
고속 슬리팅은 오차를 허용하지 않습니다. 작은 기하학적 오류라도 유지보수 점검 목록에 나타나기 훨씬 전에 버, 페더링, 불안정한 레인 등의 문제로 이어집니다. Maxtor Metal라인의 OEE(종합 설비 효율)를 높이려고 할 때 슬릿 가장자리가 후속 공정인 라미네이션, 인쇄 또는 용접을 위해 충분히 깨끗하게 유지되어야 하므로 런아웃 문제가 가장 자주 발생합니다.
- 축 방향 흔들림이 OEE, 불량률 및 모서리 품질에 중요한 이유는 무엇일까요?
- 실제 축 방향 런아웃과 반경 방향 런아웃의 차이점은 무엇일까요?
- 이 가이드에서 다루는 내용: 메커니즘, 측정, 완화, 품질 보증
- 엔지니어링 노트칼날 수준의 사양(축 방향 흔들림 기준 및 재질 등급 포함)은 Maxtor Metal를 참조하십시오. 정밀 원형 슬리터 나이프.
주요 요점축 방향(면) 런아웃은 칼날이 매 회전마다 웹에 하중을 가하는 방식에 영향을 미칩니다. 고속 회전 시, 동적 흔들림과 열 드리프트가 검증되지 않으면 "허용 가능한 저온 TIR" 상태라 하더라도 불량품이 될 수 있습니다.
축 방향 런아웃을 정의하십시오.
축 방향 런아웃(흔히 다음과 같이 논의됨) 페이스 런아웃회전면이 실제 회전축을 기준으로 앞뒤로 움직이는 것을 흔들림(wobble)이라고 합니다. 칼날이나 클램핑 숄더가 축축에 완벽하게 수직이 아니면 칼날이 회전하면서 축 방향으로 흔들립니다.
정비 용어로 설명하자면, 축/칼날 스택이 회전함에 따라 반복적으로 움직이는 지시계 진동을 찾아야 하며, 이는 일반적으로 다음과 같이 보고됩니다. TIR(총 지시계 판독값) — 한 바퀴 완전히 돌았을 때의 최대 진폭입니다. (이 가이드 하단에서 런아웃 측정에 대한 계측 관련 참고 자료로 Lion Precision을 인용합니다.)
축 방향 런아웃 대 반경 방향 런아웃
축 방향 및 반경 방향 런아웃은 슬리팅 라인에 서로 다른 "특징"을 만들어냅니다.
- 축 방향(면) 런아웃 측정 기준은 다음과 같습니다. 얼굴 이는 샤프트 축을 따라 면이 흔들리는 현상을 나타냅니다. 이러한 현상은 종종 칼날의 접촉면이 고르지 않거나 한쪽으로 치우친 날 결함으로 나타납니다.
- 레이디얼 런아웃 측정 기준은 다음과 같습니다. 지름 (OD)는 축에 수직인 방향으로의 중심 이탈 회전을 나타냅니다. 이는 종종 주기적인 하중 변화, 진동 및 폭/결합 변화로 나타납니다.
모션 컨트롤 팁(Motion Control Tips)의 관련 기사에서는 간결한 정의 방식의 대조를 설명합니다. 반경 방향 런아웃 대 축 방향 런아웃.
보다 심층적인 계측학적 설명(비접촉 방식 포함)은 Lion Precision의 가이드를 참조하십시오. 축 런아웃 측정.
머리를 쪼개는 데 흔히 사용되는 재료
축 방향 흔들림은 드물게 단일 부품의 문제로 발생합니다. 대부분의 경우 여러 부품이 쌓여 발생하는 문제와 공정상의 문제가 복합적으로 작용합니다.
일반적인 출처는 다음과 같습니다.
- 표면 오염(버, 접착제 잔류물, 끼인 보푸라기, 부식)
- 어깨 부분의 손상, 스페이서의 흠집 또는 마모 자국
- 스택 전체에 스페이서 병렬 처리 오류가 누적되고 있습니다.
- Knife face flatness and tooling geometry stability changes after regrind or heat exposure
- 클램핑 토크가 고르지 않거나 클램핑 링이 변형된 경우
- 베어링의 축 방향 유격 또는 예압은 온도에 따라 변합니다.
Kapoor Enterprises의 축 방향, 반경 방향 및 면 방향 런아웃 개요는 정의, 정적 효과와 동적 효과의 차이, 그리고 "면 방향 런아웃"이 직각도 및 평탄도 문제를 모두 반영하는 이유를 확인하는 데 유용한 자료입니다.
공차 및 조립된 TIR
부품 공차가 조립 후 성능과 자동으로 직결되는 것은 아닙니다.
- 칼날은 자체 평탄도/런아웃 사양 범위 내에 있더라도 스페이서 스택이 고르지 않으면 조립된 TIR이 불량하게 나타날 수 있습니다.
- 스택은 차가운 상태에서 저속 회전할 때는 제대로 정렬될 수 있지만, 베어링이 따뜻해지고 하중이 변하면 정렬이 어긋날 수 있습니다.
조립된 TIR을 시스템 특성으로 취급하십시오.
- 하드웨어 (나이프 면, 스페이서, 아버 숄더)
- 집회 (청결도, 토크, 정렬)
- 작업 (속도, 장력, 온도)
메커니즘 및 결함
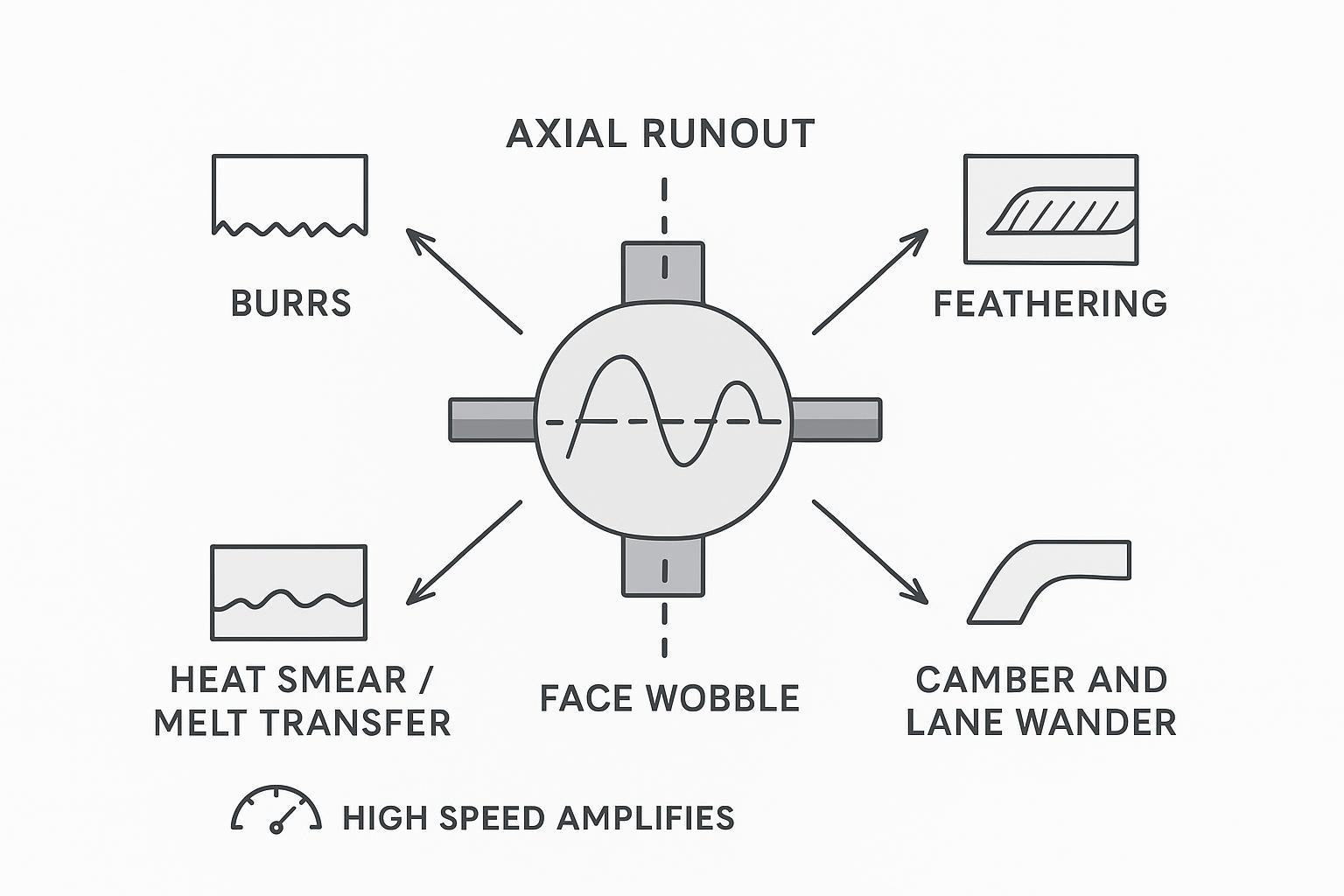
축 방향 흔들림은 매 회전마다 접촉 메커니즘을 변화시킵니다. 전단 슬리팅의 경우, 이는 겹침/접촉면이 일정하지 않다는 것을 의미합니다. 압착 또는 스코어링 공정에서는 닙 하중이 일정하지 않다는 것을 의미합니다. 어느 경우든, "주기적인 불일치"는 모서리 결함으로 이어지는 지름길입니다.
가시와 깃털
엉겅퀴와 깃털 모양은 대개 무작위로 생기는 것이 아니라, 회전과 관련된 반복적인 패턴을 보이는 경우가 많습니다.
축 흔들림은 다음과 같은 문제를 일으킬 수 있습니다:
- 칼날의 한쪽 면에 더 많은 하중이 가해지도록 설계됨 (단측 버)
- 웹에서 효과적인 겹침의 변화(한쪽 가장자리는 페더링, 다른 쪽 가장자리는 깔끔함)를 확인할 수 있습니다.
- 안정적인 전단 대신 간헐적인 마찰이 발생함(가장자리 닦는 자국)
작업자가 일정한 속도로 "버가 생겼다가 사라진다"고 보고하는 경우, 이는 런아웃, 스택 평행도 또는 진동이 원인일 가능성이 높다는 단서로 간주해야 합니다.
가열하고, 녹이고, 옮기세요.
고속 생산 시 마찰로 인한 급격한 압력 상승은 열 상승으로 이어집니다. 축 방향 흔들림은 접촉 압력과 마찰이 높아지는 짧고 반복적인 기간을 발생시킬 수 있습니다.
그것이 중요한 이유는 다음과 같습니다.
- Heat accelerates edge micro-damage and changes cut behavior over the run
- 일부 웹(필름, 코팅, 접착제)은 부분적으로 연화되어 번짐/이염이 발생할 수 있습니다.
- 이송물이 표면에 쌓여 런아웃 문제를 악화시킵니다(악화 작용).
만약 라인이 속도를 높여 안정화된 후에만 모서리 결함이 심해진다면, 다음 사항을 고려하십시오. 다이내믹 런아웃 그리고 온도에 따른 움직임이지, 단순히 차가운 기하학적 형태만이 아닙니다.
캠버와 레인 워크
축 방향 흔들림은 주기적인 횡방향 편향을 유발하는 반면, 체계적인 폭 변화는 종종 스페이서 적층으로 인해 발생합니다. 스페이서 정렬에 대한 자세한 내용은 관련 가이드를 참조하십시오. 누적 두께 허용 오차 관리.
차선 이탈은 흔히 장력 또는 가이드 문제로 취급되지만, 회전축을 따라 칼날 맞물림이 변할 경우 축 방향 흔들림이 횡방향 힘에 편향을 줄 수 있습니다.
실질적인 측면에서 보면 다음과 같습니다.
- 웹은 절단면에서 주기적인 "측면 하중"을 받습니다.
- 이는 캠버, 차선 이탈 또는 불균일한 되감기 강도로 나타날 수 있습니다.
만약 흔들림 현상이 특정 슬리팅 헤드 또는 특정 레인 그룹과 관련이 있다면, 해당 아버의 런아웃을 측정하고 정상적으로 작동하는 레인과 비교하십시오.
측정 및 검증
런아웃 문제 해결이 실패하는 가장 흔한 이유는 다음 두 가지 중 하나입니다. 첫째, 실제 오류를 가리는 부분에 표시기가 놓여 있거나, 둘째, 점검이 차가운 상태에서 천천히 수행되기 때문입니다.
작업 현장 TIR 포인트
절삭에 영향을 미칠 수 있는 오류를 측정하십시오. 일반적인 점검 지점(헤드 디자인에 맞는 항목을 선택하십시오):
- 아버 숄더 페이스 (적재 전)
- 스택 내 여러 지점에서 스페이서가 마주보고 있습니다 (열적외선이 축적되는 위치를 파악하기 위해).
- 절삭날 부근의 칼날 측면 (축 방향/면 방향 흔들림 증상)
- 나이프 외경(방사형 런아웃 증상)
실용적인 방법은 가장 높은 지점을 페인트펜으로 표시하고 그 지점을 따라가는지 확인하는 것입니다.
- 축(문제는 축/베어링에 남아 있음)
- 특정 스페이서/나이프(문제는 부품과 함께 이동합니다)
- 클램프 (문제는 토크에 따라 달라집니다)
동적 흔들림 및 진동
고속선로의 경우 정적 점검은 필수적이지만, 충분조건은 아닙니다.
작동 조건 하에서 온도 변화, 하중, 불균형 및 강성 한계로 인해 동적 런아웃이 증가할 수 있습니다. Fluke는 이를 명시적으로 언급합니다. 동적 런아웃은 작동 조건에서만 나타날 수 있습니다.이는 많은 가공 라인에서 관찰되는 현상과 일치합니다. "측정값은 괜찮지만, 고속 가공에서는 성능이 떨어집니다."
증상이 속도에 민감한 경우, 다음 중 하나 이상을 추가하십시오.
- (가능한 경우) 고속 비접촉 변위 측정 프로브
- 주행 속도의 1배에서의 진동 추세 (런아웃/불균형과의 상관관계 분석)
- 속도 또는 부하 변경 직후에 런아웃을 점검하십시오.
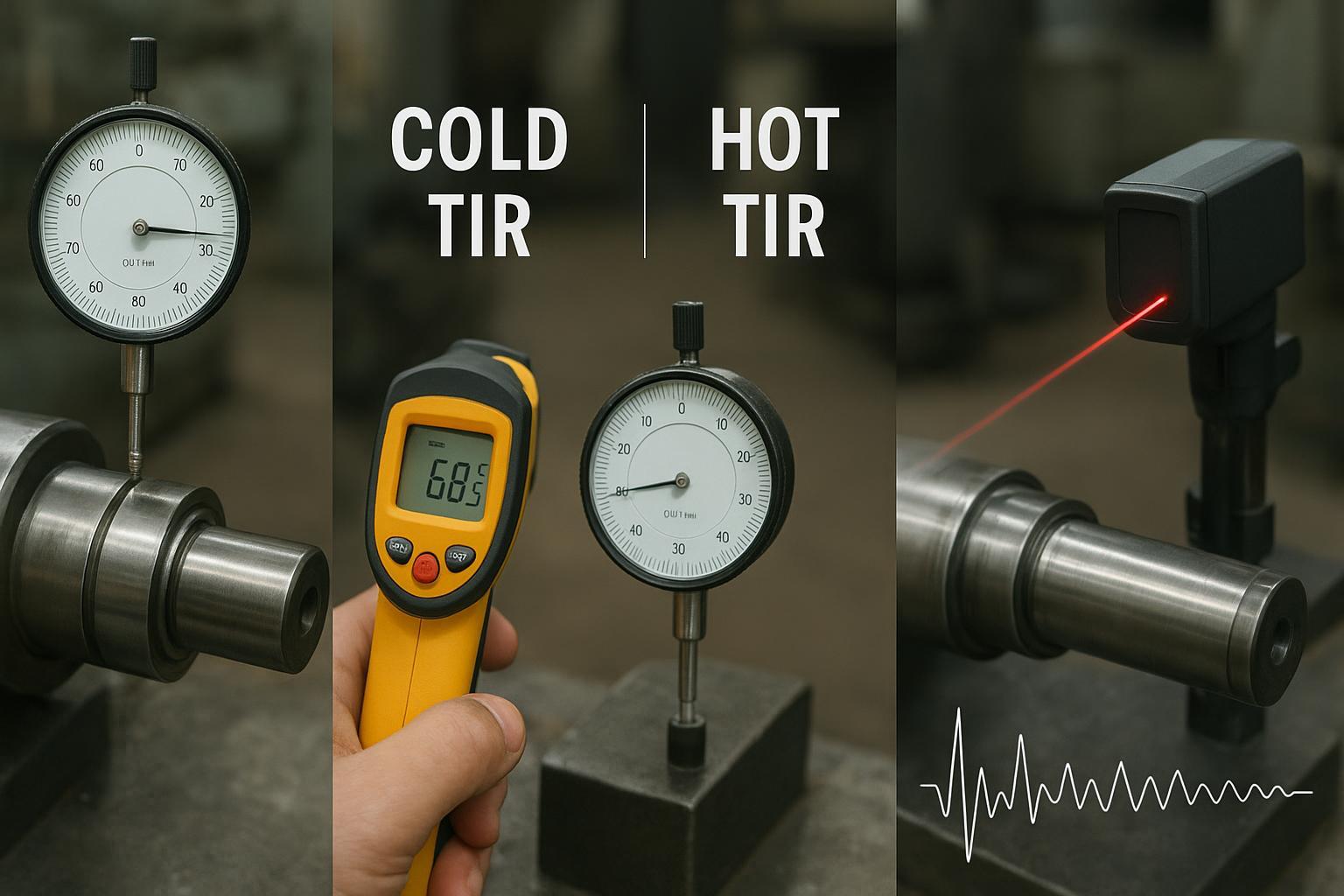
저온에서 고온으로의 드리프트 점검
열에 의한 축 방향 흔들림을 상쇄하기 위해 Maxtor Metal는 제어된 방식을 사용합니다. 스트레스 해소 주기 그리고, 해당 애플리케이션에 명시된 경우, 극저온 치료 고속 가공 환경에서 치수 안정성을 향상시키기 위해 칼날 제조 과정에서 사용됩니다. (내열 온도는 강종 및 열처리 사양에 따라 다르므로, 사용 온도 및 OEM 요구 사항에 맞춰 검증하십시오.)
예열 후 가장자리 품질이 저하되는 경우, 냉간 가열 편차를 필수 점검 사항으로 처리하십시오.
열팽창과 기계의 움직임은 신뢰성 실무에서 잘 알려진 현상입니다. Reliabilityweb의 동적 움직임 및 열팽창 백서는 유용한 참고 자료입니다.
현장 작업자가 쉽게 적용할 수 있는 방법은 다음과 같습니다.
- 지정된 지표 지점에서 저온 TIR을 기록합니다.
- 정상 작동 속도와 안정적인 온도로 가동하십시오.
- 안전하게 가능한 한 빨리 "고온" 상태에서 다시 점검하십시오(또는 온도가 여전히 대표적인 상태인 전원 차단 직후).
이러한 저온 대 고온 비교 접근 방식은 Ludeca와 같은 정렬 열 성장 지침과 일관성이 있습니다. 열팽창 논의 그리고 Reliabilityweb의 동적 움직임과 열팽창에 관한 백서.
검증 방법 및 예시 데이터
런아웃 제어를 반복 가능하게 하려면 다음을 정의하십시오. 측정 지점, 계측기 및 승인 논리 문제 해결 전에.
측정 설정 예시 (생산 현장):
- 측정 기기: 다이얼 게이지(또는 변위 프로브), 견고한 자석 받침대/고정 장치
- 참고: 깨끗하고 모서리가 다듬어진 접촉면; 일관된 예압
- 회전: 정적 TIR 촬영을 위해 360° 천천히 회전시키고, 추적을 위해 가장 높은 지점을 표시합니다.
- 기록: 최대-최소 티르온도/상태(추위 vs 더위)도 고려하세요.
예시 데이터 세트(설명용):
- A 지점(아버 숄더 면): 냉간 TIR 0.008mm → 열간 TIR 0.014mm
- B 지점(중간 스택 스페이서 면): 냉간 TIR 0.012mm → 열간 TIR 0.020mm
- C 지점(칼날 측면, 가장자리 근처): 냉간 TIR 0.015mm → 열간 TIR 0.028mm
이 예시가 시사하는 바는 다음과 같습니다. 온도가 높아질수록 오차가 커지고 스택에 누적되므로 세척/병렬화/토크 제어 및 고온 조건 검증이 우선 순위가 됩니다.
반복성 확인 (빠른 R&R 점검): 두 명의 작업자가 동일한 지점을 세 번 측정합니다. 측정값의 편차가 허용 범위보다 크다면, 하드웨어 문제를 지적하기 전에 고정 장치, 측정기 접촉각, 작업표 정의를 개선하십시오.
완화 전략
축 방향 런아웃을 수정하는 것은 스택업 민감도를 줄이고 "검사"와 "생산" 사이에 발생하는 변화를 제어하는 것입니다.
정밀 하드웨어 및 품질 보증
먼저 형상을 정의하는 부분부터 시작하세요.
- 칼날 면과 스페이서 면이 깨끗하고 평평하며 튀어나온 흠집이 없는지 확인하십시오.
- 스페이서 병렬성을 개별적인 "양호 부품"이 아닌 시스템 전체로 제어하십시오.
- 클램프 토크와 조임 순서를 표준화하십시오.
고속 슬리팅용 원형 칼날을 평가하는 경우, 제품 페이지의 사양(재질, 공차, 표면 마감 옵션)은 조립 시 동작에 영향을 미치므로 중요합니다. 자세한 내용은 다음을 참조하십시오. Maxtor Metal 원형 칼날 지원되는 구성 및 공개된 정밀도 범위에 따라 다릅니다.
간략한 Q&A 및 서비스 안내 (30단어 이하):
- 열처리/로트 추적성, 경도 및 런아웃 검사 기록
- 해외 주문에 대한 배송 서류 작성 및 통관 절차 지원 서비스를 제공합니다.
베어링, 밸런스 및 강성
헤드의 크기가 "측정상으로는 괜찮아 보이지만" 고속 주행 시 불안정해진다면, 칼날 부분만 보지 말고 다른 원인을 살펴보세요.
- 베어링: 축 방향 유격, 예압 상태, 윤활 상태 및 장착 적합성
- 균형: 조립된 스택 및 모든 어댑터에 대한 회전 질량 균형
- 강성: 축 직경, 돌출부, 지지대 간격 및 프레임 강성
The practical goal is to avoid a system where small face wobble excites vibration that then increases the effective runout during cutting. For the upstream locating decisions that directly drive this wobble—bore fit selection (ISO 286 H7/h6 vs H7/g6), GD&T coaxiality targets, and a repeatable assembly verification routine—see Central Bore Tolerance and Runout: Optimizing ISO 286 Fits for High-Speed Slitter Knives.
설정 제어 및 표준 운영 절차
런아웃 제어는 반복성 제어입니다.
"원인 불명의 변동"을 방지하기 위한 최소한의 표준 운영 절차(SOP) 요소:
- 적층 전 모든 면에 대한 세척 및 점검 프로토콜
- 각 항목별로 정의된 지표점과 표준 워크시트
- 클램프 토크 값 + 조임 순서
- 고속 작업에 대한 예열 절차 및 정의된 "가열 확인" 지점
For thin-film and nonwoven lines where dynamic contact consistency is the primary challenge, a spring-loaded zero-clearance setup provides continuous preload compensation; see Spring-Loaded Setup for Zero-Clearance Shear Slitting.
수용 및 추적성

수용의 기준을 정하지 않으면, 문제가 발생할 때마다 원인을 놓고 논쟁을 벌이게 될 것입니다.
재질/게이지 허용 오차 범위
재질 계열 및 두께 범위별로 허용 오차 범위를 정의합니다.
아래는 시작점 예시 (이것은 보편적인 규격이 아닙니다.) 사용하시는 재료, 칼날 종류(전단/분쇄/절단), 그리고 후속 공정의 날끝 요구 사항에 맞춰 검증해야 합니다.
예시 허용 범위(조립면 TIR, 칼날 가장자리 근처):
- 박막 및 코팅 웹(고감도): ≤ 0.015 mm 냉간, ≤ 0.020 mm 핫
- 일반 포장용 라미네이트/종이(중간 감도): ≤ 0.020 mm 냉간, ≤ 0.030 mm 핫
- 두꺼운/충진/마모성 웹(모서리 마모가 지배적임): ≤ 0.025 mm 냉간, ≤ 0.035 mm 핫
결정 규칙(실제):
- 만약에 고온 TIR은 대역을 초과합니다. 또는 모서리 결함이 일정한 속도로 주기적으로 발생하는 경우: 작업을 중단하고 결함이 심한 부분(아버, 스페이서, 칼날 등)을 분리한 다음, 수정 조치를 취한 후 다시 확인하십시오.
- 만약에 추운 건 괜찮지만, 더위가 심하게 기승을 부린다.베어링/예압 상태, 워밍업 표준 작업 절차, 클램프 토크/순서 및 스택 평행도를 검토합니다.
참고: 위의 수치는 고속 회선에 대해 의도적으로 보수적인 예시입니다. 이를 템플릿으로 사용하여 실행 로그 및 에지 품질 결과를 바탕으로 자체 밴드를 구성하십시오.
- 박막 및 코팅된 웹은 일반적으로 흔들림과 열에 더 민감합니다.
- 연마재나 충전재는 종종 모서리 마모를 증폭시켜 런아웃의 근본 원인을 가릴 수 있습니다.
핵심은 각 제품군에 대해 "허용 가능한 엣지"와 "허용 가능한 TIR"에 대해 합의한 다음 시스템이 이를 준수하도록 하는 것입니다.
실행 로그 및 TIR 템플릿
간단한 실행 로그를 통해 런아웃은 일회성 진단에서 관리 변수로 전환됩니다.
포함하다:
- 날짜/시간, 담당자 ID, 담당자
- 재질, 게이지, 라인 속도, 장력 설정값
- 저온 TIR 측정값(정의된 지점)
- 고온 TIR 측정값(동일 지점)
- 엣지 품질 관련 참고 사항 (어느 쪽, 어느 레인)
- 취해진 시정 조치 및 결과
표준 및 참고 자료
공식적인 정의 및 허용 오차에 관해 가장 일반적으로 인용되는 표준 제품군은 다음과 같습니다.
- ASME Y14.5 (런아웃 기호 및 GD&T 의도)
- ISO 1101 (GPS 허용 오차, 런아웃 포함)
- ISO 230-7 (회전축의 기하학적 정확도)
실제 측정 측면에서는 Lion Precision의 축 런아웃 측정 가이드나 Kapoor Enterprises의 런아웃 개요와 같은 자료들이 표준 용어를 실제 현장 점검에 적용하는 데 도움이 됩니다.
결론
생산 속도에서 깔끔한 모서리를 얻으려면 축 방향(면 방향) 흔들림을 다음과 같이 처리하십시오. 동적, 조립 시스템 변수—한 부분에 대한 단 하나의 냉각 측정값도 없습니다. 실제로 가장자리 안정성의 가장 강력한 예측 변수는 (1)입니다. 측정하는 곳 (참여에 영향을 미치는 근접 가장자리 면 포인트), (2) 당신이 고온 조건 TIR을 확인하십시오 워밍업 후, 그리고 (3) 스페이서/나이프 스택이 반복 가능한 평행성과 청결도로 구축되었는지 여부.
이를 일상적인 제어로 전환하는 실질적인 방법은 연결하는 것입니다. 런아웃 시그니처에 대한 엣지 결함일정한 속도에서 주기적으로 회전과 연관된 버(burr) 또는 페더링(feathering) 현상이 발생하는 것은 일반적으로 시스템에서 주기적인 맞물림 변화가 일어나고 있음을 의미합니다. 따라서 가장 심한 지점을 추적하고, 그 원인이 아버, 스페이서 또는 클램프 중 어디에 있는지 파악한 다음, 짧은 시간 동안 고온 상태에서 재검사를 통해 수정 사항을 확인하십시오. 이렇게 하면 "측정값은 정상인데"라고 생각하면서도 실제로는 불량품이 발생하는 흔한 문제를 방지할 수 있습니다.
마지막으로, 합격 기준과 절차는 문서화되고 반복 가능할 때만 효과가 있다는 점을 기억하세요. 이를 기록하는 간단한 워크시트가 있습니다. 냉간 vs 고온 TIR토크 시퀀스 및 초도품 에지 노트 기능을 통해 실제 결과를 바탕으로 재료별 제한 조건을 설정할 수 있습니다. 몇 번의 실행을 통해 에지 품질이 저하되기 시작하기 전에 어떤 작업에 더 엄격한 적층 관리, 웜 검증 또는 밸런스 검사가 필요한지 예측할 수 있습니다.
제시 쉬 입니다 선임 품질 엔지니어(QA) ~에 Maxtor Metal ~와 함께 15년 산업용 블레이드 및 공정 품질 분야에서 풍부한 경험을 보유하고 있습니다. 그의 경력에는 다음이 포함됩니다. 고장 분석—열처리 공정 변동으로 인한 칩핑 및 비정상 마모와 재료 분리로 인한 마모를 구분합니다. 인증: ASQ-CQE, ISO 9001 선임 심사원, ASNT 레벨 II.
문서 관리 및 안전 참고 사항
- 최종 검토일: 2026-05-21
- 안전: 반드시 제조사 매뉴얼과 현장 안전 절차를 준수하십시오. 고속 회전 시 진동 또는 런아웃 측정은 적절한 안전장치, 잠금/태그아웃 절차 및 위험 평가를 갖춘 자격을 갖춘 담당자만 수행해야 합니다.
- 면책 조항: 이 문서는 교육용 안내서입니다. Maxtor Metal 제품에 대한 모든 참조는 사용 가능한 블레이드 구성에 대한 맥락을 제공하기 위해 제공됩니다.
- 축 방향 흔들림, 모서리 품질 및 총소유비용에 대한 주요 요점
- 다음 단계: 측정, 기록, 안정화, 온난화 확인
- 지속적인 개선: 밸런스 조정, 품질 보증 감사 및 검토
핵심 결론은 간단합니다. 축 방향 런아웃은 단순히 측정 수치가 아니라, 고속 가공 시 모서리 품질에 직접적인 영향을 미치는 반복 가능한 하중 오차입니다.면 청결도, 적층 평행도 및 고온 상태 검증을 관리하면 불량률을 줄이고 칼날 수명을 연장하며 OEE를 보호할 수 있습니다.
이번 주에 바로 실행할 수 있는 다음 단계:
- 축 방향(면) TIR은 "쉽게 닿을 수 있는 곳"이 아니라 정해진 지점에서 측정해야 합니다.
- 냉각 및 가열 측정값을 기록하는 실행 로그를 시작하세요.
- 설정 안정화: 표면을 깨끗하게 하고, 토크를 표준화하고, 가장 높은 지점을 가진 부품을 분리합니다.
- 작업 속도가 빠르거나 온도가 높은 경우, 예열 상태를 확인하십시오.
시간이 지남에 따라 이를 시스템 역량 강화 프로젝트처럼 다루십시오.
- 회전 속도가 증가할 때 회전 어셈블리의 균형을 유지하십시오.
- 품질보증 기록 및 측정 반복성을 감사합니다.
- 헤드 ID 및 소재 계열별 추세를 검토하십시오.
고속 가공 공정에 사용되는 원형 슬리터 나이프의 정밀 사양, 열처리 이력 기록 및 런아웃 검사 데이터. 사양서는 다음에서 확인할 수 있습니다. Maxtor Metal 제품 페이지.
사례 연구: 포장 필름(BOPP/PE) 슬리팅 - 슬리팅 전후 비교
다음 데이터는 BOPP/PE 포장 필름 가공업체를 대상으로 Maxtor Metal가 현장 지원을 제공하면서 얻은 자료이며, 고객 이름은 익명 처리되었습니다.
적용 분야
- 산업 분야: 포장 필름 슬리팅(BOPP/PE)
- 주요 재료: BOPP 포장 필름(일부 PE 함유)
- 두께 범위: 25~80 μm
- 라인 속도: 350~600m/분
칼을 쌓아 올리는 예시
- 원형 칼 세트당 개수: 16~20개
- 세트당 스페이서/슬리브 개수: 32~40개
- 심(shim): 최종 너비 미세 조정에 사용
한 문장으로 된 문제 설명
고속 가공 시, 라인에 버(burr)와 페더링(feathering) 현상이 나타났으며, 전환 후 슬릿 폭의 반복성이 불안정했습니다.
우리가 바꾼 것
- 측정 및 라벨링된 스페이서를 하나씩 분류했습니다. 0.001mm 빈 조립을 위해 짝을 이루었습니다.
- 표준화된 클램프 토크 값, 공구 및 순서; 기록됨 토크 전후 TIR.
- 얼굴 접촉 기능을 구현했습니다. 세척 및 디버링 루틴(스페이서, 나이프 페이스, 클램핑 숄더).
- 첫 번째 기사가 추가되었습니다 폭 + 모서리 검사 그리고 실행 로그입니다.
(보수적인 예시) 이전 vs 이후
| 미터법 | 전에 | 후에 |
|---|---|---|
| 슬릿 폭 변화 | ±0.070 mm | ±0.025 mm |
| 버/모서리 결함률 | 5–7% | 1–2% |
| 전환 시간 | 50~55분 | 33~36분 |
| 토크 전/후 TIR | 0.012–0.016 mm | 0.005–0.008 mm |
| 스페이서 두께 분포 | 0.006mm | 0.002mm |
이번 사례에서 얻을 수 있는 주요 교훈
- 차가운 저속 회전 TIR은 괜찮아 보일 수 있지만 고온 조건에서의 축 방향 런아웃이 증가합니다. 그리고 가장자리 품질이 불안정해지기 시작합니다.
- 가장 실질적인 조치가 필요한 체크포인트는 특정 칼 하나가 아니었습니다. 그것은 바로... 조립된 고온 조건 TIR ...을 더한 얼굴 청결 스페이서/나이프 스택 전체에 걸쳐.
- 포장 필름의 경우, 작은 가장자리 손상은 하류에서 버(burr), 페더링(feathering), 그리고 불균일한 되감기 가장자리로 이어지는 경향이 있습니다.
FAQs:
슬리터 나이프 아버의 축 방향 런아웃이란 무엇입니까?
축 방향 흔들림은 회전하는 면(면 흔들림)이 축을 기준으로 앞뒤로 흔들리는 현상입니다. 슬리팅 공정에서 이는 매 회전마다 칼날 접촉면을 변화시켜 한쪽으로 치우친 모서리 결함을 유발할 수 있습니다.
축 방향 런아웃과 반경 방향 런아웃 중 어느 것이 버(burr)를 발생시키는가?
축 방향(면) 런아웃은 종종 불균일한 맞물림을 유발하여 한쪽으로 치우친 버(burr)나 페더링(feathering) 현상으로 나타납니다. 반경 방향 런아웃은 주기적인 진동과 불규칙한 하중으로 나타나는 경우가 더 많습니다.
다이얼 게이지로 축 방향 런아웃(면 런아웃)을 어떻게 측정합니까?
측정하려는 면(아버 숄더, 스페이서 면, 나이프 측면)에 인디케이터 팁을 놓고 약간 예압을 가한 후 360° 회전시켜 최대값과 최소값을 기록합니다. 이 피크-투-피크 값이 TIR입니다.
고속 슬리팅에 적합한 TIR 값은 얼마입니까?
보편적으로 적용되는 단일 수치는 없습니다. 재질과 게이지별로 허용 범위를 설정하고 실제 조건(웜 체크 포함)에서 검증하십시오. "허용 가능한 콜드 TIR"이라도 동적 흔들림이 증가하면 고속 주행 시 불합격될 수 있습니다.
저속에서는 화면 가장자리 품질이 괜찮아 보이는데 고속에서는 왜 문제가 발생하는 걸까요?
회전 속도가 빨라지면 진동, 불균형, 하중 변화, 열팽창과 같은 동적 효과가 증폭됩니다. 이러한 요소들은 정적 측정값이 허용 가능한 수준으로 보이더라도 실제 런아웃을 증가시키고 칼날 하중을 변화시킬 수 있습니다.
슬리팅 헤드의 냉간-열간 런아웃 드리프트는 어떻게 확인하나요?
고정된 지표 지점에서 저온 TIR을 기록하고, 생산 온도가 안정될 때까지 가동한 다음, 고온 상태(또는 가동 중단 직후, 온도가 대표성을 가질 때)에서 다시 확인합니다. 두 측정값을 비교하여 드리프트를 정량화합니다.
슬리팅 작업 시 장력과 가이드 외에 차선 이탈을 유발하는 원인은 무엇입니까?
Axial runout can introduce periodic side loading at the cut, which can bias lanes laterally. If wander tracks with one head or lane group, measure that arbor/stack before changing web handling settings.
슬리팅 헤드 전체를 교체하지 않고 축 방향 흔들림을 줄이는 방법은 무엇일까요?
먼저 세척 및 표면 상태를 점검하고, 문제가 발생하는 부품을 파악한 후, 토크/조립 순서를 표준화하고, 온도가 적절한지 확인하십시오. 문제가 지속되면 베어링/예압, 밸런스 및 강성을 점검하십시오.