
はじめに
シャープで四角いペレットを作るには、何よりもベッドナイフとローターのギャップをどれだけ正確に設定できるかが重要です。これを正しく設定すれば、ペレットの形状が安定し、微粉の発生を抑え、メンテナンス間隔を延ばすことができます。逆に設定を誤ると、ペレットの尾部、粉塵、そして予期せぬ停止といった問題に悩まされることになります。
ストランドペレタイザーは、ほぼゼロクリアランスで動作します。鋭利なナイフが固定ベッドナイフを均一かつ微細な間隔で通過します。一方、従来の造粒機は、より粘度が高くばらつきのある原料をせん断するために、明確に定義された、しかしより広いクリアランス範囲に依存しています。この設計思想の違いが、目標とする数値と、その検証方法に影響を与えます。
必要なもの:現場のLOTO(ロックアウト・タグアウト)手順とPPE(個人用保護具)の着用、OEMマニュアルと以前のギャップログの手元に用意、細かい目盛りのシックネスゲージ、マグネットベース付きダイヤルゲージ、校正済みのトルクレンチ、赤外線温度計、清潔な糸くずの出ないワイプ。
主なポイント
- ベッドナイフローターのギャップ調整は、ペレットの形状、微粉の発生、および稼働時間を左右する重要な要素です。ストランドペレタイザーはほぼゼロに近いギャップで動作しますが、グラニュレーターはより広い範囲のギャップを使用します。
- お使いの機械の種類に応じて公表されている範囲から始め、シックネスゲージで設定した後、エッジに沿って均一な抵抗が得られるように、0.0005インチ刻みで微調整してください。
- メーカーの推奨に従い、段階的に十字型にトルクをかけ、締め付け後には必ず隙間を再確認して、反りやずれがないか確認してください。
- 低温および高温の測定値を記録し、生産初期には温度上昇と安定化が起こることを想定し、その後は定期的な週ごとの点検サイクルを設定する。
- 作業員がシフト間で一貫して設定、確認、承認を行えるよう、チェックリストとログを用いてこの標準作業手順を標準化する。
安全およびOEM仕様に関する注意事項(最初にお読みください): ギャップ目標、ボルトトルク、調整機構は、ペレタイザー/グラニュレーターのモデル、ナイフ形状、ホルダー設計、ファスナーのグレードによって異なります。以下の数値はあくまでも初期ガイダンスとして使用し、 OEMマニュアルをデフォルトとする 紛争が発生した場合はいつでも。ロックアウト/タグアウトの一般的な背景については、OSHA を参照してください。 危険エネルギー制御基準(29 CFR 1910.147)摩擦、異常な発熱、異音、または不安定な切削が見られた場合は、作業を中止し、LOTO(ロックアウト・タグアウト)の手順に従って位置合わせと取り付け面を再確認してください。
ギャップ目標と許容範囲

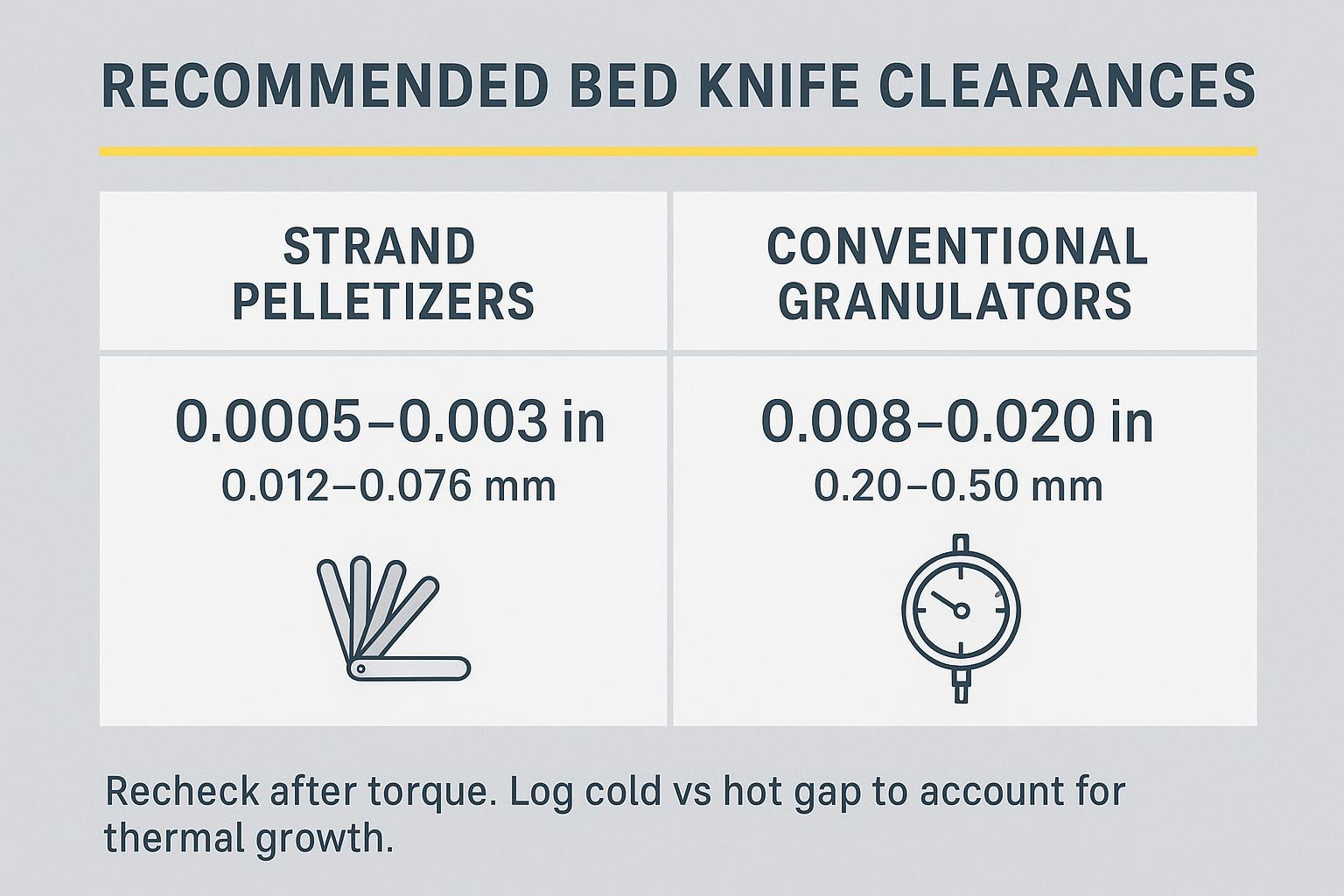
ストランドペレタイザー:クリアランスバンドがほぼゼロ(0.0005~0.003インチ / 0.012~0.076 mm)
ストランドペレタイザーは、半硬質ストランドを高速かつきれいに切断するために、狭く均一なクリアランスを必要とします。切れ味の良い工具の場合、実用的な開始ギャップは0.0005~0.003インチ(0.012~0.076 mm)です。これはベストプラクティスの目安として扱い、短時間の試作とOEMの許容値で確認してください。狭く制御可能なギャップが重要な理由、およびストランドシステムが他のペレット化方法とどのように異なるかについての背景情報については、Ferniteのストランドペレタイザーブレードの概要とMAXTOR METALのストランドセットアップガイダンスを参照してください。
- 参考資料:フェルナイト社による、ストランドペレタイザーブレードの「制御可能なギャップ設定」について: https://fernite.co.uk/plastics-and-recycling/strand-pelletizer-blades/
- 参考資料:MAXTOR METALによる、一般的なストランドローターとベッドナイフ間のギャップの開始範囲と調整ガイダンス: https://maxtormetal.com/masterbatch-pelletizer-blades-ultimate-guide/
従来型造粒機:標準的な窓(0.008~0.020インチ/0.20~0.50mm)
従来の造粒機は、切断機構と供給変動が異なるため、より明確な数値範囲を公表しています。いくつかのOEMマニュアルでは、汎用作業の場合、約0.006~0.008インチ(約0.15~0.20 mm)を指定しており、用途に応じて範囲が狭くなったり広くなったりします。 Rotogran PH-RO 操作マニュアル0.006~0.008インチに設定し、シックネスゲージで確認してから、締め付け後に再度確認してください。 Conair LP/JC ユーザーガイド 同様のウィンドウを提供し、ボルト締め付け後に隙間を再確認するようにオペレーターに明示的に指示します。 ACS Cシリーズ サービスマニュアル これは0.006~0.008の範囲内であり、定期的な週次チェックが必要であることを示しています。
経験則と温度成長調整
- 均一性は単一の数値よりも重要です。内側、中央部、外側の抵抗値を確認してください。抵抗値が異なる場合は、エッジが平行になっていないため、固定する前に調整してください。
- トルクを段階的に設定します。クロスパターンで最終トルクを30% → 60% → 100%まで締め付け、その後同じ箇所を再測定します。多くのOEMメーカーは、最終締め付けによって隙間がずれる可能性があると警告していますが、Conair社は「締め付け後に再確認する」ことを推奨しています。
- 温度変化は状況を変えます。低温時の値を記録し、目標負荷で短時間運転した後、高温時の観測値を記録してください。高温時のギャップが継続的に狭まるか広がる場合は、定常状態が許容範囲内に収まるように、メーカーの許容範囲内で低温時の設定値を調整してください。
| クイックチェック項目 | ストランドペレット製造機(導入ガイド) | 従来型造粒機(一般的なOEMウィンドウ) |
|---|---|---|
| ギャップ範囲から始める | 0.0005~0.003インチ(0.012~0.076 mm) | 0.006~0.008インチ(約0.15~0.20 mm)が一般的。用途によっては、より広いサイズも許容される場合がある。 |
| 測定箇所 | 内側、中央部、外側(毎回同じ3点) | 内側、中央部、外側(毎回同じ3点) |
| 設定方法 | 均一なわずかな抵抗のあるシックネスゲージ。微調整を小さなステップで行います。 | シックネスゲージを純正窓に当て、締め付け後に確認する。 |
| トルク戦略 | ステージ30% → 60% → 100%を十字/星形パターンで実行し、その後再確認する | ステージ30% → 60% → 100%を十字/星形パターンで実行し、その後再確認する |
| 必須確認 | 最終トルクの直後に再確認し、冷間時と温間時の観測値を記録してください。 | 最終トルク締め付け後すぐに再確認する。OEMの規定に従って週ごとの検証サイクルを採用する。 |
ベッドナイフローターギャップ調整の調整手順書

事前アライメントと安全ロックアウト
- ロックアウト/タグアウト:電源を遮断し、エネルギーがゼロであることを確認し、標識を掲示してください。耐切創手袋と保護眼鏡を着用してください。
- 清掃と点検:取り付け面とベッドナイフポケットを拭き、バリ、切りくず、ポリマー残留物を取り除きます。これらの異物はテーパーや反りの原因となります。
- 基準値を文書化する:機械ID、ローター位置、ナイフのロット/状態、周囲温度とローター表面温度、および最後に確認されたギャップ値を記録する。
- 仕様を確認してください。OEMマニュアルから目標ギャップ範囲と締結トルクをメモしてください。0.0005インチ刻みのシックネスゲージを用意してください。
シックネスゲージで初期設定を行い、0.0005刻みで微調整する。
- ベッドナイフを軽く締めて、軽く叩けば動く程度にしておきます。
- ターゲットとなるシックネスゲージを、ローターナイフの経路とベッドナイフの間に、内側、中央、外側の3つの半径方向の位置で挿入します。切断全長にわたって、均一でわずかな抵抗感が得られるように調整してください。
- ベッドナイフの位置をマイクロ単位で調整します。片側が緩んでいる場合は、抵抗が均等になるまで調整を偏らせてください。0.0005刻みで動かすことで、オーバーシュートを防ぎ、刃先を平行に保つことができます。
- 円弧全体にわたって確認します。ローターをゆっくりと手で回転させ、断続的に引っかかる箇所がないか確認します。引っかかりや異物混入の兆候がないか確認してください。作業を進める前に、清掃状態やアライメントを修正してください。
十字パターンでトルクをかけ、ロックした後、反りや隙間のずれがないか再確認する。
- 段階的なトルク設定:十字型または星型のパターンで、まず規定トルクの約30%まで締め付け、次に60%、最後に100%まで締め付けます。片側を完全に締め付ける前に、もう片側を完全に締め付けないようにしてください。
- 同じ3箇所で直ちに再測定してください。隙間が狭くなったり、不均一に広がったりした場合は、少し緩めてナイフの位置を直角に調整し、段階的なトルク測定を繰り返してください。
- 最終的な冷間時の値を記録してください。目視でずれが確認できるよう、締結部品にペイントマークを付け、トルクレンチのシリアル番号と校正日をログに記録してください。
検証および保守の頻度
測定ツールキット:シックネスゲージ、ダイヤルゲージ、箔せん断計、光学オプション
- シックネスゲージ:主要工具。分解能0.0005の清潔なセットを維持すること。曲がったり油が付着したリーフは交換すること。
- 測定の不確かさは重要です。フィーラーリーフには独自の許容誤差があり、ナイフ面のバリや残留物によってギャップが実際よりも狭く見えることがあります。重要な設定の場合は、ゲージと面を拭いてから測定してください。 同じ箇所で繰り返し測定を行う (例えば3回)測定を行い、トルクを固定する前に最も安定した感触と読み取り値が得られるようにしてください。ダイヤルゲージを使用する場合は、磁気ベースがしっかりと固定され、先端が表面に対して直角になっていることを確認し、コサイン誤差を回避してください。
- ダイヤルインジケーター:磁気ベース構成で、テーパーが疑われる症状がある場合に、ホルダーの平行度やローターの振れをチェックします。
- 箔せん断/剥離試験:特定の場所でゲージの使用が困難な場合に、迅速な確認を行う。
- 赤外線温度計:低温時と高温時のデータロギングのために、周囲温度とローター表面温度を測定します。
- トルクレンチ:校正済みで、ハンドルまたはカードに証明書/日付が記載されていること。トルク誤差を避けるため、延長部は慎重に使用すること。
ホットラン検証およびコールド/ホットギャップの文書化
- 起動チェック:初期切断後、目標スループットで30~60分間運転します。ロックアウト後、同じ3つのポイントで「ホット」な測定値を測定し、記録します。
- 差分を比較します。ホットギャップが一貫して変化する場合(例えば、約0.0005~0.001インチ狭くなる場合)、その方向と大きさを記録します。OEMのガイダンスに合致する場合、ホット定常状態が中間値になるように、次のコールド設定値を調整します。
- 状況を把握する:材料、充填量(例:GF/鉱物)、ライン速度に関するメモを記録してください。これらの要因は、摩耗や熱による成長パターンに影響を与えます。
日次・週次チェック、変更後の検証、およびログ記録
- 各シフトごとに、品質に変化(尾、微粒子、汚れなど)が見られた場合は、手触りとエッジの目視検査を迅速に行ってください。調整が必要ない場合でも、観察結果を記録してください。
- 毎週:OEMの規定に従って、ナイフのクリアランスと締結トルクを確認する。 ACS Cシリーズ サービスマニュアル 定期的な週次点検が求められています。あなたの業務においても、同様の規律を採用してください。
- 変更後(刃の交換、再研磨、ホルダーのメンテナンスなど)は、必ず標準作業手順書(SOP)の完全なリセットと承認が必要です。再研磨レポートまたは切れ味チェックの結果をログに添付してください。
材料、トルク、および互換性

材料の組み合わせ:研磨用途における工具鋼と超硬ベッドナイフの比較
研磨性の高い高充填材(ガラス繊維、鉱物)を使用した刃は、刃先を急速に摩耗させます。D2やM2/HSSなどの工具鋼は、優れた基本硬度と靭性を備えています。超硬合金製の刃は、初期費用は高くなりますが、過酷な使用環境において、はるかに高い耐摩耗性と刃持ちを実現します。材料を用途に合わせて選択し、硬度と形状がOEMの許容値と一致していることを確認し、欠けを防いでください。
ファスナー、トルク範囲、およびホルダーの反りの防止
メーカー指定のトルク値に厳密に従い、ホルダーの歪みや隙間のずれを防ぐため、段階的に十字方向に締め付けてください。多くのマニュアルでは、最後の締め付けでナイフが動く可能性があるため、締め付け後に再確認するよう明記されています。これは必須事項として扱ってください。
ブランド導入ガイド
調達と取り付けに関して、MAXTOR METALは主流のストランドペレタイザーと従来型造粒機のOEMおよびODM取り付けをサポートし、ベッドナイフの形状をホルダーパターンとモデルファミリーに適合させるお手伝いをします。 マックストールメタル 互換性サポートについては、量産発注前に、サイトの承認プロセスを使用して図面と試作適合性を検証してください。
トラブルシューティング
調整後の過剰な微粒子または粉塵
- 考えられる原因:ギャップが大きすぎる、または不均一である。エッジが鈍い、または微細な欠けがある。上流工程でのストランド調整の問題により、微細な破断が生じる。欠陥の原因に関する背景情報については、プラスチック技術誌の一般的なペレット化問題の概要を参照してください。 https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- 手順:3箇所で均一なギャップを確認する。明るい光の下で切断刃を検査する。ストランドの垂直な提示と送りロールの状態を確認する。ナイフとギャップが正しい場合は、上流の冷却/ストランドガイドを安定させる。
尾部、伸長、または鎖連結
- 考えられる原因:ニップ不足またはギャップ過多、ナイフの摩耗、送りロールのずれ、ストランドの温度/直径の不均一。プラスチック技術では、テール/ロングとストランドの提示について説明しています。 https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
- 対策:バンドのきつい端に向かって、ギャップを0.0005ずつ段階的に縮小する。ナイフを研ぐか交換する。送りローラーとカッタープレーンの位置を調整する。冷却速度と引き抜き速度のバランスを取る。
切り口が不均一、にじみ、または熱転写がうまくいかない
- 考えられる原因:過剰な隙間と鈍いエッジの組み合わせ、ストランドの熱軟化、トルク後のナイフまたはホルダーの反り。
- 対処方法:ギャップを再設定し、必要に応じてインジケータで平行度を確認する。段階的なトルクを繰り返して再確認する。スループットまたは冷却を調整する。研磨材充填にはより硬いナイフ材料の使用を検討する。
結論
適切なウィンドウを目指し、系統的に設定し、定期的に確認してください。ストランドペレタイザーの場合は、ほぼゼロの均一なバンドが該当します。従来のグラニュレーターの場合は、より重い切断に適した明確なクリアランスウィンドウが該当します。シックネスゲージを使用して0.0005インチ刻みで設定および微調整し、十字パターンでトルクをかけ、締め付け後は必ず再確認してください。
安全上重要な標準作業手順(SOP)と同様に、ループを閉じます。低温時と高温時の値(温度を含む)を記録し、毎週の点検をスケジュール通りに実施し、ナイフやホルダーを交換する際には作業者と監督者の承認を必須とします。ギャップを再設定した後も摩擦、異常な発熱、または異音が続く場合は、作業を中止し、生産を再開する前に、ロックアウト・タグアウト(LOTO)によるアライメント/振れ検査を実施してください。
著者
トミー・タン — 南京金属工業 シニアセールスエンジニア
- ペレット化および造粒ブレードアプリケーションのサポートにおける12年の実務経験
- 資格:CSE、CME、シックスシグマグリーンベルト、PMP
編集方針と情報開示
- 調達基準: 数値的なギャップ目標値とトルク値は、まずご使用のOEMマニュアルと照らし合わせて確認してください。可能な限り、このガイドではOEMマニュアルおよび定評のある業界刊行物を引用しています。
- レビューの頻度: この記事は、主要なOEMドキュメントが変更された場合、または少なくとも年に一度、社内の技術コンテンツ品質保証の一環として見直され、更新されます。
- 免責事項: MAXTOR METALは、 南京金属工業この記事では、適合性/互換性の文脈においてMAXTOR METALを参照する場合がありますが、技術的な設定および安全に関するガイダンスは、ブランドに偏らず、OEM間で再現可能なものとなるよう意図されています。
オペレーター向けの厳選情報源
- Rotogran PH-ROシリーズ — 0.006~0.008インチのウィンドウ;ゲージ法;締め付け後に再確認: https://rotogran.com/newsite/wp-content/uploads/2020/11/PH-RO-SERIES-OPERATIONS-MANUAL.pdf
- Conair LP/JC ユーザーガイド — 窓用; 「締め付け後に再確認」: https://www.conairgroup.com/mx/wp-content/uploads/sites/4/2018/02/UGG002-0998.pdf
- ACS Cシリーズサービス - 週次検証規程: https://www.acscorporate.com/wp-content/uploads/2023/08/d-53310_c-series.pdf
1件のフィードバック