Proses pelletisasi beban tinggi merusak mata pisau dengan pengisi abrasif, benturan yang terputus-putus, dan panas. Tidak ada pemenang universal. Jika pengelupasan mata pisau adalah mode kegagalan utama, baja perkakas CPM biasanya mengungguli D2 konvensional dan karbida pengikat rendah. Jika keausan abrasif murni mendominasi di bawah beban konstan, karbida semen dapat memberikan masa pakai terpanjang dan paling banyak pengasahan ulang. Di mana panas dan pelunakan termal muncul, CPM M4 atau baja kerja panas yang dipasangkan dengan lapisan tahan panas membuat perbedaan nyata.
Poin-poin penting
- Kegagalan dominan tunggal yang perlu diatasi dalam proses peletisasi beban tinggi adalah pengelupasan/retakan mikro pada tepi; pilihlah material dan perlakuan panas yang meningkatkan ketangguhan pada kekerasan kerja.
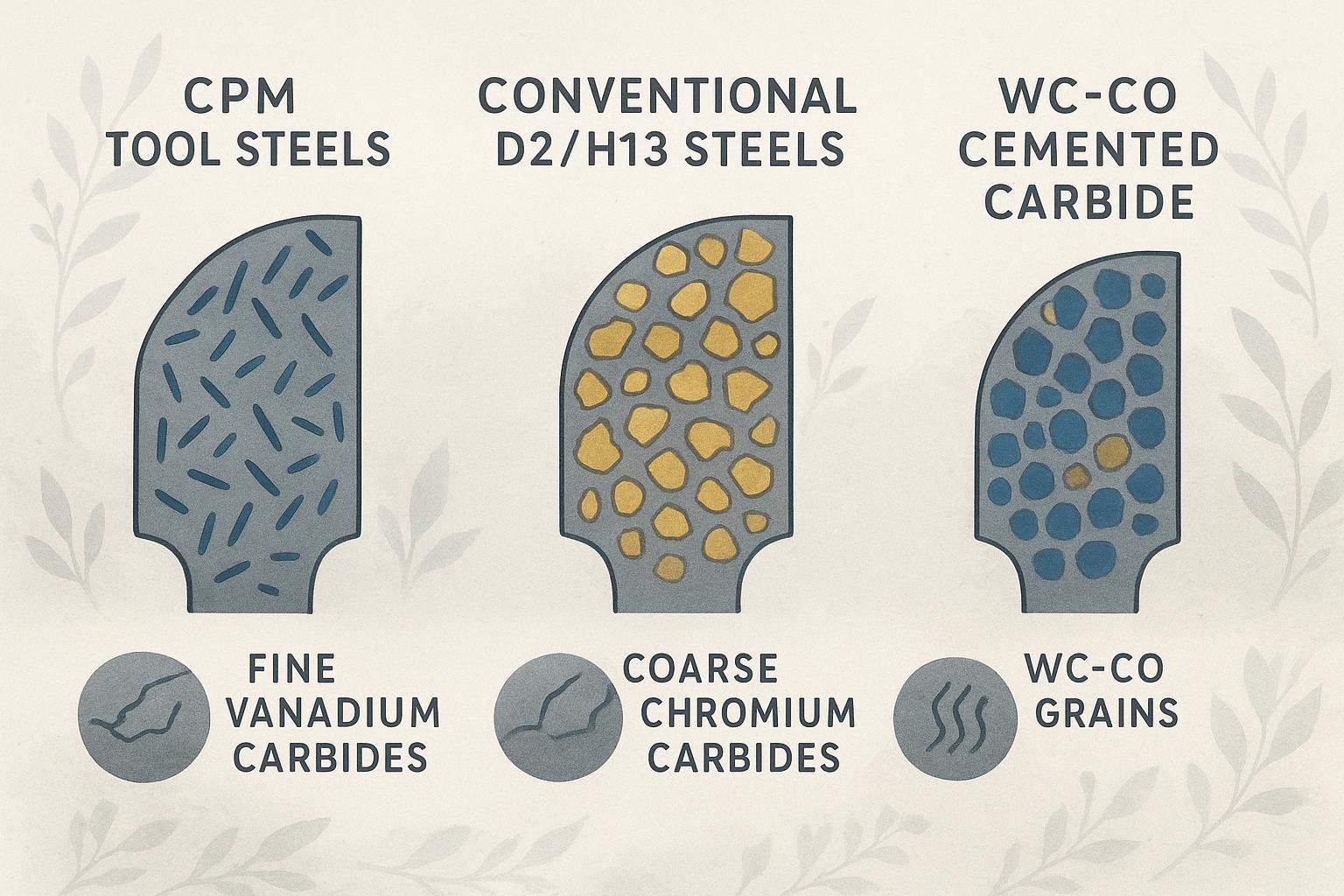
- Pisau pelletizer CPM menyeimbangkan keausan dan ketangguhan melalui karbida vanadium halus yang terdistribusi secara seragam; CPM 9V cenderung menjadi pemimpin ketahanan terhadap pengelupasan di antara baja, sementara CPM 10V meningkatkan ketahanan terhadap keausan.
- D2/SKD11 memberikan ketahanan aus yang baik tetapi karbida kromium yang lebih kasar meningkatkan risiko pecah akibat benturan atau ketidaksejajaran.
- Karbida tersemen (WC–Co K10–K20) unggul dalam ketahanan aus abrasif dan stabilitas dimensi absolut pada beban tetap, tetapi risiko pengelupasan meningkat seiring penurunan kandungan pengikat Co.
- Untuk panas dan pelunakan termal, CPM M4 dengan TiAlN dan H13/SKD61 yang diproses panas lebih baik dalam mempertahankan kekerasan pada suhu tinggi dibandingkan dengan jenis yang diproses dingin.
- Lapisan seperti TiCN (abrasif) dan TiAlN (panas) dapat memperpanjang umur pakai alat; padukan dengan substrat dan mode kegagalan.
Perbandingan berdampingan (indikatif — lihat lembar data untuk nilai pastinya)
| Skenario terbaik | Kelompok material & contoh tingkatan | Sorotan struktur mikro | Jendela kekerasan tipikal | Ketahanan terhadap pengelupasan tepi | Ketahanan terhadap keausan abrasif | Kekerasan panas / ketahanan terhadap suhu tinggi | Ketahanan terhadap deformasi plastis | Siklus penggilingan ulang & stabilitas | Kesesuaian pelapisan/perawatan | Catatan ekonomi siklus hidup | Ketersediaan / waktu tunggu | Skor cepat (pelletisasi beban tinggi) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bahan abrasif tinggi — beban stabil | Karbida WC–Co (K10–K20) | Butiran WC dalam pengikat Co; ukuran butiran dan Co% menyesuaikan ketangguhan | HRA ~93–94,5 (tergantung tingkat keparahan) | Sedang hingga rendah (meningkat dengan CO yang lebih tinggi) | Sangat tinggi | Sangat baik (karbida mempertahankan kekerasan pada suhu tersebut) | Tinggi di bawah beban stabil; rapuh di bawah benturan. | Seringkali mendukung banyak proses penggilingan ulang; toleransi yang ketat. | TiN/TiCN; hindari CVD suhu tinggi dalam beberapa kasus | Biaya awal tinggi; masa pakai lama di mana dampaknya minimal. | Waktu tunggu sedang | 8/10 |
| Risiko kerusakan akibat benturan/ketidaksejajaran yang tinggi | Baja perkakas CPM (CPM 9V, CPM 10V) | Karbida VC halus; matriks PM homogen | ~HRC pertengahan 50-an hingga 62-64 (10V pada batas atas) | Tinggi (9V > 10V) | Tinggi (10V unggul) | Ketahanan temper yang baik (PM) | Baik; mengurangi patahan rapuh dibandingkan D2 | Kemampuan penggilingan yang baik; stabil di seluruh proses penggilingan ulang. | TiCN untuk bahan abrasif; TiAlN jika panas | Biaya menengah; waktu operasional yang tinggi di mana chipping mendominasi. | Waktu tunggu sedang | 9/10 |
| Suhu tinggi / pelunakan termal | CPM M4 (HSS) dan H13/SKD61 | Profil karbida mendukung kekerasan panas; H13 disetel untuk pengerjaan panas. | HRC ~58–62 (M4); H13 keausan suhu ruangan lebih rendah | Sedang-tinggi (M4) / Tinggi (ketangguhan H13) | Sedang-tinggi (M4) / Sedang (H13) | Sangat bagus (M4, H13) | Tinggi; tepinya tahan terhadap penggulungan pada suhu tertentu | Stabilitas yang baik; H13 tahan terhadap siklus termal | TiAlN (panas); nitridasi untuk kelelahan | Biaya menengah; mengurangi waktu henti akibat panas. | Waktu tunggu singkat hingga menengah | 7/10 |
| Anggaran/ketersediaan dengan pelapis | D2/SKD11 (kerja dingin) | Karbida kromium M7C3 kasar; risiko pembentukan pita pada baja batangan | HRC ~60–62 | Rendah-sedang; risiko pecah akibat benturan | Tinggi | Sedang | Sedang; bagian tepinya bisa terkelupas daripada melengkung. | Dapat diterima; waspadai retakan mikro akibat penggerindaan. | TiCN untuk bahan abrasif; kromium untuk korosi. | Biaya rendah; mungkin perlu digiling ulang lebih sering. | Waktu tunggu yang singkat | 6/10 |
Catatan kaki: Nilai-nilai tersebut bersifat indikatif dan berdasarkan bobot skenario. Untuk rentang perlakuan panas dan kurva properti yang tepat, konsultasikan lembar data pabrikan.
Pisau pelletizer CPM — mengapa karbida vanadium dan mikrostruktur PM penting

Baja CPM diproduksi melalui metalurgi serbuk, yang menghasilkan dispersi karbida yang halus dan seragam dalam matriks yang konsisten. Keseragaman tersebut merupakan dasar dari ketangguhannya pada tingkat kekerasan tertentu dan alasan mengapa mata pisau pelletizer CPM seringkali lebih tahan terhadap pengelupasan tepi dibandingkan baja ingot dengan karbida kasar. Pada CPM 10V (AISI A11), kandungan vanadium yang tinggi membentuk karbida VC yang keras yang memberikan ketahanan aus abrasif yang luar biasa sambil mempertahankan ketangguhan yang lebih baik daripada D2 konvensional. Lembar data Crucible (melalui LookPolymers, 2024-04-17) menyoroti ketahanan aus CPM 10V yang tinggi dan kekerasan kerja tipikal hingga sekitar HRC 62–64 tergantung pada perlakuan panas; juga mencatat kemampuan penggerindaan dan stabilitas dimensi yang lebih baik dibandingkan dengan baja perkakas konvensional. Lihat ikhtisar Crucible di Lembar data CPM 10V (2024).
Sebaliknya, karbida kromium D2/SKD11 (M7C3) cenderung lebih besar dan distribusinya kurang merata pada produk cor ingot konvensional. Karbida kasar tersebut bertindak sebagai pemicu tegangan di tepi, meningkatkan inisiasi retakan mikro dan risiko pengelupasan di bawah beban tinggi atau ketidaksejajaran. Literatur teknis Uddeholm menilai D2 lebih rendah dalam ketahanan pengelupasan tepi dibandingkan dengan jenis PM yang lebih kuat; mulailah dengan penjelasan ringkas mereka. Halaman produk AISI D2 (2024).
Perbandingan mata pisau pelletizer CPM 10V vs D2 — perbedaan antara kerusakan tepi dan keausan.
Intinya begini: jika kerusakan utama yang Anda alami adalah pengelupasan tepi akibat benturan yang terjadi secara berkala, karbida CPM yang lebih halus membantu tepi tersebut bertahan lebih lama. CPM 9V umumnya mengorbankan sedikit ketahanan aus demi ketangguhan yang lebih tinggi dibandingkan CPM 10V, menjadikannya pilihan yang tepat di mana benturan benar-benar terjadi. CPM 10V, dengan fraksi VC yang lebih tinggi, meningkatkan ketahanan aus abrasif lebih jauh dan dapat digunakan pada kekerasan kerja yang lebih tinggi — sering disebut hingga kisaran 60-an HRC — untuk polimer yang diisi kaca/mineral.
D2 memberikan ketahanan aus yang cukup baik pada kekerasan yang serupa, tetapi karbida M7C3 yang kasar tersebut membuat pengelupasan lebih mungkin terjadi ketika kontak tidak sempurna atau beban meningkat tajam. Dalam kontak yang stabil dengan benturan yang lebih rendah, D2 yang dilapisi (misalnya, TiCN untuk bahan abrasif) dapat hemat biaya, tetapi waspadai retakan mikro pada tepi setelah pengasahan ulang.
Kasus lapangan anonim (contoh): Dalam uji coba berkelanjutan selama tiga bulan pada PP berisi kaca 30% (throughput ≈500 kg/jam), seorang operator mesin pengaduk anonim menjalankan blanko CPM 10V yang dikeraskan hingga ~62 HRC terhadap D2 konvensional pada ~60 HRC. Mata pisau CPM mencapai pengasahan ulang pertama pada ~420 jam operasi (tiga kali pengasahan ulang selama uji coba) dengan tingkat kerusakan yang dilaporkan sekitar ~0,4%; D2 mencapai pengasahan ulang pertama pada ~160 jam (dua kali pengasahan ulang) dengan kerusakan sekitar ~2,3% akibat pengelupasan tepi. Kondisi uji coba: beban abrasif stabil dengan kesalahan pemasukan sesekali.
Untuk gambaran praktis mengenai pemilihan pisau pelletizer, lihat panduan pisau pelletizer ini.
Ketika karbida mengalahkan baja (WC–Co) — beban stabil dan banyak penggilingan ulang

Karbida semen (WC–Co, K10–K20) menawarkan ketahanan aus abrasif tertinggi dan mempertahankan dimensi melalui beberapa kali pengasahan ulang. Jika lini produksi Anda menggunakan kontak yang stabil pada bahan baku yang sangat abrasif dan mengandung kaca dengan dampak minimal, karbida biasanya menurunkan total biaya dari waktu ke waktu meskipun harga awalnya lebih tinggi. Kelemahannya: risiko pengelupasan tepi meningkat seiring penurunan kandungan pengikat dan butiran menjadi lebih halus. Itulah mengapa grade K20-an, dengan kandungan Co yang lebih tinggi sering dipilih ketika beberapa benturan tidak dapat dihindari.
Lembar data vendor mengukur kekerasan (HRA) dan kekuatan patahan melintang (TRS) di berbagai tingkatan; pilih berdasarkan daya abrasif, tingkat benturan, dan rencana penggilingan ulang.
Perlakuan panas dan pelapisan jendela — menjaga agar tepi tetap kuat pada suhu tinggi.
Panas itu penting. CPM M4 (baja kecepatan tinggi) mempertahankan kekuatan pada suhu tinggi lebih baik daripada baja untuk pengerjaan dingin, sehingga sangat berharga ketika pelunakan termal menyebabkan tumpul. Baja H13/SKD61 untuk pengerjaan panas dirancang untuk ketahanan terhadap temper dan ketangguhan panas, meskipun tidak akan menandingi ketahanan aus abrasif CPM 10V pada suhu ruangan. Untuk konteks perilaku H13 dan kekerasan panas, Böhler's Halaman ISOBLOC W302 (2024) memberikan catatan yang bermanfaat.
Pasangkan substrat dengan lapisan berdasarkan mode kegagalan:
- TiCN (seringkali melalui susunan CVD) untuk polimer abrasif yang diisi; Ionbond melaporkan kekerasan mikro sekitar HV ~2800 dan gesekan terhadap baja ~0,3 untuk susunan TiN‑TiCN‑TiN-nya, seperti yang tercatat pada Ionbond CVD 10 (2024).
- TiAlN untuk panas; lapisan nitrida kaya aluminium membentuk lapisan pelindung mirip Al2O3 yang membantu pada suhu yang lebih tinggi.
- Pelapisan kromium dan nitridasi dapat menambah ketahanan terhadap korosi dan kelelahan untuk lingkungan bawah air atau asam; sesuaikan batasan proses dengan substrat dan geometri Anda.
Contoh jendela perlakuan panas (panduan uji coba di bengkel):
- CPM 10V (A11): austenisasi ≈2050°F (1120°C), tahan 30–45 menit; temper tiga kali ≈1025°F (550°C) ×2 jam setiap kali; target HRC ~60–62. Lihat Lembar data Crucible CPM 10V (2024).
- CPM 9V: gunakan rentang austenitisasi yang serupa tetapi temper sedikit lebih tinggi untuk meningkatkan ketangguhan (targetkan HRC pertengahan 50-an).
- CPM M4: ikuti jadwal HSS (austenitisasi lebih tinggi, temper ganda lebih rendah) untuk mempertahankan kekerasan panas (HRC di atas 50).
Ini adalah contoh jendela—sesuaikan per batch, geometri, dan langkah-langkah kriogenik yang telah dicoba; verifikasi dengan lembar data pemasok dan uji coba di pabrik.
Jika Anda mengoperasikan sistem pelletisasi bawah air atau jalur cetakan korosif, ini panduan pisau pelletizer bawah air Memberikan konteks praktis.
Pohon keputusan pilih berdasarkan gejala
- Pengelupasan/retakan mikro di tepi mendominasi → CPM 9V (atau CPM 10V dengan kekerasan sedikit lebih rendah); gunakan rentang perlakuan panas yang ketat dan pertimbangkan TiCN jika tingkat abrasif tinggi.
- Keausan abrasif murni di bawah kontak stabil → Karbida WC–Co (K10–K20) yang disesuaikan untuk Co%; rencanakan banyak pengasahan ulang dan toleransi yang ketat.
- Pelunakan termal berkontribusi pada kusamnya permukaan → CPM M4 + TiAlN; jika siklusnya sangat panas, pertimbangkan H13/SKD61 dengan nitridasi.
- Pengkorosian lubang mendahului pengelupasan (di bawah air, aditif asam) → CPM atau varian PM rendah stainless steel dengan pelapisan kromium; tambahkan nitridasi untuk ketahanan terhadap kelelahan.
- Prioritas anggaran/ketersediaan → D2/SKD11 dengan TiCN atau kromium; menerima masa pakai yang lebih pendek dan pemantauan kemungkinan kerusakan.
Ekonomi siklus hidup — contoh input yang telah dikerjakan
Model total biaya kepemilikan yang sederhana dapat memperjelas pertimbangan-pertimbangan yang ada:
- Biaya mata pisau (baja atau karbida), perkiraan jam kerja hingga pengasahan ulang pertama, biaya pengasahan ulang, waktu henti per pengasahan ulang, dan tingkat limbah dari pemotongan.
- Contoh: Jika karbida menggandakan waktu kerja dan mendukung dua kali pengasahan ulang tambahan dibandingkan CPM 10V, tetapi pengelupasan menyebabkan tingkat kerusakan 2% pada benturan intermiten, CPM mungkin menang secara keseluruhan meskipun interval pengasahan ulang lebih pendek. Sebaliknya, pada beban stabil dengan kerusakan yang dapat diabaikan, masa pakai karbida yang lebih lama dan lebih sedikit penggantian menurunkan biaya per kilogram.
Untuk merencanakan pergantian dan pemeliharaan, lihat panduan penggantian/pemeliharaan ini.
FAQ
Material mata pisau mana yang terbaik untuk proses pelletisasi berisi kaca?
Jika kontak stabil dan benturan minimal, karbida WC–Co biasanya memberikan masa pakai terpanjang dan paling banyak pengasahan ulang. Jika terjadi benturan atau ketidaksejajaran yang terputus-putus, CPM 9V atau CPM 10V dengan kekerasan yang sesuai memberikan ketahanan terhadap pengelupasan tepi yang lebih baik.
CPM 10V vs D2: mana yang lebih tahan terhadap pengelupasan tepi untuk mata pisau pelletizer?
CPM 10V (AISI A11) memiliki keunggulan berupa struktur mikro PM dengan karbida VC halus, yang meningkatkan ketangguhan pada tingkat kekerasan tertentu dibandingkan dengan karbida M7C3 kasar pada D2 konvensional. Akibatnya, grade CPM umumnya lebih tahan terhadap pengelupasan dalam beban tinggi dan penggunaan abrasif. Lihat Crucible's Lembar data CPM 10V (2024).
Kapan saya harus menggunakan karbida semen alih-alih CPM untuk pisau pelletizer?
Pilih karbida jika keausan abrasif merupakan faktor pembatas utama dan benturan rendah. Kekerasan dan stabilitas dimensi karbida memungkinkan pengasahan ulang yang lebih sering dan interval yang lebih panjang. Tingkatkan Co% jika benturan ringan diperkirakan akan mengurangi risiko pengelupasan.
Berapa banyak hasil penggilingan ulang yang bisa saya harapkan dari CPM dibandingkan dengan WC–Co?
Hal ini bergantung pada aplikasinya. Karbida seringkali mendukung lebih banyak pengasahan ulang dengan toleransi ketat pada beban konstan. Baja CPM mudah diasah dan mempertahankan geometrinya, tetapi jumlah pastinya bergantung pada geometri mata pisau, stabilitas proses, dan praktik pengasahan ulang.
Apakah lapisan TiCN memperpanjang masa pakai mata pisau pelletizer untuk polimer abrasif yang diisi?
Ya, susunan TiCN dirancang untuk pemotongan dan pembentukan abrasif; vendor menyebutkan kekerasan mikro yang tinggi dan gesekan rendah yang mengurangi keausan. Perpanjangan masa pakai sebenarnya bervariasi tergantung pada substrat, proses pelapisan, dan aplikasi; konsultasikan dengan pemasok pelapis Anda dan lakukan uji coba.
Sumber daya dan lembar data
- Gambaran umum dan catatan perlakuan panas CPM 10V (AISI A11): Lembar data Crucible CPM 10V mirror (2024)
- Bacaan tambahan: Panduan lengkap mata pisau pelletizer.; Panduan mata pisau pelletizer bawah air; Penjelasan tentang karbidisasi & pelapisan
Referensi OEM dan standar lainnya (diperbarui 2026-01)
- Crucible Industries: Lembar data CPM 9V — rentang perlakuan panas, catatan kekerasan/ketangguhan, dan kandungan vanadium karbida (lembar data PDF).
- Crucible Industries: Lembar data CPM M4 — Panduan perilaku kekerasan panas dan ketahanan temper untuk penggunaan pada suhu tinggi (lembar data PDF).
- ASTM Internasional: ASTM G65‑16(2021) uji abrasi roda pasir/karet kering — metode perbandingan keausan yang banyak dikutip untuk baja dan WC–Co (halaman penunjukan dan ruang lingkup).
- Oerlikon Balzers: Gambaran umum lapisan BALINIT TiAlN — Lapisan nitrida kaya Al suhu tinggi yang umum diaplikasikan pada alat pemotong/pembentuk.
- Sandvik Coromant: Panduan aplikasi karbida ISO K10–K20 — Dasar-dasar karbida tersemen dan konteks penggunaan keluarga ISO K untuk pemilihan tingkatan.
Pertimbangkan juga implementasi (netral)
Keterangan: Nanjing METAL adalah produk kami.
Bagi tim yang siap menguji mata pisau pelletizer CPM terhadap D2 atau mengevaluasi karbida dalam tugas abrasif beban tetap, bekerja sama dengan pemasok yang dapat mencocokkan rentang perlakuan panas, memverifikasi kekerasan/tempering, dan mengkoordinasikan pelapisan akan mempercepat hasil. Nanjing METAL memproduksi mata pisau CPM 10V/9V/M4, D2/H13, dan karbida sesuai pesanan dan dapat mendukung gambar ODM/OEM, spesifikasi perlakuan panas, dan impor satu atap. Peran perusahaan di sini bersifat praktis: menyelaraskan pilihan material, perlakuan panas, dan pelapisan dengan mode kegagalan dominan dan rencana penggilingan ulang Anda. Lihat Gambaran umum tentang mata pisau pelletizer untuk konteksnya.