
Jarak bebas pisau penghancur (celah antara pisau rotor dan pisau alas/stator tetap) adalah salah satu pengaturan yang secara diam-diam mengontrol semua hal yang Anda pedulikan pada penghancur poros tunggal: kualitas pemotongan dan ukuran hasil, kapasitas produksi, konsumsi energi, dan berapa lama pisau Anda bertahan sebelum retak, melengkung, atau mulai "memoles" alih-alih memotong.
Jika celahnya terlalu lebar, material cenderung bengkok, terlipat, dan menyebar di zona pemotongan. Hal itu seringkali menyebabkan panas berlebih, arus listrik lebih tinggi, ukuran partikel tidak konsisten, dan waktu sirkulasi ulang yang lebih lama. Jika celahnya terlalu rapat, Anda berisiko mengalami kontak logam ke logam, kerusakan tepi yang tiba-tiba, getaran, dan kegagalan baut yang mengubah penghentian yang direncanakan menjadi penghentian yang tidak direncanakan.
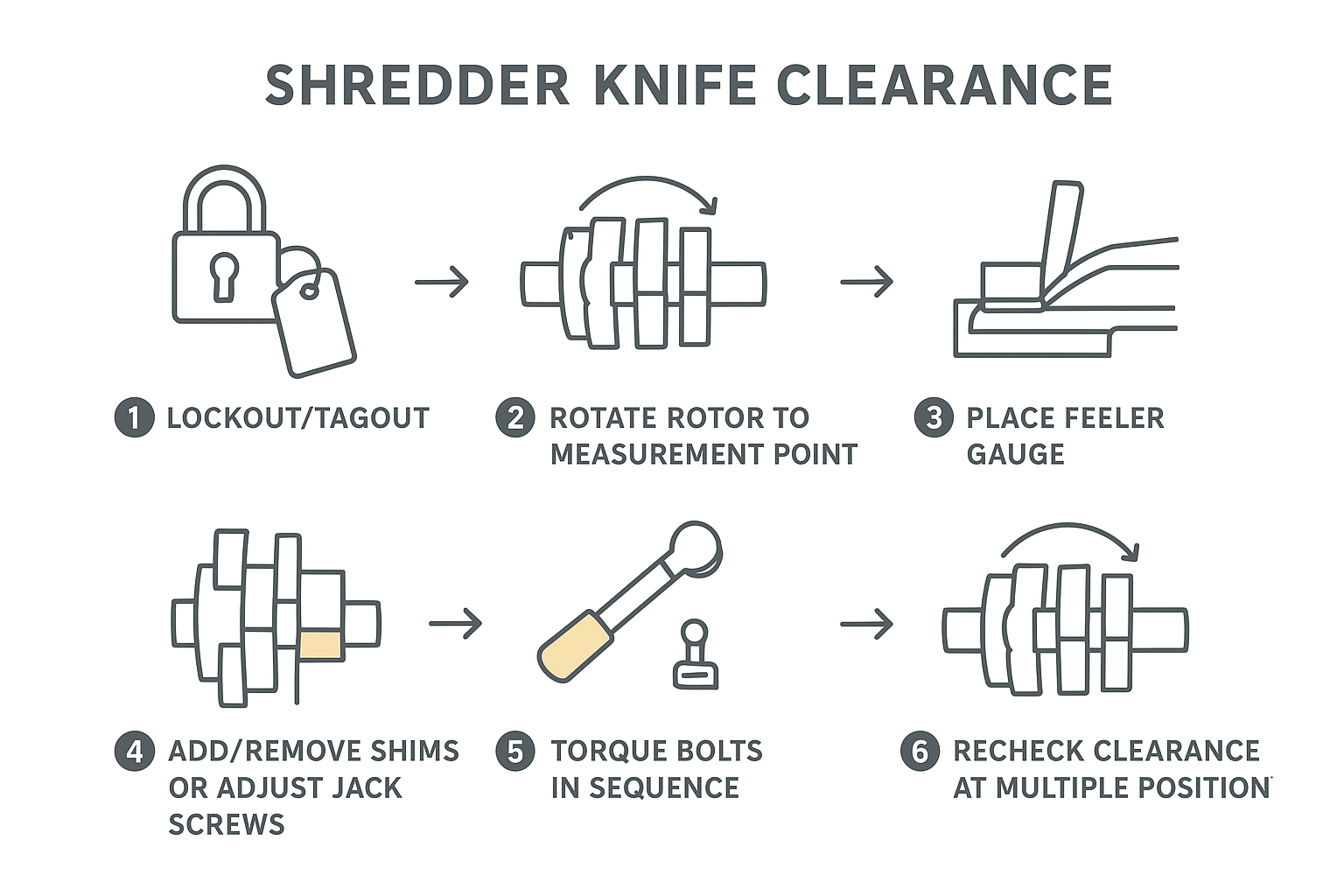
Pada artikel ini, Anda akan mengikuti proses langkah demi langkah untuk mengatur celah pisau rotor-stator dengan aman dan akurat—kemudian memverifikasi pengaturan setelah pengencangan torsi dan setelah pengoperasian panas. Tujuannya adalah agar hasilnya dapat diulang. jarak bebas pisau penghancur yang tetap berada dalam toleransi OEM di sepanjang keseluruhan panjang pisau.
Selalu verifikasi angka, urutan, dan nilai torsi yang tepat dengan manual pabrikan mesin penghancur kertas Anda sebelum melanjutkan.
Penting (Pemberitahuan Keselamatan & Tanggung Jawab): Artikel ini memberikan alur kerja perawatan umum untuk mengatur jarak bebas pisau penghancur. Mesin Anda Manual OEM, LOTO/SOP khusus lokasidan berlaku Persyaratan keselamatan mesin Uni Eropa Utamakan hal tersebut. Jika terjadi konflik, ikuti prosedur OEM dan prosedur di lokasi Anda.
Keselamatan adalah Prioritas Utama
Langkah-langkah Penguncian/Penandaan
- Beri tahu bagian operasional dan isolasi mesin untuk perawatan.
- Ikuti prosedur LOTO di lokasi Anda: matikan sakelar utama dan semua saluran tambahan.
- Gunakan label yang mengidentifikasi orang yang bertanggung jawab dan ruang lingkup pekerjaan.
- Jika mesin penghancur Anda memiliki sistem hidrolik atau pneumatik (pendorong, pengangkat saringan, penjepit penutup), isolasi dan kunci juga sumber energi tersebut.
APD dan Penjaga
- Sarung tangan tahan potong yang cocok untuk menangani pisau, ditambah kacamata pengaman dan alas kaki pelindung.
- Pertimbangkan untuk menggunakan pelindung lengan bawah saat menjangkau ke dalam ruang pemotong.
- Lepaskan dan pasang kembali pelindung persis seperti yang dirancang. Jangan merusak pengunci.
Verifikasi Energi Nol
- Verifikasi bahwa rotor tidak dapat berputar: uji coba putaran setelah penguncian (sesuai prosedur Anda).
- Konfirmasikan bahwa rotor dalam keadaan diam.
- Lepaskan energi yang tersimpan:
- Kurangi tekanan hidrolik jika diperlukan,
- melepaskan tekanan pneumatik yang tersimpan,
- Blokir atau berikan penyangga mekanis pada komponen yang terangkat (penutup/layar) agar tidak jatuh.
⚠️ PeringatanJangan pernah "menabrak" poros penggerak untuk memeriksa jarak bebas. Semua pemeriksaan rotasi harus dilakukan dengan daya dimatikan dan dikendalikan, menggunakan metode yang disetujui oleh pabrikan (OEM).
Alat dan Pengukuran
Instrumen Pengukuran
Siapkan alat ukur Anda sebelum melonggarkan pengencang pisau apa pun:
- Set alat ukur celah yang mencakup rentang celah yang Anda harapkan.
- Kunci momen (dan semua pengali momen yang ditentukan oleh pabrikan)
- Penggaris lurus dan alat pengukur celah (untuk memeriksa permukaan dudukan)
- Indikator putar dengan alas magnet (berguna untuk pengecekan runout/endplay)
- Alat pembersih: pelarut, kain bebas serat, sikat/pengikis kuningan
- Spidol/pena cat dan lembar catatan izin sederhana (kertas atau digital)
Spesifikasi dan Toleransi OEM
Diskon besar-besaran bukanlah sesuatu yang berlaku untuk semua. Hal ini bergantung pada:
- geometri pisau (kemiringan/sudut geser),
- diameter rotor dan jumlah pisau,
- Desain pisau alas dan mekanisme penyesuaiannya,
- ukuran layar dan tugasnya,
- dan, yang terpenting, apa yang Anda hancurkan.
Gunakan buku panduan pabrikan (OEM) Anda untuk:
- jarak bebas rotor-ke-pisau alas target (sering ditentukan sebagai rentang),
- titik pengukuran dan pola (berapa banyak lokasi di sepanjang pisau),
- nilai torsi dan urutan pengencangan,
- dan persyaratan pengujian awal/pemeriksaan ulang saat mesin panas.
Spesifikasi dan Bantuan OEM
Jika celah pisau Anda terus bergeser atau Anda tidak dapat mempertahankan jarak bebas yang seragam meskipun telah melakukan penyesuaian dengan hati-hati, masalahnya seringkali berada di bagian hulu: dudukan yang aus, ketebalan pisau yang tidak konsisten, shim yang rusak, atau perangkat keras yang tidak dapat menahan beban penjepit.
Di sinilah pentingnya pengadaan. Pisau pengganti yang diasah dengan presisi dan kit shim dengan ukuran yang tepat membantu Anda mempertahankan jarak bebas yang konsisten dengan lebih sedikit coba-coba. Saat Anda membeli suku cadang pengganti, pemasok seperti... LOGAM MAXTOR Umumnya mendukung pisau yang diasah secara presisi dan paket shim yang sesuai—berguna ketika Anda membutuhkan ketebalan yang berulang dan langkah penyesuaian yang dapat diprediksi di seluruh armada.
Periksa dan Siapkan
Kondisi Bersih dan Tepi
Sebelum Anda mengukur suatu angka dengan alat ukur celah, pastikan bagian tepi dan dudukan pisau memang layak diukur:
- Bersihkan rongga rotor, dudukan pisau alas, dan dudukan pengencang (tidak ada kotoran yang terjebak, kerak karat, atau polimer yang menempel).
- Periksa bagian tepi pisau:
- Pengikisan, pengguliran, atau pembulatan yang berlebihan mengubah jarak bebas "efektif",
- Kerusakan lokal dapat menyebabkan kontak terputus-putus pada satu posisi rotor.
- Periksa pengencang dan ring untuk melihat adanya peregangan, pengikisan, atau kerusakan ulir.
Selesai bila: dudukan bersih dari logam ke logam, pisau terpasang rata, dan pengencang dalam kondisi baik.
Periksa Runout dan Endplay
Jarak bebas yang seragam tidak mungkin tercapai jika rotor tidak berputar dengan benar.
- Periksa kelurusan rotor jika Anda memiliki akses ke indikator.
- Periksa kondisi bantalan dan celah ujung rotor sesuai metode pabrikan.
- Jika celah aksial terlalu besar, jarak bebas di satu sisi mungkin terlihat "baik" sementara rotor bergeser di bawah beban dan menutup celah tersebut.
Selesai bila: runout/endplay berada dalam toleransi OEM (atau Anda telah menghentikan sementara pekerjaan penyetelan celah untuk memperbaiki penyebab mekanisnya).
Panduan pengambilan keputusan cepat (sebelum Anda terus menyesuaikan jarak bebas):
- Jika celah berubah secara signifikan pada posisi rotor yang berbeda, berhentilah sejenak dan periksa kelurusan/celah putaran rotor dan kondisi bantalan terlebih dahulu—penyetelan celah tidak akan bertahan sampai putaran benar.
- Jika pembacaan kiri/tengah/kanan tidak sejajarPeriksa apakah ada gerigi/tonjolan, kontaminasi, atau shim yang rusak pada area yang lebih sempit; perbaiki masalah dudukan/shim sebelum membuka seluruh pisau.
- Jika jarak bebas "berubah" setelah pengencangan akhirPeriksa kondisi pengencang/ring yang mencurigakan, ketebalan pisau yang tidak rata, atau kontaminasi pada dudukan; bersihkan, kencangkan secara bertahap, dan ganti perangkat keras yang bermasalah.
- Jika gesekan terdeteksi selama rotasi tangan terkontrol, segera berhenti dan temukan titik yang macet; hilangkan penyebabnya (gerigi/distorsi/ketidaksejajaran) daripada "membiarkannya berjalan terus".
Pisau Alas dan Permukaan Pemasangan
Sebagian besar masalah "misterius" terkait jarak bebas berasal dari permukaan pemasangan:
- Periksa dudukan pisau alas/stator untuk melihat adanya gerigi, penyok, atau tepi yang menonjol.
- Pastikan pisau alas mesin pemotong rumput tidak bengkok atau menempel pada kontaminasi.
- Pastikan sistem penyetelannya (shim, sekrup dongkrak, baji) bergerak dengan lancar dan tidak mentok.
Selesai ketika: dudukan pisau alas rata, rentang penyesuaian tersedia, dan tidak ada bagian yang menonjol yang akan menyamarkan celah yang rapat.
Setel Jarak Bebas Pisau Penghancur

Pilih Target Gap berdasarkan Material
Buku panduan OEM Anda adalah satu-satunya sumber acuan untuk angka akhir. Jika Anda memerlukan titik awal sambil menunggu konfirmasi dari OEM, gunakan rentang berbasis material hanya sebagai pengecekan rasionalitas—dan perlakukan rentang tersebut sebagai contoh, bukan spesifikasi universal.
Catatan: Rentang berbasis material di bawah ini adalah hanya contoh non-OEMGunakan petunjuk ini hanya untuk menghindari pengaturan yang jelas salah sambil menunggu konfirmasi dari pabrikan (OEM). Jarak bebas akhir harus diatur sesuai dengan spesifikasi OEM mesin penghancur kertas Anda.
Salah satu referensi ilustratif adalah panduan Energycle tentang Verifikasi feeler-gauge dan contoh rentang celah pisau penghancur berdasarkan material. (diakses 2026-04-06). Mereka mencatat beberapa contoh kesenjangan seperti:
- Film/tas anyaman: ~0,3–0,5 mm
- Gumpalan/pembuangan plastik kaku: ~0,5–1,0 mm
- Wadah/botol berongga: ~1,0–2,0 mm
- Kayu/palet: ~1,5–3,0 mm
Pengingat: Nilai-nilai di atas adalah nilai dari pihak ketiga. contoh non-OEMJangan anggap ini sebagai spesifikasi. Jarak bebas akhir, lokasi pengukuran, dan kriteria penerimaan harus berasal dari manual OEM mesin penghancur Anda untuk geometri rotor/pisau dan beban kerja yang tepat.
Sesuaikan dengan Shim/Sekrup Dongkrak
Tujuannya bukan hanya "mencapai angka tersebut sekali saja." Melainkan untuk mencapai celah yang seragam di sepanjang pisau dan di berbagai posisi rotor.
Urutan praktis:
- Pasang/konfirmasi pisau rotor terlebih dahulu. (sesuai petunjuk pabrikan). Pastikan setiap pisau terpasang sepenuhnya dan pengencangnya kencang tetapi jangan terlalu kencang.
- Posisikan pisau alas/stator dengan tepat. menggunakan metode penyetelan mesin Anda:
- Tambahkan/hapus shim dalam langkah ketebalan yang terkontrol, atau
- Putar sekrup/baji dongkrak secara merata agar pisau bergerak sejajar dengan rotor.
- Ukur dengan feeler gauge:
- Periksa beberapa titik di sepanjang pisau (kiri/tengah/kanan adalah minimum yang umum).
- Catat ketebalan pengukur mana yang "hampir tidak bisa lewat" dan mana yang tidak bisa lewat.
- Perbaiki ketidakrataan:
- Jika salah satu ujungnya lebih kencang, perbaiki ujung tersebut daripada "membuka" seluruh pisau.
- Jika bagian tengah kencang tetapi ujung-ujungnya longgar (atau sebaliknya), curigai masalah pada dudukan, gerigi, atau distorsi pisau.
Selesai bila: alat ukur celah target yang sama pas dengan hambatan ringan yang konsisten di setiap titik yang ditentukan.
Urutan Pengencangan Torsi dan Pemeriksaan Ulang
Torsi mengubah jarak bebas. Beban penjepit menstabilkan pisau dan dapat menariknya sedikit saat Anda mengencangkan.
- Kencangkan pengencang sesuai pola yang ditentukan oleh pabrikan (seringkali dari tengah ke luar atau pola silang).
- Torsi diberikan secara bertahap (misalnya: 30% → 60% → 100% torsi akhir), dan diperiksa kembali setelah langkah terakhir.
- Setelah dikencangkan, periksa kembali jarak bebas pada:
- titik yang sama di sepanjang pisau tempat tidur,
- dan beberapa posisi rotor (putar rotor perlahan dengan tangan sesuai metode OEM).
Suatu praktik terbaik umum—yang diperkuat bahkan dalam aplikasi pemotongan yang berdekatan—adalah untuk Periksa jarak bebas setelah pengencangan, lalu lakukan pemeriksaan rotasi tangan terkontrol. sebelum menghidupkan mesin. BladesG mencatat pentingnya hal tersebut. Memeriksa kembali jarak bebas setelah mengencangkan pengencang dan memutar melalui beberapa siklus. (diakses 2026-04-06) (konteks granulator, tetapi prinsip verifikasi tetap berlaku).
Selesai bila: celah tetap dalam batas toleransi setelah pengencangan akhir, dan tidak ada kontak selama putaran terkontrol penuh.
Verifikasi, Uji Coba Awal, dan Pemeliharaan
Putar dan Periksa Kontak
Sebelum Anda memperkenalkan materi:
- Putar rotor dengan tangan (atau dengan alat yang disetujui OEM) setidaknya satu putaran penuh.
- Dengarkan dan rasakan adanya kontak.
- Jika Anda merasakan gesekan, berhenti dan temukan titik kencangnya—jangan "memaksanya terus menerus".
Selesai ketika: putaran berjalan lancar, tanpa kontak dan tanpa hambatan.
Uji Coba dan Pengecekan Ulang Saat Mesin Beroperasi
Jarak bebas dapat bergeser setelah siklus termal pertama dan pengendapan awal.
- Mulailah dengan uji coba tanpa beban (sesuai petunjuk pabrikan): dengarkan suara abnormal dan pantau getaran.
- Kembalikan mesin ke kondisi operasi normal.
- Berhenti dengan aman dan lakukan pengecekan ulang saat mesin panas jika pabrikan Anda menentukannya (pemanasan termal dapat menutup celah).
Energycle juga menyarankan periode pengoperasian awal yang diikuti dengan penghentian dan pengencangan ulang baut dalam panduan perawatan pisau penghancur mereka, dengan mencatat bahwa pengencang dapat sedikit mengendur setelah penyesuaian awal dan siklus panas.
Selesai bila: pengencang dipastikan sesuai spesifikasi setelah proses pemanasan awal, dan celah tetap dalam batas toleransi pada suhu operasi (jika berlaku).
Interval dan Catatan Perawatan
Bagi tim operasional, kemenangan terletak pada konsistensi—bukan pemecahan masalah yang dilakukan secara heroik. Stabil. jarak bebas pisau penghancur merupakan salah satu indikator utama termudah untuk memprediksi tren sebelum kualitas pemotongan dan ampere bergeser.
- Catatan:
- proses pengolahan material (apa yang Anda proses),
- jarak aman target, jarak aman terukur (per titik),
- nilai torsi, dan tanggal/waktu,
- perubahan ketebalan shim apa pun.
- Tetapkan interval inspeksi berdasarkan tugas:
- Aliran air yang abrasif atau terkontaminasi memerlukan pemeriksaan yang lebih sering.
- Bahan baku yang bersih dan konsisten seringkali memungkinkan jangka waktu verifikasi yang lebih lama.
- Pantau tren: jika Anda lebih sering membuka celah untuk menjaga amplifier tetap stabil, itu adalah sinyal keausan yang dapat Anda pertimbangkan dalam perencanaan.
Selesai ketika: Anda memiliki catatan yang dapat diulang yang memungkinkan Anda memprediksi kapan penyesuaian atau penggantian pisau berikutnya harus dilakukan.
Catatan Jarak Bebas / Torsi / Masa Pemakaian Awal (Templat)
Salin dan gunakan kembali tabel ini untuk setiap peristiwa penyesuaian:
| Barang | Pintu masuk |
|---|---|
| Model/nomor seri mesin penghancur kertas | |
| Bahan yang diproses | |
| ID set pisau rotor / jam | |
| ID pisau ranjang / jam | |
| Jarak aman target (spesifikasi OEM) | |
| Titik jarak terukur (dingin) | Kiri: __ / Tengah: __ / Kanan: __ |
| Titik jarak bebas terukur (panas, jika diperlukan) | Kiri: __ / Tengah: __ / Kanan: __ |
| Posisi rotor diperiksa | __ posisi / __ putaran |
| Spesifikasi torsi pengencang (OEM) | __ Nm |
| Metode/pola torsi | __ (misalnya, staged 30–60–100%, cross/center-out) |
| Durasi/kondisi uji coba | __ menit, tanpa beban / beban ringan / beban penuh |
| Pengencangan ulang selesai setelah masa pengoperasian awal. | Ya / Tidak |
| Catatan (kebisingan, ampere, getaran, shim diubah) | |
| Teknisi / tanggal-waktu |
Matriks Pemecahan Masalah: Gejala → Kemungkinan Penyebab → Solusi
Gunakan tabel ini untuk mempercepat diagnosis ketika terjadi penurunan performa. Selalu terapkan prosedur LOTO di lokasi Anda dan ikuti instruksi OEM sebelum melakukan penyesuaian.
| Gejala | Kemungkinan penyebab terkait dengan pembersihan. | Apa yang perlu diperiksa (tes cepat) | Tindakan perbaikan |
|---|---|---|---|
| Arus/konsumsi daya motor yang lebih tinggi | Celah terlalu sempit; celah tidak rata menyebabkan kontak terputus-putus; pergerakan ujung rotor menutup celah di bawah beban. | Rasakan adanya gesekan saat memutar rotor dengan tangan secara terkontrol; periksa kembali jarak bebas pada beberapa posisi rotor; periksa kelonggaran/penyimpangan sesuai petunjuk pabrikan. | Buka pisau alas secara bertahap dan terukur; perbaiki ujung/titik yang kencang terlebih dahulu; perbaiki kelonggaran/penyimpangan sebelum mengejar jarak bebas. |
| Panas berlebih / meleleh atau mengoles (plastik) | Celah terlalu lebar menyebabkan bengkok/lecet; tepi tumpul/tergulung meningkatkan gesekan; dudukan yang terkontaminasi menciptakan celah yang tidak seragam. | Bandingkan bentuk partikel (berantakan vs. terpotong rapi); periksa kondisi tepi; pastikan dudukan bersih dari logam ke logam. | Kurangi celah dalam toleransi OEM; putar/ganti pisau; bersihkan dudukan dan kencangkan kembali baut. |
| Ukuran partikel tidak konsisten / terlalu banyak "garis panjang" | Jarak terlalu lebar; pisau alas cetak tidak sejajar; hubungan antara layar dan pisau alas cetak tidak tepat. | Ukur kiri/tengah/kanan dan catat; periksa apakah penyetelan pisau alas bergerak merata; pastikan layar terpasang dan terpasang dengan benar. | Sejajarkan pisau alas menggunakan shim/sekrup pengatur; pastikan kesesuaian dan kondisi layar; periksa kembali setelah pengencangan. |
| Kerusakan mendadak pada mata pisau/kerusakan pada bagian tepi pisau | Celah terlalu sempit; ada benda asing di saluran masuk; dudukan/bantalan pisau rusak menyebabkan kontak langsung. | Cari bekas benturan dan titik kencang yang terlokalisasi; periksa shim dan permukaan dudukan; tinjau pengendalian kontaminasi di hulu. | Tingkatkan jarak bebas hingga minimum standar pabrikan; ganti shim/pisau yang rusak; tingkatkan inspeksi pemasukan dan pemisahan logam. |
| Bunyi detak keras/kontak logam saat berputar | Kontak langsung pada satu posisi rotor; gerigi/tonjolan pada dudukan; pisau bengkok | Temukan posisi rotor yang tepat; periksa adanya gerigi/penyok pada dudukan alas dan rongga rotor; periksa kelurusan pisau. | Hilangkan gerigi/bagian yang menonjol; pasang kembali atau ganti pisau yang bengkok; kencangkan kembali secara bertahap dan periksa kembali. |
| Jarak bebas "bergeser" setelah torsi atau setelah mesin panas. | Pengikat mengalami pengendapan/relaksasi; ketebalan pisau tidak konsisten; perangkat keras tidak menahan beban penjepit; pemuaian termal menutup celah. | Periksa kembali setelah pengencangan akhir dan setelah proses penyesuaian awal; periksa pengencang/ring; verifikasi konsistensi ketebalan pisau. | Kencangkan torsi secara bertahap sesuai petunjuk pabrikan; ganti baut yang kondisinya meragukan; gunakan pisau yang diasah dengan presisi dan paket shim yang konsisten; periksa ulang saat panas dan catat hasilnya. |
| Salah satu ujung selalu kencang / tidak dapat mencapai celah paralel | Dudukan pisau alas tidak rata; mekanisme penyetelan macet; masalah penyelarasan/penyimpangan rotor. | Periksa dudukan dengan penggaris lurus; pastikan penyetelannya memiliki ruang gerak bebas; periksa indikator untuk memastikan tidak ada penyimpangan. | Pastikan permukaan atau mekanisme pemasangan yang tepat; perhatikan keselarasan/ketidaklurusan rotor sebelum mengatur jarak bebas akhir. |
Tip: Padukan matriks ini dengan catatan jarak bebas sederhana (titik pengukuran + torsi + kondisi suhu) agar Anda dapat melihat tren sebelum kualitas pemotongan menurun.
Kesimpulan
Jarak bebas bilah bukanlah angka yang "sekali diatur lalu dilupakan". Metode yang dapat diandalkan adalah:
- Keselamatan adalah prioritas utama. (LOTO, pengamanan, dan energi nol terverifikasi)
- Kesamaan dalam batas toleransi (di sepanjang pisau dan di seluruh posisi rotor)
- Verifikasi setelah pengencangan torsi dan setelah pengoperasian panas. (karena pengendapan dan pertumbuhan termal adalah hal yang nyata)
Tindakan selanjutnya:
- Dokumentasikan pengaturan dan pengukuran Anda.
- Pantau tren perubahan jarak bebas, konsumsi energi, getaran, dan ukuran keluaran.
- Sesuaikan target berdasarkan material dan selalu jadikan panduan pabrikan (OEM) sebagai acuan nilai akhir.
Tommy Tang — Insinyur Penjualan Senior, Industri Logam NanjingTommy memiliki 12 tahun Pengalaman dalam mendukung pemilihan dan penerapan mata pisau industri untuk peralatan penghancuran dan pengurangan ukuran. Sertifikasi: CSE, CME, Sabuk Hijau Six Sigma, PMP.
Catatan tinjauan teknis: Panduan ini ditulis untuk penggunaan pemeliharaan industri umum dan merujuk pada hal-hal umum. Prinsip keselamatan ala ISO/EN (pengamanan mesin, praktik isolasi yang aman). Selalu ikuti petunjuk Anda. prosedur LOTO spesifik lokasi dan mesin penghancur kertas Anda Manual OEM untuk nilai jarak bebas akhir, spesifikasi torsi, dan metode rotasi/verifikasi yang disetujui.