'inverse), suspectez un problème de siège, une bavure ou une déformation de la lame.
Terminé lorsque : la même jauge d'épaisseur cible s'ajuste avec une légère résistance constante à chaque point spécifié.
Séquence de serrage et vérification
Le couple de serrage modifie le jeu. La force de serrage stabilise la lame et peut la tirer légèrement lors du serrage.
- Serrer les fixations selon le schéma prescrit par le fabricant (souvent en commençant par le centre ou en formant une croix).
- Couple par étapes (par exemple : 30% → 60% → 100% de couple final), revérification après le passage final.
- Après le serrage, vérifiez à nouveau le jeu à :
- les mêmes points le long du couteau de lit,
- and multiple rotor positions (rotate the rotor slowly by hand per OEM method).
A general best practice—reinforced even in adjacent cutting applications—is to verify clearance after tightening and then do controlled hand-rotation checks before powering the machine. BladesG notes the importance of rechecking clearance after tightening fasteners and rotating through several cycles (accessed 2026-04-06) (granulator context, but the verification principle still applies).
Done when: the clearance remains within tolerance after final torque, and there is no contact through a full controlled rotation.
Vérifier, roder et entretenir
Rotate and Contact Check
Before you introduce material:
- Rotate the rotor by hand (or with OEM-approved tooling) through at least one full revolution.
- Listen and feel for contact.
- If you detect rubbing, stop and find the tight point—don’t “run it in.”
Done when: rotation is smooth, with no contact and no tight spots.
Trial Run and Hot Recheck
Clearance can shift after the first thermal cycle and initial settling.
- Start with a no-load trial run (per OEM): listen for abnormal noise and monitor vibration.
- Bring the machine up to normal operating condition.
- Stop safely and perform a hot recheck if your OEM specifies it (thermal growth can close the gap).
Energycle also advises a run-in period followed by a stop and re-torque of bolts in their shredder blade maintenance guidance, noting that fasteners can loosen slightly after initial settling and heat cycling.
Done when: fasteners are confirmed at spec after run-in, and clearance remains within tolerance at operating temperature (when applicable).
Maintenance Intervals and Records
For operations teams, the win is consistency—not hero troubleshooting. Stable dégagement de la lame du broyeur is one of the easiest leading indicators to trend before cut quality and amps drift.
- Record:
- material run (what you processed),
- target clearance, measured clearances (by point),
- torque values, and date/time,
- any shim thickness changes.
- Set inspection intervals based on duty:
- abrasive or contaminated streams need more frequent checks,
- clean, consistent feedstock can often run longer between verifications.
- Track trends: if you’re opening the gap more often to keep amps stable, that’s a wear signal you can plan around.
Done when: you have a repeatable log that lets you predict when the next adjustment or knife change is due.
Clearance / Torque / Run-In Log (Template)
Copy and reuse this table for each adjustment event:
| Article | Entry |
|---|---|
| Shredder model / serial | |
| Material processed | |
| Rotor knife set ID / hours | |
| Bed knife ID / hours | |
| Target clearance (OEM spec) | |
| Measured clearance points (cold) | Left: __ / Center: __ / Right: __ |
| Measured clearance points (hot, if required) | Left: __ / Center: __ / Right: __ |
| Rotor positions checked | __ positions / __ revolutions |
| Fastener torque spec (OEM) | __ Nm |
| Torque method / pattern | __ (e.g., staged 30–60–100%, cross/center-out) |
| Run-in duration / conditions | __ minutes, no-load / light-load / full-load |
| Re-torque completed after run-in | Yes / No |
| Notes (noise, amps, vibration, shims changed) | |
| Technician / date-time |
Matrice de dépannage : Symptômes → Causes probables → Solution
Use this table to speed up diagnosis when performance drifts. Always apply your site LOTO procedure and follow OEM instructions before adjusting.
| Symptôme | Likely clearance-related cause | What to check (quick tests) | Mesures correctives |
|---|---|---|---|
| Higher motor amps / power draw | Gap too tight; uneven gap causing intermittent contact; rotor endplay closing the gap under load | Feel for rub during controlled hand rotation; recheck clearance at multiple rotor positions; check endplay/runout per OEM | Open the bed knife in small, measured steps; correct the tight end/spot first; fix endplay/runout before chasing clearance |
| Excess heat / melting or smearing (plastics) | Gap too wide causing bending/smearing; dull/rolled edges increasing friction; contaminated seats creating non-uniform gap | Compare particle shape (smeared vs. clean cut); inspect edge condition; verify seats are clean metal-to-metal | Reduce gap within OEM tolerance; rotate/replace knives; clean seats and re-torque |
| Inconsistent particle size / too many “long strips” | Gap too wide; bed knife not parallel; screen/bed knife relationship off | Measure left/center/right and record; check bed knife adjustment moves evenly; verify screen is installed and seated correctly | Bring bed knife parallel using shims/jack screws; confirm screen fit and condition; re-verify after torque |
| Knife chipping / sudden edge damage | Gap too tight; foreign metal in feed; knife seats/shims damaged causing point contact | Look for impact marks and localized tight points; inspect shims and seat faces; review contamination control upstream | Increase clearance to OEM minimum; replace damaged shims/knives; improve feed inspection and metal separation |
| Loud ticking/metallic contact during rotation | Direct contact at one rotor position; burr/high spot on seat; distorted knife | Find the tight rotor position; check for burrs/dents on bed seat and rotor pocket; check knife straightness | Remove burrs/high spots; reseat or replace distorted knife; re-torque in steps and recheck |
| Clearance “drifts” after torque or after a hot run | Fastener settling/relaxation; inconsistent knife thickness; hardware not holding clamp load; thermal growth closing gap | Recheck after final torque and after run-in; inspect fasteners/washers; verify knife thickness consistency | Torque in stages per OEM; replace questionable hardware; use precision-ground knives and consistent shim packs; hot-recheck and record |
| One end always tight / cannot achieve parallel gap | Bed knife seat not flat; adjustment mechanism binding; rotor alignment/runout issue | Straightedge check on seat; confirm adjustment has free travel; indicator check for runout | Correct mounting surface or mechanism; address rotor alignment/runout before setting final clearance |
Tip: Pair this matrix with a simple clearance log (measured points + torque + temperature state) so you can spot trends before cut quality degrades.
Conclusion
Blade clearance isn’t a “set it and forget it” number. The reliable method is:
- Safety first (LOTO, guarding, and verified zero energy)
- Uniformity within tolerance (across the knife length and across rotor positions)
- Verification after torque and after a hot run (because settling and thermal growth are real)
Next actions:
- Document your settings and measurements.
- Monitor trends in clearance changes, energy draw, vibration, and output size.
- Adjust targets by material and always anchor final values to OEM guidance.
Tommy Tang — Senior Sales Engineer, Nanjing METAL Industriel. Tommy has 12 ans of experience supporting industrial blade selection and application for shredding and size-reduction equipment. Certifications: CSE, Formation médicale continue, Ceinture verte Six Sigma, PMP.
Technical review note: This guide is written for general industrial maintenance use and references common ISO/EN-style safety principles (machine guarding, safe isolation practices). Always follow your site-specific LOTO procedure and your shredder Manuel du fabricant d'origine for the final clearance values, torque specs, and approved rotation/verification methods.