合成繊維用ホットナイフがいかに歩留まりと OEE(設備総合効率)を向上させるか
When you’re cutting nylon webbing, synthetic rope, or strap material at volume, “a little fray” isn’t cosmetic—it’s a process defect. Frayed ends trigger rework, slow assembly, and create inconsistent downstream quality checks. That adds up fast in yield loss and in OEE. A synthetic fabric hot knife (often called a thermocutter) solves the root issue by cutting and sealing in one pass—in other words, it can cut and seal synthetic webbing in a single controlled operation. Done right, it turns an edge that would unravel into a fused end that’s stable through handling, sewing, and packaging. This article explains: Stop Fraying, Boost OEE Fraying’s hidden losses Fraying is rarely “just fraying.” On a […]
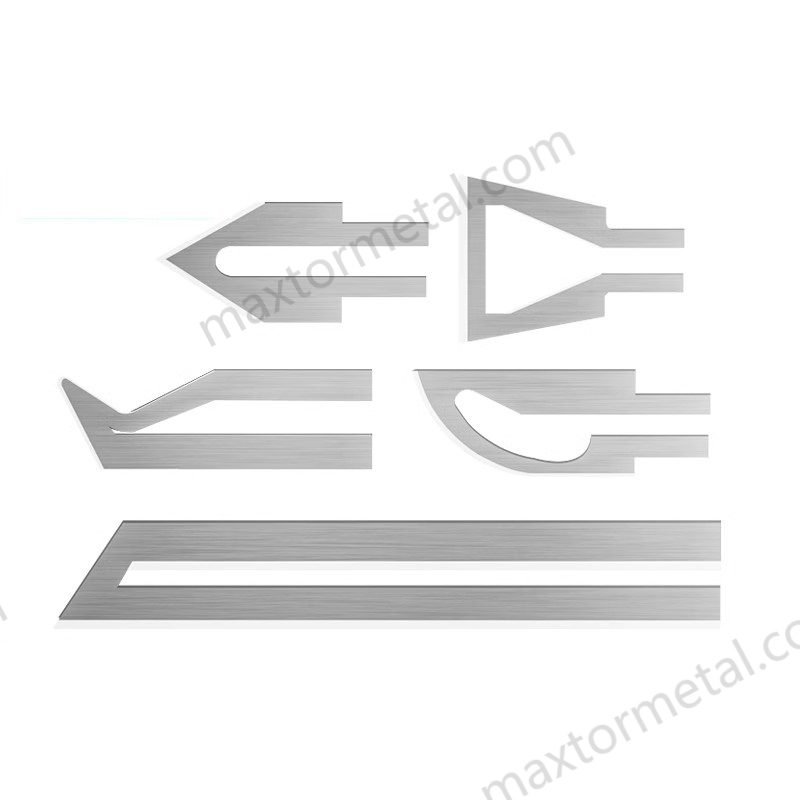
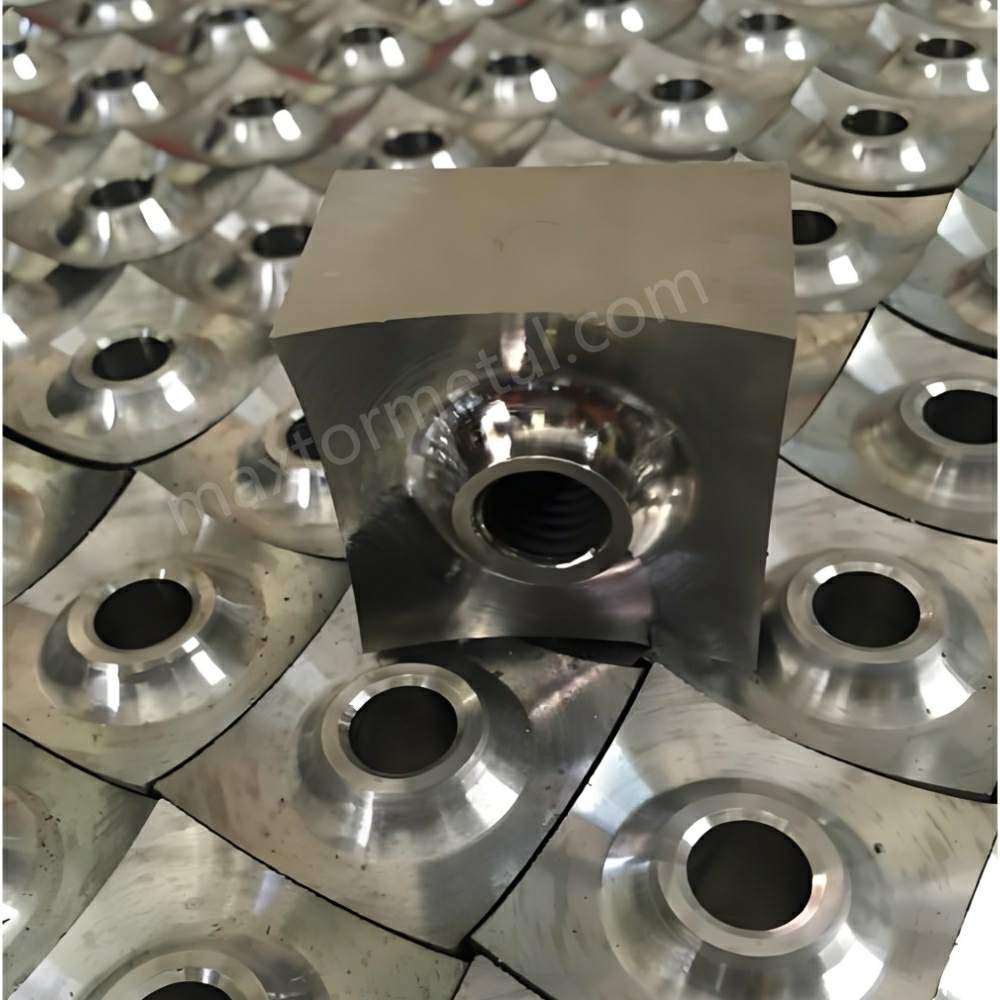
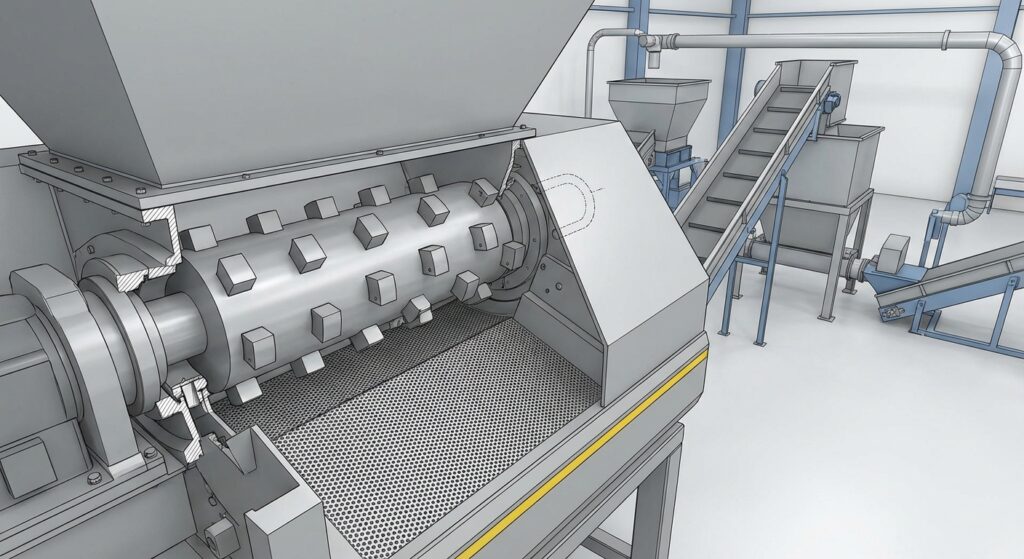
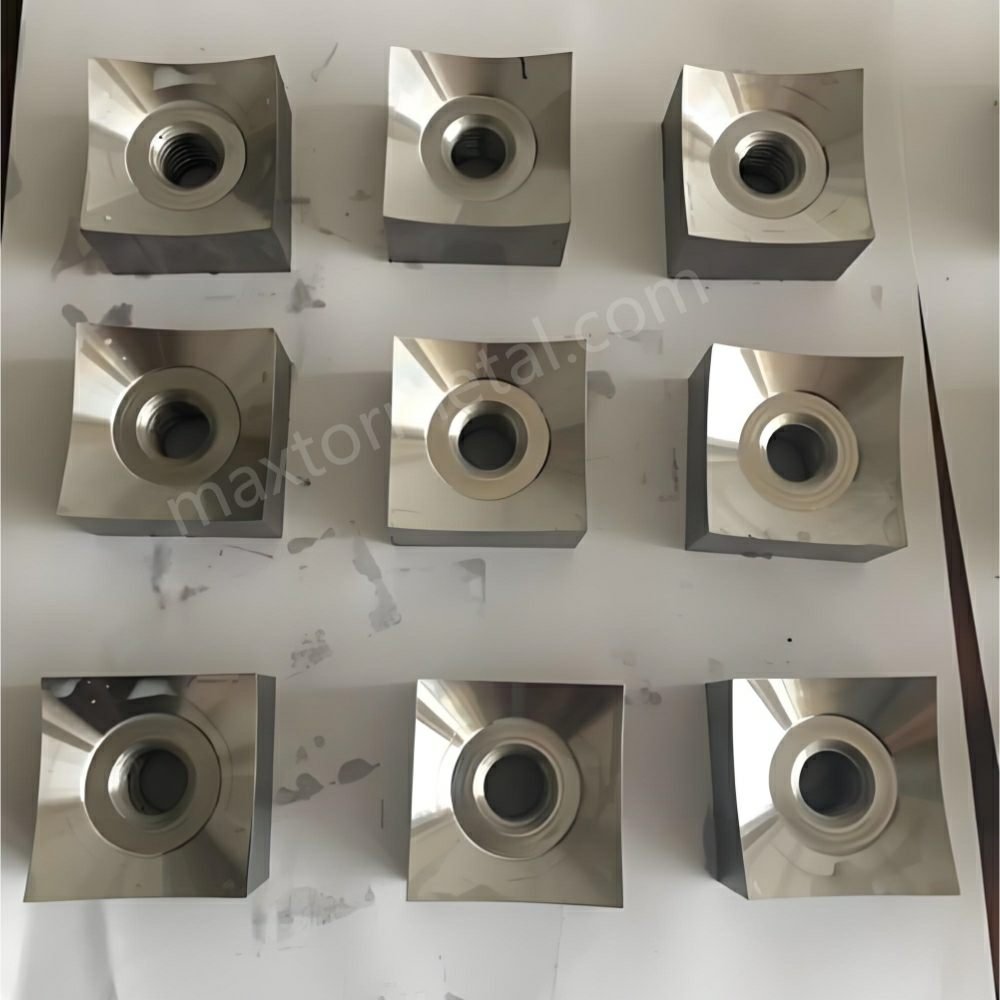
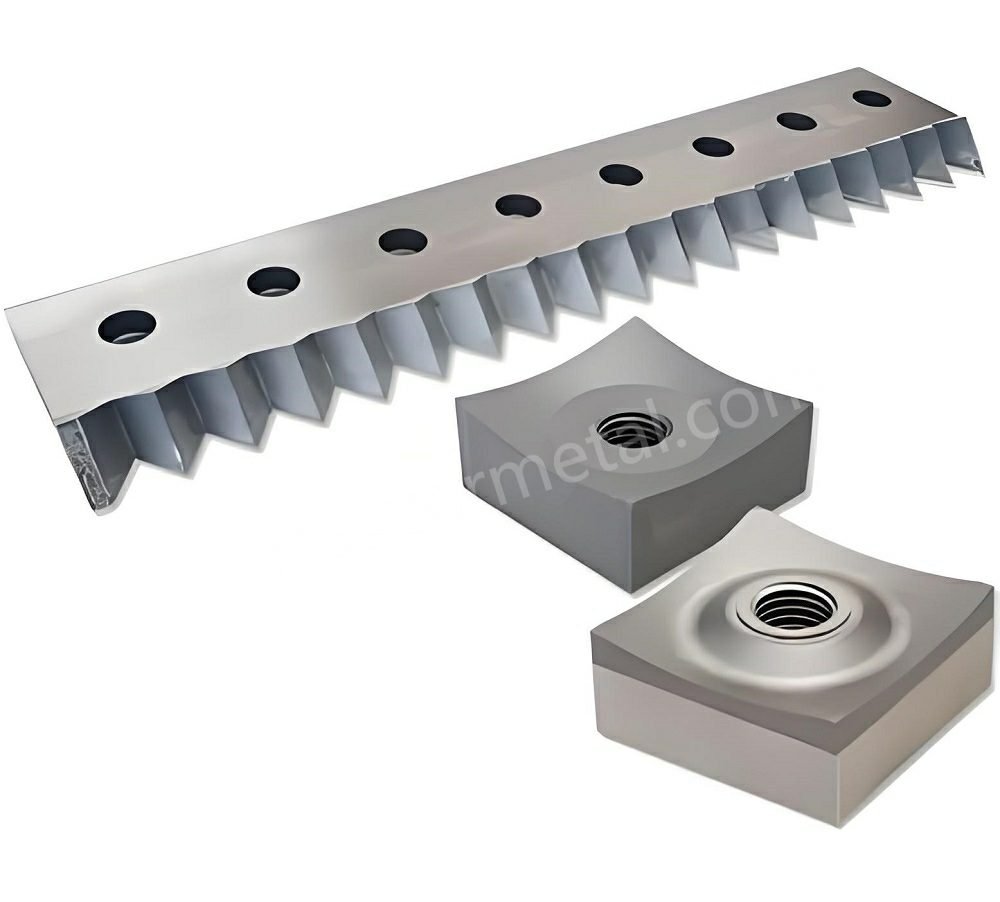
固定刃およびスクエアカッター用プラスチックリサイクル刃の幾何形状

Blade geometry is one of the few levers you can pull on a single-shaft shredder that changes throughput, particle size consistency, energy per ton, wear life, and total cost of ownership (TCO)—without buying a new machine. But it only works if you treat geometry as a system: square cutters + fixed counter-knife + screen + cutting gap + feed behavior. Change one item blindly and you usually pay for it in amps, heat, noise, and chipping. Geometry determines whether the material gets a clean shear (efficient), a smear/tear (hot and power-hungry), or a jam-and-reverse cycle (throughput killer). It also determines where wear concentrates: on the cutting edge, the seating faces, or the […]
極度の摩耗に対応する破砕機刃のハードフェイシング(肉盛溶接)
Mineral grit doesn’t “wear a knife” the way clean plastic does. It turns your cutting zone into a grinding zone: more sliding contact, more heat, and faster edge rounding. Once the edge rounds, you typically see the same cascade: higher torque variation, more vibration, wider particle-size scatter, and more stoppages. This is why abrasive duty often punishes good base steel selection unless you also protect the working surfaces. If you’re running a single-shaft shredder, the outcome is rarely “the blade lasts longer” in isolation. You’re chasing system-level stability: How to think about cost per metric ton In abrasive-duty shredding, blade wear hurts you twice: you buy knives more often, and […]
Maintaining Single-Shaft Shredder Blades Sharpen vs Replace

Single-shaft shredders don’t “slow down” randomly. Key Takeaway: If your team is stuck on the single-shaft shredder blades sharpen vs replace decision, don’t guess—measure clearance, verify torque, and trend amps/ton and PSD first. Most of the time, it’s the cutting system losing its geometry: rotor cutter blocks/tips and bed knives (stator) stop shearing cleanly, clearances drift, or fasteners stop holding. The result is predictable—higher amps, more heat, unstable particle size, and surprise downtime. This guide focuses on the parts you can actually control during maintenance: What you’ll use (and why these tools matter): feeler gauges (gap), torque wrench (clamp load), straightedge (flat/straight seating), bluing/marking compound (contact checks), and log sheets (trend control). […]
摩耗性の高いプラスチック用破砕機における**リサイクル刃(回収刃)**を保護するセットアップ
In abrasive plastic streams—glass-filled regrind, mineral-filled compounds, or bales that carry sand and grit—blade wear is rarely “just a materials problem.” In a single-shaft shredder, setup choices decide whether knives stay in steady cutting or spend their life heating, rubbing, and reverse-cycling. You control more levers than most plants document: feed rate uniformity, the speed/torque regime, and how the screen and cutting gap force material to re-circulate in the cutting chamber. Knife engineering still matters—steel choice, heat treatment quality, coatings, and edge geometry are the last line of defense for abrasive plastic recycling blades—but it works best when the process isn’t fighting the knives. Finally, the most reliable maintenance trigger […]
**凹面シュレッダーナイフ(破砕機刃)**によるスループット向上と消費電力(kWh/t)の低減

Concave shredder blades change the first contact between material and rotor in a single-shaft shredder. Instead of presenting a mostly flat edge that relies heavily on pusher force and friction to initiate a cut, a concave edge tends to create a more “hooking” engagement that encourages bite and controlled self-feeding. In the field, energy-per-ton and throughput gains are realistic when the shredder is already mechanically healthy and the process is limited by cutting efficiency rather than downstream conveying or screen plugging. Under those conditions, a measured improvement on the order of ~5–15% is often achievable—but it’s not automatic, and it’s not just about knife geometry. This guide breaks down the mechanisms (why […]
ローターとステーターのシュレッダー刃(破砕機刃)クリアランス調整ステップガイド
Shredder blade clearance (the gap between the rotor knives and the fixed bed/stator knife) is one of those settings that quietly controls everything you care about on a single-shaft shredder: cut quality and output size, throughput, energy draw, and how long your knives survive before they chip, roll, or start “polishing” instead of cutting. Set the gap too wide and material tends to bend, fold, and smear through the cutting zone. That often shows up as more heat, higher amps, inconsistent particle size, and extra recirculation time. Set it too tight and you risk metal-to-metal contact, sudden edge damage, vibration, and a bolt-on failure that turns a planned stop into […]
排出サイズの安定化を実現する交換用シュレッダーナイフ(破砕機刃)
Stable output size isn’t a “nice to have.” It’s what protects three things you feel every shift: throughput, energy, and downstream quality. When particle size drifts, screens load unevenly, amps climb, and the next step (wash line, air classification, granulation, pelletizing, or sorting) starts fighting variation instead of running steady. Replacement Shredder Blades change more than “how sharp the machine feels.” They change the cutting geometry you actually run: cutting circle, seat stack-up, knife thickness, and the counter-knife gap that decides whether you’re cutting cleanly—or tearing, smearing, and making fines. This guide is built to help you choose replacement knives and counter knives that keep output stable on common single-shaft […]
一軸破砕機刃の欠け(チッピング):早期故障を防ぐためのトラブルシューティングガイド

Unplanned downtime from chipping is rarely “bad luck.” In most single-shaft shredders, shredder blade chipping is a repeatable failure mode caused by a small number of controllable factors: feed contamination, incorrect clearance, poor seating/torque, misalignment, or a blade material/heat-treatment choice that doesn’t match the job. This guide is written for maintenance, process, and procurement teams running single-shaft shredders in recycling and solid-waste operations. The goal is simple: help you stop the next failure from happening, not just replace the knife. Last updated: 2026-04-06 Scope: This guide is for single-shaft shredders used in recycling and solid-waste operations. Procedures vary by machine model and guarding design. Safety disclaimer: Always follow your site safety rules and the machine OEM […]
ストランドカット vs 水リング式造粒:材質と TCO(総保有コスト)による選定
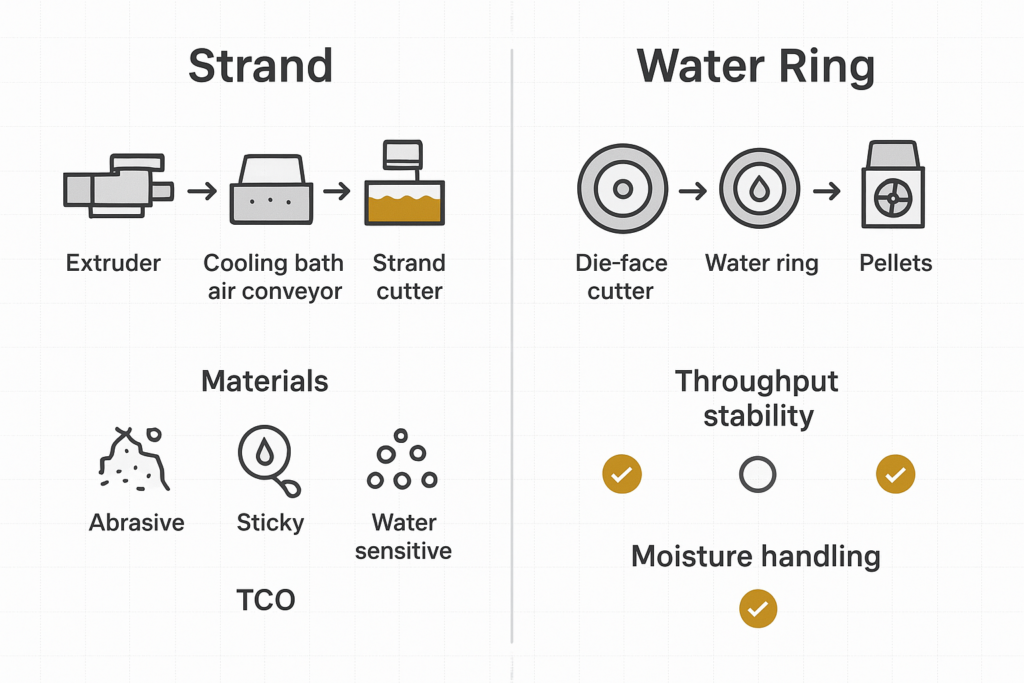
Choosing between strand pelletising and water ring pelletising isn’t just a preference for “wet” or “dry” cutting. It changes what controls pellet quality, what fails first during a disruption, and where your real cost-per-tonne sits (wear parts, drying, changeovers, and scrap). In UK compounding and recycling—especially when you’re running high-fill, glass fibre, mineral-loaded, or high-recycled-content streams—the wrong selection can show up as fines, tails, unstable throughput, and a maintenance plan that never quite matches reality. In this guide you’ll learn how material behaviour maps to each process, what “stable throughput” really means day-to-day, how pellet quality levers work (die–knife pairing, gap control, drying), and a practical TCO model you can […]