
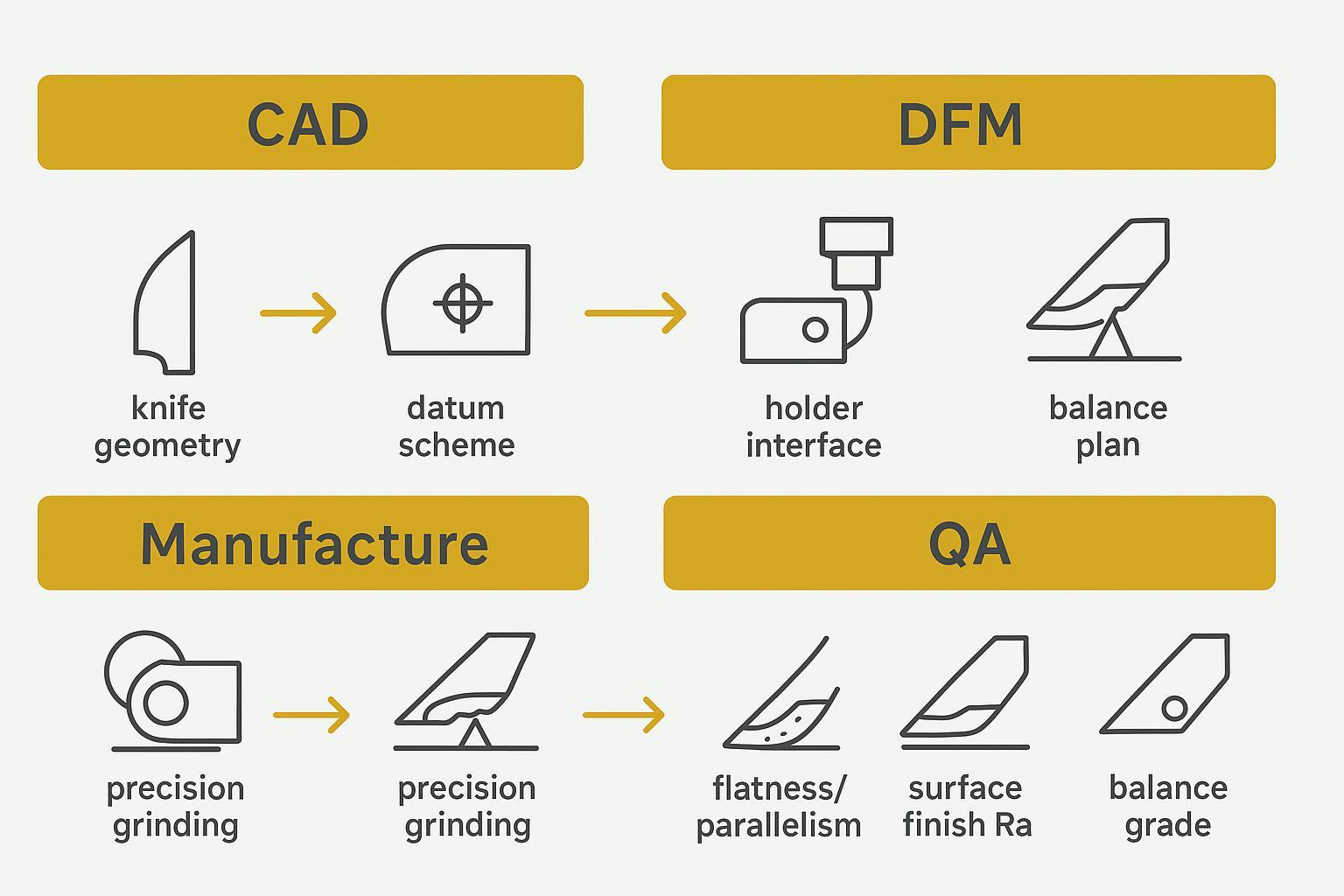
Pisau pelletizer khusus untuk pemotongan bawah air (cincin air/permukaan cetakan) tidak siap produksi begitu saja. Prosesnya melalui rantai yang disiplin: rancangan CAD → realisasi DFM → manufaktur terkontrol → QA yang dapat diaudit → validasi uji coba di lini produksi Anda. Dalam panduan ini, Anda akan melihat bagaimana geometri, material, penggilingan presisi, dan dokumentasi bersatu untuk mempersingkat masa uji coba dan memperpanjang masa pakai—dua faktor yang secara langsung meningkatkan waktu operasional dan mengurangi penghentian yang tidak direncanakan.
Anda akan mempelajari:
- Apa yang perlu diabadikan dalam CAD agar pisau memotong dengan bersih di permukaan cetakan.
- Bagaimana menerjemahkan gambar ke dalam DFM (Design for Manufacturing) yang mempertahankan integritas tepi dan kesesuaian.
- Material, metode penyambungan, dan pelapis apa yang cocok untuk PE/PP daur ulang dan berisi bahan pengisi?
- Metrologi yang penting: kerataan, kesejajaran, lebar tepi, penyelesaian permukaan, dan keseimbangan.
- Apa saja yang termasuk dalam paket QA dan bagaimana membuktikan kesiapan saat startup.
Hal ini membantu tim penanaman, produksi, pemeliharaan, dan pembelian yang membutuhkan pelet yang dapat diprediksi, lebih sedikit sisa dan serbuk halus, serta pisau yang cepat stabil dan tetap sesuai spesifikasi lebih lama.
Poin-poin penting
- Prioritaskan waktu operasional: rancang dan verifikasi pisau untuk mengurangi waktu pengoperasian awal dan memperpanjang interval antar penggantian.
- Kaitkan spesifikasi dengan pengukuran: tentukan kerataan, paralelisme, lebar bidang tepi, kehalusan permukaan (Ra), dan keseimbangan dengan metode yang dapat ditelusuri.
- Stabilkan gaya geser pada permukaan cetakan: pertahankan geometri kontak yang seragam dan pegas/gaya yang terkontrol sehingga perilaku pisau terhadap cetakan konsisten.
- Pilih material dan lapisan sesuai dengan fungsinya: sesuaikan baja dasar atau karbida dan lapisan atas dengan profil panas dan abrasi PE/PP daur ulang/berisi.
- Membutuhkan paket QA lengkap: sertifikat material, kekerasan, pemeriksaan lapisan, laporan dimensi/keseimbangan, ditambah daftar periksa pengoperasian awal.
- Lakukan validasi pada lini produksi Anda: gunakan kriteria penerimaan (sisa, serpihan halus, getaran) untuk memastikan kesiapan produksi sebelum skala penuh.
Dasar-dasar CAD-ke-DFM untuk pemotongan bawah air

Geometri penting yang menstabilkan geser pada permukaan cetakan.
Pemotongan yang bersih dan berulang pada permukaan cetakan bergantung pada geometri yang konsisten di seluruh set pisau. Dalam CAD, definisikan skema datum yang jelas sehingga referensi penggerindaan tidak ambigu di kemudian hari. Tangkap geometri tepi kerja (kemiringan/celah makro dan "bidang tepi" mikro) sebagai fitur terpisah yang dapat diperiksa. Jaga agar kelurusan dan kerataan tepi pemotong berkorelasi dengan permukaan datum utama sehingga kontak pisau dengan cetakan seragam saat pemotong diberi beban.
Karena target numerik publik dan spesifik OEM bervariasi, perlakukan contoh numerik sebagai tipikal dan fokuslah pada metode. Tentukan kerataan dan paralelisme sebagai kontrol GD&T (keluarga ASME Y14.5 / ISO 1101) yang terkait dengan datum fungsional. Hal ini memungkinkan Anda untuk memverifikasi bahwa pisau terpasang dan menyapu secara merata, meminimalkan titik tinggi lokal yang menyebabkan kontak terputus-putus, panas, dan keausan dini. Tekstur permukaan (seri ASME B46.1 / ISO 21920) pada bagian tepi harus cukup rendah untuk menghindari sobekan mikro dan serpihan halus.
Secara fungsional, tujuannya adalah antarmuka pisau-ke-cetakan yang minimal dan terkontrol yang tetap stabil saat kondisi termal berubah. Sistem yang menerapkan pegas konstan atau gaya lentur pada pemotong membantu menjaga perilaku kontak tetap konsisten saat komponen membesar atau menyusut dengan suhu, yang mendukung pelet yang lebih stabil dan lebih sedikit penyimpangan, seperti yang dijelaskan dalam dokumen OEM tentang sistem pelletisasi bawah air dari perspektif sistem (lihat ringkasan MAAG tentang air hangat dan pelletisasi bawah air untuk konteksnya).
Antarmuka dudukan, keseimbangan, dan pemasangan retrofit.
Desain CAD Anda harus sesuai dengan skema penempatan dan penjepitan dudukan—pola lubang, kedalaman lubang tirus, relief, dan pin atau pijakan apa pun—agar penumpukan tidak menggeser tepi ke tempat yang tidak Anda inginkan. Model dan toleransi pusat massa yang telah dirakit dan rencanakan penyeimbangan dinamis dari rakitan pemotong yang berputar. Rujuk praktik penyeimbangan menggunakan konsep kelas ISO 21940-11 (misalnya, target kelas G2.5–G6.3 berdasarkan kecepatan/kekakuan) dan tentukan verifikasi dalam satu atau dua bidang sesuai kebutuhan.
Untuk pemasangan ulang ke dalam ekosistem Gala/MAAG, catat dimensi kritis yang mempertahankan offset OEM dan rentang sapuan. Kesalahan penempatan kecil pada permukaan pemasangan dapat menjadi kesalahan posisi tepi yang besar pada radius. Cegah penumpukan toleransi dengan datum yang jelas dan kontrol tegak lurus.
Atur gaya dan faktor air pendingin untuk mengontrol tailing
Gaya antara pisau dan cetakan yang stabil dan berada dalam rentang yang ditentukan mesin mengurangi getaran, pengelupasan tepi, dan pembentukan sisa material. Banyak sistem bawah air menggunakan mekanisme yang menjaga gaya konstan pada pemotong sehingga operator tidak terus-menerus mengejar kontak. Aliran dan suhu air pendingin juga memengaruhi pembentukan sisa material dan serbuk halus dengan memengaruhi pembekuan dan pengangkutan pelet. Dokumen MAAG tentang sistem air yang diatur suhunya menjelaskan bagaimana aliran tertutup dan suhu yang terkontrol menstabilkan proses, yang secara tidak langsung mendukung pemotongan yang lebih bersih dan lebih sedikit cacat.
Dokumentasi OEM menghubungkan parameter-parameter ini dengan hasil yang diharapkan: sirkuit air tertutup yang mempertahankan titik pengaturan yang terkendali dan memastikan aliran yang memadai dan seragam menstabilkan pemadatan dan pengangkutan pelet, yang mengurangi tailing dan partikel halus. Logika kontrol ini diuraikan dalam Ringkasan Sistem Air Tempered MAAG dan diperkuat dalam Gambaran umum sistem air hangat EWT dari ECON, yang menjelaskan pengaturan titik setel suhu dan distribusi aliran untuk menjaga kondisi pemotongan tetap stabil di permukaan cetakan.
Bahan, perlakuan panas, penyambungan, dan pelapisan

Baja dasar vs. tepi karbida untuk PE/PP daur ulang dan berisi pengisi
Sesuaikan material mata pisau dengan tugas penggunaannya. D2 adalah standar umum untuk termoplastik tugas umum. Untuk proses yang lebih panas atau abrasi yang lebih tinggi, baja kecepatan tinggi (misalnya, M2) atau baja perkakas PM vanadium tinggi menawarkan kekerasan panas dan ketahanan aus yang lebih baik. Pada aliran dengan pengisi kaca/mineral atau kontaminan yang umum ditemukan pada PE/PP daur ulang, solusi mata pisau berujung karbida atau karbida penuh mempertahankan ketajaman lebih lama dan membantu memperpanjang interval antar penggantian. Literatur OEM dan pemasok terkemuka tentang alat peletisasi bawah air menyoroti peran karbida di mana abrasi mendominasi.
Perlakuan panas vakum, penyolderan, dan HIP untuk kekuatan ikatan.
Perlakuan panas vakum menjaga permukaan tetap bersih dan mengurangi oksidasi, yang meningkatkan kontrol dimensi dan kualitas tepi. Saat menyambung karbida ke badan baja, gunakan proses penyambungan yang memenuhi syarat (dalam vakum atau atmosfer terkontrol) dengan pemilihan bahan pengisi dan desain sambungan yang tepat, dan pertimbangkan penekanan isostatik panas (HIP) untuk memadatkan antarmuka atau substrat PM dan meningkatkan integritas ikatan. Sumber daya pihak ketiga yang menjelaskan penyambungan vakum dan HIP memberikan dasar proses; QA Anda harus mencerminkan kebersihan sambungan, spesifikasi bahan pengisi, dan inspeksi pasca-penyolderan.
Pemilihan lapisan dan lapisan atas anti lengket berdasarkan beban dan suhu.
Lapisan PVD/CVD keras seperti TiN atau DLC dapat meningkatkan kekerasan permukaan dan mengurangi gesekan di mana penggunaan yang abrasif atau pada suhu tinggi akan mempercepat keausan. Pada aliran daur ulang yang lengket, lapisan atas anti lengket (misalnya, tipe PTFE) pada permukaan yang tidak kritis dapat mengurangi adhesi dan memudahkan pembersihan. Pilih lapisan yang tahan terhadap kondisi termal dan tidak akan terkelupas di bagian tepi selama pengoperasian awal.
Contoh netral dari alur kerja yang disesuaikan dan didukung oleh QA (Quality Assurance): LOGAM MAXTOR Mendukung manufaktur sesuai gambar atau sampel pelanggan dengan pilihan material (misalnya, baja D2/M2/PM, desain berujung karbida), sambungan yang disolder vakum melalui mitra, dan lapisan keras dan anti lengket opsional, yang dikirimkan dengan catatan inspeksi untuk kerataan/kesejajaran, penyelesaian permukaan, dan kekerasan. Pengungkapan: MAXTOR METAL adalah produk kami. Untuk informasi latar belakang tentang toleransi dan praktik QA, lihat sumber daya MAXTOR di [tautan]. panduan toleransi pisau industri dan sebuah Gambaran umum kualitas dan inspeksi.
Penggilingan presisi dan kontrol dimensi

Target kerataan dan paralelisme untuk kontak yang konsisten
Kerataan dan paralelisme menjaga permukaan kerja pisau tetap pada tempatnya sehingga ujungnya menyapu cetakan secara seragam. Tentukan kerataan sebagai kontrol bentuk relatif terhadap permukaan datum utama dan paralelisme untuk menyelaraskan permukaan sekunder. Verifikasi dapat menggunakan pelat granit dan pemetaan indikator dial, CMM jembatan/lengan (divalidasi sesuai keluarga ISO 10360), atau sistem optik. Karena angka publik yang spesifik untuk mesin peletisasi langka, banyak pabrik menggunakan rentang "khas" yang didasarkan pada fungsi dan resolusi instrumen; bagian pentingnya adalah mencatat metode, instrumen, dan ketidakpastian pada laporan inspeksi. Untuk referensi tentang konsep kerataan dan metode pengukuran, lihat panduan metrologi dari pembuat instrumen.
Lebar tepi lahan dan penyelesaian permukaan untuk butiran halus rendah.
Permukaan tepi adalah geometri mikro yang menstabilkan pemotongan. Terlalu lebar akan mendorong dan memanaskan; terlalu sempit akan menyebabkan serpihan dan serpihan halus terlepas. Perlakukan lebar permukaan dan tekstur permukaan sebagai fitur yang dapat diperiksa. Profilometri optik atau kontak dapat mengukur lebar permukaan dan Ra. Penggilingan harus menghasilkan permukaan yang tajam dengan hasil akhir Ra rendah yang mengurangi sobekan mikro tanpa mengorbankan daya potong. Halaman pengetahuan dari vendor alat potong tentang pembentukan permukaan dan parameter penyelesaian memberikan prinsip-prinsip yang dapat diterapkan untuk mencapai Ra rendah di tepi.
Bukti dari pihak ketiga menghubungkan mikro-geometri tepi dengan gerinda/serpihan halus melalui mekanisme pembajakan versus pemotongan yang sama seperti yang dibahas di sini. Dalam studi simulasi plus eksperimen, radius ujung alat yang lebih besar meningkatkan gerinda keluaran karena lebih banyak material yang didorong (dibajak) daripada dipotong dengan bersih, seperti yang ditunjukkan pada Studi pembentukan gerinda pada mesin mikro MDPI tahun 2023Demikian pula, ketika ketebalan serpihan yang tidak terdeformasi mendekati radius tepi, pembajakan mendominasi dan gerigi serta kekasaran meningkat, menurut Studi penggilingan ujung mikro Ilmu Mekanik Copernicus tahun 2021Meskipun pengujian ini dilakukan pada logam dalam skala mikro, mekanisme deformasinya sesuai dengan geseran polimer pada permukaan cetakan: permukaan tepi yang lebih sempit dan tajam (dan hasil akhir Ra rendah) mempertahankan rezim dominan geseran dan membantu menekan partikel halus; permukaan yang terlalu lebar atau tepi yang membulat bergeser ke arah pembajakan dan meningkatkan pembentukan partikel halus. Catat lebar permukaan dan Ra dalam rencana inspeksi Anda sehingga geometri mikro yang mengatur mekanisme ini dapat dikontrol dari satu lot ke lot lainnya.
Skema datum dan toleransi yang kompatibel dengan Gala/MAAG
Tetapkan datum yang mencerminkan bagaimana pisau terpasang pada dudukan dan hub. Gunakan posisi dan tegak lurus untuk mengontrol pola lubang dan permukaan yang menentukan bidang sapuan pisau. Sertakan persyaratan penyeimbangan untuk rakitan pemotong berputar dengan verifikasi ke tingkat yang sesuai berdasarkan konsep ISO 21940-11, dengan mencatat kecepatan dan jumlah bidang koreksi. Untuk pemasangan ulang ke dalam ekosistem Gala/MAAG, sertakan antarmuka dan offset penting dalam gambar sehingga manufaktur dan inspeksi penerimaan dapat memverifikasi kesesuaian sebelum pengiriman.
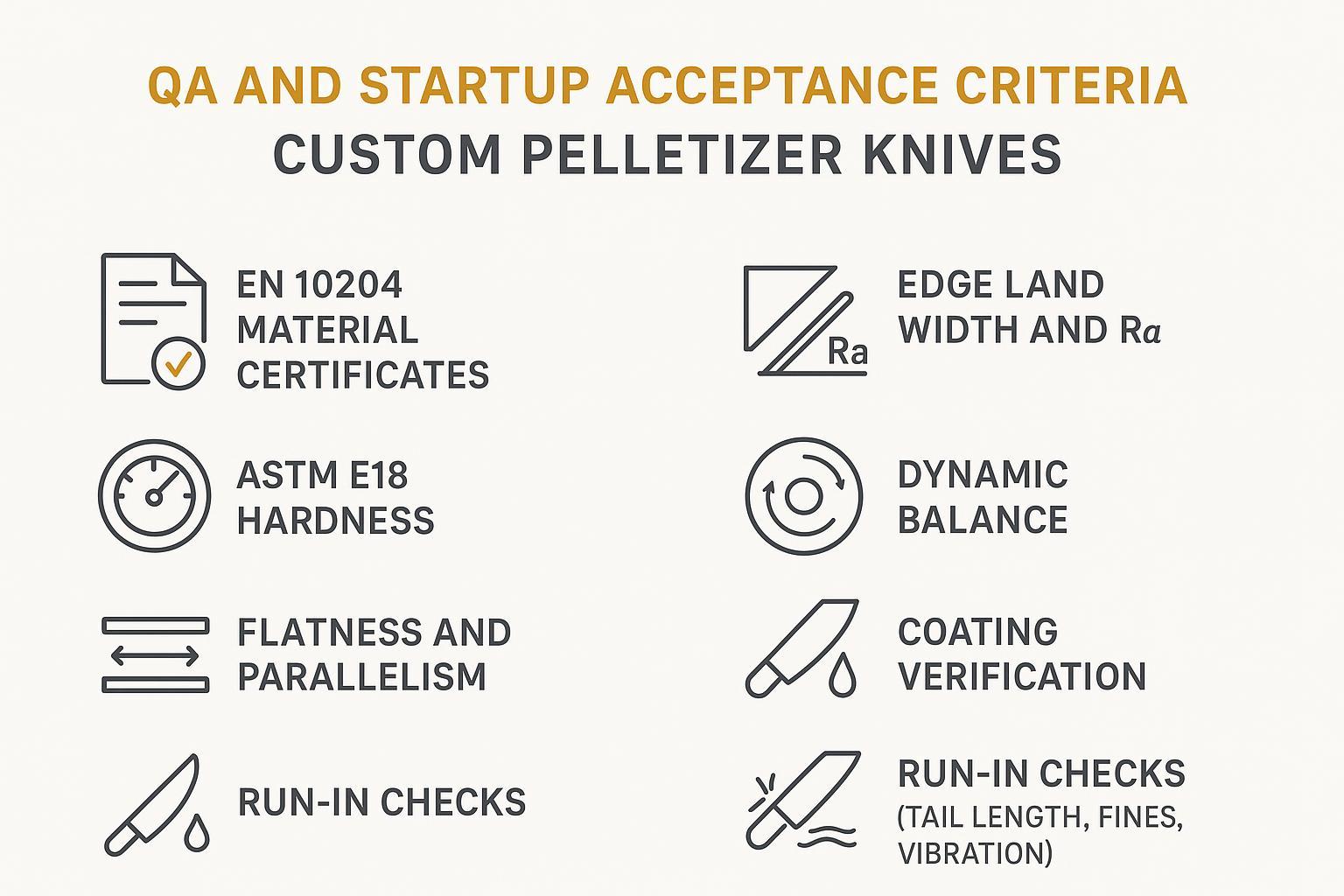
Dokumentasi QA dan validasi uji coba

Verifikasi sertifikasi material, kekerasan, dan pelapisan.
Paket QA Anda harus mencakup sertifikat material (umumnya EN 1024 3.1 untuk produk logam) yang menunjukkan panas dan komposisi kimia, beserta hasil kekerasan yang diukur dan dilaporkan sesuai konvensi ASTM E18 dengan blok uji yang dapat ditelusuri ke NIST. Jika digunakan pelapis, dokumentasikan jenis, rentang ketebalan, dan metode verifikasi adhesi. Jika terdapat sambungan patri, catat spesifikasi pengisi dan pemeriksaan visual/NDT yang dilakukan.
Laporan inspeksi dimensi dengan instrumen yang dapat dilacak.
Laporan dimensi harus mencantumkan setiap fitur yang dikontrol—kerataan, paralelisme, lebar tepi bidang, posisi lubang—beserta metode pengukuran, instrumen, dan status kalibrasi. Jika menggunakan CMM, sertakan referensi verifikasi mesin (keluarga ISO 10360), jenis probe, dan kondisi lingkungan. Untuk tekstur permukaan, catat parameter pengukuran Ra. Jaga kepadatan tautan tetap rendah, tetapi pastikan laporan mencakup detail yang cukup sehingga laboratorium lain dapat mengulangi pengukuran tersebut.
Untuk mempercepat adopsi dan membuat paket tersebut dapat segera ditindaklanjuti, sertakan aset yang dapat digunakan kembali: daftar periksa inspeksi QA yang dikontrol versinya dan templat laporan inspeksi dimensi (CSV/PDF) yang mencerminkan fitur-fitur yang tercantum di atas. Anda dapat mengakses templat internal kami dan melihat bagaimana kami memverifikasi kekerasan (ASTM E18), tekstur permukaan (Ra), dan ketertelusuran CMM di templat kami. Gambaran umum kualitas dan inspeksi.
Daftar periksa uji coba dan kriteria penerimaan pada tahap awal startup.
Sebelum produksi penuh, buktikan kesiapan lini produksi Anda dengan uji coba terstruktur. Verifikasi kontak pisau dengan cetakan, fungsi mekanisme gaya pemotong, dan titik pengaturan sistem air (aliran dan suhu) sesuai prosedur mesin Anda. Ambil sampel pelet untuk distribusi panjang ekor dan persentase serbuk halus setelah periode stabilisasi singkat; catat getaran pada rumah pemotong sebagai indikator keseimbangan dan kesesuaian. Tetapkan kriteria penerimaan yang sesuai dengan produk dan harapan pelanggan Anda (misalnya, kemunculan ekor dalam rentang ppm atau persentase yang ditentukan, serbuk halus di bawah ambang batas), dan catat hasilnya dalam laporan awal.
Modus kegagalan dan SOP pencegahan
Pembuatan alur pada pelat cetakan dan mitigasi keausan yang dipercepat
Kontak pisau yang terus-menerus pada tekanan lokal tinggi dapat menyebabkan alur pada pelat cetakan, menurunkan kualitas pemotongan, dan menyebabkan panas berlebih serta sisa material. Hal ini dapat diatasi dengan memastikan geometri kontak yang seragam, memverifikasi mekanisme gaya pemotong, dan melakukan perataan ulang permukaan cetakan sesuai jadwal yang terkait dengan keausan yang diamati. Literatur OEM tentang sistem peletisasi bawah air juga menunjukkan perlunya tindakan perlindungan dan pelapisan pada permukaan cetakan; gunakan tindakan tersebut jika sesuai dan pantau kedalaman alur selama penghentian yang direncanakan.
Pengendalian pengelupasan tepi, getaran, dan penumpukan toleransi.
Kerusakan pada bagian tepi biasanya menandakan pola kontak yang tidak stabil atau getaran akibat ketidakseimbangan atau ketidaksesuaian. Kendalikan penumpukan dengan penggunaan datum yang disiplin, verifikasi keseimbangan dinamis dari rakitan yang berputar, dan periksa lokasi lubang dan permukaan pemasangan. Jika Anda melihat peningkatan getaran atau kebisingan pada housing, anggap itu sebagai indikator awal dan perbaiki sebelum bagian tepinya memburuk.
Pengendalian penumpukan resin untuk aliran daur ulang yang lengket
Untuk aliran daur ulang yang lebih lengket, usahakan untuk mencegah adhesi pada permukaan pisau yang tidak kritis dengan lapisan anti lengket yang sesuai dan jaga suhu/aliran air dalam batas yang direkomendasikan mesin. Tetapkan SOP pembersihan yang menghilangkan penumpukan tanpa membulatkan tepi; verifikasi dengan pemeriksaan optik cepat sebelum memulai kembali.
Studi kasus mikro (uji coba lapangan anonim): Sebuah perusahaan daur ulang plastik Amerika Utara yang menggunakan mesin peletisasi bawah air yang kompatibel dengan Gala menguji peningkatan toleransi dan material (kontrol kerataan/kesejajaran yang diperketat, tepi berujung karbida, dan SOP pengoperasian awal yang diverifikasi). Kondisi dasar: pengoperasian awal 6–8 jam, pergantian setiap 72 jam, sisa/serpihan halus ~1,8% berdasarkan berat, dan puncak getaran wadah ~4,5 mm/s. Setelah implementasi (uji coba 6 minggu): pengoperasian awal turun menjadi 1–2 jam, pergantian diperpanjang menjadi 160 jam, sisa/serpihan halus turun menjadi ~0,5%, dan puncak getaran berkurang menjadi ~2,0 mm/s. Pelanggan meminta pelaporan anonim; data yang ditampilkan berasal dari catatan produksi yang diverifikasi pemasok.
Kesimpulan
Menentukan dan memvalidasi pisau pelletizer khusus bukanlah soal tebak-tebakan. Ini tentang menerjemahkan maksud CAD ke dalam bentuk yang dapat diproduksi, menjaga kerataan/kesejajaran dan geometri mikro melalui penggerindaan presisi, dan membuktikannya dengan QA yang dapat dilacak—lalu mengkonfirmasi di lini produksi Anda bahwa set tersebut berjalan lancar. Ketika Anda menggabungkan langkah-langkah tersebut, waktu pengoperasian awal menyusut dan interval pergantian memanjang, meningkatkan waktu operasional sekaligus mengurangi penghentian yang tidak direncanakan.
Langkah selanjutnya: tetapkan skema datum dan metode pengukuran Anda pada gambar; standarisasi paket QA yang Anda perlukan dari pemasok mana pun; konfirmasikan dimensi kritis retrofit terhadap ekosistem Gala/MAAG Anda; dan gunakan daftar periksa awal dengan kriteria penerimaan yang ditentukan untuk memvalidasi kesiapan produksi. Untuk latar belakang yang lebih mendalam tentang toleransi dan praktik inspeksi dalam pembuatan bilah, lihat sumber daya internal yang disebutkan di atas dan dokumen OEM/sistem tentang peletisasi bawah air dan sistem air yang dipanaskan.
Referensi dan bacaan lebih lanjut (pilihan deskriptif yang dipilih):
- Konteks sistem OEM mengenai peletisasi bawah air dan sistem air hangat dapat ditemukan dalam laporan singkat MAAG mengenai hal tersebut. Sistem peletisasi bawah air dan Sistem air dengan suhu terkontrol.
- Kerangka kerja toleransi geometris dan tekstur permukaan: lihat Portal ASME untuk keluarga Y14.5 dan B46.1 dan indeks ISO untuk spesifikasi produk geometris.
- Penjelasan metrologi tentang kerataan dan kekasaran: Penjelasan tentang kerataan kunci; Gambaran umum kekasaran optik Keyence.
- Menyeimbangkan praktik dan konteks nilai: Mesin penyeimbang Schenck HM dan latar belakang standar ISO 21940-11 melalui Indeks ISO.
- Norma dokumentasi QA untuk sertifikasi kekerasan dan material: Kekerasan Rockwell ASTM E18 dan jenis sertifikasi EN 10204 melalui Gambaran umum BSI.