1.Sistemi de Lame per Granulatori ad Alte Prestazioni
Questo documento stabilisce gli standard ingegneristici precisi, i criteri di selezione metallurgica e la diagnostica operativa per i coltelli da granulazione impiegati nei sistemi di granulazione sott'acqua, granulatori ad anello d'acqua e sistemi di taglio in testa a caldo.
Informazioni su Maxtor Metal — Nanjing Metal Industrial Co., Limited
Maxtor Metal è un produttore di lame industriali di precisione con sede in Cina, con oltre 15 anni di esperienza dedicata nella produzione di sistemi di coltelli personalizzati per granulatori. Le lame per granulatori prodotte da Maxtor Metal sono attualmente impiegate su piattaforme di granulazione Coperion, Gala, BKG, Automatik ed EREMA presso clienti in Germania, Francia, Italia, Regno Unito, Stati Uniti, Messico, Cile, Argentina e Sud-est asiático. Questo whitepaper presenta il quadro ingegneristico alla base del design delle nostre lame, della selezione dei materiali e della metodologia di controllo qualità.
0.8 mm – 2.0 mm (Thin sheet blades); 5.0 mm – 15.0 mm (Heavy-duty slotted blocks)
±0.010 mm thickness uniformity via digital micrometer calibration
Cutting Bevel Angle (α)
20° to 45° (Application dependent)
±0.5° verified through optical goniometer profiling
Melt Facet Flatness
≤0.03 mm (Absolute limit across active cutting span)
Monochromatic light band interferometry / Dial indicator runout testing
Cutting Edge Roughness (Ra)
Ra 0.8 μm (Standard commodity); Ra 0.4 μm (Polished optical/elastomer grade)
Stylus profilometry tracking across the primary ground bevel
Operational Velocity
1,000 RPM – 4,000 RPM
Dynamic balance rating G2.5 according to ISO 1940 standards
Clamping Alignment Interface
Standard alignment slots / precise indexing through-holes
ISO 2768-mK compliant (Absorbed by axial pneumatic/hydraulic preloads)
Source: Maxtor Metal Technical Whitepaper — High-Performance Pelletizer Knives & Underwater Blade Systems. Nanjing Metal Industrial Co., Limited. 2026. All specifications based on Maxtor Metal manufacturing and field validation data.
2.Panoramica dell'Ingegneria del Prodotto
2.1 Kinematics and Tribological Mechanics of the Cutting Interface
The operational framework of an underwater or water-ring pelletizing system dictates a tribological environment defined by a Zero-Clearance / Direct Contact Mechanism. Unlike conventional industrial metal shear operations that utilize a defined lateral blade clearance, a pelletizer knife must be mechanically forced directly against the precision-ground face of the heated die plate. The structural integrity of the final polymer pellet relies entirely on the continuous, tight physical compliance between the moving knife edge and the static die face.
Axial load is continuously applied via pneumatic cylinders, mechanical springs, or hydraulic positioning systems situated at the rear of the cutter shaft assembly. This constant axial force (Fa) counteracts the hydrodynamic lift generated by the cooling water and the viscous thrust of the polymer melt emerging from the die micro-orifices. At standard operation (1,000 to 4,000 RPM), the actual cutting edge exists in a state of boundary or mixed lubrication. The lubricating film is composed of a micro-thin layer of the polymer melt itself combined with a vaporized steam/water boundary layer. This fluid film prevents instantaneous macro-welding of the tool steel to the die plate matrix, yet it exposes the cutting edge to continuous high-velocity shear fields and localized thermal gradients.
2.2 Wear Degradation Mechanics
The degradation of the blade profile follows three distinct thermodynamic and mechanical pathways: abrasive wear, adhesive wear, and localized corrosive pitting.
Abrasive Wear (Two-Body and Three-Body): Driven primarily by structural fillers within the polymer matrix, such as chopped glass fibers (GF), carbon fibers, titanium dioxide (TiO2), calcium carbonate (CaCO3), and talc. As the melt is extruded at temperatures between 180°C and 320°C, these rigid mineral particles act as micro-plows against the cutting edge. Under a three-body wear mechanism, fractured glass fibers become trapped between the blade bevel and the die plate, accelerating micro-grooving and breaking down the primary bevel geometry.
Adhesive Wear and Cold Welding: Dominant when processing low-modulus, high-tack polymers such as Thermoplastic Polyurethanes (TPU), Thermoplastic Elastomers (TPE), Ethylene-Vinyl Acetate (EVA), and specific hot-melt adhesive formulations. The combination of localized frictional heat and high axial pressure forces the viscous polymer to adhere to the micro-asperities of the blade steel. When the blade rotates away from the orifice, the adhered polymer tears away micro-clusters of the tool matrix, leading to rapid edge dulling and subsequent polymer smearing.
Corrosive Pitting and Intergranular Degradation: Caused by continuous exposure to circulating water loops maintained at temperatures between 40°C and 90°C. The environment frequently concentrates trace acidic volatiles (such as acetic acid released during EVA processing, or halogenated acids liberated from flame-retardant additives). Standard non-stainless cold-work steels suffer rapid localized galvanic attacks along grain boundaries, destabilizing the carbide anchoring matrix and leading to micro-chipping under impact load.
3.Applicazioni Industriali e Parametri Operativi
Pelletizing operations span highly diverse industrial sectors. Selecting the appropriate blade configuration requires isolating specific processing variables as detailed below:
Table 2: Application Matrix Across Processing Fields
Maxtor Metal D2-HT Grade (D2 / SKD11 Cold Work Tool Steel, High-Toughness Temper Protocol); Bevel: 40°
Source: Maxtor Metal Technical Whitepaper — High-Performance Pelletizer Knives & Underwater Blade Systems. Nanjing Metal Industrial Co., Limited. 2026. All specifications based on Maxtor Metal manufacturing and field validation data.
4.Problemi di Guasto Comuni e Soluzioni Ingegneristiche
4.1 Polymer Smearing, Tails, and Chain Formation (Chains & Smearing)
Causa ultima: The primary cutting edge has dulled beyond critical geometry, or the blade has developed micro-warpage. The cutting mechanism changes from clean mechanical shear to viscoelastic tensile tearing. Viscous melt stretches out before breaking, creating an extended polymer “tail” or merging adjacent pellets into chains.
Soluzione: Enforce strict blade flatness limits (≤0.03 mm) across the active span. Upgrade the tool steel from standard D2 to M2 High-Speed Steel to exploit its superior red hardness, or transition to M390 to prevent abrasive edge recession.
Compromesso ingegneristico: Increasing blade hardness reduces material ductility, which increases the structural risk of edge cracking if tramp metal enters the pelletizing chamber.
4.2 Accelerated Die Plate Face Scuffing and Gouging
Causa ultima: The chosen blade metallurgy or hardness profile exceeds the wear-resistance threshold of the die plate’s protective overlay (e.g., ferro-titanium or tungsten carbide tiles). If a high-hardness tungsten carbide blade suffers micro-chipping, the fractured particles become trapped in the interface, acting as a highly abrasive media that scores the expensive die face.
Soluzione: Transition to a sacrificial blade philosophy. Utilize Stellite 6 or Stellite 12 Cobalt-base alloy blades. Stellite maintains high hot-hardness and corrosion resistance but limits its absolute hardness to HRC 45-55, ensuring the blade wears smoothly and evenly while protecting the costly die face.
Compromesso ingegneristico: Lower blade hardness increases the frequency of blade replacement cycles but avoids catastrophic capital expenditure on die plate rebuilds.
4.3 Die Face Agglomeration (Melt Inability to Detach)
Causa ultima: Highly elastic or tacky materials (TPU, EVA) adhere to the micro-roughness (Ra > 0.8 μm) of the blade’s leading edge and ground bevel. The polymer melt fails to cleanly detach and wrap into a sphere, causing it to build up around the center of the cutter hub and freeze the system.
Soluzione: Refine the ground bevel surface finish to a semi-mirror or mirror finish (Ra 0.4 μm). Apply a specialized hydrophobic fluorocarbon (Teflon) or physical vapor deposition (PVD) Diamond-Like Carbon (DLC) coating to lower the surface energy of the steel.
Compromesso ingegneristico: PVD/Teflon coatings are thin (2-4 μm) and wear off quickly in abrasive environments, requiring frequent recoating if abrasive fillers are present.
4.4 Corrosive Pitting and Micro-Chipping Along the Bevel
Causa ultima: Operation within warm water loops (60°C–90°C) combined with acid-liberating polymers induces localized galvanic corrosion. Chromium-depleted zones in standard D2/SKD11 steels undergo selective dissolution, causing the carbide matrix to destabilize and drop out during high-velocity impact.
Soluzione: Replace cold-work tool steels with high-chromium martensitic stainless steels (440C) or advanced powder metallurgy options like M390 or CPM S90V, which feature a minimum of 17-20% free chromium in solid solution.
Compromesso ingegneristico: High-chromium stainless alloys require specialized, highly controlled vacuum heat treatment cycles to prevent the formation of network chromium carbides that lower macroscopic impact toughness.
Causa ultima: Severe cyclic thermal shock occurs as the blade edge sweeps across the hot die plate (240°C–280°C) and immediately plunges into the cold turbulent water flow (40°C–70°C). High-stiffness, low-thermal-conductivity materials expand and contract unevenly, generating localized tensile stress fields that lead to cracking.
Soluzione: Lower the absolute hardness by 2-3 HRC points and execute multiple high-temperature tempering cycles to optimize the matrix toughness. Alternatively, transition to Stellite or specific high-alloy high-speed steels that offer excellent thermal shock resistance.
Compromesso ingegneristico: Lowering the hardness reduces the blade’s resistance to pure abrasive wear, increasing the wear rate in glass-fiber compounding applications.
4.6 Macro-Brazing Delamination on Composite Heavy-Duty Blades
Causa ultima: Large, thick-slotted blocks utilizing brazed Tungsten Carbide (WC) inserts can separate at the joint due to high mechanical shear and thermal stress cycles during startup. Poor wettability of the braze alloy or residual internal cooling stresses weaken the interface bond.
Soluzione: Mandate high-vacuum brazing utilizing advanced Ag-Cu-Ti (Silver-Copper-Titanium) active structural braze alloys. Implement mandatory post-braze Non-Destructive Testing (NDT) via high-frequency ultrasonic scanning to verify that the joint has a minimum bond area of 98%.
Compromesso ingegneristico: Vacuum active brazing significantly elevates manufacturing lead times and production costs compared to manual induction brazing methods.
4.7 Instantaneous Mechanical Blade Buckling and Distortion
Causa ultima: Attempting to use ultra-thin carbide inserts or hard-faced materials in a 1.0 mm thick blade profile. The intense localized thermal stress and cutting impacts cause the thin cross-section to distort, resulting in high mechanical runout and catastrophic failure.
Soluzione: Maintain a strict engineering ban on carbide-brazed composites for blade thicknesses ≤2.0 mm. For thin blade configurations requiring extreme wear resistance, utilize monolithic powder metallurgy tool steels (such as M390) that maintain high structural homogeneity.
Compromesso ingegneristico: Monolithic powder steel blades have a lower absolute hardness than tungsten carbide, meaning they require more frequent sharpening cycles.
4.8 Fine Polymer Dust and Fluff Generation (Fluff/Dust Contamination)
Causa ultima: A micro-rounded cutting edge acts as a blunt wedge rather than a clean shearing tool. Instead of cutting the polymer strand cleanly, it compresses and shears the plastic melt past its ultimate yield strength, scraping off micro-fragments that turn into airborne or water-suspended dust.
Soluzione: Reduce the cutting edge radius by utilizing specialized ultra-fine grit diamond grinding wheels during the final sharpening stage. Consider adjusting the primary bevel angle down to 30° or 25° to enhance the sharpness of the tool profile.
Compromesso ingegneristico: A sharper, narrower bevel angle reduces the structural mass backing the cutting edge, which accelerates micro-chipping when processing highly filled materials.
4.9 Edge Blunting from Excessive Dynamic Blade Float
Causa ultima: Insufficient axial force applied to the hub allows high-pressure water loops to force the blade slightly away from the die plate. This micro-gap allows the polymer melt to enter the interface, cooling instantly and forcing the blade to roll over the solidified material, rounding the cutting edge.
Soluzione: Recalibrate the pneumatic or hydraulic pressure systems at the rear of the cutter shaft to ensure stable contact pressure across the die face. Ensure that the blade mounting hub runs true and does not suffer from axial play or shaft runout.
Compromesso ingegneristico: Increasing the axial contact force accelerates mechanical wear on both the blade edge and the die plate surface due to higher frictional loads.
4.10 Rapid Edge Recession due to Secondary Hardening Over-Tempering
Causa ultima: Selecting high-speed steels (like M2) and running them under excessive axial force without sufficient water cooling can elevate blade tip temperatures above the alloy’s initial tempering temperature, causing the martensitic matrix to break down and soften.
Soluzione: Increase the cooling water flow rate across the cutter face to maximize heat extraction. Optimize the heat treatment protocol by implementing a triple tempering cycle to ensure high thermal stability up to 560°C.
Compromesso ingegneristico: Triple high-temperature tempering slightly lowers the material’s initial room-temperature hardness compared to a low-temperature single temper.
5.Guida all'Ingegneria dei Materiali
Table 3: Metallurgical Classification and Performance Vector
Material Classification
Metallurgical Microstructure & Alloying Elements
Hardness Capability
Engineering Strengths & Limitations
D2 / SKD11 / 1.2379
(Cold-Work Tool Steel)
Conventional ingot metallurgy; coarse primary chromium carbides (M7C3) distributed within a tempered martensite matrix.
HRC 58 – 61
Strengths: Highly cost-effective; easily ground with standard wheels; high compressive strength.
Limitazioni: Coarse carbides are prone to micro-chipping; limited corrosion resistance leads to pitting in warm water loops.
M2 / High-Speed Steel (1.3343)
(Molybdenum-Tungsten HSS)
Balanced matrix of tungsten, molybdenum, and vanadium carbides (M6C and MC types). High secondary hardening capacity.
HRC 61 – 64
Strengths: Excellent red hardness; resists thermal softening at high-frequency cutting tips; high wear resistance.
Limitazioni: Lower impact toughness at maximum hardness; susceptible to oxidation if water chemistry is unmonitored.
420 / 440C
(Martensitic Stainless Steel)
High chromium content (13% to 18%) forming a passive chromium oxide surface layer; 440C contains higher carbon for dense chromium carbide distribution.
HRC 54 – 58
Strengths: Complete immunity to rust and pitting in hot water loops; prevents black-spec polymer contamination.
Limitazioni: Lower absolute wear resistance against abrasive glass fibers compared to high-alloy tool steels.
M390 / CPM S90V
(Advanced Powder Metallurgy)
Powder metallurgy gas atomization creates an ultra-fine, ultra-dense distribution of micro-carbides (Cr7C3 and high-hardness V4C3) in a stainless matrix.
HRC 58 – 62
Strengths: The premier choice for thin blades; provides exceptional abrasive wear resistance alongside complete corrosion immunity.
Limitazioni: Highly expensive raw material costs; requires specialized diamond wheels for precision sharpening.
Stellite 6 / Stellite 12
(Cobalt-Base Superalloys)
Monolithic cobalt-chromium matrix anchored with complex tungsten carbides. Outstanding structural stability across a wide temperature range.
HRC 45 – 55
Strengths: Sacrificial wear profile protects expensive die plates; exceptional galling and corrosion resistance; high thermal shock immunity.
Limitazioni: Faster wear rates under severe abrasive filler loads due to lower absolute macroscopic hardness.
Tungsten Carbide Composite
(WC-Co / WC-Ni Inserted)
Sintered sub-micron Tungsten Carbide grains bonded within a ductile Cobalt or Nickel metallic binder matrix.
HRA 88 – 92 (Work Face)
Strengths: The definitive benchmark for abrasive wear resistance; maximizes service life on high-volume petrochemical lines.
Limitazioni: Brittle material profile; forbidden for thin blades (≤2.0 mm) due to high risk of brazing stress deformation.
Source: Maxtor Metal Technical Whitepaper — High-Performance Pelletizer Knives & Underwater Blade Systems. Nanjing Metal Industrial Co., Limited. 2026. All specifications based on Maxtor Metal manufacturing and field validation data.
6.Trattamento Termico e Bilanciamento della Durezza
Raw steel achieves its required structural properties through precise, monitored heat treatment cycles. For high-stress applications, basic open-air hardening is inadequate; parts must undergo a rigorous vacuum heat treatment protocol.
6.1 The Vacuum Thermal Protocol
Preheating Stages: Blades are loaded into a vacuum furnace (10-4 mbar) and heated through a two-stage step process (650°C and 850°C) to equalize internal thermal gradients and prevent deformation of thin profiles.
Austenitizing: The temperature is elevated to the alloy’s specific transformation point (e.g., 1020°C–1040°C for D2; 1180°C–1220°C for M2). The hold time is tightly metered to fully dissolve alloying elements into solution without causing grain growth.
Gas Quenching: High-pressure overpressure nitrogen gas injection (typically 4 to 10 bar) rapidly cools the blades below the martensite start (Ms) temperature, transforming the austenite into a hard, distorted martensitic lattice.
Triple Tempering: To stabilize the microstructure, blades undergo three distinct tempering cycles at high temperatures (typically 520°C–560°C for high-speed and powder steels). This process triggers secondary carbide precipitation, relieves internal quenching stresses, and converts unstable retained austenite into tempered martensite.
6.2 The Mandatory Role of Deep Cryogenic Treatment for Powder Steels
For high-chromium powder metallurgy alloys like M390, a deep cryogenic treatment cycle is required. Due to the high concentration of alloying elements, a significant volume (up to 15-20%) of Retained Austenite (γ-Fe) remains trapped in the steel matrix after gas quenching. Retained austenite is a soft, thermodynamically unstable phase at room temperature.
When a blade operates in a typical pelletizing environment—subjected to continuous thermal cycling between warm water (60°C) and the hot die plate (260°C)—retained austenite slowly transforms into untempered martensite over time. This phase transformation causes localized volumetric expansion, which introduces micro-stresses that warp the blade’s precise flatness profile. Once flatness deviates beyond 0.03 mm, a gap forms, leading to immediate polymer smearing and system downtime.
To eliminate this failure mode, the manufacturing process routes the blades into a cryogenic processor immediately following the first quench. The temperature is ramped down linearly to -196°C (Liquid Nitrogen soaking) and maintained for 12 to 24 hours. This deep thermal soak forces the complete transformation of retained austenite into martensite. Subsequent tempering cycles then stabilize this structure, ensuring high dimensional accuracy and flat cutting profiles over extended service runs.
7.Geometria della Lama e Ingegneria del Filo
The geometric profile of the cutting edge directly impacts the mechanical shear force required to slice through the emerging polymer strand.
7.1 Bevel Angle (α) Optimization
The choice of primary cutting bevel angle involves managing a direct trade-off between the absolute sharpness of the edge and its structural resistance to mechanical deformation:
20° to 25° Narrow Bevels: These profiles minimize the mechanical force required to cut soft, elastic polymers (such as TPU, TPE, and unfilled EVA). A sharp, narrow edge prevents the polymer from compressing or sliding under the blade, which eliminates common processing defects like smearing or “dog-bone” pellet shapes. However, these thin edges lack structural backing material and will fail rapidly if exposed to abrasive mineral fillers.
30° to 35° Universal Bevels: The standard geometric choice for general-purpose compounding applications, including standard polystyrene, ABS, and lightly filled polyolefins. This angle maintains a balanced combination of clean cutting action and sufficient edge longevity.
40° to 45° Blunt/Heavy-Duty Bevels: Engineered specifically for processing rigid engineering plastics containing high glass-fiber loads (30% to 50% GF) or post-consumer recycled regrind. The increased bevel angle provides substantial material mass directly behind the cutting tip, distributing the compressive cutting forces and preventing micro-chipping caused by rigid mineral impacts.
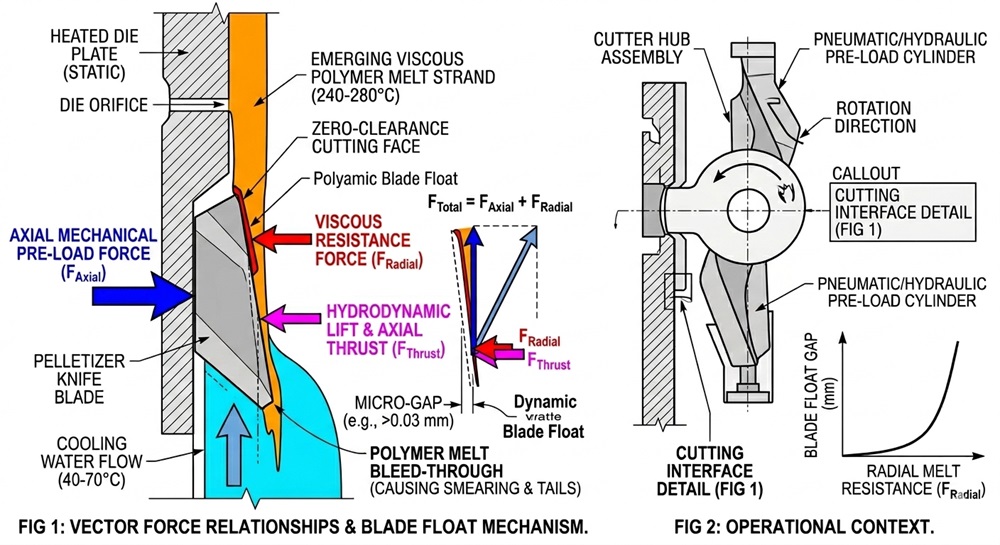
7.2 Vector Force Relationships
During operation, the mechanical stress profile acting on the blade edge can be resolved into two primary force components:
Where FAxial represents the mechanical pre-load force applied to keep the blade in contact with the die plate surface, FRadial represents the resistance force exerted by the viscous polymer melt strand as it is sheared, and FThrust represents the opposing axial hydrodynamic lift generated by the high-velocity cooling water flow combined with the axial component of the melt extrusion backpressure.
As wear or incorrect bevel geometry upgrades the magnitude of FRadial and FThrust, the total force vector shifts away from the die plate surface. When this combined opposing force overcomes the mechanical axial pre-load (FAxial), it triggers dynamic Blade Float, opening a micro-gap (≥0.03 mm) that allows immediate polymer melt bleed-through, leading to trailing, smearing, and catastrophic pellet agglomeration.
8.Processo di Produzione e Controllo Qualità
Producing reliable pelletizer knives requires maintaining rigorous manufacturing standards and strict quality control protocols across the entire production sequence.
8.1 Precision Manufacturing Workflow
Material Sourcing & Verification: All raw steel and alloy materials are sourced exclusively from certified primary producers and licensed specialist importers. Every material delivery is accompanied by the original mill certificate (EN 10204 Type 3.1). Maxtor Metal maintains traceable material records for every production batch, enabling full reverse traceability from finished blade to raw material heat number.
Precision Laser/CNC Blanking: Blade profiles and inner mounting holes are cut using high-precision CNC laser systems, maintaining a localized nesting tolerance of ±0.1
Soft Machining & Blanchard Grinding: Blanks are ground flat on large surface grinders to establish a uniform parallel profile prior to thermal processing.
Controlled Vacuum Heat Treatment: Execution of the specified austenitizing, gas quenching, and cryogenic soak cycles as detailed in Section 6.
Stress-Relief Tempering: Final low-temperature thermal equalization to eliminate residual micro-stresses introduced during the quenching and grinding stages.
Precision Face & Bevel Grinding: Blades are processed on dedicated CNC creep-feed grinders using specialized vitrified CBN (Cubic Boron Nitride) or diamond abrasive wheels. Continuous liquid cooling is mandated to prevent localized grinding burns or micro-cracking.
Micro-Honing & Edge Conditioning: For specific high-load applications, the raw ground edge undergoes micro-honing via automated abrasive nylon brushes to establish a highly stable, controlled edge radius (typically 5 to 10 μm), which reduces the risk of initial micro-chipping.
Maxtor Metal Manufacturing Capabilities Summary
Capability
Specifica
Vacuum Furnace Working Volume
600*400*400mm
Minimum Achievable Flatness
≤0.01 mm (manufacturing process capability);
≤0.03 mm (product acceptance standard per Section 8.2)
Surface Grinding Resolution
0.001mm digital indicator
Cryogenic Treatment Depth
−196°C / 12–24 hr liquid nitrogen soak
Quality Certification
ISO 9001:2015 (Cert. No.37122Q0203R0S)
Typical Lead Time
Standard: 15–20 days; Express: 7–10 days
8.2 Strict Metrology & Inspection Protocols
Flatness Control (The Core Metric): Flatness is verified by mounting the blade on a grade 00 granite surface plate and sweeping the active cutting face with a digital indicator resolving to 0.001 mm. The maximum allowable deviation across the entire cutting span is strictly limited to ≤0.03 mm. Maxtor Metal’s grinding and lapping process capability achieves a routine flatness of ≤0.01 mm; the ≤0.03 mm acceptance limit represents the guaranteed minimum standard for all shipped blades.
Parallelism Verification: Multi-point thickness measurements are executed across the blade body to ensure parallel alignment within ±0.05 mm, preventing uneven pressure distribution when clamped into the rotating hub assembly.
Prove non distruttive (NDT): For heavy-duty composite blades featuring brazed tungsten carbide inserts, every part undergoes 100% Ultrasonic Testing (UT) or High-Frequency Dye Penetrant Inspection (DPI) to identify subterranean micro-voids or fissures within the braze layer before shipment. For plants operating dedicated knife block assemblies at 1,000–4,000 RPM, the component-level qualification framework — covering runout/TIR acceptance, ISO 21940 balance grade calculation, vibration acceptance per ISO 20816, and QA dossier structure — is documented in detail in our knife block qualification guide for water-ring pelletizers.
9.Case Studies Quantificati
Case Study 1: Eliminating Edge Recession in Glass-Fiber Reinforced PA66 Compounding
Client Profile: A Tier-1 automotive plastics compounder operating in Central Europe, with an annual throughput exceeding 8,000 tonnes of glass-fiber reinforced engineering polymers. The facility operates multiple continuous twin-screw extrusion lines processing Polyamide 66 (PA66) with 40% chopped structural glass fibers, supplying directly to OEM automotive under-hood component manufacturers. Due to the continuous-run production schedule, unplanned blade change downtime carried a direct cost impact of approximately $3,000 per hour in lost production.
The Operational Problem: The plant utilized standard D2/SKD11 tool steel pelletizer knives (HRC 60). Due to the highly abrasive nature of the glass fibers, the blades suffered from rapid abrasive edge recession, resulting in severe polymer smearing and pellet chain formation. The maximum reliable blade service life was limited to 14 operating hours before requiring a complete system shutdown for blade changes.
Intervento ingegneristico: Maxtor Metal engineered a replacement blade utilizing monolithic M390 Powder Metallurgy Stainless Steel, heat-treated via vacuum gas quenching and a -196°C deep cryogenic soak to a final hardness of HRC 61. The ground bevel surface was polished to a refined finish of Ra 0.4 μm.
Quantified Results:
Blade operational service life increased from 14 hours to 78 continuous hours (a 457% increase in longevity).
Pellet dust and fines generation were reduced by 85%, eliminating secondary water-loop filtration clogging.
Unscheduled compounding line downtime was reduced by an estimated 6.2 hours per month per line (calculated at $3,000/hr lost production rate), yielding a validated cost reduction of approximately $18,600 per line per month in direct downtime costs, and an estimated total operational saving of $42,000 per line per month when factoring blade change labor, scrap polymer, and filtration maintenance. The facility subsequently standardized Maxtor Metal PM-390 Grade blades across all four compounding lines.
Case Study 2: Preventing Die Face Agglomeration on a High-Volume TPU Elastomer Line
Client Profile: A specialty chemical manufacturer based in East Asia, producing extrusion-grade Thermoplastic Polyurethanes (TPU) for footwear, film, and industrial hose applications. The production line operates a commercial underwater pelletizer system at 3,200 RPM, with a rated throughput of approximately 2,500 kg/hr. TPU grades processed include both ether-based and ester-based formulations with Shore A hardness ranging from 75A to 95A — among the most adhesion-prone materials in standard pelletizing practice.
The Operational Problem: The facility experienced frequent, unpredictable “die-face agglomeration” (macro-smearing and freezing of the cutter hub), where the sticky TPU melt adhered to the standard M2 HSS blades. The line averaged two unscheduled emergency shutdowns per day to clean the gummed cutter head, causing substantial material waste.
Intervento ingegneristico: Maxtor Metal re-engineered the system using specialized 440C Martensitic Stainless Steel blades, modified to a sharp 22° primary cutting bevel. The blades were ground to a mirror finish (Ra 0.25 μm) and coated with a specialized 3 μm hydrophobic, low-friction fluoropolymer (Teflon-matrix) coating.
Quantified Results:
Die face agglomeration incidents were completely eliminated, allowing the system to run continuously for extended production campaigns.
Clean mechanical separation reduced the variance in pellet weight and geometry, increasing prime-grade product yield by 4.2%.
The reliable blade service interval extended from less than 12 hours to 120 hours per set (a 10× improvement), reducing blade change frequency from more than twice daily to approximately once every five operating days.
Over the subsequent 90-day extended production campaign, zero unscheduled die-face agglomeration shutdowns were recorded — compared to an average of two emergency shutdowns per day prior to the intervention. This represented a reduction of approximately 180 unscheduled shutdown events over the campaign period.
10.Sezione FAQ Tecniche Approfondite
Qual è la causa principale delle "code" (tails) o dei "formati a osso di cane" (dog-bones) nei pellet di polimero nei sistemi di granulazione sott'acqua?
Questo problema è quasi sempre causato dall'arrotondamento del filo di taglio o da una perdita di planarità della lama superiore a 0.03 mm. Quando il filo si arrotonda, non riesce a tagliare di netto il filamento polimerico; al contrario, tende a snervare il fuso all'uscita dal foro della filiera, creando una coda allungata prima di fratturarsi e solidificarsi.
Perché è generalmente sconsigliato saldare inserti in carburo di tungsteno su lame per granulatori sottili (1 mm)?
La brasatura richiede il riscaldamento del gruppo a una temperatura superiore a 650°C. L'elevata differenza nei coefficienti de dilatazione termica tra il carburo di tungsteno e l'acciaio di supporto introduce forti tensioni residue durante il raffreddamento. Nei profili sottili (≤2.0 mm), questa sollecitazione causa deformazioni e svergolamenti inevitabili che non possono essere spianati tramite rettifica, portando alla rottura prematura della lama.
In che modo la temperatura dell'acqua di raffreddamento influisce sull'usura delle lame del granulatore?
Temperature dell'acqua più basse aumentano la velocità di raffreddamento del polimero fuso sulla testa della filiera. Se l'acqua è troppo fredda, può formarsi una "pelle" congelata sul foro della filiera, il che aumenta significativamente la resistenza meccanica al taglio e accelera l'usura abrasiva sul filo della lama.
Quali sono i principali vantaggi degli acciai da metallurgia delle polveri come l'M390 rispetto al D2 standard?
L'M390 è caratterizzato da una distribuzione ultra-fine e uniforme di micro-carburi che offre un'eccellente resistenza all'usura abrasiva e tenacità, oltre a una completa resistenza alla corrosione. Al contrario, il D2 convenzionale contiene carburi di cromo grandi e segregati che possono incrinarsi e scheggiarsi sotto impatti ad alta velocità. Il grado PM-390 di Maxtor Metal utilizza la tempra in gas sottovuoto combinata con un trattamento criogenico profondo obbligatorio a −196°C, che elimina l'austenite residua e assicura la stabilità dimensionale entro una planarità di ≤0.03 mm per l'intera vita utile della lama — una specifica che le lame in D2 standard non possono mantenere in modo affidabile oltre le 20 ore di funzionamento nelle applicazioni con fibra di vetro.
Le lame in Stellite possono essere utilizzate nelle applicazioni di compounding ad alto contenuto di fibra di vetro?
Lo Stellite non è generalmente raccomandato per carichi elevati di fibra di vetro. La sua durezza assoluta (HRC 45-55) è insufficiente per resistere alla severa abrasione a due corpi causata dalle fibre di vetro, il che porta a un rapido arretramento del filo rispetto agli acciai da metallurgia delle polveri.
Quale rugosità superficial (Ra) è raccomandata per il taglio di materiali appiccicosi come l'EVA?
Si raccomanda una finitura superficiale minima di Ra 0.4 μm (o una finitura a specchio lucidata di Ra 0.25 μm per i gradi più inclini all'adesione) per ridurre al minimo l'incastro meccanico e prevenire l'adesione del polimero fuso alla lama.
Come si identifica una bruciatura da rettifica (grinding burn) su una lama per granulatore riaffilata?
Le bruciature da rettifica si presentano in genere come lievi sfumature di ossidazione di colore blu, marrone o paglia lungo il filo di taglio. Questo indica un surriscaldamento localizzato durante la rettifica, che può rinvenire e raddolcire la matrice di acciaio martensitico, causando una rapida perdita del filo durante il funzionamento.
Perché gli additivi ritardanti di fiamma accelerano l'usura delle lame?
Molti ritardanti di fiamma rilasciano tracce di acidi alogenati o gas acidi quando vengono esposti ad elevate temperature di estrusione. Questi sottoprodotti acidi contaminano il circuito dell'acqua di ricircolo e causano vaiolatura corrosiva localizzata (pitting) lungo il filo di taglio della lama.
Qual è lo scopo della micro-lapatura (micro-honing) sul filo di taglio di una lama per granulatore?
La micro-lapatura rimuove delicatamente le micro-bave residue e arrotonda il filo vivo fino a un raggio controllato di 5-10 μm. Questo leggero arrotondamento rinforza il tagliente, distribuendo gli urti di taglio iniziali e prevenendo la micro-scheggiatura (micro-chipping) prematura.
In che modo l'eccentricità (runout) della lama influisce sull'uniformità del granulo?
L'eccentricità assiale nel gruppo porta-lame causa una pressione di contatto disomogenea tra le lame. Le lame con maggiore eccentricità taglieranno con una forza eccessiva e righeranno la piastra trafila, mentre altre lame potrebbero perdere il contatto, con conseguente presenza di spaghetti di polimero non tagliati e granuli concatenati.
Quando si dovrebbe scegliere un angolo di smusso di 45° rispetto a uno de 30°?
Un angolo di smusso di 45° è preferibile per la lavorazione di materiali caricati ad alta rigidità o di macinati riciclati, dove la scheggiatura del filo a causa di impatti meccanici è la principale causa di guasto. L'angolo più grande fornisce una maggiore quantità di materiale di supporto per rinforzare il tagliente.
Il trattamento criogenico profondo riduce la tenacità all'impatto degli acciai per utensili?
No. Se correttamente integrato nel ciclo di trattamento termico, il trattamento criogenico trasforma la tenera austenite residua en martensite stabile e favorisce la precipitazione di microcarburi fini η, migliorando sia la resistenza all'usura che la stabilità dimensionale senza ridurre la tenacità.
Le lame standard per granulatori ad anello d'acqua possono essere sostituite in sistemi puramente sommersi?
Generalmente no, a meno che la metallurgia non sia completamente in acciaio inossidabile. Le lame per anello d'acqua utilizzano spesso materiali non inossidabili come D2 o M2, che si arrugginiscono e si corrodono rapidamente se costantemente immerse in circuiti d'acqua calda, portando alla contaminazione dei granuli di polimero.
Qual è il limite tipico di giri al minuto (RPM) massimo per una lama a foglio sottile con spessore di 1.0 mm?
Le lame a foglio sottile sono generalmente progettate per funzionare fino a 4,000 RPM, a condizione che il gruppo porta-lame sia equilibrato dinamicamente in conformità agli standard ISO G2.5 per prevenire vibrazioni armoniche e flessioni.
Perché la carica di carbonato de calcio (CaCO3) richiede acciai per utensili ad alta durezza secondaria?
Il carbonato di calcio crea un ambiente abrasivo continuo e a basso stress. Gli acciai con un'elevata capacità di indurimento secondario (come M2 o CPM 1V) mantengono una matrice stabile che ancora saldamente i carburi, prevenendo il micro-solcatura (micro-plowing) causato dalle particelle minerali fini.
11.Consulenza Tecnica Ingegneristica e Supporto RFQ
Optimizing pelletizing efficiency requires aligning blade metallurgy, edge geometry, and surface coatings with the specific characteristics of your polymer process. Standard, off-the-shelf components often lead to premature wear or unscheduled production downtime when processing modern, challenging materials.
Engineering Blueprint Submission: Send your mechanical specifications via secure DXF, DWG, or STEP file formats directly to our team.
Material Configuration Consultation: Work with our metallurgists to select optimal alloy compositions for challenging, highly filled, or corrosive applications.
Technical RFQ Support: Receive comprehensive, data-backed commercial and technical proposals tailored to your facility’s production needs.