
Sulle linee di pellettizzazione a filamenti d'acqua si formano polveri e particelle fini quando tre fattori si sovrappongono: una meccanica di taglio instabile, filamenti che entrano nella taglierina con acqua superficiale residua che favorisce lo slittamento e l'usura della matrice che incoraggia la formazione di code e scheggiature. La macinazione mista con fluttuazioni di umidità rende ciascuno di questi fenomeni più probabile: le particelle fragili all'interno della massa fusa favoriscono la microfrattura nel punto di taglio, i picchi di umidità causano l'aquaplaning sulla lama di taglio e la contaminazione accelera l'usura.
La riduzione delle particelle fini nel processo di pellettizzazione non è solo un vantaggio in termini di gestione degli impianti, ma rappresenta anche una leva per ottimizzare i costi per tonnellata. Meno polvere significa minore carico per essiccatori e filtri, alimentazione più stabile a valle, meno reclami da parte dei clienti sull'aspetto dei pellet e riduzione delle rilavorazioni. Su una linea da 1 tonnellata all'ora, la riduzione delle particelle fini da 1,21 TP4T a 0,61 TP4T consente di preservare 6 kg/h di prodotto vendibile e, in genere, di ridurre gli interventi di manutenzione.
Come utilizzare questa guida: impostare prima i parametri meccanici di base (gioco, corrispondenza della velocità, allineamento), quindi stabilizzare la gestione dell'acqua e l'igiene della matrice e infine scegliere la metallurgia della lama e le procedure operative standard (SOP) adatte all'abrasività del materiale di riaffilatura. Convalidare ogni modifica con semplici KPI e mantenere una cadenza rigorosa per le prime due settimane.
Punti chiave
- Dare priorità a una distanza minima e uniforme tra la lama e il piano di lavoro e adattare la velocità della punta della fresa alla velocità del filo per ridurre le particelle fini generate dallo slittamento.
- Prima del taglio, disidratare energicamente le ciocche (rimuovendo oltre 951 TP4T di acqua libera); mantenere la temperatura del bagno e la lunghezza entro un intervallo controllato.
- Mantenere la planarità e la filtrazione della matrice; stabilire una cadenza di ispezione anziché reagire solo ai casi anomali.
- Selezionare materiali/rivestimenti per lame con caratteristiche di usura compatibili, con durezza e tolleranze tracciabili; riaffilare secondo uno standard e sostituire le lame prima che la quantità di particelle fini aumenti eccessivamente.
- Monitorare le sanzioni con un metodo standard, l'umidità residua, la durata delle pale e i tempi di inattività per dimostrare la riduzione dei costi per tonnellata.
Meccanica di taglio e controllo della velocità
Impostare la distanza tra la lama e il piano di lavoro.
Inizia con un suono stretto e uniforme, poi regola empiricamente monitorando i dettagli, le code e il carico del motore. Come un finestra di prova iniziale per i tagliafili, molti negozi iniziano tra 0,05–0,15 mm e stringere verso l'estremità inferiore solo se l'eccentricità, la dilatazione termica e le vibrazioni sono dimostrabilmente sotto controllo. Poiché gli OEM raramente pubblicano numeri universali, tratta il tuo manuale della macchina e norme di sicurezza del sito come principalie considera questa finestra come una base di riferimento pratica per la convalida locale.
Dal punto di vista della progettazione OEM, vale la pena notare che molti pellettizzatori a filamento sono costruiti specificamente per consentire agli operatori di "regolare" il rapporto rotore-coltello del letto tramite caratteristiche di regolazione meccanica, ad esempio, MAAG/Scheer descrive il montaggio eccentrico e la regolazione per allineare il rotore al coltello del letto per tagli puliti nel suo Brochure della pellettizzatrice a filamento Scheer S3500 (PDF). Alcuni materiali di formazione OEM sottolineano anche i metodi di regolazione fine e incrementale della lama del letto per compensare l'usura, come l'approccio push/pull della lama del letto descritto in Bay Plastics Machinery Documento di formazione sui principi fondamentali della pellettizzazione a filamento (PDF).
Controllare in diverse posizioni dell'orologio con spessimetri e verificare nuovamente dopo il riscaldamento.
Due precauzioni sono importanti quando si lavora con materiale riciclato misto: in primo luogo, le inclusioni microdure possono scheggiare un bordo troppo stretto, quindi è necessario bilanciare il gioco con la metallurgia (vedi sotto). In secondo luogo, il trascinamento di acqua tra il filamento e il letto può "far galleggiare" il taglio se lo spazio è troppo ampio, generando bordi sfumati e particelle fini.
velocità della superficie del tagliafiletti
La velocità della punta dovrebbe seguire da vicino la velocità di estrazione del filo per evitare l'attrito causato dallo slittamento. Un modo semplice per impostare un numero di giri iniziale è quello di abbinare la velocità della punta alla velocità del filo e poi perfezionarla in base al carico e alla qualità del pellet:
- Velocità della punta (m/min) ≈ π × Rotazione del rotore (m) × RPM
- Pertanto, RPM ≈ velocità di linea / (π × Drotore)
Esempio: se la velocità della linea è di 60 m/min e il diametro del rotore è di 0,20 m, RPM ≈ 60 / (π × 0,20) ≈ 95,5 giri/min. Inizia da qui, considera un piccolo fattore di slittamento (0–10%) a seconda della presa e del numero di fili e verifica di essere entro i limiti del riduttore e del materiale della lama. Dove i pellet mostrano segni di sfregamento o peluria, aumenta leggermente i giri/min per avvicinarti a una corrispondenza migliore; dove i picchi di corrente del motore o i bordi mostrano strappi, rivaluta il gioco e l'eccentricità prima di aumentare la velocità.
Verificare l'allineamento e l'eccentricità.
Anche un gap nominale ben impostato diventa incoerente se l'eccentricità del rotore o il disallineamento della lama del letto spostano il gioco locale lungo l'arco. Utilizzare un comparatore a quadrante sul rotore e un righello sul letto per confermare l'uniformità lungo il taglio. Registrare le letture prima e dopo il cambio. Poiché gli OEM differiscono, adottare i limiti di accettazione QA o OEM e ricontrollare dopo il riscaldamento (è comune che gli impianti impostino obiettivi interni ristretti, ma non esiste un numero di eccentricità pubblicato universale che si adatti a ogni taglia-filamenti). Dopo qualsiasi regolazione, ruotare manualmente il rotore di un giro completo prima di riavviare: questa abitudine di "verificare a mano" è esplicitamente menzionata in diverse descrizioni tecniche/OEM della regolazione rotore-lama del letto per i pellettizzatori di filamenti (ad esempio, MAAG/Scheer nota le caratteristiche di regolazione a quadrante nelle sue brochure come la Brochure della pellettizzatrice a filamento Scheer S3500 (PDF).
La variabilità in questo caso è direttamente correlata alla variazione della lunghezza dei pellet, alle code e alle particelle fini.
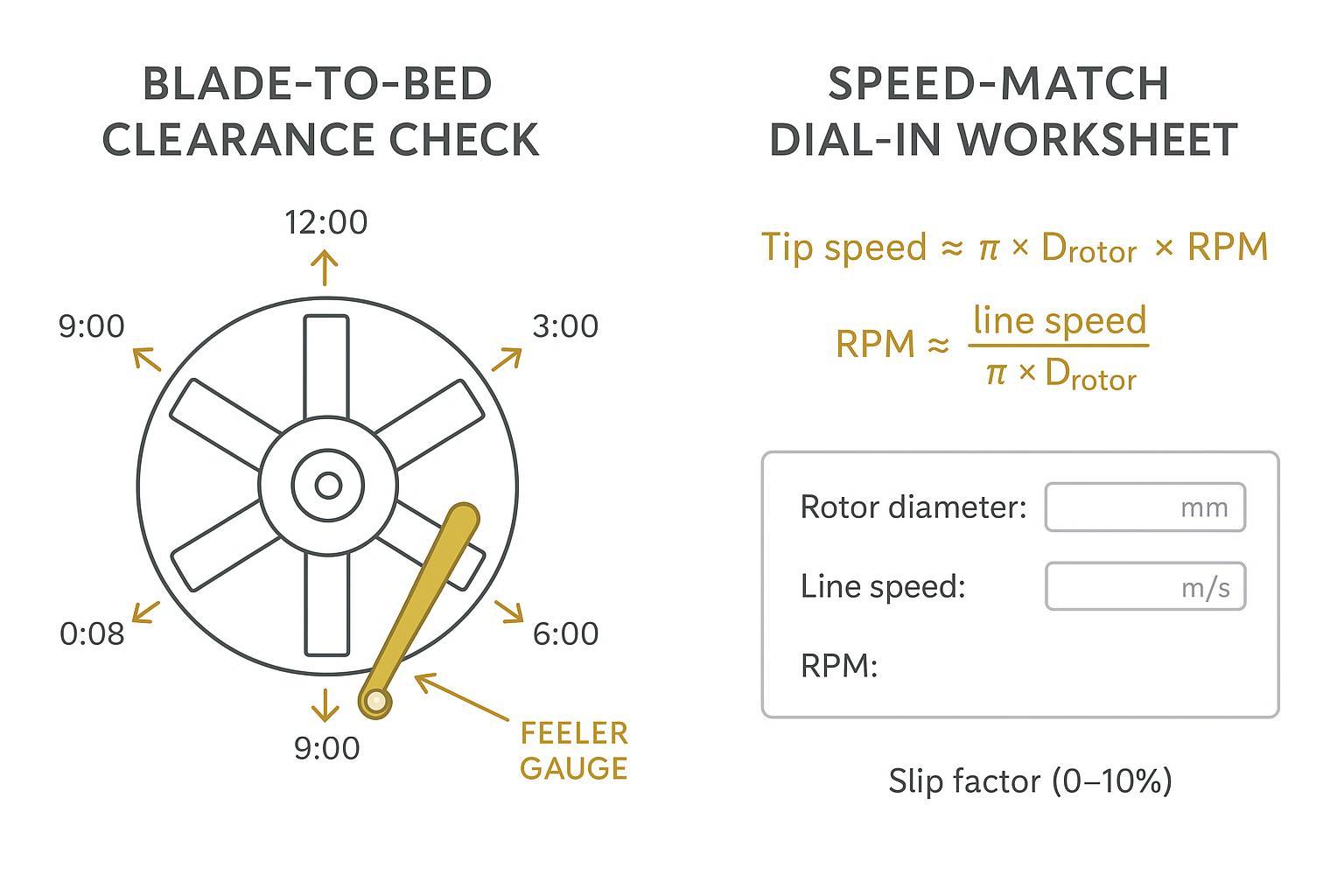
Infografica: Punti di controllo e foglio di lavoro per la verifica della velocità di connessione.
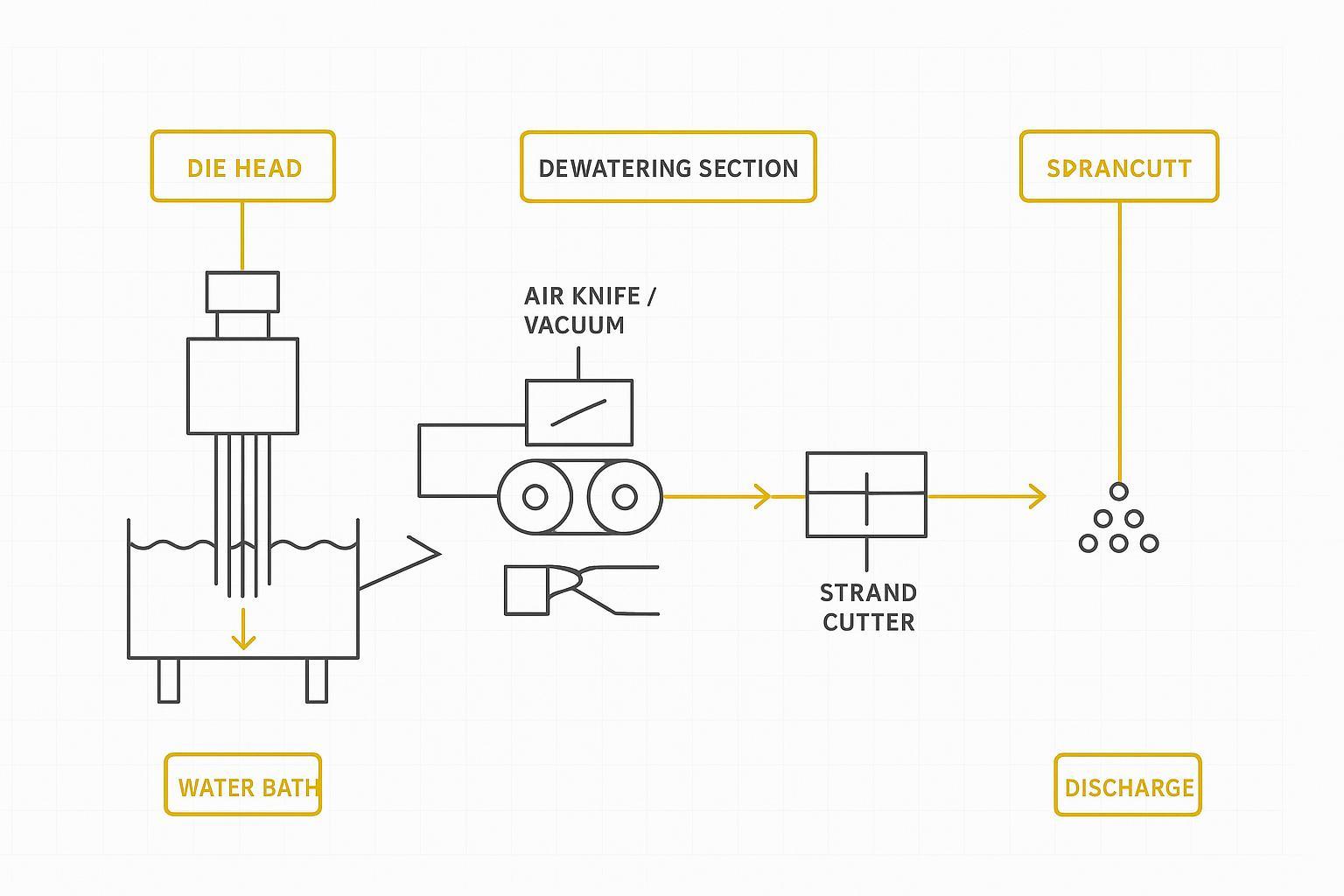
Raffreddamento, disidratazione e igiene degli stampi per ridurre le particelle fini durante la pellettizzazione.
Vasca da bagno di dimensioni adeguate e temperatura dell'acqua giusta.
La lunghezza e la temperatura del bagno determinano la stabilità del filamento molto prima del taglio. Un modo pratico per dimensionare il bagno è stimare il tempo di raffreddamento necessario in base alle proprietà del polimero e alla velocità della linea, quindi convertirlo in lunghezza: un metodo descritto da Plastics Technology nella sua guida sulla determinazione della lunghezza del bagno d'acqua per la pellettizzazione dei filamenti. Vedi l'approccio ingegneristico nell'articolo "Pellettizzazione dei filamenti: segui questi passaggi per determinare la lunghezza del tuo bagno d'acqua" da Tecnologia delle materie plastiche (2013, metodo ancora ampiamente utilizzato).
Per PP/PE, molti processori operano tra 20 e 40 °C e si regolano in base al comportamento del filamento; bagni più caldi possono aiutare a ridurre l'adesione in alcuni copolimeri, ma evitare di superare i ~45 °C senza prove locali. Guide alla risoluzione dei problemi come "Il percorso verso la perfezione dei pellet" di Plastics Technology (2019) forniscono un contesto utile per bilanciare il raffreddamento e l'integrità del filamento. Questa regolazione contribuisce direttamente alla riduzione della polvere di pellet a valle.
Disidratare >95% prima del taglio
Sulle linee di costa, l'acqua libera superficiale lasciata sulla costa favorisce l'aquaplaning attraverso la lama del letto, aumentando le particelle fini. Come obiettivo ingegneristico, rimuovere >95% di acqua libera (superficiale) prima che il filamento entri nella taglierina utilizzando una lama ad aria o una fessura di aspirazione, seguita da rulli di presa che stabiliscono una trazione costante. Trattare “>95%” come punto di partenza euristico (non si tratta di uno standard universale pubblicato): ciò che conta è che il filamento non scivoli nel punto di contatto o "galleggi" sulla lama del letto. Utilizzare controlli di umidità conformi alla norma ISO a valle per confermare che le decisioni di disidratazione stiano stabilizzando il processo riducendo al contempo le particelle fini di pellettizzazione.
Se le multe aumentano improvvisamente, un rapido ordine di priorità che di solito fa risparmiare tempo è il seguente:
- Prima l'acqua di riporto: Verificare le prestazioni del sistema di aspirazione/lama d'aria, la "lucentezza" del filo (bagnatura visibile) e se i rulli di presa aderiscono effettivamente o scivolano.
- Quindi, stabilità del taglio: Verificare che la distanza tra la lama e il piano di lavoro sia ancora uniforme lungo tutto l'arco (dopo il trattamento termico) e controllare la presenza di eventuali micro-scheggiature sui bordi.
- Poi la sfida a tempo: Verificare che la velocità periferica non si sia discostata (punto di riferimento del variatore di frequenza, slittamento della cinghia, problemi al riduttore) e ricontrollare il fattore di slittamento.
- Quindi l'igiene a monte: Cerca un salto ΔP nello schermo o delle scanalature sulla superficie del chip che possono innescare code che in seguito si frammentano in polvere.
Questa sequenza non sostituirà la guida alla risoluzione dei problemi del produttore, ma aiuterà i team a individuare rapidamente le cause principali dei problemi sulle linee di cavi in fibra di vetro.
Mantenere la superficie della matrice e la filtrazione
Le scanalature o i gradini sulla superficie dello stampo agiscono come minuscole rampe che attirano le code; queste code si frantumano poi in polvere nel punto di taglio. Stabilire una cadenza di ispezione: un rapido controllo visivo a ogni turno, un'ispezione con ingrandimento settimanalmente e la rettifica della superficie dello stampo quando sono visibili scanalature o le code superano la soglia di intervento. (Rubrica di Plastics Technology) “Mitigazione e risoluzione dei problemi relativi alla pellettizzazione subacquea” (2017) discute di come la planarità della superficie della matrice e le condizioni della lama siano correlate alle code, e sebbene si concentri sui sistemi sottomarini, il principio vale anche per i filamenti.
Per una visione specifica sulla risoluzione dei problemi relativi alle code di filamento e sul ruolo delle regolazioni di taglio, consultare la guida classica di Plastics Technology. "Risolvere sette problemi comuni nella pellettizzazione" (2012), che evidenzia le code come un difetto comune che spesso risponde a modifiche dell'impostazione di taglio.
Anche la filtrazione è importante. L'aumento di ΔP attraverso il pacco di setacci provoca instabilità della fusione e un'esplosione di difetti; scegli una strategia di cambio setacci adatta al tuo livello di contaminazione del materiale riciclato e imposta dei trigger di ΔP per cambi preventivi anziché reagire a sbalzi di qualità.
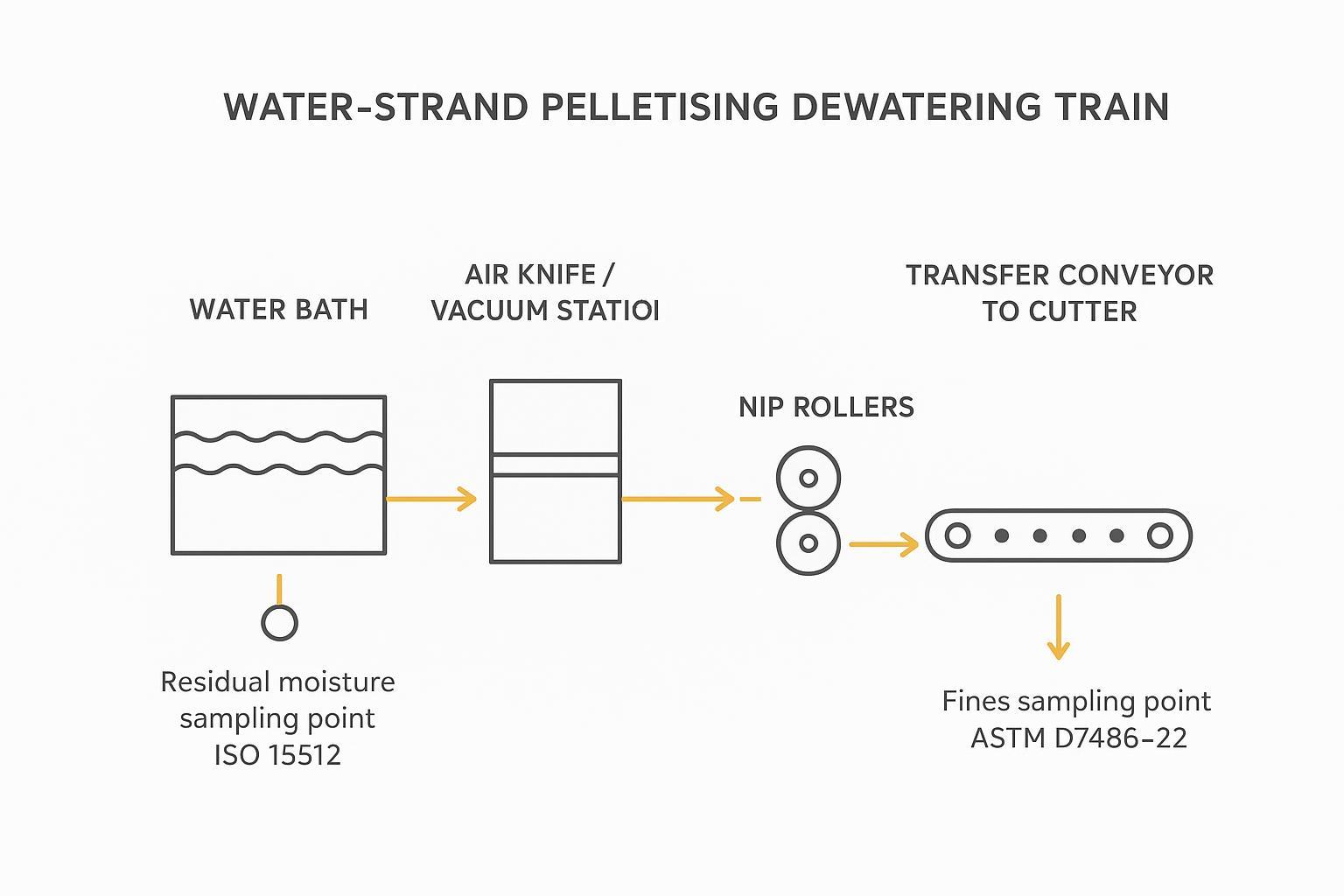
Diagramma di flusso del processo: Linea di disidratazione con punti di campionamento suggeriti per l'umidità residua (ISO 15512) e per l'analisi delle particelle fini (ASTM D7486).
Metallurgia e manutenzione delle lame
Scegliere materiali e rivestimenti adatti all'usura
La lavorazione con materiale riciclato misto e umidità variabile è spietata: inclusioni dure e slittamenti intermittenti mettono a dura prova i taglienti. La scelta di una metallurgia e di rivestimenti adatti all'usura riduce la formazione di particelle fini mantenendo il tagliente affilato per intervalli più lunghi.
Opzioni e fasce tipiche
- Acciaio per utensili D2/SKD11: buona resistenza all'usura a un costo moderato; durezza tipica HRC 58–61 per operazioni di taglio a trefoli.
- Acciaio rapido M2: maggiore durezza a caldo e tenacità; spesso HRC 62–64.
- Gradi PM/CPM (ad esempio, classe CPM-10V): eccezionale resistenza all'usura abrasiva; specificare la durezza secondo i dati del fornitore e verificare la stabilità del tagliente sotto il carico d'impatto.
- Punte o inserti in carburo: per applicazioni estreme con materiali rinforzati con fibra di vetro; massimizzano la durata ma richiedono un'attenta configurazione per evitare scheggiature.
Selezione dei rivestimenti
- Nichel Ti: per uso generale, duro e a basso attrito, ampiamente disponibile.
- TiCN: più duro e con minore attrito, ideale per tagli abrasivi e discontinui.
- CrN: buona resistenza alla corrosione; utile in applicazioni in ambiente umido e con determinati polimeri.
Esempio pratico (specifica del tipo di fornitore, a scopo illustrativo): Per stabilizzare le particelle fini su una linea di rimacinazione mista PP/PE, un impianto potrebbe specificare una lama taglia-filamenti in D2 trattata termicamente per HRC 60 ±2 con un rivestimento in TiN e una tolleranza di rettifica di ±0,02 mm sulle dimensioni critiche, oltre alla planarità verificata rispetto a una superficie di riferimento. Il punto della specifica è tracciabilità e ripetibilitàRichiedere certificati dei materiali, registri dei trattamenti termici e controlli a campione della durezza, e confermare la geometria da un campione o da un disegno per una compatibilità a livello OEM.
Se hai bisogno di un esempio di come tale documentazione e il supporto per l'adattamento OEM/ODM possono essere confezionati da un fornitore, vedi Pagina delle lame per granulatore in plastica di MAXTOR METAL e il suo guida alla tolleranza delle lame industrialiQuesta non è una garanzia di prestazioni: verificate la stabilità e la durata del filo sulla vostra linea, nelle vostre condizioni di riaffilatura e umidità.
Illustrazione del ciclo di vita del costo per tonnellata ridotto
Supponiamo che la lama duri 80 ore prima che le particelle fini superino la soglia di intervento; una lama D2 HRC 60 ±2 con rivestimento in TiN estende la durata a 120 ore. Se la lama costa 240 £ e il tempo di fermo per il cambio lama costa 180 £ per evento, il costo precedente per 80 ore era pari a (240 £ + 180 £) / 80 = 5,25 £/ora. Il nuovo costo per 120 ore era pari a (240 £ + 180 £) / 120 = 3,50 £/ora. Su una linea da 1 t/h, si ottiene un risparmio di 1,75 £/ora, ovvero 1,75 £/t escludendo eventuali aumenti di resa/riduzione delle particelle fini. Considerate questi numeri come valori di riferimento; inserite i vostri costi e la durata di vita validata.
Procedure operative standard per la rimacinazione e il cambio di formato.
Definisci per iscritto i criteri di accettazione della riaffilatura, anziché affidarti all'abitudine. Specifica la larghezza minima della lama rimanente, la massima micro-scheggiatura accettabile sul bordo (valutata con un ingrandimento di circa 40×) e i controlli a campione della durezza post-affilatura entro la fascia target. Quindi, esegui un cambio formato in modo rigoroso:
- Ispezionare e pulire la superficie di contatto della matrice e la lama di base; verificarne la planarità.
- Misurare l'eccentricità del rotore con un comparatore a quadrante; correggerla se è al di fuori dei limiti previsti dallo stabilimento/dal produttore.
- Impostare e registrare il gioco in più posizioni dell'orologio; ruotare manualmente per verificare l'assenza di contatto.
- Serrare i dispositivi di fissaggio alla coppia di serraggio specificata; riscaldare a lungo, ricontrollare il gioco e l'eccentricità dopo 15-30 minuti.
- Registra le multe %, le correnti di coda e la corrente del motore per la prima ora di produzione.
Istantanea dei set-point (valori iniziali da validare sulla linea)
| Parametro | Obiettivo iniziale | Note |
|---|---|---|
| Distanza tra lama e piano di lavoro | 0,05–0,15 mm | Iniziare con circa 0,08 mm per la rimacinazione mista; confermare dopo il riscaldamento; prevale l'OEM |
| Giri al minuto della fresa | velocità di linea / (π × Drotore) | Applicare un fattore di slittamento 0–10%; rispettare la stabilità del riduttore e dei bordi. |
| Temperatura del bagno (PP/PE) | 20–40 °C | Regolare il comportamento del filamento; evitare temperature superiori a ~45 °C senza prove. |
| Disidratazione prima del taglio | >95% acqua libera rimossa | Coltello ad aria compressa/aspirapolvere + pinza; convalidare localmente |
Nota a margine: per le dimensioni della vasca e le variabili operative, vedere Metodo della lunghezza del bagno per la tecnologia delle materie plastiche (2013) e La strada verso la perfezione dei pellet (2019). Per le norme relative alle multe e alla misurazione dell'umidità, fare riferimento ASTM D7486-22 E ISO 15512.
Conclusione
Riepilogo e ritmo
- Meccanica: impostare un gioco uniforme (validare lungo l'arco), adattare la velocità della punta alla velocità della linea e verificare l'allineamento/l'eccentricità dopo il riscaldamento.
- Gestione dell'acqua: dimensionare e temperare il bagno, quindi rimuovere energicamente l'acqua libera prima della taglierina per evitare l'aquaplaning e ridurre al contempo la quantità di particelle fini da pellettizzare.
- Igiene e metallurgia: mantenere la superficie della matrice piana, filtri prevedibili e scegliere acciai/rivestimenti per le lame con durezza e tolleranze documentate. Riaffilare e passare a uno standard anziché aspettare che si verifichino picchi.
Piano di implementazione e KPI di validazione
- KPI: multe/polveri % di ASTM D7486-22; umidità residua da ISO 15512durata della lama (ore o kg per l'attivazione); tempo di inattività per evento; costo per tonnellata, comprese lame e cambi.
- Cadenza: controlli a campione giornalieri di pulizia/esaurimento; controllo di disidratazione per turno; ispezione settimanale con ingrandimento della superficie della filiera; sostituzione dei vagli in base a ΔP; revisione mensile delle linee di tendenza degli indicatori chiave di prestazione (KPI).
- Validazione: modificare una variabile alla volta; eseguire la prova per un tonnellaggio definito; documentare le condizioni e i metodi di misurazione.
Modello di validazione A/B di due settimane (copia/incolla)
- Regola: modificare una variabile alla volta (spazio libero) O fattore di slittamento RPM O impostazione di disidratazione O trigger di modifica screen-pack).
- Durata della corsa: mantenere ogni impostazione per un valore fisso tempo o tonnellaggio (ad esempio, un turno minimo, poi confermare dopo il mantenimento del calore).
- Campi di log (per esecuzione): Miscela resina/riciclaggio, numero di fili, velocità della linea, diametro del rotore, RPM (e slittamento %), gioco in 3-4 posizioni dell'orologio, temperatura del bagno, metodo/impostazioni di disidratazione, ΔP del pacco di setacci, note sulle condizioni della superficie della filiera, fini % (ASTM D7486), risultato dell'umidità (ISO 15512, se utilizzato), minuti di fermo macchina e "note dell'operatore" (ad es. pattinaggio visibile, peluria, code).
- Fattore determinante della decisione: accettare una modifica solo se migliora le multe % E Non aumenta i tempi di inattività né i danni ai bordi entro le due settimane.
Questo piccolo set di dati diventerà anche il vostro punto di riferimento interno per le future prove sui materiali e sui rivestimenti delle pale.
KPI / foglio di registro (una riga per ogni esecuzione)
| Campo | Unità / formato | Quando registrare | Proprietario |
|---|---|---|---|
| Miscela di resina e materiale riciclato | % / note | Ogni inizio di corsa | Processo |
| Conteggio dei filamenti | contare | Ogni inizio di corsa | Operatore |
| Velocità di linea | m/min | Ogni ciclo + dopo il mantenimento del calore | Operatore |
| Diametro del rotore | M | Una volta (per macchina) | Manutenzione |
| Giri al minuto della fresa | giri al minuto | Ogni ciclo + dopo il mantenimento del calore | Operatore |
| fattore di slittamento | % | Ogni corsa | Processo |
| Letture di compensazione | mm alle 3–4 posizioni dell'orologio | Dopo l'allestimento + dopo il mantenimento del calore | Manutenzione |
| Temperatura del bagno | °C | Ogni ora | Operatore |
| Impostazione di disidratazione | coltello ad aria / aspirapolvere / note di pizzico | Ogni esecuzione + dopo le regolazioni | Operatore |
| ΔP del pacchetto di schermi | bar o kPa | Ogni ora | Operatore |
| Condizione della faccia del dado | brevi note / riferimento fotografico | Ogni turno | Manutenzione |
| Polvere fine | % (ASTM D7486) | Secondo il piano campione concordato | Controllo qualità |
| Umidità | % (ISO 15512, se utilizzato) | Secondo il piano campione concordato | Controllo qualità |
| Tempo di inattività | minuti | Ogni evento | Supervisore |
| condizione del bordo | 40× note (schegge / lucidatura) | Ogni giorno durante il processo | Manutenzione |
Se desideri rafforzare ulteriormente l'autorità, puoi allegare questa tabella come documento controllato (numero di revisione + data + responsabile) nella libreria delle procedure operative standard del tuo stabilimento.
Per specifiche di lame personalizzate con certificati e compatibilità OEM/ODM, è possibile richiedere la convalida del campione da MAXTOR METAL.
Autore
Tommy Tang — Ingegnere commerciale senior, Nanjing METAL Industrial. 12 anni di esperienza in soluzioni di taglio industriale per la lavorazione e la pellettizzazione delle materie plastiche. Certificazioni: CSE, CME, Six Sigma Green Belt, PMP.
Riferimenti e ulteriori letture
- Tecnologia delle materie plastiche — Pellettizzazione a filamento: metodo a bagno d'acqua (2013)
- Tecnologia delle materie plastiche: il percorso verso la perfezione dei pellet (2019)
- Tecnologia delle materie plastiche: risolvere sette problemi comuni di pellettizzazione. (2012)
- MAAG/Scheer — Brochure del pellettizzatore a pultrusione e filatura S3500 (PDF)
- Bay Plastics Machinery — Documento di formazione sui principi base della pellettizzazione dei filamenti (PDF)
- ASTM D7486-22 — Misurazione di particelle fini e polveri su pellet e granuli di plastica
- ISO 15512 — Materie plastiche — Determinazione del contenuto di acqua
- MAXTOR METAL — Guida ai rivestimenti per lame industriali; Guida alla tolleranza delle lame industriali