
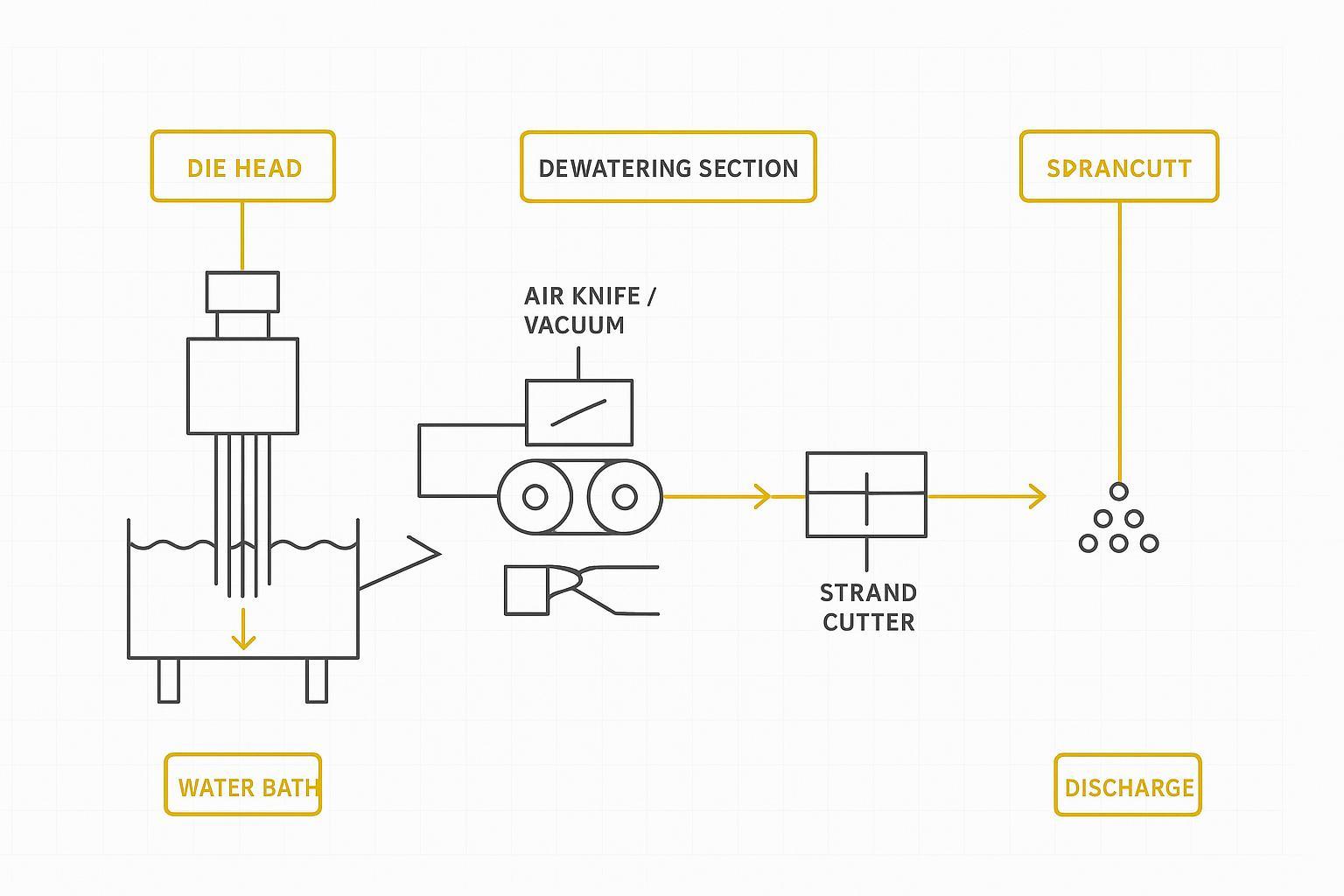
تتصاعد الجزيئات الدقيقة والغبار على خطوط تحبيب الخيوط المائية عند تداخل ثلاثة عوامل: عدم استقرار آلية القطع، ودخول الخيوط إلى أداة القطع مع وجود بقايا ماء على سطحها مما يُسهّل الانزلاق، وتآكل سطح القالب الذي يُؤدي إلى تكوّن ذيول وتشققات. ويزيد خليط المواد المعاد طحنها مع تقلبات الرطوبة من احتمالية حدوث كلٍّ من هذه العوامل: فالجزيئات الهشة داخل المادة المنصهرة تُسهّل حدوث تشققات دقيقة عند القطع، وتسبب ارتفاعات الرطوبة المفاجئة انزلاقًا مائيًا على سكين القطع، كما يُسرّع التلوث من التآكل.
إنّ "تقليل الغبار الناتج عن عملية التكوير" ليس مجرد تحسين لبيئة العمل، بل هو عاملٌ مؤثرٌ في خفض تكلفة الطن. فقلة الغبار تعني انخفاض الحمل على المجفف والفلتر، واستقرارًا أكبر في تغذية المنتج في المراحل اللاحقة، وتقليل شكاوى العملاء بشأن مظهر الحبيبات، وتقليل عمليات إعادة التصنيع. على خط إنتاج بطاقة طن واحد في الساعة، يؤدي خفض الغبار من 1.2% إلى 0.6% إلى الحفاظ على 6 كجم/ساعة من المنتج القابل للبيع، ويقلل عادةً من عمليات التنظيف والصيانة.
كيفية استخدام هذا الدليل: حدد أولاً المعايير الميكانيكية الأساسية (الخلوص، ومطابقة السرعة، والمحاذاة)، ثم ثبّت معالجة المياه ونظافة القالب، وأخيراً اختر معدن الشفرة وإجراءات التشغيل القياسية المناسبة لدرجة كشط إعادة الشحذ. تحقق من صحة كل تغيير باستخدام مؤشرات أداء رئيسية بسيطة، وحافظ على وتيرة سريعة خلال الأسبوعين الأولين.
أهم النقاط
- أعط الأولوية لخلوص الشفرة المحكم والموحد مع السرير وقم بمطابقة سرعة طرف القاطع مع سرعة الخط لتقليل الغبار الناتج عن الانزلاق.
- قم بتجفيف الخصلات بقوة (إزالة أكثر من 95% من الماء الحر) قبل القص؛ حافظ على درجة حرارة الحمام وطول الخصلات ضمن نطاق محدد.
- الحفاظ على استواء سطح القالب والترشيح؛ تحديد وتيرة الفحص بدلاً من التفاعل مع الأعطال.
- اختر مواد/طلاءات شفرات متطابقة مع التآكل ذات صلابة وتفاوتات قابلة للتتبع؛ أعد الشحذ وفقًا لمعيار وقم بالتغيير قبل ارتفاع نسبة الغبار الناعم.
- تتبع المواد الدقيقة بطريقة قياسية، والرطوبة المتبقية، وعمر الشفرة، ووقت التوقف لإثبات انخفاض التكلفة لكل طن.
آليات القطع والتحكم في السرعة
اضبط الخلوص بين الشفرة وقاعدة المنشار
ابدأ بإحكام وتجانس، ثم اضبط تدريجياً مع مراقبة الشوائب والذيل وحمل المحرك. نافذة تجريبية أولية بالنسبة لقواطع الخيوط، تبدأ العديد من المتاجر بين 0.05–0.15 مم ولا تقم بربطها باتجاه الطرف السفلي إلا إذا كان الانحراف والتمدد الحراري والاهتزاز تحت السيطرة بشكل واضح. ولأن الشركات المصنعة للمعدات الأصلية نادرًا ما تنشر أرقامًا موحدة، فتعامل مع... دليل تشغيل الآلة وقواعد السلامة في الموقع كمعيار أساسي.، وتعامل مع هذه النافذة كخط أساس عملي للتحقق محليًا.
من وجهة نظر تصميم الشركات المصنعة للمعدات الأصلية، تجدر الإشارة إلى أن العديد من آلات تكوير الخيوط مصممة خصيصًا لتمكين المشغلين من ضبط العلاقة بين الدوار وسكين السرير من خلال ميزات الضبط الميكانيكي - على سبيل المثال، تصف MAAG/Scheer التركيب والضبط اللامركزي لضبط الدوار في سكين السرير للحصول على قطع نظيفة في كتيب جهاز تحبيب الخيوط Scheer S3500 (ملف PDF). كما تؤكد بعض مواد التدريب الخاصة بالمصنعين الأصليين على أساليب الضبط الدقيق والمتدرج لشفرة السرير للتعويض عن التآكل، مثل أسلوب دفع/سحب شفرة السرير الموضح في شركة Bay Plastics Machinery. وثيقة تدريبية حول أساسيات تحويل الخيوط إلى حبيبات (ملف PDF).
قم بالفحص في عدة مواضع للساعة باستخدام مقاييس السماكة، وتحقق مرة أخرى بعد التسخين.
هناك أمران يجب مراعاتهما عند إعادة طحن المواد المختلطة: أولاً، قد تتسبب الشوائب الصلبة الدقيقة في تشقق الحواف الضيقة جدًا، لذا يجب الموازنة بين الخلوص وخصائص المعدن (انظر أدناه). ثانيًا، قد يؤدي انتقال الماء بين الشريط والطبقة إلى "طفو" القطع إذا كانت الفجوة واسعة جدًا، مما ينتج عنه حواف مشوهة وجزيئات دقيقة.
سرعة سطح قاطع أعواد الثقاب
يجب أن تتناسب سرعة طرف الخيط بدقة مع سرعة سحب الخيط لتجنب الاحتكاك الناتج عن الانزلاق. إحدى الطرق الواضحة لضبط سرعة الدوران الأولية هي مطابقة سرعة طرف الخيط مع سرعة الخيط، ثم ضبطها بدقة بناءً على الحمل وجودة الحبيبات.
- سرعة طرف الشفرة (م/دقيقة) ≈ π × قطر الدوار (م) × عدد الدورات في الدقيقة
- لذلك، فإن عدد دورات المحرك في الدقيقة ≈ سرعة الخط / (π × سرعة الدوران)
مثال: إذا كانت سرعة خطك 60 مترًا/دقيقة وقطر الدوار 0.20 متر، فإن عدد الدورات في الدقيقة ≈ 60 / (π × 0.20) ≈ 95.5 دورة في الدقيقة. ابدأ من هذه القيمة، مع مراعاة هامش انزلاق بسيط (0-10%) حسب قوة التثبيت وعدد الخيوط، وتأكد من أنك ضمن حدود علبة التروس ومادة الشفرة. في حال ظهور علامات احتكاك أو وبر على الحبيبات، اضبط عدد الدورات في الدقيقة ليقترب من القيمة الصحيحة؛ وفي حال ظهور ارتفاعات مفاجئة في تيار المحرك أو تمزق في الحواف، أعد تقييم الخلوص والانحراف قبل زيادة السرعة.
تحقق من المحاذاة والانحراف
حتى الفجوة الاسمية المضبوطة بدقة تصبح غير متناسقة إذا أدى انحراف الدوار أو عدم محاذاة سكين السرير إلى تغيير الخلوص الموضعي على طول القوس. استخدم مؤشر قياس على الدوار ومسطرة مستقيمة على السرير للتأكد من التجانس عبر القطع. سجل القراءات قبل وبعد التغيير. نظرًا لاختلاف الشركات المصنعة للمعدات الأصلية، اعتمد حدود قبول ضمان الجودة أو حدود قبول الشركة المصنعة للمعدات الأصلية وأعد الفحص بعد التسخين (من الشائع أن تحدد المصانع أهدافًا داخلية صارمة، ولكن لا يوجد رقم انحراف عالمي منشور يناسب كل قاطع خيوط). بعد أي تعديل، أدر الدوار يدويًا دورة كاملة قبل إعادة التشغيل - عادة "التحقق اليدوي" هذه مذكورة صراحةً في العديد من أوصاف الشركات المصنعة للمعدات الأصلية/التقنية لضبط الدوار على سكين السرير لآلات تكوير الخيوط (على سبيل المثال، تشير MAAG/Scheer إلى ميزات ضبط القرص في كتيباتها مثل كتيب جهاز تحبيب الخيوط Scheer S3500 (ملف PDF).
يرتبط التباين هنا بشكل مباشر باختلاف طول الحبيبات، والذيل، والشوائب الدقيقة.
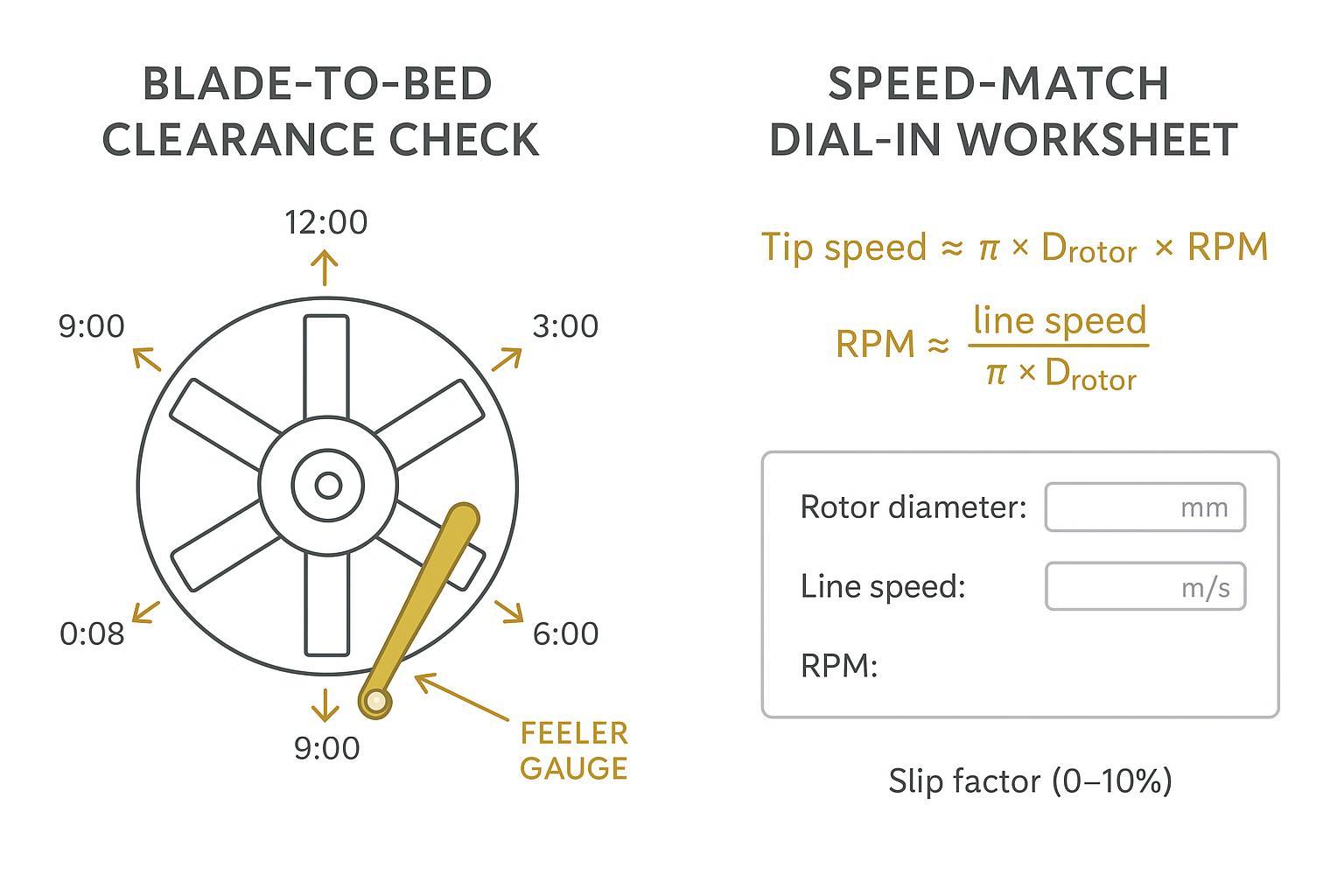
رسم بياني: نقاط فحص التخليص وورقة عمل مطابقة السرعة للاتصال الهاتفي.
التبريد، والتجفيف، ونظافة القوالب لتقليل جزيئات التكوير الدقيقة
حجم حوض الاستحمام المناسب ودرجة حرارة الماء
يؤثر طول حوض التبلور ودرجة حرارته على استقرار الخيوط قبل القطع بفترة طويلة. إحدى الطرق العملية لتحديد حجم حوض التبلور هي تقدير وقت التبريد المطلوب بناءً على خصائص البوليمر وسرعة خط الإنتاج، ثم تحويله إلى طول - وهي طريقة موضحة في دليل مجلة تكنولوجيا البلاستيك حول تحديد طول حوض التبلور لتكوير الخيوط. راجع النهج الهندسي في مقال "تكوير الخيوط: اتبع هذه الخطوات لتحديد طول حوض التبلور" من تكنولوجيا البلاستيك (2013، لا تزال هذه الطريقة مستخدمة على نطاق واسع).
بالنسبة لبولي بروبيلين/بولي إيثيلين، تعمل العديد من المعالجات بين 20 و40 درجة مئوية، وتُعدّل درجة الحرارة بناءً على سلوك الخيوط؛ ويمكن أن تساعد الحمامات الأكثر دفئًا في تقليل الالتصاق في بعض البوليمرات المشتركة، ولكن يجب تجنب تجاوز 45 درجة مئوية تقريبًا دون إجراء تجارب محلية. يمكن الاستعانة بأدلة استكشاف الأخطاء وإصلاحها مثل: "الطريق إلى الكمال في صناعة الكريات" من مجلة تكنولوجيا البلاستيك (2019) توفر سياقًا مفيدًا لتحقيق التوازن بين التبريد وسلامة الخيوط. ويساهم هذا الضبط بشكل مباشر في تقليل غبار الحبيبات في المراحل اللاحقة.
قم بإزالة الماء >95% قبل القطع
على خطوط المياه المتدفقة، يُعزز الماء السطحي الحر المتبقي على الخط الانزلاق المائي عبر حافة قاع النهر، مما يؤدي إلى زيادة الجزيئات الدقيقة. كهدف هندسي، يجب إزالة >95% من المياه الحرة (السطحية) قبل دخول الخصلة إلى آلة القطع باستخدام سكين هوائي أو فتحة شفط، يليها بكرات ضغط تُؤمّن قوة جر ثابتة. عالج ">95%" كنقطة انطلاق استدلالية (ليس معيارًا عالميًا منشورًا): المهم هو ألا ينزلق الخيط عند نقطة التلامس أو "يطفو" على سطح السكين. استخدم فحوصات الرطوبة المتوافقة مع معايير ISO في المراحل اللاحقة للتأكد من أن قرارات التجفيف تُثبّت العملية مع تقليل جزيئات التكوير الدقيقة.
في حال ارتفاع الغرامات فجأة، فإن ترتيب الفرز السريع الذي يوفر الوقت عادةً هو:
- انتقال الماء أولاً: تحقق من أداء السكين الهوائي/المكنسة الكهربائية، ولمعان الخصلة (الترطيب المرئي)، وما إذا كانت بكرات الضغط تمسك بالخصلات أم تنزلق.
- ثم استقرار القطع: تأكد من أن خلوص الشفرة عن السرير لا يزال منتظمًا حول القوس (بعد التسخين)، وابحث عن أي تشقق دقيق في الحافة.
- ثم مباراة السرعة: تحقق من عدم انحراف سرعة طرف الشفرة (نقطة ضبط VFD، انزلاق الحزام، مشاكل علبة التروس) وأعد فحص عامل الانزلاق.
- ثم النظافة الصحية في المنبع: ابحث عن قفزة ΔP في حزمة الشاشة أو أخاديد وجه الموت التي يمكن أن تؤدي إلى ظهور ذيول تتكسر لاحقًا إلى غبار.
لن يحل هذا التسلسل محل دليل استكشاف الأخطاء وإصلاحها الخاص بالشركة المصنعة الأصلية، ولكنه يساعد الفرق على عزل الأسباب الأكثر تأثيراً بسرعة على خطوط الخيوط الرطبة.
الحفاظ على سطح القالب والترشيح
تعمل الأخاديد أو الدرجات الموجودة على سطح القالب كمنحدرات صغيرة تسحب الأجزاء الزائدة؛ ثم تتكسر هذه الأجزاء إلى غبار عند القطع. حدد وتيرة فحص منتظمة: فحص بصري سريع في كل وردية، وفحص مُكبّر أسبوعيًا، وصقل سطح القالب عند ظهور الأخاديد أو تجاوز الأجزاء الزائدة الحد المسموح به. (عمود تكنولوجيا البلاستيك) "تخفيف وحل مشاكل التكوير تحت الماء" (2017) يناقش كيف يرتبط تسطح وجه القالب وحالة الشفرة بالذيول - على الرغم من أنه يركز على الأنظمة تحت الماء، إلا أن المبدأ ينطبق على الخيوط.
للحصول على نظرة عامة حول استكشاف الأخطاء وإصلاحها الخاصة بكل خيط فيما يتعلق بالأطراف ودور تعديلات القطع، راجع الدليل الكلاسيكي لتكنولوجيا البلاستيك "حل سبع مشاكل شائعة في عملية التكوير" (2012)، الذي يسلط الضوء على الذيل كعيب شائع غالباً ما يستجيب لتغييرات إعداد القطع.
تُعدّ عملية الترشيح مهمة أيضاً. فارتفاع فرق الضغط (ΔP) عبر مجموعة الشاشات يؤدي إلى عدم استقرار المادة المنصهرة وظهور عيوب مفاجئة؛ لذا اختر استراتيجية لتغيير الشاشات تتناسب مع مستوى تلوث المواد المعاد طحنها، وقم بتعيين محفزات فرق الضغط (ΔP) لإجراء تغييرات استباقية بدلاً من الاستجابة لاختلالات الجودة.
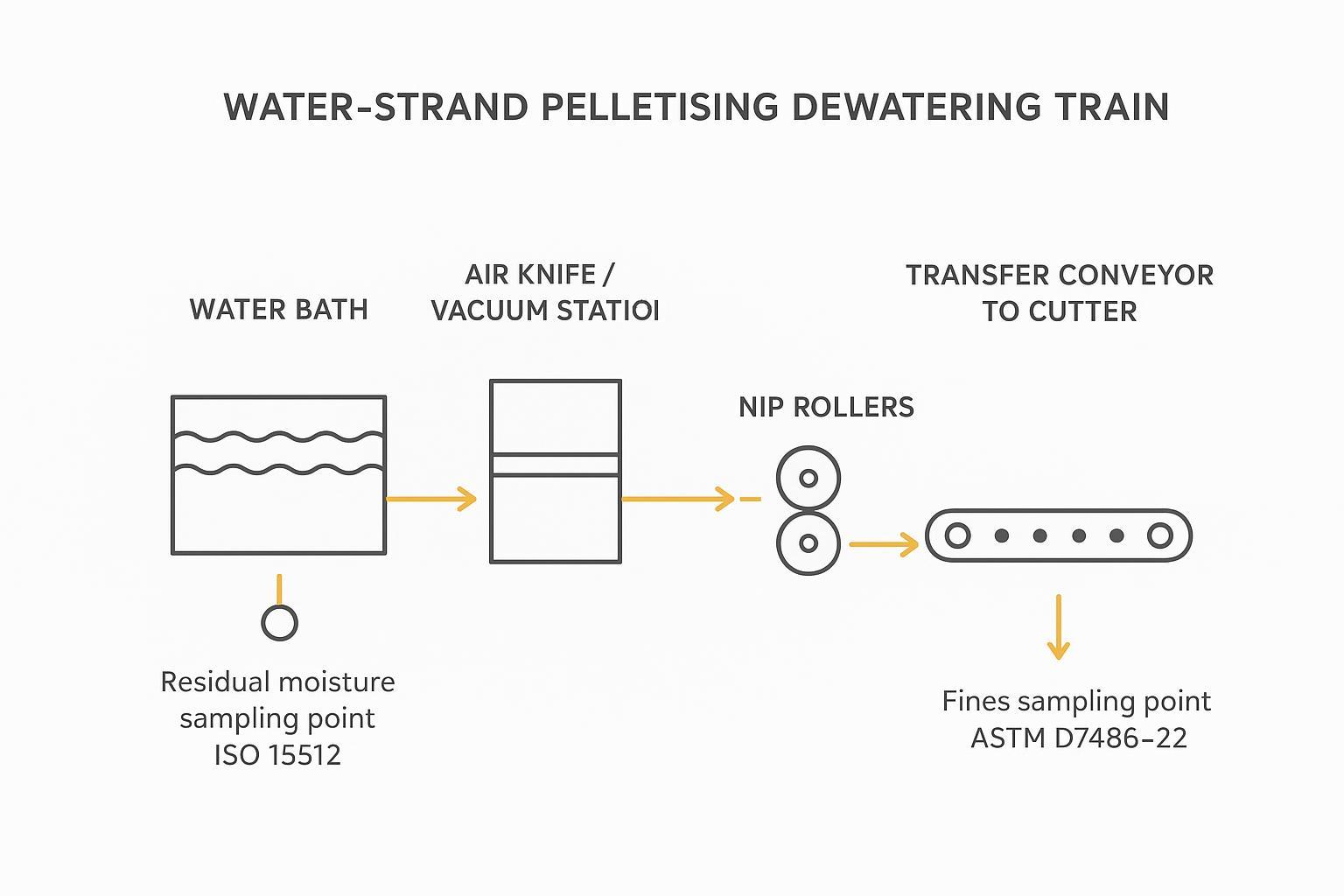
مخطط العملية: خط التجفيف مع نقاط أخذ العينات المقترحة للرطوبة المتبقية (ISO 15512) واختبار المواد الناعمة (ASTM D7486).
علم المعادن وصيانة الشفرات
اختر مواد وطلاءات متطابقة مع مقاومة التآكل
إعادة طحن المعادن المختلطة ذات الرطوبة المتفاوتة أمرٌ قاسٍ: فالشوائب الصلبة والانزلاق المتقطع يُلحقان الضرر بالحواف. ويُقلل اختيار المعادن والطلاءات المتوافقة مع خصائص التآكل من كمية الغبار الناعم، مما يُحافظ على حدة الحافة لفترات أطول.
الخيارات والنطاقات النموذجية
- فولاذ الأدوات D2 / SKD11: مقاومة جيدة للتآكل بتكلفة معتدلة؛ صلابة نموذجية HRC 58-61 لمهام قطع الخيوط.
- الفولاذ عالي السرعة M2: صلابة ومتانة أعلى عند درجات الحرارة العالية؛ غالبًا ما تكون HRC 62-64.
- درجات PM/CPM (على سبيل المثال، فئة CPM-10V): مقاومة فائقة للتآكل الكاشط؛ حدد الصلابة وفقًا لبيانات المورد وتحقق من استقرار الحافة تحت حمل الصدمات الخاص بك.
- رؤوس أو حشوات من الكربيد: للاستخدام الشاق مع المواد المملوءة بالزجاج؛ تعمل على زيادة عمر الاستخدام ولكنها تتطلب إعدادًا دقيقًا لتجنب التكسر.
اختيار الطلاءات
- TiN: متعدد الأغراض، صلب ومنخفض الاحتكاك، ومتوفر على نطاق واسع.
- TiCN: أكثر صلابة مع احتكاك أقل للقطع الكاشطة والمتقطعة.
- CrN: مقاومة جيدة للتآكل؛ مفيد في العمليات الرطبة وبعض البوليمرات.
مثال عملي (مواصفات من نوع المورد، توضيحي): لتحقيق استقرار المواد الناعمة على خط إعادة تدوير البولي بروبيلين/البولي إيثيلين المختلط، قد يحدد المصنع شفرة قاطعة للخيوط مصنوعة من الفولاذ D2 المعالج حرارياً إلى HRC 60 ±2 مع طلاء TiN وتفاوت أرضي قدره ±0.02 ملم فيما يتعلق بالأبعاد الحرجة، بالإضافة إلى التحقق من التسطيح باستخدام سطح مرجعي. الهدف من هذه المواصفات هو إمكانية التتبع والتكرار: طلب شهادات المواد، وسجلات المعالجة الحرارية، وفحوصات الصلابة الموضعية، وتأكيد الهندسة من عينة أو رسم للتأكد من ملاءمتها على مستوى الشركة المصنعة الأصلية.
إذا كنت بحاجة إلى مثال على كيفية قيام المورد بتجميع هذه الوثائق ودعم التوافق مع مصنعي المعدات الأصلية/مصممي المعدات الأصلية، فراجع صفحة شفرات مُحَبِّبات البلاستيك من ماكستور ميتال و دليل التفاوت المسموح به لشفرات الشفرات الصناعيةهذا ليس ضمانًا للأداء - تحقق من استقرار الحافة وعمرها على خطك الخاص في ظل ظروف إعادة الشحذ والرطوبة الخاصة بك.
رسم توضيحي لتكلفة الطن الواحد
لنفترض أن شفرة القطع تدوم 80 ساعة قبل أن تتجاوز الغرامات الحد المسموح به؛ شفرة D2 HRC 60 ±2 مع طبقة TiN تُطيل عمرها إلى 120 ساعة. إذا كانت تكلفة الشفرة 240 جنيهًا إسترلينيًا، وتكلفة وقت التوقف للتغيير 180 جنيهًا إسترلينيًا لكل عملية، فإن التكلفة السابقة لكل 80 ساعة = (240 + 180) / 80 = 5.25 جنيهًا إسترلينيًا/ساعة. التكلفة الجديدة لكل 120 ساعة = (240 + 180) / 120 = 3.50 جنيهًا إسترلينيًا/ساعة. على خط إنتاج بطاقة 1 طن/ساعة، يُوفر ذلك 1.75 جنيهًا إسترلينيًا/ساعة، أو 1.75 جنيهًا إسترلينيًا/طن باستثناء أي زيادة في الإنتاجية/الغرامات. اعتبر هذه الأرقام افتراضية؛ أدخل تكاليفك الخاصة وفترات العمر الافتراضي المُعتمدة.
إجراءات التشغيل القياسية لإعادة الطحن والتغيير
حدد معايير قبول إعادة الشحذ كتابيًا بدلًا من الاعتماد على العادة. حدد الحد الأدنى لعرض الشفرة المتبقي، والحد الأقصى المسموح به للتشقق الدقيق عند الحافة (يُقاس بتكبير 40× تقريبًا)، وفحوصات الصلابة الموضعية بعد الشحذ ضمن النطاق المستهدف. ثم، قم بعملية تغيير مُنظّمة.
- افحص ونظف وجه القالب وسكين السرير؛ تحقق من التسطيح.
- قم بقياس انحراف الدوار باستخدام مؤشر قياس؛ وقم بتصحيحه إذا كان خارج حدود المصنع/الشركة المصنعة الأصلية.
- قم بضبط وتسجيل مسافة الأمان عند عدة مواضع للساعة؛ ثم قم بتدويرها يدويًا للتأكد من عدم وجود أي تلامس.
- قم بربط المسامير وفقًا للمواصفات؛ قم بتسخينها، وأعد فحص الخلوص والانحراف بعد 15-30 دقيقة.
- سجل الغرامات %، والذيل وتيار المحرك لساعة الإنتاج الأولى.
لقطة نقاط الضبط (القيم الأولية للتحقق منها على خطك)
| المعلمة | الهدف المبدئي | ملحوظات |
|---|---|---|
| الخلوص بين الشفرة والسرير | 0.05–0.15 مم | ابدأ بقياس 0.08 مم تقريبًا لإعادة الطحن المختلط؛ تأكد من القياس بعد التسخين؛ تسري مواصفات الشركة المصنعة الأصلية. |
| سرعة دوران القاطع | سرعة الخط / (π × دوار) | قم بتطبيق عامل الانزلاق 0-10%؛ مع مراعاة استقرار علبة التروس والحافة |
| درجة حرارة الحمام (PP/PE) | 20-40 درجة مئوية | اضبط سلوك الخصلة؛ تجنب درجات حرارة أعلى من 45 درجة مئوية تقريبًا دون تجارب. |
| نزح المياه قبل القطع | تمت إزالة الماء الحر >95% | سكين هوائي/مكنسة كهربائية + ضغط؛ التحقق محليًا |
ملاحظة حول الأدلة: للاطلاع على أحجام أحواض الاستحمام ومتغيرات التشغيل، انظر طريقة طول حوض الاستحمام في تكنولوجيا البلاستيك (2013) و الطريق إلى الكمال في صناعة الكريات (2019). للاطلاع على معايير قياس المواد الناعمة والرطوبة، يُرجى الرجوع إلى المرجع. ASTM D7486-22 و ISO 15512.
الخاتمة
ملخص وإيقاع
- الميكانيكا: ضبط الخلوص الموحد (التحقق عبر القوس)، ومطابقة سرعة الطرف مع سرعة الخط، والتحقق من المحاذاة/الانحراف بعد التسخين.
- معالجة المياه: قم بتحديد حجم ودرجة حرارة الحمام، ثم قم بإزالة المياه الحرة بقوة قبل القاطع لمنع الانزلاق المائي مع تقليل جزيئات التكوير الدقيقة.
- النظافة وعلم المعادن: حافظ على سطح القالب مستويًا، وتأكد من أن الفلاتر قابلة للتنبؤ، واختر فولاذ/طلاءات الشفرات ذات صلابة وتفاوتات موثقة. أعد شحذ الشفرات واستبدلها بأخرى قياسية بدلًا من انتظار حدوث ارتفاعات مفاجئة.
خطة التنفيذ ومؤشرات الأداء الرئيسية للتحقق
- مؤشرات الأداء الرئيسية: الغبار/الشوائب % بواسطة ASTM D7486-22الرطوبة المتبقية بواسطة ISO 15512عمر الشفرة (ساعات أو كيلوغرامات للتشغيل)؛ وقت التوقف لكل حدث؛ التكلفة لكل طن بما في ذلك الشفرات وعمليات التغيير.
- الوتيرة: عمليات فحص يومية للتنظيف/التشغيل؛ فحص نزح المياه لكل وردية؛ فحص أسبوعي مكبر لوجه القالب؛ تغييرات الشاشة القائمة على ΔP؛ مراجعة شهرية لخطوط اتجاه مؤشرات الأداء الرئيسية.
- التحقق: تغيير متغير واحد في كل مرة؛ تشغيله لكمية محددة من الحمولة؛ توثيق الظروف وطرق القياس.
نموذج التحقق من صحة A/B لمدة أسبوعين (نسخ/لصق)
- قاعدة: قم بتغيير متغير واحد في كل مرة (التخليص) أو عامل انزلاق عدد دورات المحرك في الدقيقة أو إعداد نزح المياه أو (محفز تغيير حزمة الشاشة).
- مدة التشغيل: احتفظ بكل إعداد لفترة ثابتة الوقت أو الحمولة (على سبيل المثال، نوبة عمل واحدة كحد أدنى، ثم التأكيد بعد التسخين).
- حقول السجل (لكل عملية تشغيل): مزيج الراتنج/إعادة الطحن، عدد الخيوط، سرعة الخط، قطر الدوار، عدد الدورات في الدقيقة (والانزلاق %)، الخلوص عند 3-4 مواضع الساعة، درجة حرارة الحمام، طريقة/إعدادات إزالة الماء، فرق الضغط بين الشاشة، ملاحظات حالة وجه القالب، المواد الناعمة % (ASTM D7486)، نتيجة الرطوبة (ISO 15512، إذا تم استخدامها)، دقائق وقت التوقف، و"ملاحظات المشغل" (مثل الانزلاق المرئي، والوبر، والذيل).
- محفز القرار: لا تقبل التغيير إلا إذا كان يُحسّن الغرامات % و لا يؤدي ذلك إلى زيادة وقت التوقف أو تلف الحواف خلال فترة الأسبوعين.
تصبح هذه المجموعة الصغيرة من البيانات أيضًا بمثابة خط الأساس الداخلي الخاص بك لتجارب مواد الشفرات والطلاء المستقبلية.
مؤشر الأداء الرئيسي / سجل البيانات (صف واحد لكل تشغيل)
| مجال | الوحدة / التنسيق | متى يتم التسجيل؟ | مالك |
|---|---|---|---|
| مزيج الراتنج + إعادة الطحن | % / ملاحظات | بداية كل جولة | عملية |
| عدد الخيوط | عدد | بداية كل جولة | المشغل |
| سرعة الخط | م/دقيقة | كل تشغيل + بعد النقع الحراري | المشغل |
| قطر الدوار | م | مرة واحدة (لكل جهاز) | صيانة |
| سرعة دوران القاطع | دورة في الدقيقة | كل تشغيل + بعد النقع الحراري | المشغل |
| عامل الانزلاق | % | كل جولة | عملية |
| قراءات التخليص | ملم عند مواضع الساعة 3-4 | بعد الإعداد + بعد التسخين | صيانة |
| درجة حرارة الحمام | درجة مئوية | بالساعة | المشغل |
| إعداد نزح المياه | سكين هوائي / مكنسة كهربائية / ملاحظات سريعة | كل تشغيل + بعد التعديلات | المشغل |
| حزمة الشاشة ΔP | بار أو كيلو باسكال | بالساعة | المشغل |
| حالة الوجه الميت | ملاحظات مختصرة / مرجع الصورة | كل وردية | صيانة |
| الغبار الناعم | % (ASTM D7486) | وفقًا لخطة العينة المتفق عليها | ضمان الجودة |
| رُطُوبَة | % (ISO 15512، في حالة استخدامه) | وفقًا لخطة العينة المتفق عليها | ضمان الجودة |
| وقت التوقف | دقائق | كل حدث | مشرف |
| حالة الحافة | 40× ملاحظات (رقائق / تلميع) | تجربة يومية | صيانة |
إذا كنت ترغب في تشديد الصلاحيات بشكل أكبر، يمكنك إرفاق هذا الجدول كمستند خاضع للرقابة (رقم المراجعة + التاريخ + المالك) في مكتبة إجراءات التشغيل القياسية الخاصة بمصنعك.
للحصول على مواصفات شفرات مخصصة مع شهادات وتوافق مع مصنعي المعدات الأصلية/مصممي التصميم الأصليين، يمكنك طلب التحقق من صحة العينة من ماكستور ميتال.
مؤلف
تومي تانغ - مهندس مبيعات أول، شركة نانجينغ ميتال الصناعية. خبرة 12 عامًا في حلول القطع الصناعية لعمليات معالجة البلاستيك وتكويره. الشهادات: CSE، CME، الحزام الأخضر في منهجية ستة سيجما، PMP.
المراجع ومصادر القراءة الإضافية
- تكنولوجيا البلاستيك - تحويل الخيوط إلى حبيبات: طريقة حمام الماء حسب الطول (2013)
- تكنولوجيا البلاستيك - الطريق إلى الكمال في صناعة الكريات (2019)
- تكنولوجيا البلاستيك - حل سبع مشاكل شائعة في عملية التكوير (2012)
- كتيب MAAG/Scheer - S3500 Strand and Pultrusion Pelletizer (ملف PDF)
- شركة باي لماكينات البلاستيك - وثيقة تدريبية حول أساسيات تحويل الخيوط إلى حبيبات (ملف PDF)
- ASTM D7486-22 — قياس المواد الدقيقة والغبار على حبيبات وكريات البلاستيك
- ISO 15512 - البلاستيك - تحديد محتوى الماء
- دليل طلاء الشفرات الصناعية من ماكستور ميتال; دليل التفاوتات المسموح بها لشفرات الشفرات الصناعية