Как термонож для синтетических тканей повышает производительность и OEE
When you’re cutting nylon webbing, synthetic rope, or strap material at volume, “a little fray” isn’t cosmetic—it’s a process defect. Frayed ends trigger rework, slow assembly, and create inconsistent downstream quality checks. That adds up fast in yield loss and in OEE. A synthetic fabric hot knife (often called a thermocutter) solves the root issue […]
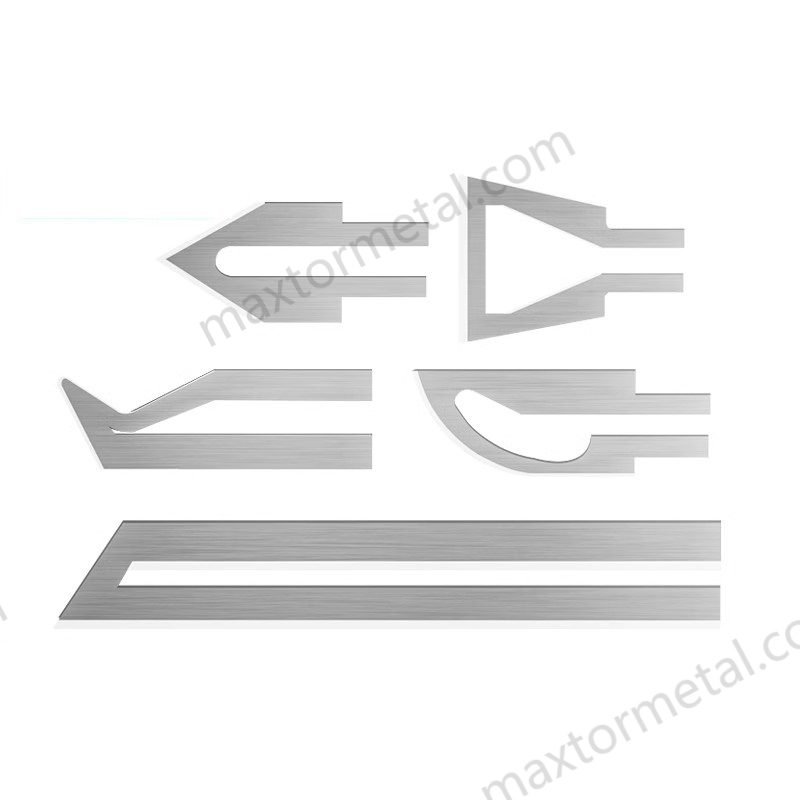
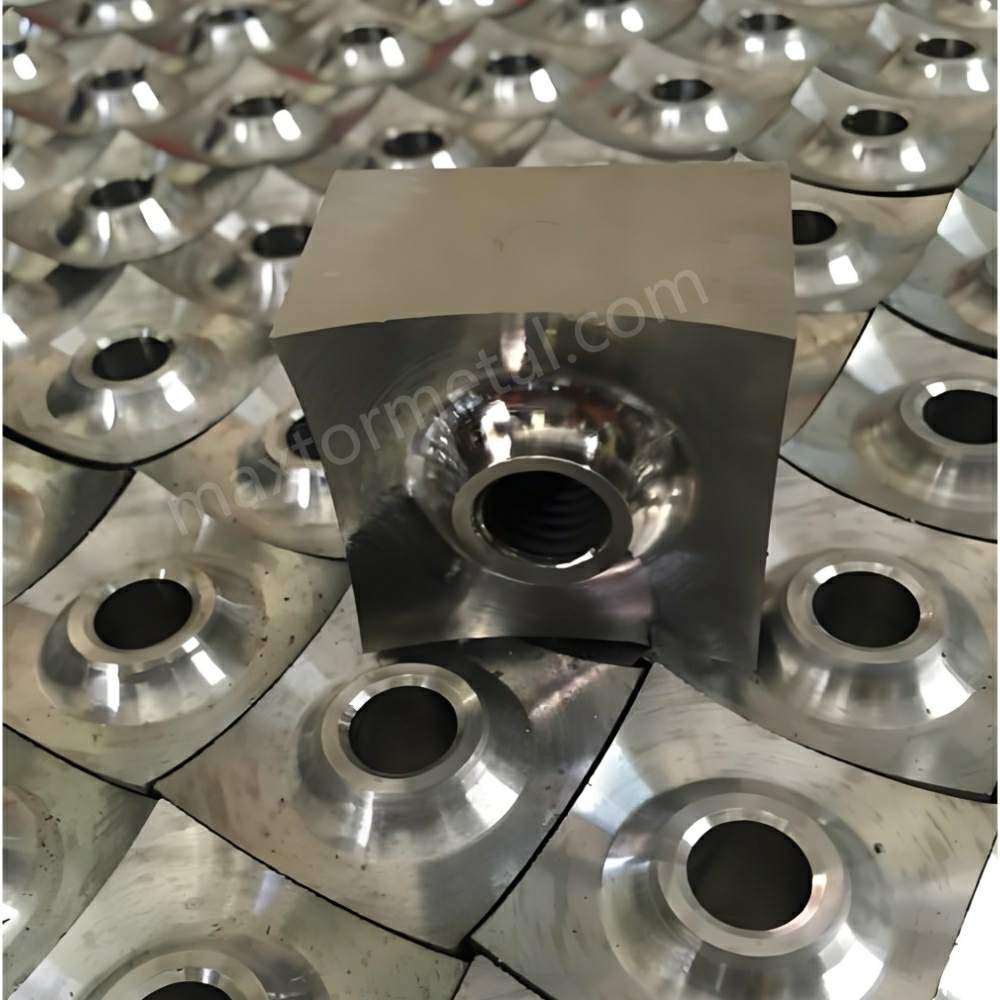
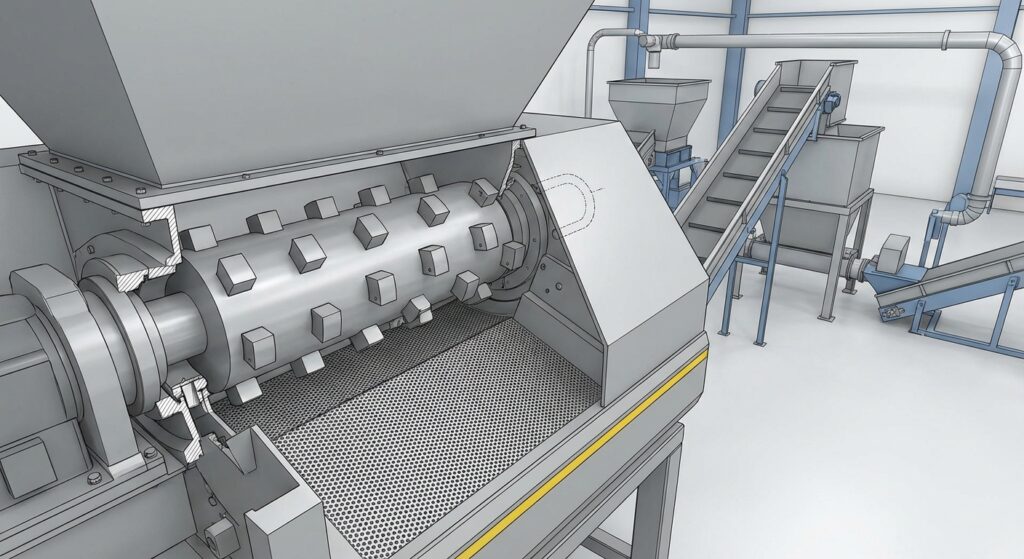
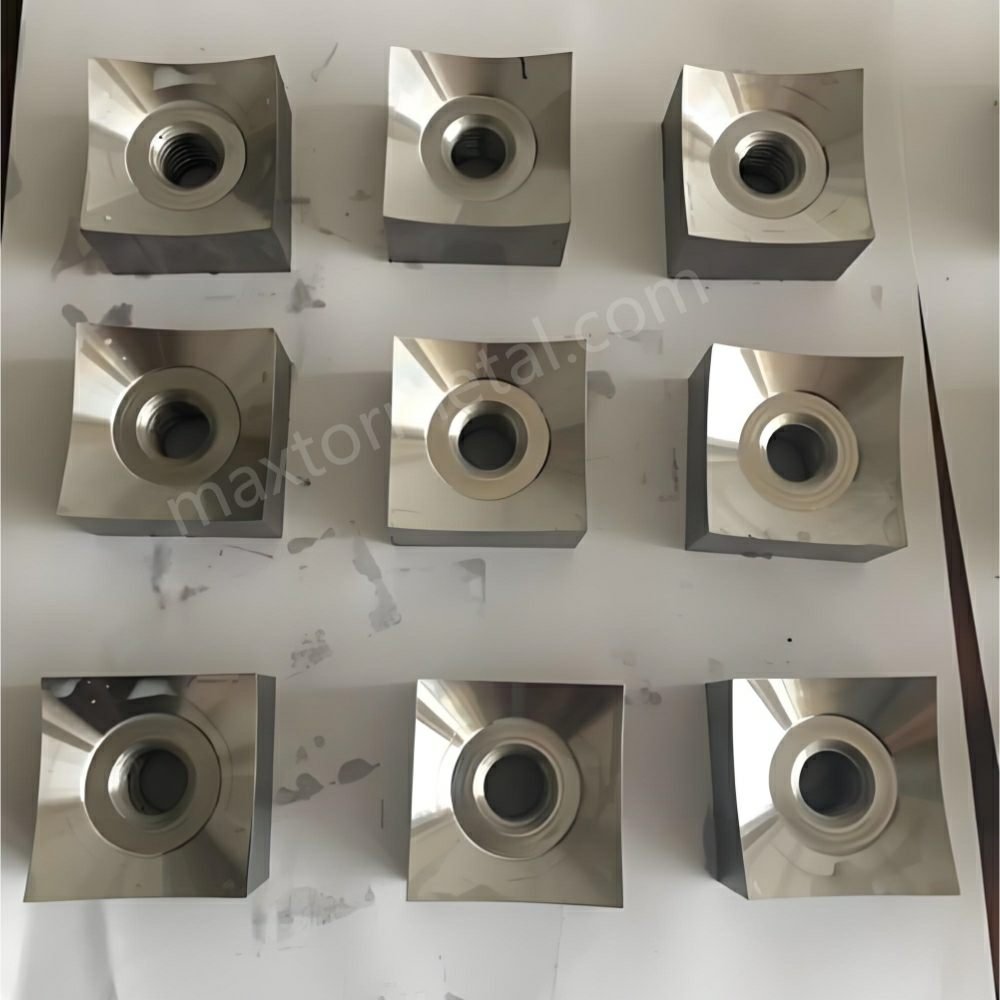
Геометрия ножей для переработки пластика для стационарных и квадратных фрез

Blade geometry is one of the few levers you can pull on a single-shaft shredder that changes throughput, particle size consistency, energy per ton, wear life, and total cost of ownership (TCO)—without buying a new machine. But it only works if you treat geometry as a system: square cutters + fixed counter-knife + screen + cutting gap […]
Наплавка ножей шредера, разработанная для экстремального износа
Mineral grit doesn’t “wear a knife” the way clean plastic does. It turns your cutting zone into a grinding zone: more sliding contact, more heat, and faster edge rounding. Once the edge rounds, you typically see the same cascade: higher torque variation, more vibration, wider particle-size scatter, and more stoppages. This is why abrasive duty […]
Maintaining Single-Shaft Shredder Blades Sharpen vs Replace

Single-shaft shredders don’t “slow down” randomly. Key Takeaway: If your team is stuck on the single-shaft shredder blades sharpen vs replace decision, don’t guess—measure clearance, verify torque, and trend amps/ton and PSD first. Most of the time, it’s the cutting system losing its geometry: rotor cutter blocks/tips and bed knives (stator) stop shearing cleanly, clearances drift, or […]
Настройки для защиты ножей для рециклинга в шредерах для абразивных пластиков
In abrasive plastic streams—glass-filled regrind, mineral-filled compounds, or bales that carry sand and grit—blade wear is rarely “just a materials problem.” In a single-shaft shredder, setup choices decide whether knives stay in steady cutting or spend their life heating, rubbing, and reverse-cycling. You control more levers than most plants document: feed rate uniformity, the speed/torque […]
Вогнутые ножи для шредера повышают производительность и снижают кВт·ч на тонну

Concave shredder blades change the first contact between material and rotor in a single-shaft shredder. Instead of presenting a mostly flat edge that relies heavily on pusher force and friction to initiate a cut, a concave edge tends to create a more “hooking” engagement that encourages bite and controlled self-feeding. In the field, energy-per-ton and throughput gains […]
Пошаговая настройка зазора ножей шредера между ротором и статором
Shredder blade clearance (the gap between the rotor knives and the fixed bed/stator knife) is one of those settings that quietly controls everything you care about on a single-shaft shredder: cut quality and output size, throughput, energy draw, and how long your knives survive before they chip, roll, or start “polishing” instead of cutting. Set […]
Сменные ножи для шредера, разработанные для стабильного размера фракции
Stable output size isn’t a “nice to have.” It’s what protects three things you feel every shift: throughput, energy, and downstream quality. When particle size drifts, screens load unevenly, amps climb, and the next step (wash line, air classification, granulation, pelletizing, or sorting) starts fighting variation instead of running steady. Replacement Shredder Blades change more […]
Выкрашивание ножей одновалкового шредера: Руководство по устранению неисправностей и предотвращению поломок

Unplanned downtime from chipping is rarely “bad luck.” In most single-shaft shredders, shredder blade chipping is a repeatable failure mode caused by a small number of controllable factors: feed contamination, incorrect clearance, poor seating/torque, misalignment, or a blade material/heat-treatment choice that doesn’t match the job. This guide is written for maintenance, process, and procurement teams running single-shaft […]
Стренговое гранулирование против водокольцевого: выбор по материалу и TCO
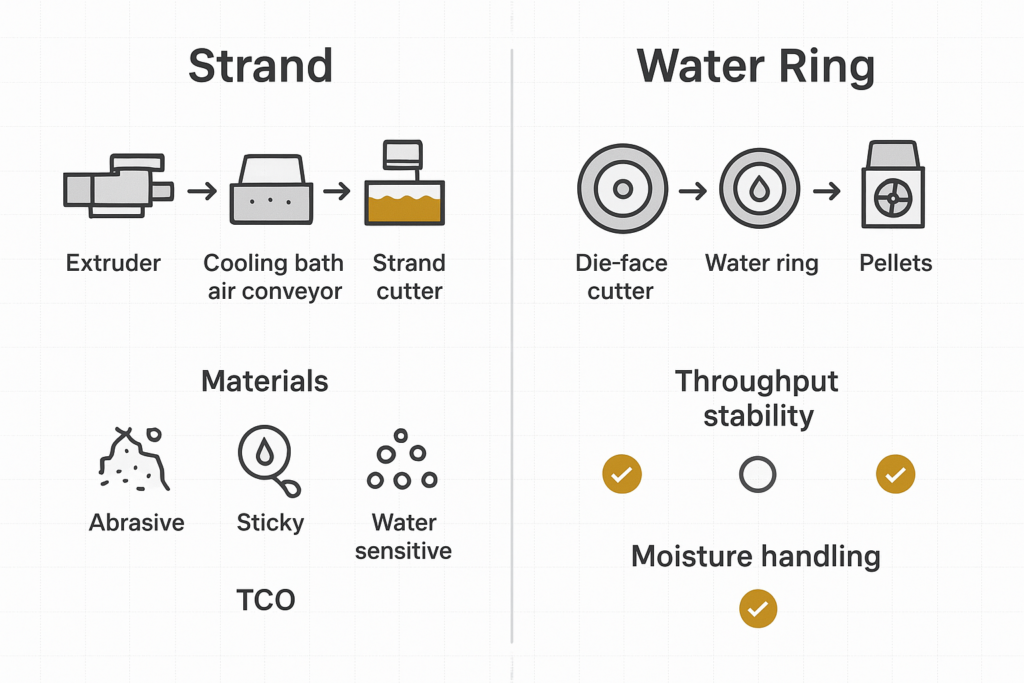
Выбор между гранулированием нитями и гранулированием с использованием водяного кольца — это не просто предпочтение «влажной» или «сухой» резки. Он влияет на факторы, определяющие качество гранул, на то, что выходит из строя первым во время сбоя, и на то, каковы ваши реальные затраты на тонну (износ деталей, сушка, переналадка и отходы). В Великобритании, в сфере компаундирования и переработки — особенно при работе с наполнителями, стекловолокном, минеральными добавками или материалами с высоким содержанием переработанного сырья […]