Scallop vs. V-Tooth vs. ABT パンスライサー刃:どの刃形が最適か?

Edge geometry isn’t a cosmetic choice. In high-volume slicing, the edge shape determines how the blade enters the crust, how it shears the crumb, and how stable it stays at speed. That’s why the same slicer can look “mysteriously inconsistent” across SKUs—even when the blade material and thickness never change. Put simply: you’re tuning bread slicer blade geometry to control three factory KPIs—crumb loss, slice thickness consistency, and line stability. This article compares three common geometries—scallop, V-tooth, and ABT (alternating bevel tooth)—through the lens industrial bakeries and slicer OEMs actually care about: Geometry Basics Scallop: wave profile and pitch options A scallop edge uses a repeating wave profile. Think of it as alternating “contact points” […]
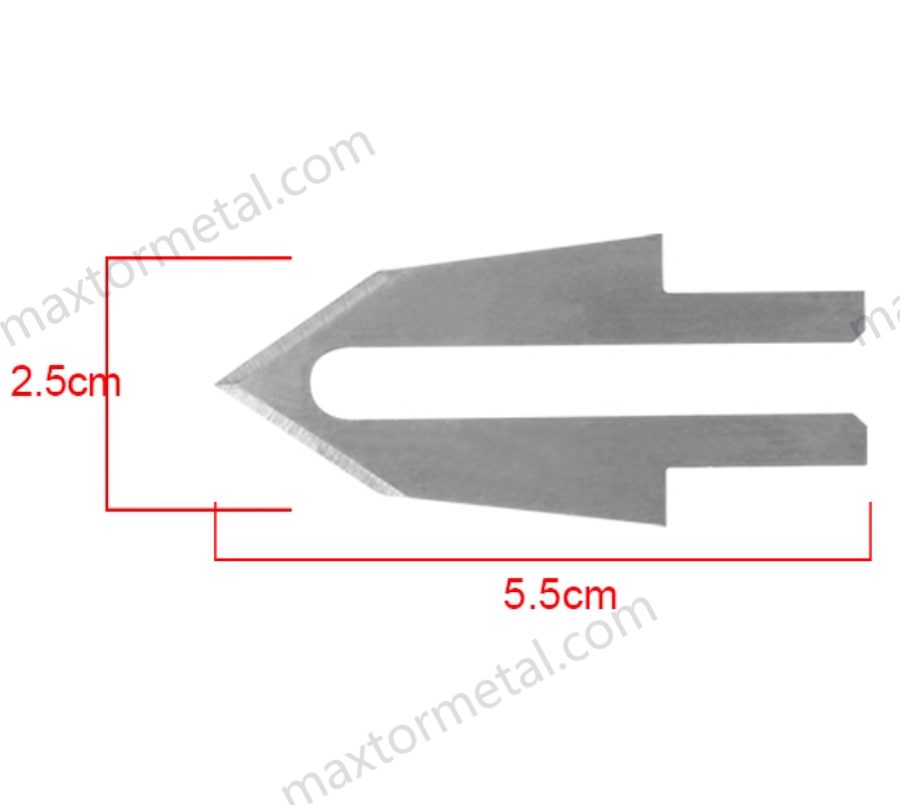
実績のあるOEM代替刃を使用したパンスライサーの刃の交換

Safety note & accountability: This guide provides general maintenance guidance for industrial bread slicers. Always follow your machine’s OEM service manual, your facility’s lockout/tagout (LOTO) program, and applicable local regulations. If any step conflicts with OEM documentation, OEM requirements take priority. Technical review: Reviewed for safety emphasis and procedural clarity by MAXTOR METAL’s technical team (LOTO and guarding requirements still depend on your site program and local rules). Need help confirming fit or blade geometry? Contact MAXTOR METAL: maxtormetal.com/contact. Safety, PPE, and prep Quick checklist before restart Lockout/tagout checklist Bread slicers are high-risk for laceration and amputation hazards during cleaning and maintenance. OSHA notes that a lockout/tagout program is required when guards are removed […]
パンスライサーでパンが裂ける理由と解決策
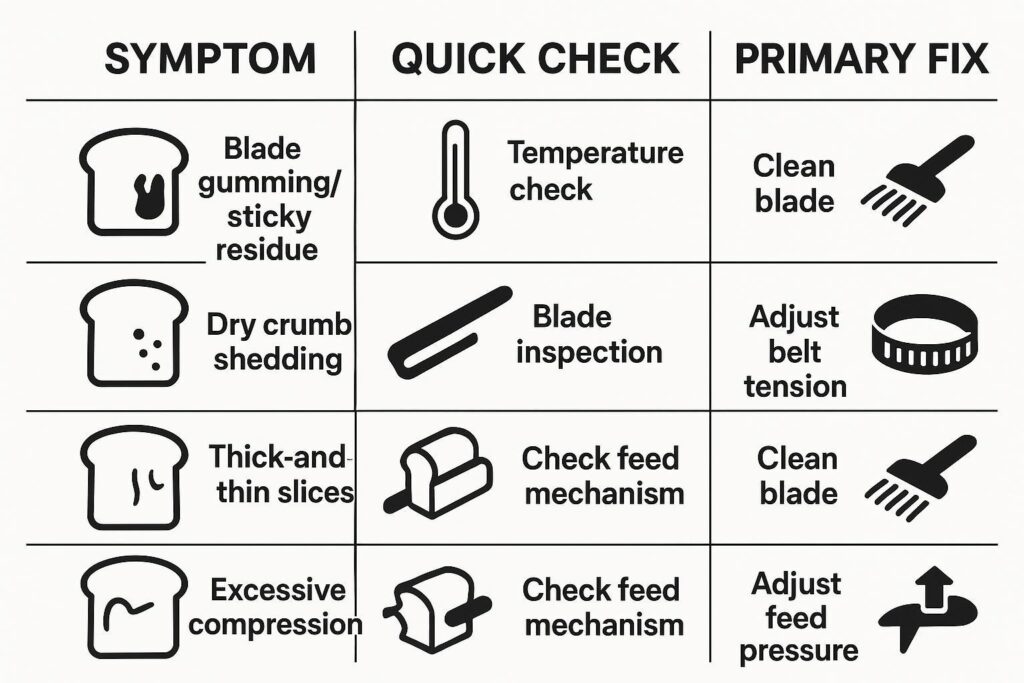
If bread slicer tearing bread is spiking waste, this guide gives fast, verifiable fixes. You’ll get temperature windows, mechanical checks, and line-control steps you can audit today. Targets 600–1200 loaves/hour lines with pan bread, crusty loaves, and buns. Safety & SOP note: Always follow your slicer OEM manual and your facility’s food safety program. Before inspecting, cleaning, or adjusting blades, guides, belts, or tension, use lockout/tagout and confirm all motion is stopped. Validate any process changes with your QA team, since slicing conditions can affect downstream packaging and product quality. Scope note: The temperature and machine setpoints below are starting references. Your optimal window will vary with formula, loaf mass, cooling method, […]
速度と品質を両立させる適切な工業用ホットナイフシステムの選び方
Industrial hot knife cutting looks simple until you scale it. At production volume, the power class you pick determines whether you get a square, sealed edge at line speed—or a constant cycle of slowdown, bead buildup, smoke complaints, and changeovers. This guide focuses on two common brackets—100W hot knife systems and 400W hot knife systems—and shows how to match them to your material stack-up, duty cycle, and quality targets. Then it gives you a validation approach you can run on your own line before you standardize. EU-first note (CE/EN/IEC): This guide is written for EU-facing production and machine integration contexts. Always validate against your site-specific risk assessment and the applicable EU directives/EN standards, as […]
精密プラスチックゲートカット用サーモカッター:焦げ付き防止と高精度

If you’re seeing black marks at the gate, inconsistent vestige height, or cosmetic haze after trimming, degating isn’t a “finishing detail” — it’s a yield, quality, and takt-time problem. Thermocutter (hot-knife) plastic degating tools can solve it, but only when temperature, dwell, and technique are tuned to the polymer and the gate geometry. This guide focuses on plastic gate trimming without charring — meaning no blackening, no soot transfer, and no overheated halo around the gate land. Thermocutter fundamentals What plastic degating tools do Plastic degating tools remove the gate/runner connection point after molding so the part meets cosmetic and dimensional requirements. In most shops, degating quality shows up as three measurable […]
ウェビング・フォーム用ホットナイフの材質比較:NiCr(ニクロム)vs ステンレス
Introduction If you run thermal cutting for webbing, labels, edge-banding, or foam, material choice quietly sets your ceiling on warm-up time, temperature drift, and how often you stop the line to clean or change parts. This is a practical comparison aimed at decisions you can defend: faster time-to-ready, more stable cuts through the shift, and a lower total cost of ownership. This guide is written for equipment, process, production, and procurement managers who have to balance cut quality, uptime (OEE), safety, and supply continuity. We’ll compare NiCr (nichrome 80/20) to common stainless options (304/316/420/440C), and—crucially—separate heater element requirements from blade/edge requirements. Author: MAXTOR Process Engineer (anonymous) Technical review: Reviewed by MAXTOR METAL manufacturing & QC team […]
刃先を傷めずにホットナイフの刃を掃除する方法

Hot knife blades work in the messy intersection of heat, polymers, and production pressure. When residue builds up, you don’t just get a dirty blade—you get unstable cut quality, more scrap, longer changeovers, and higher total cost of ownership (TCO) through unplanned downtime and premature regrinds. In practice, “clean hot knife blades” means removing carbonized film, molten polymer smear, adhesive transfer, and dust without changing the blade geometry. Done right, cleaning restores consistent heat transfer and predictable cutting—without rounding the edge or attacking any non-stick or wear-resistant coatings. In this guide, you’ll learn a safety-first hot knife maintenance SOP—a practical way to handle hot knife blade cleaning, choose compatible cleaners, and build […]
サーモカッターブレード形状選択ガイド:ほつれや焦げ付きを軽減
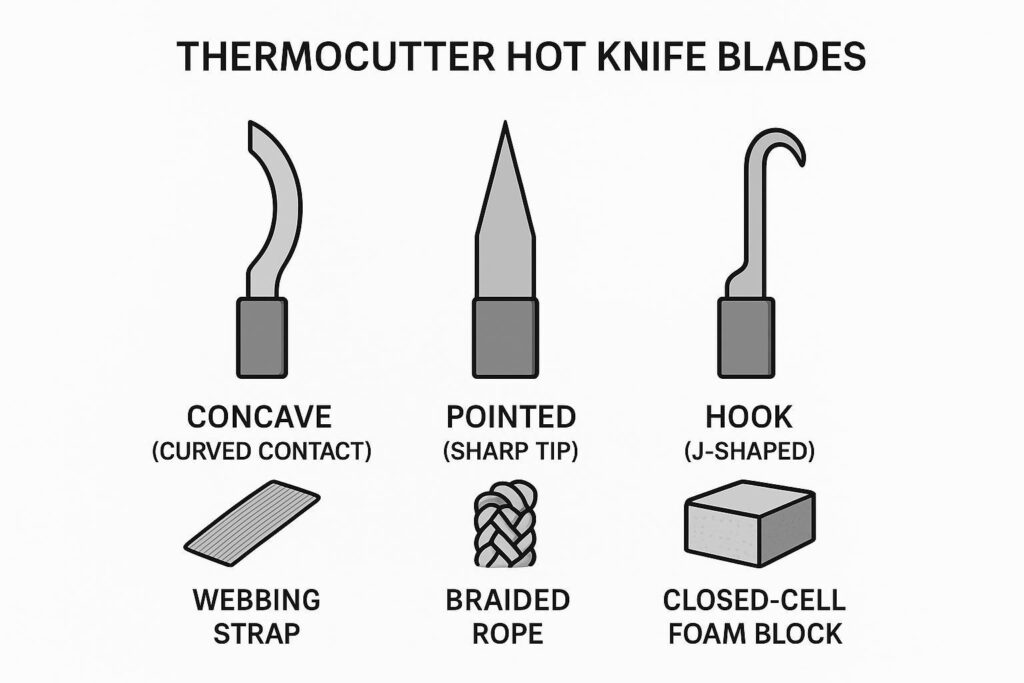
Choosing the right thermocutter (hot knife) blade shape is one of the fastest ways to reduce three problems that drive rework and complaints: frayed edges, browned/blackened cut lines, and over-melt that distorts dimensions. In this guide you’ll learn: Safety note (read first): This guide provides general process guidance for cutting thermoplastics with heated blades. Always validate settings on your specific machine/material, follow local regulations, and consult your site EHS/industrial hygiene team for fume controls and PPE requirements. Blade geometry essentials In this section, we’ll break down the three most common thermocutter blade shapes you’ll see specified on factory lines, and the failure modes each shape is designed to prevent. Blade “shape” is not […]
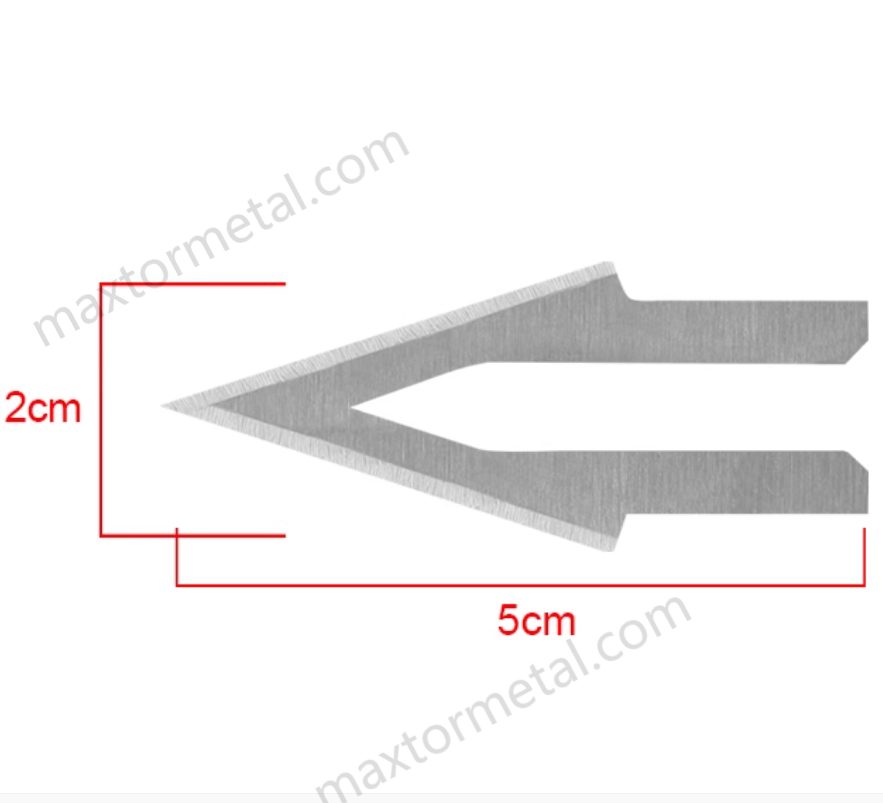
正確にフィットする**交換用熱切断刃(サー모カッター刃)**の選び方
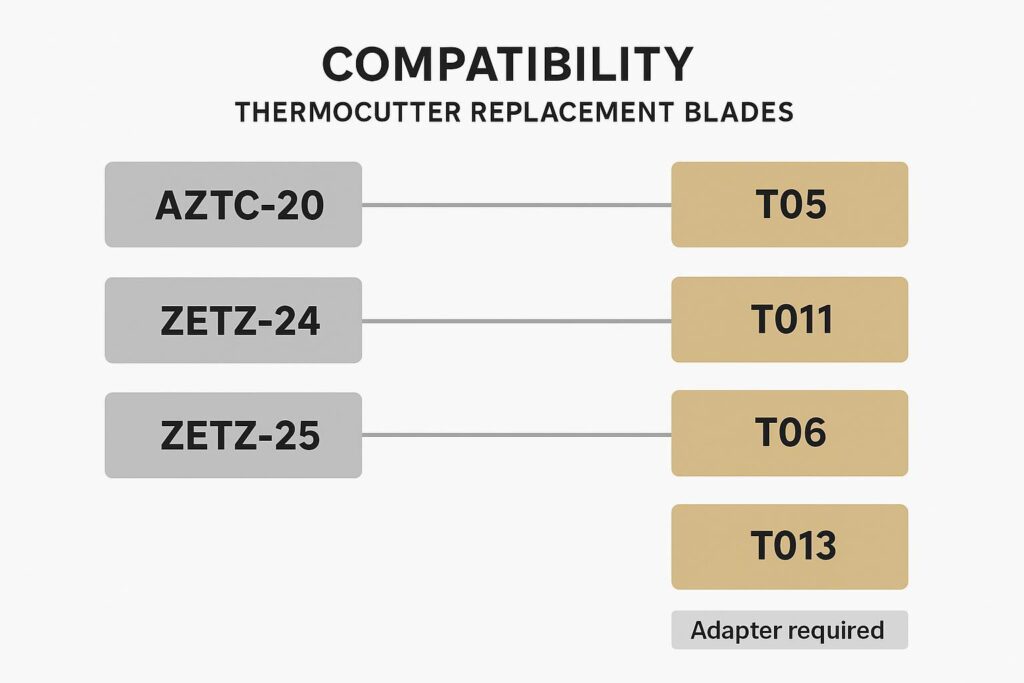
Replacement thermocutter blades look like simple consumables, but they’re often the difference between a clean, repeatable cut and a line that bleeds time in micro-stops, scrap, and rework. When the blade doesn’t fit correctly—or fits but doesn’t match your material and power profile—you’ll see it fast: blackened edges, uneven seals, dragging on multilayer stacks, and more frequent changeovers. In this guide, “compatibility” means the blade mounts correctly and heats as intended on your specific tool. “Cut quality” means the edge you ship: sealed where it should be, not over-melted, dimensionally stable, and consistent from the first cut to the last. “TCO” (total cost of ownership) means the full cost of […]
フォームカッターブレード(発泡スチロール用):EPS/XPS のクリーンな切断と低発煙

Scope & safety note: This guide focuses on handheld hot knives/thermocutter blades used on EPS and XPS. Treat it as practical process guidance—not a substitute for your facility’s EHS program. Always follow your material SDS, local regulations, and equipment manufacturer instructions, and validate ventilation and PPE with your safety team. Clean, low-smoke cutting isn’t just a “nice-to-have” for EPS and XPS. It directly affects yield (less scrap and rework), OEE (fewer stoppages to clean buildup or swap consumables), and compliance risk (fewer nuisance odors and visible emissions reaching the shop). Thermocutter blades (hot knives) and hot wires solve a different problem than cold cutting. Instead of tearing cells or throwing dust, they melt through the […]