
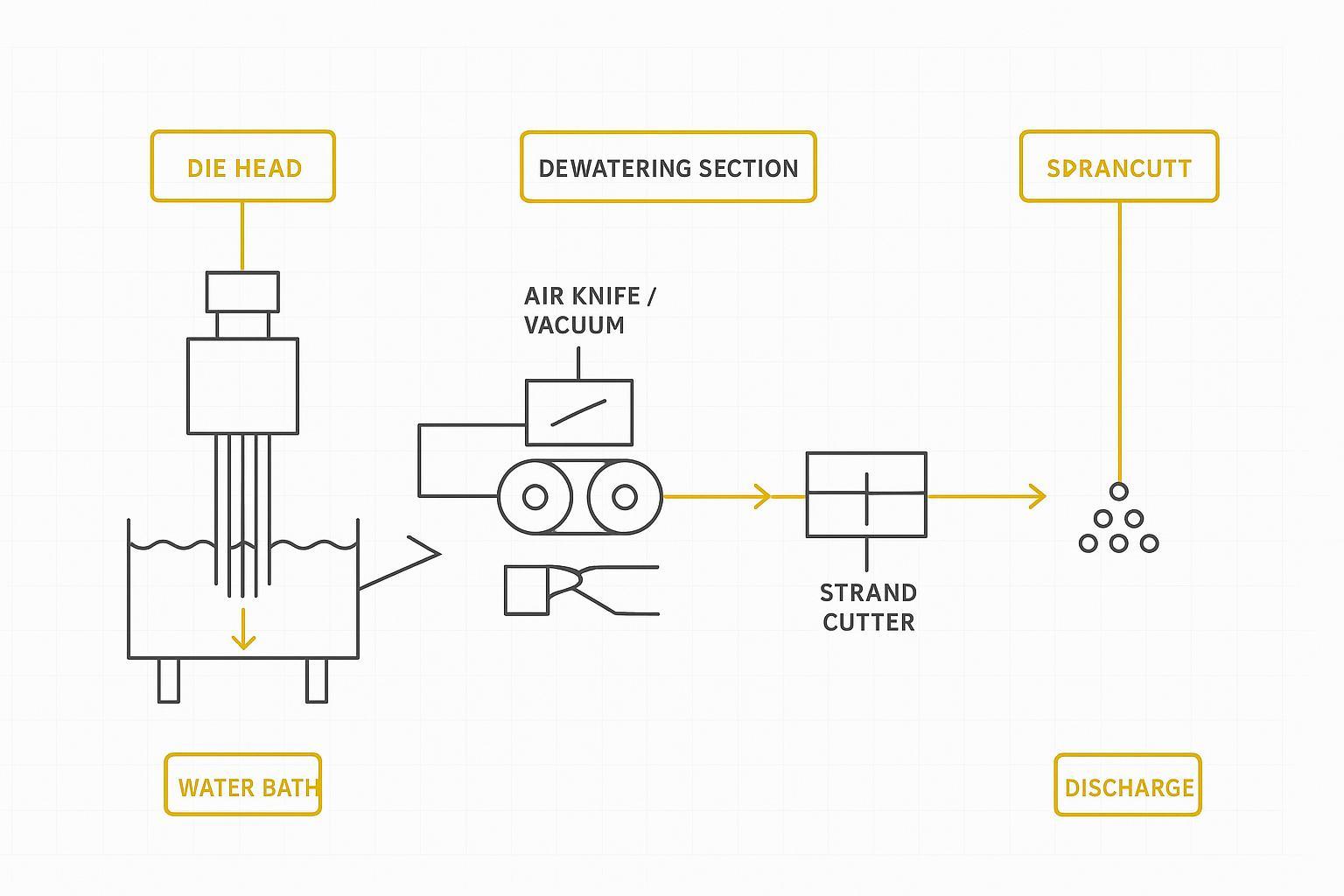
水圧式ペレット製造ラインでは、不安定な切断機構、滑りを促進する残留水を含むストランドがカッターに入ること、そしてテールやチッピングを誘発するダイ面の摩耗という3つの要因が重なると、微粉や粉塵が発生します。水分変動を伴う混合再生材は、これらの要因をそれぞれより発生しやすくします。溶融物中の脆い粒子は切断時に微細な亀裂を生じさせ、水分の急激な増加はベッドナイフ上でのハイドロプレーニング現象を引き起こし、汚染は摩耗を加速させます。
「ペレット化微粉の削減」は、単なる作業効率の向上にとどまらず、トン当たりのコスト削減にもつながります。粉塵が減れば、乾燥機やフィルターの負荷が軽減され、下流工程への供給が安定し、ペレットの外観に関する顧客からの苦情が減り、再加工も削減できます。1時間あたり1トンの生産ラインでは、微粉を1.2%から0.6%に削減することで、販売可能な製品を6kg/h確保でき、メンテナンス時の清掃作業も通常は削減できます。
このガイドの使い方:まず機械的な基準値(クリアランス、速度マッチング、アライメント)を設定し、次に水処理と金型衛生を安定させ、最後に再研磨材の摩耗性に合わせて刃の材質と標準作業手順(SOP)を選択します。各変更はシンプルなKPIで検証し、最初の2週間は厳密なペースで実施してください。
主なポイント
- 刃とベッド間のクリアランスを狭く均一に保ち、カッター先端速度をライン速度に合わせることで、滑りによる微粉の発生を減らすことを優先してください。
- 切断前に繊維を徹底的に脱水する(95%以上の遊離水を除去する)。浴槽の温度と長さは一定の範囲内に保つ。
- 金型面の平坦性とろ過性を維持し、テール部分に反応するのではなく、定期的な検査サイクルを設定する。
- 摩耗特性が一致する、硬度と公差が追跡可能な刃材/コーティングを選択し、標準規格に再研磨してから、微粉が急増する前に交換する。
- 標準的な方法による微粉の発生状況、残留水分量、ブレード寿命、およびダウンタイムを追跡し、トン当たりのコスト削減を証明する。
切断機構と速度制御
ブレードとベッドのクリアランスを設定します
最初はタイトで均一に始め、その後、微粉、テール、モーター負荷を監視しながら経験的に調整します。 試用期間の開始 ストランドカッターの場合、多くのショップは 0.05~0.15 mm 振れ、熱膨張、振動が明らかに制御されている場合にのみ、下限に向かって締め付けます。OEMは普遍的な数値を公表することはほとんどないため、 機械マニュアルと現場の安全規則を第一にそして、この期間をローカルでの検証のための実用的な基準として扱います。
OEM設計の観点から言えば、多くのストランドペレタイザーは、機械的な調整機能によってオペレーターがローターとベッドナイフの関係を「微調整」できるように特別に設計されていることに注目する価値がある。例えば、MAAG/Scheerは、ローターをベッドナイフに微調整してきれいな切断を行うための偏心マウントと調整について説明している。 Scheer S3500 ストランドペレタイザーのパンフレット (PDF)。一部のOEMトレーニング資料では、摩耗を補正するためのベッドナイフの微調整方法、例えばBay Plastics Machineryの資料で説明されているプッシュ/プルベッドナイフ方式などについても強調しています。 ストランドペレット化の基礎トレーニング資料 (PDF)
シックネスゲージを使って複数の時計位置で確認し、熱浸透後に再度確認してください。
混合再研磨材を使用する際には、2つの注意点があります。まず、微細な硬質介在物が、過度にタイトな切断面を欠けさせる可能性があるため、クリアランスと冶金特性のバランスを取る必要があります(下記参照)。次に、ストランドとベッド間のギャップが広すぎると、水が混入して切断面が「浮き上がり」、切断面がぼやけたり、微粉が発生したりする可能性があるためです。
カッター表面速度を合わせる
チップスピードは、滑りによる摩擦を避けるため、ストランドの引き抜き速度にできるだけ近づける必要があります。初期回転数を設定する分かりやすい方法は、チップスピードをラインスピードに合わせ、その後、負荷とペレットの品質に応じて微調整することです。
- 先端速度 (m/分) ≈ π × ローター (m) × RPM
- したがって、RPM ≈ 線速度 / (π × ドローター)
例:ライン速度が 60 m/分、ローター直径が 0.20 m の場合、回転数 ≈ 60 / (π × 0.20) ≈ 95.5 rpm となります。ここから始め、グリップとストランド数に応じて小さなスリップ係数 (0~10%) を許容し、ギアボックスとナイフの材質の制限内に収まっていることを確認してください。ペレットに擦り傷や毛羽立ちが見られる場合は、回転数をその値に近づけるように調整します。モーター電流のスパイクやエッジの裂け目が見られる場合は、速度を上げる前にクリアランスと振れを再評価してください。
アライメントと振れを確認する
ローターの振れやベッドナイフのずれによって円弧に沿って局所的なクリアランスがずれると、適切に設定された公称ギャップでも一貫性がなくなります。ローターにダイヤルインジケーター、ベッドにストレートエッジを使用して、切断全体にわたって均一性を確認します。切り替え前と切り替え後の測定値を記録します。OEMによって異なるため、QAまたはOEMの許容限界を採用し、ヒートソーク後に再確認します(工場では厳しい内部目標を設定するのが一般的ですが、すべてのストランドカッターに適合する普遍的な公表された振れ値はありません)。調整後は、再起動する前にローターを手動で1回転させます。この「手動で確認する」習慣は、ストランドペレタイザーのローターとベッドナイフの調整に関する複数のOEM/技術説明で明示的に言及されています(たとえば、MAAG/Scheerは、次のようなダイヤルイン調整機能についてパンフレットで言及しています)。 Scheer S3500 ストランドペレタイザーのパンフレット (PDF)
ここでのばらつきは、ペレットの長さのばらつき、尾部、および微粉に直接関係している。
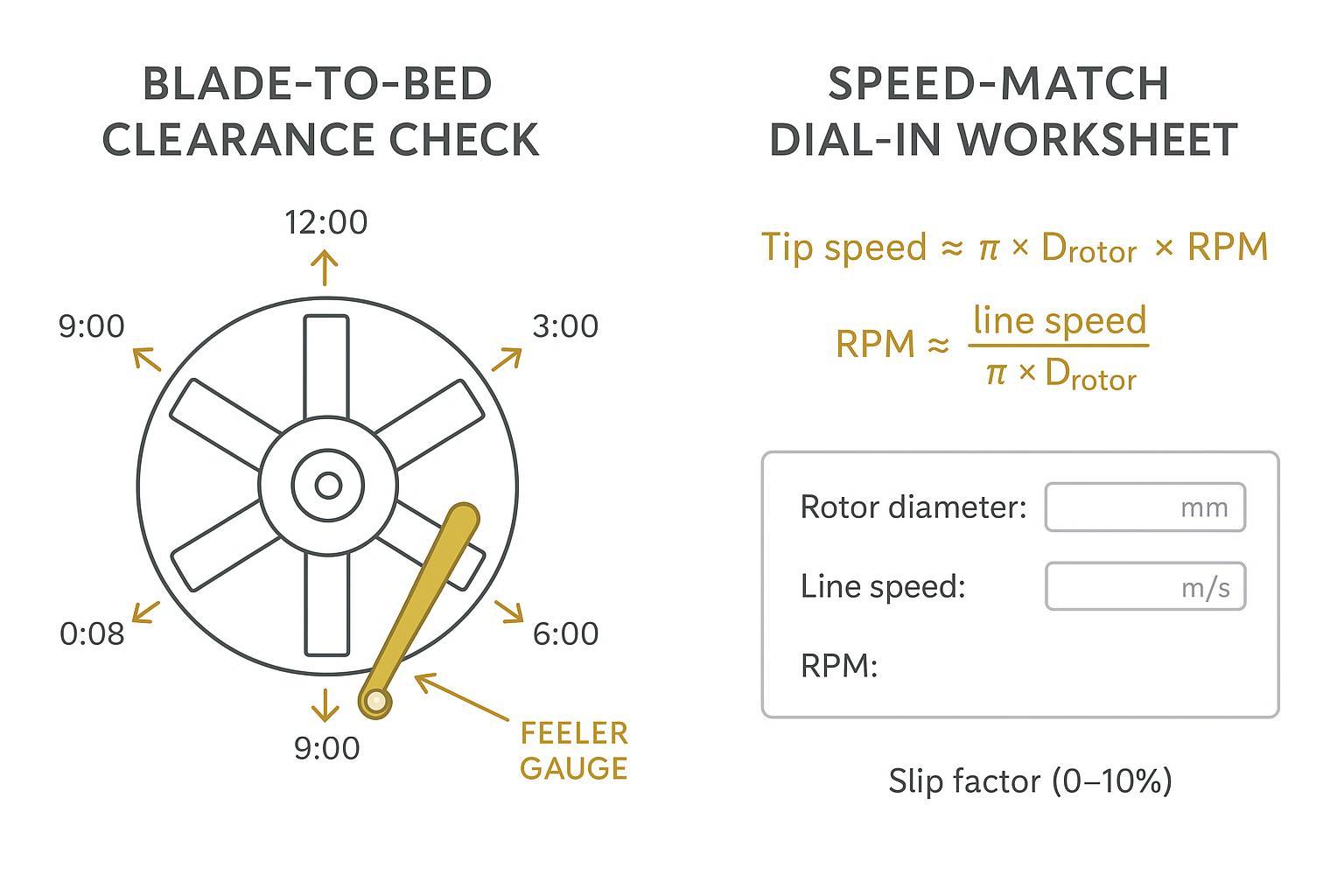
インフォグラフィック:ダイヤルイン時のクリアランスチェックポイントと速度マッチングワークシート。
ペレット化微粉を低減するための冷却、脱水、および金型衛生管理
適切なサイズの浴槽と適切な水温
浴槽の長さと温度は、切断のはるか前からストランドの安定性を決定します。浴槽のサイズを決定する実用的な方法は、ポリマーの特性とライン速度から必要な冷却時間を推定し、それを長さに変換することです。この方法は、Plastics Technology誌がストランドペレット化用水浴槽の長さを決定するためのガイダンスで概説しています。エンジニアリングアプローチについては、記事「ストランドペレット化:水浴槽の長さを決定するためのこれらの手順」を参照してください。 プラスチック技術 (2013年時点、この方法は現在も広く用いられている。)
PP/PEの場合、多くの加工業者は20~40℃で操業し、ストランドの挙動に基づいて調整します。より高温の浴槽は一部の共重合体の粘着を軽減するのに役立ちますが、局所的なテストなしに約45℃を超える温度変化は避けてください。トラブルシューティングガイドなど プラスチック技術誌「ペレットの完璧への道」 (2019)は、冷却とストランドの完全性のバランスを取るための有用な情報を提供します。この調整は、下流工程におけるペレット粉塵の削減に直接貢献します。
切断前に脱水 >95%
水面上の遊泳水は、遊泳水路の底刃上でハイドロプレーニング現象を引き起こし、微粒子を増加させます。工学的目標として、 95%以上の自由(表面)水 ストランドがエアナイフまたは真空スロットを使用してカッターに入る前に、安定した牽引力を生み出すニップローラーが続きます。 ヒューリスティックな出発点として「>95%」 (公表された普遍的な規格ではありませんが):重要なのは、ストランドがニップで滑ったり、ベッドナイフの上を「浮いたり」しないことです。ISO規格に準拠した水分チェックを下流で行い、脱水処理の決定がペレット化の微粉を減らしつつ、プロセスを安定させていることを確認してください。
罰金が急激に増加した場合、通常は時間を節約できる迅速なトリアージ手順は次のとおりです。
- 水の持ち越しが先: エアナイフ/真空の性能、繊維の「光沢」(目に見える濡れ具合)、ニップローラーが実際に繊維を掴んでいるか滑っているかを確認します。
- 次に安定性を削る: (熱処理後)刃とベッドの間の隙間がアーク全体で均一であることを確認し、刃先に微細な欠けがないか調べます。
- 次にスピードマッチ: 先端速度がずれていないか(VFDの設定値、ベルトの滑り、ギアボックスの問題など)を確認し、滑り係数を再確認してください。
- 次に、上流の衛生管理について: スクリーンパックのΔPジャンプやダイ面の溝を探してください。これらは、後に粉塵に砕けるテールを引き起こす可能性があります。
この手順はOEMのトラブルシューティングガイドに取って代わるものではありませんが、湿式ストランドラインにおいて、最も効果的な原因を迅速に特定するのに役立ちます。
ダイフェースとろ過を維持する
金型面の溝や段差は、小さな傾斜路のように働き、材料の端を引っ張ります。そして、その端は切断時に粉塵となって砕け散ります。検査の頻度を確立しましょう。各シフトで簡単な目視検査を行い、週に一度拡大鏡で検査し、溝が見える場合や端が許容範囲を超えた場合は金型面を研磨してください。プラスチック技術誌のコラムより 「水中ペレット化における問題の軽減とトラブルシューティング」 (2017)は、ダイ面の平坦度とブレードの状態がテールとどのように相関するかについて論じているが、水中システムに焦点を当てているものの、その原理はストランドにも当てはまる。
ストランドごとのテールのトラブルシューティングと切断調整の役割については、Plastics Technologyの定番ガイドを参照してください。 「ペレット化における7つの一般的な問題を解決する」 (2012)では、切断設定の変更によって改善されることが多い一般的な欠陥としてテールが強調されています。
ろ過も重要です。スクリーンパック全体でΔPが上昇すると、溶融不安定性や欠陥の急増を引き起こします。再生材の汚染レベルに合ったスクリーン交換戦略を選択し、品質の異常発生に対応するのではなく、予防的な変更を行うためのΔPトリガーを設定してください。
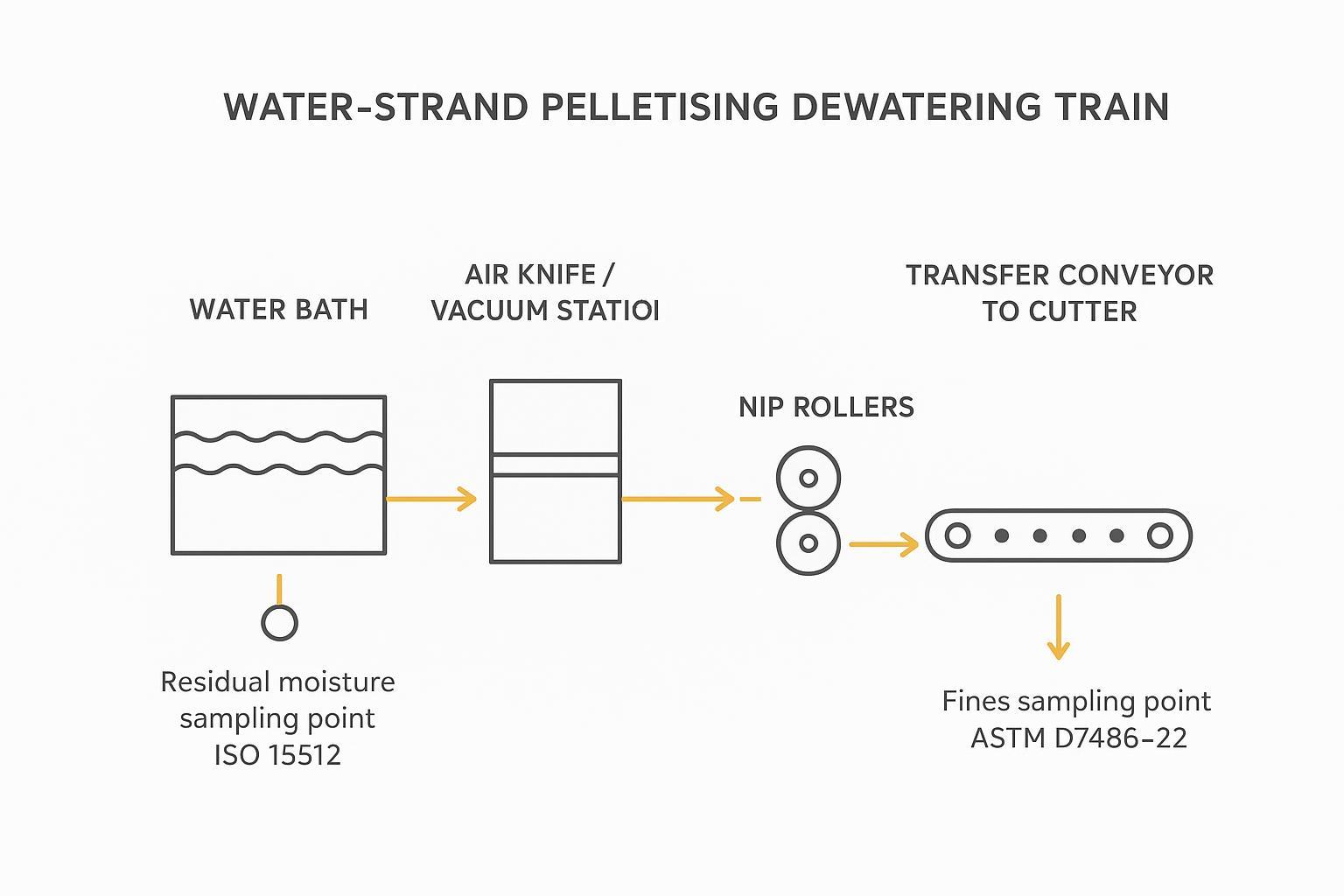
プロセスフロー:残留水分(ISO 15512)および微粒子試験(ASTM D7486)のための推奨サンプリングポイントを含む脱水工程。
刃物の冶金とメンテナンス
耐摩耗性を考慮した素材とコーティングを選択する
水分含有量が変動する混合再研磨材は、刃の摩耗を激しくします。硬い介在物や断続的な滑りによって、刃先が損傷を受けるからです。摩耗特性の異なる金属材料とコーティングを選択することで、刃先の切れ味を長く保ち、微粉の発生を抑えることができます。
一般的なオプションとバンド
- D2 / SKD11工具鋼:適度なコストで優れた耐摩耗性を発揮。硬度は通常HRC 58~61で、撚線切断用途に適しています。
- M2高速度鋼:高温硬度と靭性が高く、HRC値は62~64であることが多い。
- PM/CPMグレード(例:CPM-10Vクラス):優れた耐摩耗性。硬度は供給元のデータに基づいて指定し、衝撃荷重下での刃先の安定性を確認してください。
- 超硬チップまたはインサート:極めて過酷なガラス繊維強化プラスチック用途向け。耐摩耗寿命を最大化するが、欠けを防ぐために慎重なセットアップが必要。
コーティングの選択
- TiN:汎用性が高く、硬く、摩擦係数が低く、広く入手可能。
- TiCN:硬度が高く摩擦係数が低いため、研磨性があり断続的な切削に適しています。
- CrN:優れた耐食性を持ち、湿式作業や特定のポリマーとの併用に適しています。
実例(サプライヤータイプの仕様、例示):混合再生PP/PEラインで微粉を安定させるために、工場はD2熱処理されたストランドカッターブレードを指定する可能性があります。 HRC 60 ±2 TiNコーティングと研削公差 ±0.02 mm 重要な寸法に加え、基準面に対して平面度を検証する。仕様の要点は トレーサビリティと再現性材料証明書、熱処理記録、硬度抜き取り検査を要求し、OEMレベルの適合性を確保するためにサンプルまたは図面から形状を確認します。
このようなドキュメントとOEM/ODM適合サポートをサプライヤーがどのようにパッケージ化できるかの例が必要な場合は、以下を参照してください。 MAXTOR METALのプラスチックペレット製造機用ブレードのページ そしてその 工業用ブレード公差ガイドこれは性能を保証するものではありません。刃の安定性と寿命については、お客様ご自身の生産ラインで、お客様ご自身の研磨条件と湿度条件下で検証してください。
トン当たりのコストの小さな例
ブレードの寿命が、微粉がトリガー値を超えるまでの80時間と仮定します。TiN処理を施したD2 HRC 60 ±2のブレードを使用すると、寿命が120時間に延長されます。ブレードの価格が240ポンド、交換によるダウンタイムが1回あたり180ポンドの場合、80時間あたりの従来のコストは(240ポンド + 180ポンド) / 80 = 5.25ポンド/時間です。120時間あたりの新しいコストは(240ポンド + 180ポンド) / 120 = 3.50ポンド/時間です。1 t/hのラインでは、これは1時間あたり1.75ポンドの節約、または歩留まり/微粉の増加分を除いて1トンあたり1.75ポンドの節約になります。これらの数値は仮の数値として扱い、実際のコストと検証済みの寿命を当てはめてください。
再粉砕および切り替えに関する標準作業手順書(SOP)
再研磨の許容基準を習慣ではなく文書で明確に定めます。刃の最小残存幅、刃先の許容最大微小欠け(約40倍の倍率で評価)、および目標範囲内での研磨後の硬度スポットチェックを明記します。その後、規律ある切り替え作業を実施します。
- 金型面とベッドナイフを点検・清掃し、平面度を確認する。
- ダイヤルゲージを使用してローターの振れを測定し、工場/OEMの許容範囲外の場合は修正する。
- 複数の時計位置でクリアランスを設定して記録し、手で回転させて接触がないことを確認する。
- 規定トルクで締結具を締め付け、15~30分後に加熱し、クリアランスと振れを再確認する。
- 最初の生産時間における微粉量%、尾鉱、およびモーター電流を記録します。
設定値のスナップショット(ライン上で検証するための開始値)
| パラメータ | 開始目標 | 注記 |
|---|---|---|
| ブレードとベッド間のクリアランス | 0.05~0.15 mm | 混合再研磨材の場合は0.08mm付近から開始し、熱処理後に確認する。OEM仕様が優先される。 |
| カッター回転数(RPM) | 線速度 / (π × ドローター) | 0~10%のスリップ係数を適用し、ギアボックスとエッジの安定性を尊重してください。 |
| 浴槽温度(PP/PE) | 20~40℃ | 鎖の挙動に合わせて調整する。試験なしで45℃を超える温度を避ける。 |
| 切断前の脱水 | >95%の遊離水が除去されました | エアナイフ/真空吸引+ニップ;現地で検証 |
証拠に関する注記:浴槽のサイズと操作変数については、以下を参照してください。 プラスチック技術浴槽長さ法 (2013年) ペレットの完璧への道 (2019年)。微粒子および水分測定基準については、参照文献を参照のこと。 ASTM D7486-22 そして ISO 15512.
結論
要約とリズム
- 機械的な手順:均一なクリアランスを設定し(円弧全体で検証)、チップ速度をライン速度に合わせ、熱浸透後にアライメント/振れを検証する。
- 水処理:浴槽のサイズと温度を調整した後、カッターの手前で遊離水を積極的に除去し、ハイドロプレーニング現象を防ぎながらペレット化の微粉を減らします。
- 衛生管理と冶金:ダイ面を平坦に保ち、フィルターの性能を予測可能にし、硬度と公差が明確に定められたブレード鋼材/コーティングを選択する。スパイクが発生するのを待つのではなく、再研磨して標準品に切り替える。
実施計画と検証KPI
- KPI: 微粒子/粉塵 % ASTM D7486-22残留水分 ISO 15512ブレード寿命(作動するまでの時間または重量)、イベントごとのダウンタイム、ブレードと交換を含むトン当たりのコスト。
- 実施頻度:毎日のクリアランス/ランアウトのスポットチェック、シフトごとの脱水チェック、週ごとのダイフェースの拡大検査、ΔPに基づくスクリーンの変更、KPIトレンドラインの月次レビュー。
- 検証:一度に1つの変数のみを変更する。定義されたトン数で実行する。条件と測定方法を文書化する。
2週間のA/Bテスト検証テンプレート(コピー&ペースト)
- ルール: 一度に1つの変数を変更する(クリアランス) または RPMスリップファクター または 脱水設定 または スクリーンパック変更のトリガー)。
- 実行長さ: 各設定を固定する 時間またはトン数 (例:最低1シフト実施後、加熱処理後に確認)。
- ログフィールド(実行ごと): 樹脂/再生材の混合比、ストランド数、ライン速度、ローター径、RPM(およびスリップ%)、3~4時計位置でのクリアランス、浴槽温度、脱水方法/設定、スクリーンパックΔP、ダイ面状態に関する注記、微粉%(ASTM D7486)、水分測定結果(ISO 15512、使用した場合)、ダウンタイム分、および「オペレーターの注記」(例:目視可能なスケーティング、毛羽立ち、テール)。
- 決定の引き金: 罰金が軽減される場合にのみ変更を受け入れる % そして 2週間以内であれば、ダウンタイムやエッジの損傷を増加させることはありません。
この小規模なデータセットは、今後の刃物材料やコーティングの試験における内部基準値としても活用できます。
KPI/ログシート(実行ごとに1行)
| 分野 | 単位/フォーマット | いつ録音するか | 所有者 |
|---|---|---|---|
| 樹脂+再生材の混合物 | % / メモ | 各実行開始 | プロセス |
| ストランド数 | カウント | 各実行開始 | オペレーター |
| ライン速度 | m/分 | 各実行後、熱浸漬後 | オペレーター |
| ローター直径 | m | 1回(マシン1台につき) | メンテナンス |
| カッター回転数(RPM) | rpm | 各実行後、熱浸漬後 | オペレーター |
| 滑り係数 | % | 各実行 | プロセス |
| クリアランス測定値 | 3~4時の位置にmm | セットアップ後+ヒートソーク後 | メンテナンス |
| お風呂の温度 | °C | 時間単位 | オペレーター |
| 脱水設定 | エアナイフ/真空/ニップノート | 各実行+調整後 | オペレーター |
| スクリーンパックΔP | バールまたはキロパスカル | 時間単位 | オペレーター |
| ダイフェースの状態 | 短いメモ/写真参照 | 各シフト | メンテナンス |
| 微粒子/粉塵 | % (ASTM D7486) | 合意されたサンプル計画に従って | 品質保証 |
| 水分 | %(ISO 15512を使用する場合) | 合意されたサンプル計画に従って | 品質保証 |
| ダウンタイム | 分 | 各イベント | 監督者 |
| 境界条件 | 40×ノート(欠け/磨き) | 試験期間中毎日 | メンテナンス |
権限をさらに強化したい場合は、この表を管理文書(改訂番号+日付+所有者)として工場のSOPライブラリに添付することができます。
証明書付きのカスタムブレード仕様およびOEM/ODM適合については、サンプル検証を依頼できます。 マックストールメタル.
著者
トミー・タン ― 南京金属工業のシニアセールスエンジニア。プラスチック加工およびペレット化工程向けの産業用切断ソリューション分野で12年の経験を持つ。資格:CSE、CME、シックスシグマグリーンベルト、PMP。
参考文献および関連文献
- プラスチック技術 ― ストランドペレット化:水浴長さ法 (2013)
- プラスチック技術 ― ペレットの完璧への道 (2019)
- プラスチック技術 ― ペレット化における7つの一般的な問題を解決する (2012)
- MAAG/Scheer社製 S3500 ストランド成形・引抜成形ペレタイザーのパンフレット (PDF)
- ベイ・プラスチックス・マシナリー社 ― ストランドペレット化の基礎トレーニング資料 (PDF)
- ASTM D7486-22 ― プラスチックペレットおよび顆粒中の微粒子および粉塵の測定
- ISO 15512 — プラスチック — 水分含有量の測定
- MAXTOR METAL — 工業用ブレードコーティングガイド; 工業用ブレード公差ガイド