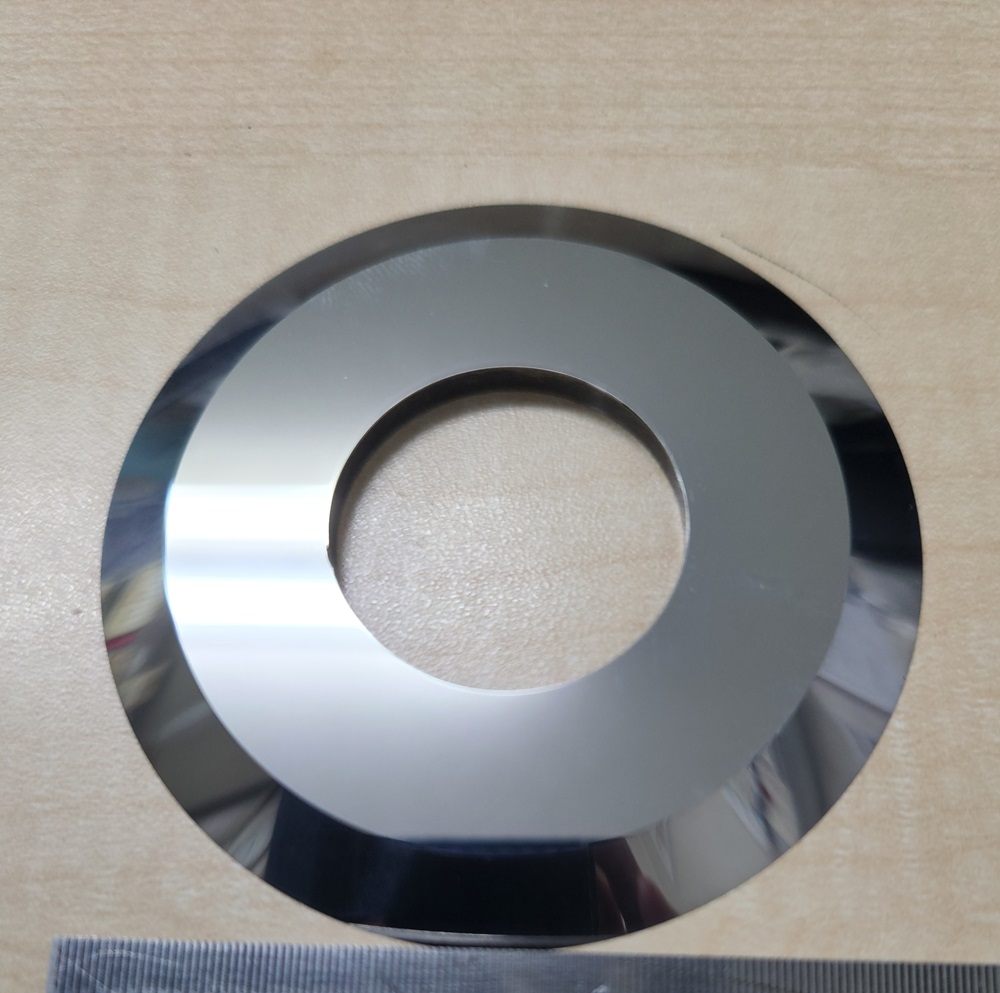
초정밀 원형 슬리터 나이프(로터리 슬리팅 나이프 또는 원형 슬리터 날로도 명칭)는 주행하는 원단 웹(web)의 연속적인 종방향 슬리팅, 슬라이싱, 리와인딩 또는 스코어링 작업을 수행하기 위해 하부 나이프(전단 슬리팅), 레이저 세팅(레이저 슬리팅) 또는 경화 엔빌 롤(압착 슬리팅)과 결합한 연속 회전 운동학을 활용합니다. 이 고도화된 로터리 공구는 고용량 슬리터 리와인더, 골판지 슬리터 스코어러 및 자동 리튬 이온 배터리 전극 슬리팅 라인에 맞춤형으로 엔지니어링되었습니다.
1.1 OEM 시스템 호환성
이 기술 표준은 Kampf, Atlas, Goebel, Pasaban, Valmet, Dienes, Tidland 및 ASHE를 포함한 주요 국제 슬리팅 기계 제조업체의 성능 매개변수를 충족하거나 능가하도록 설계되었습니다.
1.2 핵심 엔지니어링 매개변수 매트릭스
엔지니어링 매개변수
리튬 이온 전극 및 포일 분류
고속 필름, 테이프 및 용지
고강도 실리콘 강판 및 슬리팅 라인
추천 자료
초미세 텅스텐 카바이드(WC)
M2/M42 HSS, SK5, SK7, 1065 탄소강
DC53, LD, D2 (1.2379) / SKD11
경도 매트릭스
HRA 89 – 93
HRC 62 – 64 (HSS) / HRC 56 – 60
HRC 60 – 63 (DC53/LD)
외경(OD) 범위
40mm – 350mm
100mm – 680mm
80mm – 500mm
내경(보어) 공차
H7/G6 정밀 슬라이드핏
H7 스탠다드 핏
H7 정밀 맞춤
두께 허용 오차
± 0.001mm ~ ± 0.002mm
± 0.005mm
± 0.003mm
축 방향 흔들림(측면 흔들림)
< 0.005mm
< 0.015mm
< 0.010mm
레이디얼 런아웃(원형 불량)
≤0.010mm
≤0.020mm
≤0.015mm
절삭날 표면 거칠기(Ra)
Ra < 0.4µm (거울처럼 매끄럽게 연마됨)
Ra < 0.8µm
Ra < 0.6µm
측면 표면 거칠기(Ra)
Ra < 0.8µm
Ra < 1.6µm
Ra < 1.2µm
치수 표준
ISO 2768-mK
ISO 2768-mK
ISO 2768-mK
제품 엔지니어링 개요: 회전 전단 운동학(Kinematics) 및 트라이볼로지(Tribology) 마모
최신 고속 세로 슬리팅 시스템에서 원형 블레이드의 절삭날은 복잡한 하중을 받습니다. 주기적 전단 응력장 고속과 결합 3체 마모. 공구가 지속적으로 회전하기 때문에 날의 원주를 따라 있는 모든 미세한 부분들이 재료 응력 영역으로 빠르게 진입하고 빠져나오게 되어 구름 접촉 피로에 매우 취약해집니다.
2.1 전단 중첩 영역의 운동학
상부 수컷 블레이드가 하부 암컷 블레이드와 겹쳐지고 교차하는 동기식 전단 슬리팅 시스템에서 슬릿 가장자리의 품질은 겹치는 형상의 구성에 따라 결정됩니다.
축 방향 측면 여유 공간: 금속박, 경질 폴리머 및 실리콘 시트의 경우, 상부 및 하부 칼날 사이의 물리적 수평 간격은 0.002mm에서 0.01mm 사이로 엄격하게 유지되어야 합니다. 이 간격을 초과하면 기판은 진정한 전단이 아닌 국부적인 굽힘 및 인장 변형을 겪게 되어 심각한 버(burr)가 발생합니다. 반대로 간격이 부족하면 미세 마찰이 발생하여 국부적인 압축 응력이 기하급수적으로 증가하고 미세 파손이 가속화됩니다. 종이나 티슈와 같은 연질 재료의 경우, 일정한 공압 또는 기계식 축 방향 예압을 사용하는 스프링 장착 장치를 사용하여 자체 조정되는 "제로 클리어런스" 평면을 구현합니다. 스프링 장착 제로 클리어런스 시스템의 겹침, 경사각 및 미세 예압 압력을 다루는 전체 시운전 및 교정 가이드는 다음을 참조하십시오. 스프링 장착형 설정을 통한 제로 클리어런스 전단 슬리팅
겹침 깊이: 수컷 날과 암컷 날의 수직 교차 깊이는 0.5mm에서 1.5mm 사이로 조정해야 합니다. 겹침 깊이가 과도하면 날 측면 사이의 마찰 접촉 면적이 증가하여 회전 운동 에너지가 국부적인 열 에너지로 변환되고, 이로 인해 절삭 끝단의 마르텐사이트 기지가 연화됩니다.
2.2 피로 미세 균열 및 분진 발생 역학
원형 슬리터가 높은 선형 속도(예: 400~1200m/min)로 회전할 때, 모서리 거칠기(Ra) 또는 구조적 균일성의 미세한 편차는 응력 집중점으로 작용합니다. 블레이드가 무뎌짐에 따라 기판의 파손 모드는 깨끗한 전단 파괴에서 압축 파괴로 바뀝니다. 이러한 변화는 취성 코팅(예: 배터리 음극 슬러리)이나 섬유에 미세 균열을 발생시켜 다량의 미세 파편과 공기 중 먼지를 방출합니다. 이 먼지는 블레이드 표면으로 이동하여 마찰 계수(μ)를 변화시키고 파괴적인 열 순환을 유발할 수 있습니다.
산업별 적용 분야: 섹터별 상세 분석
3.1 리튬 이온 배터리 전극 슬리팅
기질: 구리 호일, 알루미늄 호일 및 기판은 마모성이 매우 높은 리튬 철 인산염(LFP) 또는 니켈-망간-코발트(NMC) 화학 물질로 이중 코팅되어 있습니다.
기계: 고정밀 자동 배터리 전극 슬리팅 라인.
엔지니어링 요구사항: 연마 슬러리는 철 기반 매트릭스를 강하게 침식하는 단단한 세라믹 유사 입자를 포함하고 있습니다. 이 응용 분야에서는 다음이 필수적입니다. 서브마이크론 입자 텅스텐 카바이드(WC) HRA는 89~93입니다. 축 방향 트래킹 드리프트를 방지하고 전류 수집기의 코팅 박리 및 가장자리 분리를 방지하기 위해 두께 공차는 ±0.001mm 이내로 유지해야 합니다.
3.2 고속 폴리머 필름 가공
기질: 고강도 BOPP, PET 및 PI(폴리이미드) 필름.
기계: 캄프, 괴벨, 아틀라스 고속 슬리터 리와인더.
엔지니어링 요구사항: 분당 600m를 초과하는 속도로 움직이는 얇은 고분자 웹은 정지 상태 축적 및 마찰 끌림 현상이 발생하기 쉽습니다. 얇은 두께의 원형 블레이드는 이러한 문제를 해결하기 위해 제작되었습니다. SK5, SK7 또는 고탄소 1065 스프링강 명시된 바와 같습니다. 절삭면은 폴리머 사슬을 잡아당기는 미세 홈을 제거하여 인장 파괴 및 정전기 분진 발생을 방지하기 위해 Ra < 0.4µm의 거울처럼 매끄러운 마감을 가져야 합니다.
3.3 실리콘 강판 및 변압기 코어 슬리팅
기질: 고실리콘 함량의 배향성 및 비배향성 전기 실리콘 강판.
기계: 고하중 회전식 갱 슬리팅 라인.
엔지니어링 요구사항: 실리콘강은 탄성 변형에 대한 저항성이 매우 높아 전단 시 강한 반작용력을 발생시킵니다. 기존의 D2/SKD11 블레이드는 이러한 반복적인 충격으로 인해 국부적인 파손이 자주 발생합니다. DC53 또는 LD 스틸 (HRC 60–63)은 균일한 탄화물 분포를 활용하여 높은 충격 기계적 응력을 흡수하기 때문에 필수적입니다.
3.4 고급 복합 프리프레그 변환
기질: 탄소 섬유 프리프레그, 유리 섬유 직물 및 수지 함침 다층 직물.
기계: 연속 공급식 회전 절단 모듈.
엔지니어링 요구사항: 구조 섬유는 매우 마모성이 강하여 일반 강철 모서리를 몇 시간 내에 무디게 만듭니다. M2 또는 M42 고속강(HSS) 물리적 증착(PVD) TiAlN 코팅으로 강화된 (HRC 62–64) 재질을 권장합니다. 이 코팅은 열 차단막 역할을 하여 지속적인 건식 마찰로부터 기저 모서리의 경도를 보호합니다.
3.5 무균 식품 및 의약품 포장 전환
기질: 다층 알루미늄-플라스틱 라미네이트 및 멸균 의료용 파우치 필름.
기계: 클린룸 규정을 준수하는 슬리팅 라인.
엔지니어링 요구사항: 웹 박리를 방지하고 엄격한 위생 기준을 충족하기 위해 블레이드는 습기나 살균제에 노출될 때 산화에 강해야 합니다. 고크롬 블레이드 마르텐사이트계 스테인리스강(420 또는 440C) HRC 48~56의 경도를 갖도록 선별 및 최적화하여 내식성과 예리함 사이의 안정적인 균형을 이루었습니다.
3.6 고속 골판지 슬리팅 및 스코어링
기질: 두꺼운 다중벽 골판지 및 라이너보드.
기계: 고속 골판지 슬리터 스코어러.
엔지니어링 요구사항: 이 매체는 고속으로 흐르며 마모성이 강한 재활용 섬유와 실리카 입자를 포함합니다. 공구는 충격 및 마모에 대한 탁월한 내성이 요구됩니다. M2 고속도강 널리 사용되는 이 장비의 날은 좌우 흔들림으로 인해 종이 골이 눌리거나 종이 조각이 과도하게 발생하는 것을 방지하기 위해 축 방향 흔들림이 0.015mm 미만이 되도록 설계되어야 합니다.
4.주요 파손 문제 및 엔지니어링 솔루션
4.1 문제점: 심각한 슬리팅 분진 발생
근본 원인: 연마된 경사면을 따라 발생하는 미세한 흠집이나 보정되지 않은 축 방향 측면 간극으로 인해 날이 기판을 절단하는 대신 으스러뜨리게 됩니다. 이러한 기계적 으스러짐은 섬유와 코팅을 파손시켜 상당한 양의 파편을 생성합니다.
공학적 해결책(절충 모델): 구체적으로 명시하세요 초정밀 거울 광택 블레이드 경사면과 표면을 연마하여 표면 거칠기를 Ra < 0.1µm로 줄입니다. 미러 연마는 생산 주기 시간과 제조 비용을 약 20% 증가시키지만, 초기 연삭 미세 균열과 재료 끌림을 최소화하고 슬리팅 분진을 최대 80%까지 줄입니다.
4.2 문제: 간헐적인 모서리 깨짐(미세 깨짐)
근본 원인: 고경도 기판(예: 실리콘 강, 고밀도 코팅)은 블레이드 합금 기지의 파괴 인성을 초과하는 수직력을 발생시킵니다. 이러한 문제는 D2/SKD11과 같은 일반적인 냉간 가공 강에 존재하는 크고 편석된 1차 탄화물로 인해 더욱 심화됩니다.
엔지니어링 솔루션: D2/SKD11을 다음으로 교체하십시오. DC53 또는 LD 공구강 HRC 60~63으로 열처리된 DC53은 정련 공정을 거쳐 SKD11보다 두 배 높은 충격 인성을 가진 미세하고 균일한 매트릭스를 생성하여 반복 하중 하에서 미세 파손을 방지합니다.
엔지니어링 솔루션: 블레이드의 두께 공차를 ±0.001mm로 엄격하게 하고, 동적 밸런싱 및 정밀 측면 연삭을 통해 최대 허용 축 방향 흔들림을 0.005mm 미만으로 제한하십시오. 축 편심을 제거하기 위해 내경이 H7 또는 G6 슬라이드 핏 프로토콜을 준수하는지 확인하십시오.
4.4 문제점: 접착제 축적 및 "마모"(재료 달라붙음)
근본 원인: 감압 접착제, 보호 필름 또는 연질 알루미늄 호일을 절단할 때 마찰열로 인해 접착 폴리머가 녹거나 연성 금속이 칼날 표면의 미세한 요철에 냉간 용접됩니다.
엔지니어링 솔루션: 표면 개질 코팅을 적용하십시오. 접착식 테이프의 경우, 다음을 적용하십시오. 소수성 불소수지(PTFE/테플론) 코팅. 비철 알루미늄/구리 슬리팅의 경우, 다음을 적용하십시오. 다이아몬드 유사 탄소(DLC) 코팅. The extreme hardness and minimal friction coefficient of DLC stop material transfer at the atomic level. Note that coated blades cannot be conventionally resharpened on their faces; they require specialized edge-only grinding or recoating. For a full engineering comparison of DLC and PTFE coating systems—including wear-limited vs transfer-limited diagnosis, field case data, and QA specification templates—see DLC vs PTFE Coatings for Slitting Blades: Engineer’s Guide.
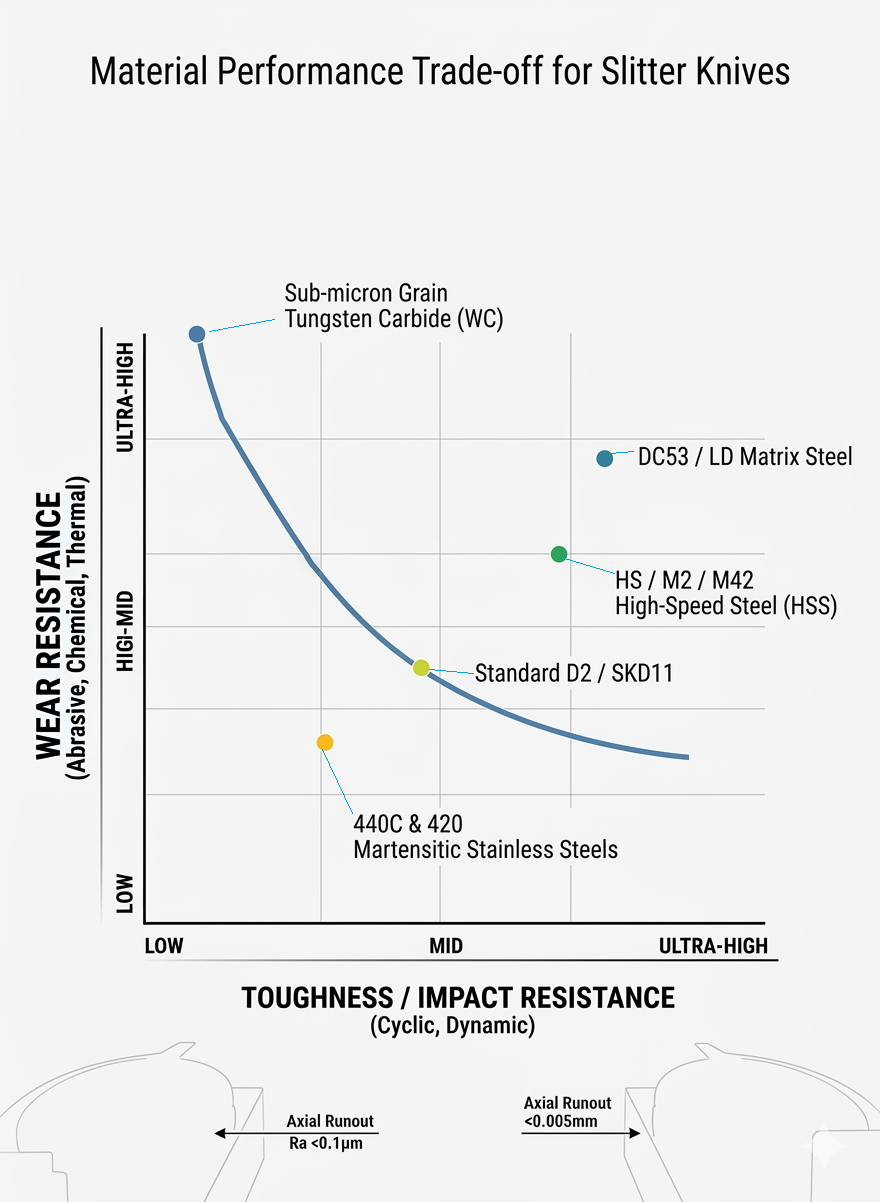
재료 엔지니어リング 가이드: 금상학적(Metallurgical) 프로파일
원형 절삭의 회전 운동학적 특성상 공구 재료는 구름 접촉 피로, 압축 및 마모에 대한 균형 잡힌 저항성을 제공해야 합니다.
서브마이크론 입자 텅스텐 카바이드(WC)
야금학적 매트릭스: 초미세 서브마이크론 텅스텐 카바이드 경질상이 높은 인성을 지닌 코발트(Co) 기지 내에 결합되어 있으며, 평균 입자 직경은 ≤0.6μm입니다.
기계적 프로필: 이 소재는 탁월한 경도(HRA 89~93)와 우수한 내마모성을 제공합니다. 그러나 굽힘 강도가 낮고 취성이 높아 금속 간 충돌이나 이물질 충격 시 심각한 파손이 발생할 수 있습니다.
DC53 / LD 매트릭스 스틸
야금학적 매트릭스: 이 냉간 가공 공구강은 기존 D2/SKD11 강에서 흔히 나타나는 거칠고 편석된 1차 크롬 카바이드 생성을 제거하도록 설계되었습니다.
기계적 프로필: 열처리를 통해 HRC 60~63의 경도를 달성합니다. 균일한 미세 구조로 인해 SKD11보다 두 배 높은 충격 인성을 가지므로 고강도 금속이나 두꺼운 고분자 소재를 절단할 때 모서리 파손을 효과적으로 방지합니다.
M2/M42 고속강(HSS)
야금학적 매트릭스: 텅스텐(W), 몰리브덴(Mo), 크롬(Cr), 바나듐(V)을 다량 함유하여 열적으로 안정한 M의 조밀한 분포를 형성합니다.6C 및 MC 이차 탄화물.
기계적 프로필: 높은 "적색 경도"(최대 500°C까지 구조적 무결성 유지)와 뛰어난 충격 저항성을 지니고 있어 고빈도 마찰이 발생하는 고속 골판지 및 복합재 가공 라인에 적합합니다.
440C 및 420 마르텐사이트계 스테인리스강
야금학적 매트릭스: 12%~18% 크롬을 함유하고 있으며, 이는 열처리 경화 시 수동적인 크롬 산화물 막을 형성하고, 템퍼링된 마르텐사이트 기지 내에 내장되어 있습니다.
기계적 프로필: HRC 48~56의 제어된 경도를 제공합니다. 습하거나 무균 상태의 식품 및 제약 가공 시설에서 산화, 부식 및 화학 물질 노출로부터 안정적인 보호 기능을 제공합니다.
열처리 및 경도: 열 변질(Thermal Modification) 제어 로직
원형 칼날의 치수 안정성과 날 유지력은 내부 결정 구조에 크게 좌우됩니다. 열처리 오류는 고속 회전 시 축 방향 뒤틀림과 변형을 유발할 수 있습니다.
6.1 다단계 진공 가스 담금질 및 템퍼링
탈탄 및 표면 산화를 방지하기 위해 모든 강철 슬리터 블랭크는 10℃에서 작동하는 고진공로 내부에서 열처리를 거칩니다.-3mbar. 블레이드는 열 구배를 제거하고 얇은 디스크 형태에서 뒤틀림을 방지하기 위해 다단계 예열 사이클을 거칩니다. 1020℃~1100℃(합금 등급에 따라 다름)에서 오스테나이트화 처리 후 고압 고순도 질소 가스(6~10 bar)로 담금질합니다. 그 후 잔류 내부 응력을 최소화하기 위해 세 번의 템퍼링 사이클을 거칩니다.
6.2 초정밀 공차를 위한 극저온 변환
미세한 두께 공차(±0.001mm)가 요구되는 고사양 애플리케이션의 경우, 포괄적인 솔루션이 필요합니다. 초저온 처리(영하 196°C의 액체 질소 침지) 수행되는 사항:
극저온 처리는 불안정한 잔류 오스테나이트를 경화된 마르텐사이트로 거의 완전히 변환시키는 동시에 기지 전체에 초미세 2차 에타 탄화물을 석출시킵니다. 이는 두 가지 주요 공학적 이점을 제공합니다.
열 변형 제거: 이는 고속 마찰로 인해 날이 가열될 때 발생하는 미세한 치수 변화나 축 방향 휨을 방지하여 정확한 절단선을 보장합니다.
착용 수명 연장: 현장 성능 데이터에 따르면 극저온 처리된 슬리터 블레이드는 기존 처리 방식에 비해 내마모성이 30% 이상 향상된 것으로 나타났습니다.
7.칼날 기하학 및 날 끝(Edge) 엔지니어링
원형 슬리터의 기하학적 공차는 회전 안정성에 직접적인 영향을 미칩니다. 좌우로 아주 작은 변동이라도 절삭 경로가 울퉁불퉁해지거나 공구가 조기에 파손될 수 있습니다.
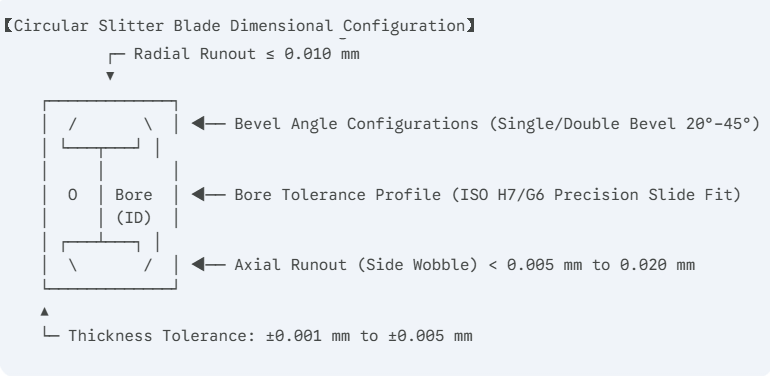
7.1 기하 공차 체인
내경-축 동심도: 슬리터 샤프트와의 정확한 슬라이드 결합을 위해서는 중앙 내경을 ISO H7 또는 G6 공차 등급으로 가공해야 합니다. 0.01mm 정도의 작은 내경 간극 오차라도 편심 회전축을 유발하여 반경 방향 런아웃을 증폭시키고 재료의 불균일한 접촉을 초래할 수 있습니다.
축 방향 흔들림 제어: 고정밀 가공의 경우 측면 흔들림은 0.005mm 미만, 일반적인 가공의 경우 0.020mm 미만으로 제한해야 합니다. 이 한계를 초과하면 회전 중에 수컷 칼날과 암컷 칼날의 겹치는 면이 서로 충돌하여 미세한 충격이 발생하고, 이로 인해 칩핑, 표면 마모 가속화 및 거친 모서리가 형성됩니다.
날은 20°에서 45°까지의 각도를 가진 단면 경사, 양면 경사 또는 복합 경사 구성으로 연마할 수 있습니다.
예각 경사각(20)° – 25°): 특정 절삭력(k)을 최소화합니다.기음이 구성은 섬세한 부직포 소재 및 초박형 포장 필름에 적합하지만, 구조적 가장자리 강도는 다소 떨어집니다.
둔각 경사각(35)° – 45°): 견고한 쐐기형 프로파일과 탁월한 기계적 지지력을 제공합니다. 이는 실리콘 강판이나 연마성 광물 충전 시트와 같은 까다로운 소재를 가공하는 데 적합한 표준 구성입니다.
8.제조 공정 및 품질 검사
주괴 야금 및 응고: 고순도 공구강 블랭크는 전해슬래그 재용융(ESR) 공정을 통해 가공됩니다. 텅스텐 카바이드의 경우, 블랭크는 기포가 없고 균일한 구조를 보장하기 위해 고온 등방압 성형(HIP) 진공 소결을 사용하여 생산됩니다.
CNC 코어 가공: H7/G6 규격을 충족하기 위해 중앙 구멍, 구동 홈 및 위치 결정면을 정밀하게 가공합니다.
진공 열 변형 및 심층 극저온 기술: 경화 처리 후 -196°C에서 극저온 처리를 통해 잔류 응력을 제거합니다.
이중 디스크 평행 연삭: 일정한 온도의 냉각수 윤활 하에서 다중 패스 연삭을 통해 두께 공차가 ±0.001mm까지 정밀한 평평하고 평행한 측면을 얻습니다.
회전식 모서리 경사 연삭: 고강도 전용 연삭 센터에 유리질 다이아몬드 휠을 장착하여 절삭날을 Ra < 0.4µm의 표면 조도로 가공합니다.
품질 관리 프로토콜:
레이저 간섭계를 이용한 축 방향 런아웃 검증: 모든 고정밀 블레이드는 전체 둘레에 걸쳐 평가됩니다. 측면 흔들림을 측정하고 기록하여 내부 오차 기준치인 0.005mm 미만을 충족하는지 확인합니다.
표면 프로파일 측정: 베벨 표면 조도(Ra)를 스타일러스로 직접 측정합니다.
다지점 로크웰 경도 매핑: 칼날 표면 전체의 경도 편차가 0.5 HRC를 초과하지 않는지 확인합니다.
케이스 스터디: 문서화된 현장 실증 성능
사례 연구 A: 리튬 이온 배터리 양극 슬리팅(흑연 코팅 구리 호일)
고객 프로필: 전기차 배터리 셀 분야의 1차 협력업체.
초기 문제: 고객은 두께 공차 ±0.005mm, 모서리 조도 Ra 0.8µm인 상용 등급 초경 회전 블레이드를 사용하고 있었습니다. 연마성 흑연 입자로 인해 재료가 블레이드 표면에 달라붙어 선형 절단 속도가 200m/min으로 제한되었습니다. 15시간 작동 후 미세 파손이 발생하여 코팅 박리 및 구리 호일을 따라 미세 버가 생겼습니다.
공학적 개입: 설치됨 초미세 텅스텐 카바이드 블레이드 Ra < 0.1µm의 거울처럼 매끄러운 표면과 ±0.001mm의 엄격한 두께 공차를 특징으로 합니다.
정량화 가능한 결과: 표면 접착 현상이 제거되어 생산 속도를 200m/min에서 550m/min으로 높일 수 있었습니다(처리량 175% 증가). 개별 블레이드의 수명은 연삭 작업 간 15시간에서 120시간으로 늘어났으며, 미세 분진 배출량은 88% 감소했습니다.
사례 연구 B: 고주파 전기식 실리콘 강판 갱 슬리팅 라인
고객 프로필: 변압기 코어 적층판을 전문으로 하는 철강 서비스 센터.
초기 문제: 해당 생산 라인에서는 표준 D2(SKD11) 원형 블레이드(HRC 58~60)를 사용하여 0.35mm 두께의 배향 규소강을 절단했습니다. 이 소재의 높은 변형 저항성으로 인해 32시간 작동 이내에 블레이드 가장자리를 따라 미세 균열이 발생했습니다. 이로 인해 블레이드가 무뎌지면서 0.08mm를 초과하는 가장자리 버(burr)가 발생하여 최종 변압기 스택의 전자기 성능 저하를 초래했습니다.
공학적 개입: 전환됨 DC53 매트릭스 스틸 원형 블레이드 진공 담금질 및 심층 극저온 안정화 처리를 거쳐 HRC 61~62의 균일한 경도를 얻었다.
정량화 가능한 결과: DC53의 높은 파괴 인성으로 미세 파손이 방지되었습니다. 필요한 재연마 주기가 32시간에서 145시간 연속 작동으로 연장되었습니다. 슬릿 가장자리 버는 0.015mm 이하로 유지되어 판재 불량률이 92% 감소했습니다.
FAQ: 엔지니어링 및 구매 부서 지침서
스페이서 칼라(간격링)를 사용하는 다조 조립형 슬리팅(gang-slitting) 세팅 시 두께 공차가 치명적인 영향을 미치는 이유는 무엇입니까?
다축 멀티 블레이드 슬리팅 어셈블리에서는 개별 칼날의 두께 공차가 샤프트를 따라 누적됩니다. 칼날당 ±0.01mm의 미세한 오차만 발생해도 10조 칼날 세팅 시 전체 축 방향 변위(누적 아킬설 변위)가 0.1mm 이상으로 커질 수 있습니다. 이러한 축 이동은 상부와 하부 날 끝 사이에 정밀하게 세팅된 수평 사이드 클리어런스(날 간격)를 변화시켜, 가공물에 심각한 버(burr)를 발생시키거나 칼날 간의 충돌을 유발합니다. 따라서 개别 공차를 ±0.001mm 이하로 정밀하게 제어해야만 이러한 누적 오차를 최소화할 수 있습니다.
질문: DC53의 야금학적 탄화물 구조는 기존 D2/SKD11과 어떤 점에서 다른가요?
A: 기존 D2 공구강은 응고 과정에서 취성 네트워크를 형성하는 크고 편석된 1차 크롬 카바이드(종종 직경 ≥20μm)를 함유하고 있습니다. 이러한 큰 카바이드는 실리콘강을 절단할 때 발생하는 높은 수직력에 의해 균열이 발생할 수 있습니다. DC53은 정밀한 화학적 변형 및 가공 공정을 통해 이러한 큰 덩어리를 미세하고 균일하게 분산된 2차 카바이드로 대체하여 재료의 충격 인성을 두 배로 향상시켰습니다.
질문: 저희 슬리팅 라인에서 BOPP 필름을 800m/min 속도로 절단할 때 필름 뭉침 현상과 가장자리 들쭉날쭉 현상이 발생합니다. 무엇을 먼저 점검해야 할까요?
A: 먼저 다음을 확인하세요. 축 방향 흔들림(측면 흔들림) 상단 블레이드의 런아웃은 고정밀 다이얼 게이지 또는 레이저 게이지를 사용하여 측정합니다. 런아웃이 0.020mm를 초과하면 블레이드가 웹 경로를 따라 수평으로 흔들려 물결 모양의 에지 프로파일이 생성됩니다. 다음으로, 에지 거칠기가 Ra 0.4µm 미만인지 확인합니다. 거친 에지는 고속에서 폴리머 사슬에 걸려 국부적인 파단을 유발할 수 있습니다.
질문: 텅스텐 카바이드 슬리터 칼날을 성공적으로 재연마할 수 있습니까? 주요 제약 조건은 무엇입니까?
A: 네, 초경 원형 칼날은 재연마가 가능하지만, 수지 결합 다이아몬드 휠과 연속 대용량 냉각 시스템을 갖춘 고강성 연삭기가 필요합니다. 건식 또는 불안정한 연삭은 강한 국부적 열 구배를 발생시켜 취성 초경 기지에 미세 균열을 유발하고, 생산 라인에서 칼날의 조기 파손으로 이어질 수 있습니다.
질문: 거울처럼 매끄럽게 연마된 표면(Ra < 0.1µm)은 어떻게 슬릿 먼지 발생을 방지합니까?
A: 거울처럼 매끄러운 표면은 일반 공구 날에 존재하는 미세한 연삭 요철과 홈을 제거합니다. 이 매끄러운 표면은 날면과 통과하는 웹 기판 사이의 마찰 계수(μ)를 낮춥니다. 미세한 거칠기가 없어 재료에 흠집이 생기거나 당겨지지 않으므로 기계적 분리가 깨끗하게 전단되어 분진 발생이 줄어듭니다.
질문: 스프링식 "마이크로 프리로드" 시스템이란 무엇이며, 언제 적용해야 합니까?
A: 티슈, 담배 종이 또는 얇은 포장 필름과 같이 얇고 유연한 소재의 경우, 단단한 스페이서를 사용하여 고정된 물리적 측면 간격을 설정하는 것이 어려울 수 있습니다. 마이크로 프리로드 시스템은 공압 또는 보정된 스프링 메커니즘을 사용하여 일정한 측면 힘을 가함으로써, 얇은 소재가 블레이드 사이에서 접히는 것을 방지하는 제로 간격 전단면을 유지합니다.
질문: 모든 원형 슬리터 블레이드에 동적 밸런싱이 필요한가요?
A: 슬리팅 라인 속도가 1000m/min를 초과하면 동적 밸런싱이 필수적입니다. 이러한 속도에서는 블레이드 둘레를 따라 발생하는 미세한 질량 비대칭조차도 상당한 고주파 원심 진동을 발생시킵니다. 이 진동은 절단면의 안정성을 저하시켜 날끝 마모를 가속화하고 슬릿 품질의 불균일성을 초래합니다.
질문: 슬리팅 공정에서 테플론 코팅과 DLC 코팅 중 어떤 것을 선택해야 할까요?
A: 감압 접착제, 전사 테이프 또는 의료용 드레싱을 절단할 때는 접착 저항성이 뛰어난 불소수지(테플론) 코팅을 선택하십시오. 그러나 테플론은 기계적 경도가 낮습니다. 알루미늄이나 구리 호일과 같은 비철금속을 절단할 때는 다이아몬드 유사 탄소(DLC) 코팅을 선택하십시오. DLC 코팅은 경도가 높아 마모에 강하고 금속 전이 및 냉간 용접을 방지합니다.
질문: 대량 제지 공정에서 텅스텐 카바이드보다 M2/M42 고속강이 선호되는 이유는 무엇입니까?
A: 고속 제지 라인에서는 용지 장력 변동, 이음매, 그리고 간혹 이물질 오염이 빈번하게 발생합니다. 탄화텅스텐은 내마모성이 뛰어나지만, 파괴 인성이 낮아 갑작스러운 장력 충격에 파손되기 쉽습니다. M2/M42 고속강은 높은 내열경도와 우수한 충격 인성을 제공하여 구조적 파손 없이 기계적 충격을 견딜 수 있습니다.
질문: 잔류 오스테나이트 농도가 높으면 정밀 슬리터의 현장 성능이 어떻게 저하됩니까?
A: 잔류 오스테나이트는 상온에서 불안정한 고에너지 결정상입니다. 슬리팅 과정에서 발생하는 주기적인 기계적 응력과 마찰열의 영향으로 마르텐사이트로 변태될 수 있습니다. 이러한 변태는 국부적인 부피 팽창을 동반하여 날의 평탄도를 변화시키고, 결과적으로 축 방향 흔들림을 증가시키며 절삭 정밀도를 저하시킬 수 있습니다.
질문: 440C 스테인리스강 날이 고밀도 복합 재료를 절단할 때 무뎌지는 속도가 빨라지는 이유는 무엇입니까?
A: 440C는 주로 내식성을 위해 설계된 마르텐사이트계 스테인리스강입니다. 스테인리스성을 유지하기 위해 크롬의 상당 부분이 고용체 매트릭스 내에 남아 있어, 자유 탄소 및 합금 원소가 단단한 바나듐이나 몰리브덴 탄화물을 형성하는 양이 적습니다. 따라서 최대 내마모성은 DC53이나 M2 고속도강과 같은 전용 공구강보다 낮습니다.
질문: 슬리터 샤프트 어셈블리에서 내경 공차가 원형이 아닐 경우 어떤 문제가 발생합니까?
A: 내경 공차가 H7/G6 규격을 초과하면 날이 슬리터 샤프트에 헐겁게 장착되어 회전축에 편심이 발생합니다. 이러한 편심으로 인해 반경 방향 런아웃이 급격히 증가하여 날이 회전하는 동안 재료와 접촉하는 깊이가 일정하지 않게 되므로 주기적인 마모와 불균일한 절삭 깊이가 발생합니다.
질문: 유리 섬유 프리프레그가 공구 모서리에 매우 마모성이 높은 이유는 무엇입니까?
A: 유리 섬유는 물리적 경도가 높은 비정질 실리카 필라멘트로 구성되어 있습니다. 슬리팅 과정에서 이러한 필라멘트는 절삭 날에 미세한 연마재 역할을 합니다. 날 재질에 충분한 2차 탄화물 함량이나 경도가 부족하면, 통과하는 섬유가 기질을 빠르게 침식하여 날끝이 둥글게 변하게 됩니다.
질문: 가동 중지 시간 동안 연마 작업을 위한 권장 유지 보수 임계값은 얼마입니까?
A: 칼날은 미세 날끝 반경(r)이 1/2이 되면 재연마 일정을 잡아야 합니다.β날이 0.1mm에서 0.2mm 사이로 무뎌지거나, 제품의 버 높이가 품질 한계를 초과할 때 연마를 중단합니다. 심각한 날 무뎌짐이나 큰 파손이 발생할 때까지 기다리면 재연마 시 상당한 양의 재료를 제거해야 하므로 전체 연마 횟수가 줄어들고 공구 수명이 최대 60%까지 단축됩니다.
A: 단일 경사면은 절삭날까지 이어지는 하나의 연속적인 경사면을 특징으로 하며, 낮은 절삭 저항으로 날카로운 형상을 제공합니다. 복합 경사면은 절삭날 끝부분에 미세한 2차 경사면을 추가합니다. 이 미세 경사면은 높은 수직력과 칩핑에 대한 절삭날의 저항력을 강화하여, 절삭 저항의 약간의 증가만으로 까다로운 작업 환경에서 공구 수명을 연장시켜 줍니다.