
Quick answer: Блок ножей для водокольцевого гранулятора квалифицируется для крупнотоннажного производства при проверке четырех параметров: биение/TIR на функциональных базовых поверхностях (обычно ≤0,03–0,04 мм), класс балансировки согласно ISO 21940 (базовый уровень G6.3, ужесточается до G2.5 при более высоких скоростях), допустимая вибрация согласно ISO 20816 (часто ≤2,8 мм/с RMS) и полная прослеживаемость материала через сертификаты EN 10204 3.1/3.2, связанные с серийным номером.
Крупнотоннажные полимерные заводы не теряют сон из-за мысли о «износе» ножевого блока. Они теряют сон из-за последующего незапланированного простоя: вибрационных отклонений, повреждения зеркала фильеры, нестабильного качества гранул и отсутствия документации QA, которая не проходит аудит.
Вот почему техническая квалификация ножевого блока — это не бумажная работа, а контроль рисков. Именно поэтому подход Maxtor Metal к квалификации строится на доказательствах, а не на заявлениях: чертежи, прослеживаемость, записи проверок и воспроизводимые приемочные испытания. На практике квалификация ножевого блока означает доказательство — посредством измерений и документации — того, что конкретный ножевой блок будет работать стабильно во всем диапазоне оборотов без снижения качества гранул.
For readers who want a concrete reference point for die-face, underwater, and water-ring knife terminology — including material grades, bevel geometry, and operational RPM boundaries — see Maxtor Metal’s pelletizer knives product page.
- Why knife block qualification matters on High-Volume Petrochemical Production lines
- Scope: BKG/Coperion die-face water-ring pelletizers, 1000–4000 RPM, zero-defect delivery
- How this spec aligns with plant QA, reliability, and audit expectations
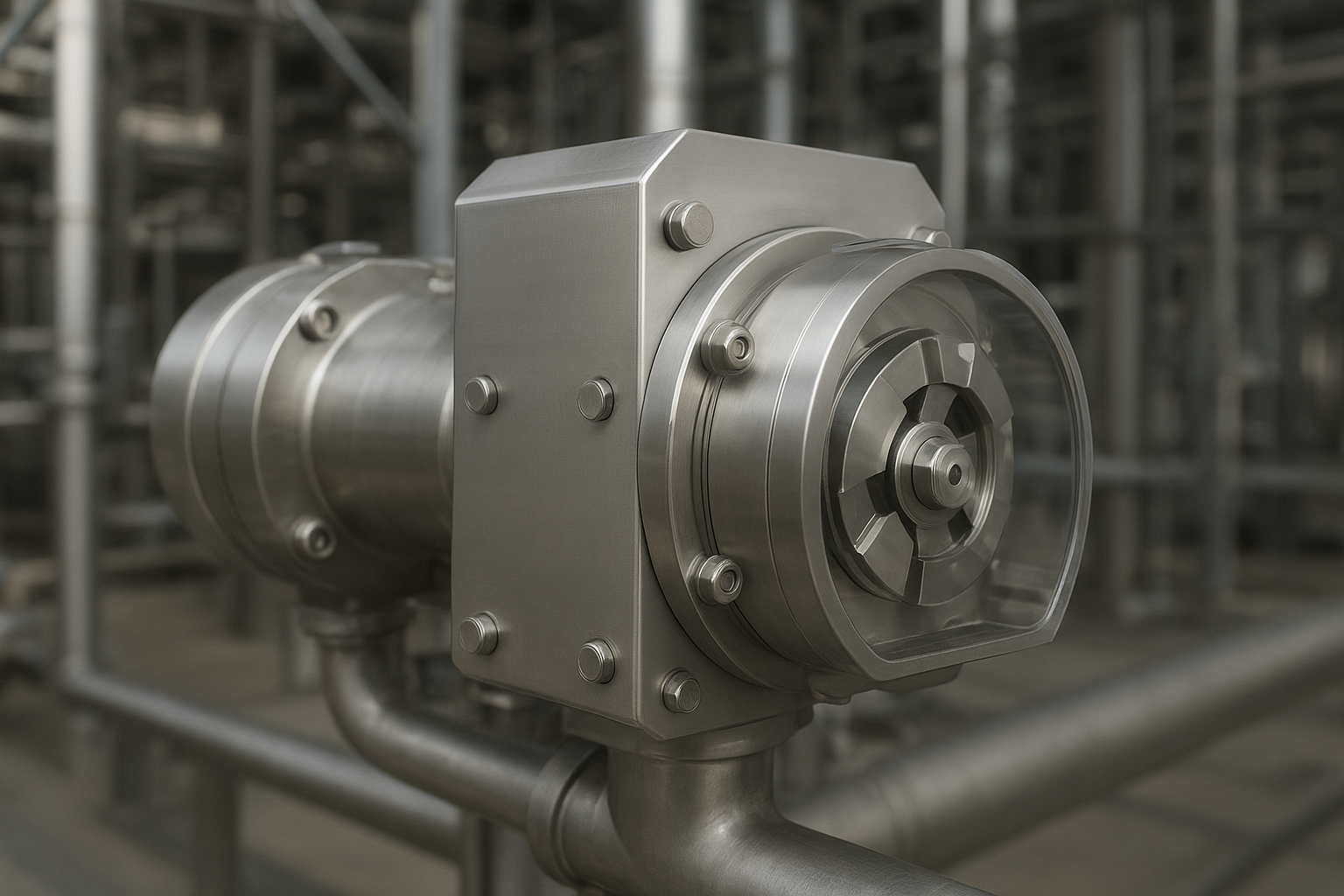
A knife block sits at a high-energy interface: rotating hardware, thermal gradients, water-loop disturbances, and tight clearances at the die face. In that environment, the cost of a “close enough” component is rarely the part itself—it’s the secondary damage and the time to recover stable pellet quality.
A qualification spec gives QA and reliability a shared language. It also gives procurement something measurable to buy against: tolerances, certificates, calibration controls, and a defined release dossier.
Стабильность на скорости (1000–4000 об/мин)

At 1,000–4,000 RPM, small geometric errors can become large process symptoms: unstable cutting, fines/angel hair, high bearing loads, and fast wear. The goal of this section is not to name every possible tolerance, but to define a short list that correlates strongly with stable operation.
Runout, parallelism, and clearance
What you are trying to prevent: intermittent contact at the die face, uneven knife loading, and localized heat generation that shows up as pellet strings, smearing, or agglomeration.
A practical acceptance approach is to define:
- Runout (TIR) at functional datums (e.g., bore, mounting face, assembled knife track)
- Parallelism between critical faces that control clamp load distribution
- Clearance window that accounts for thermal growth and assembly stack-up
Typical acceptance targets used in practice (must be tied to the plant drawing and measurement method):
- Total indicator runout (TIR) at the relevant datum(s): ≤ 0.03–0.04 mm
- Flatness/parallelism at clamp and reference faces: controlled to avoid knife “rocking” under load
- Documented clearance setting method (feeler gauges / shims / calibrated spacers) with recorded values
Measurement setup notes (to avoid arguing about numbers):
- Define the datum(s) used for TIR (bore vs mounting face vs assembled knife track) and keep the same setup for cold vs hot recheck.
- State the indicator resolution and how the part is supported (between centers / on V‑blocks / in machine).
- Record the assembly condition (knife block only vs fully assembled with knives + fasteners) and the tightening sequence/torque.
- For acceptance, require a short “setup photo or sketch” in the inspection record so future repeats are comparable.
Ключевой вывод: For water-ring pelletizing, the reliability question isn’t “is the part within tolerance?” It’s “will it stay within the tolerance window once it sees heat, clamp load, and RPM?”
Balancing grades and methods (ISO 21940)
Knife blocks live in rotating assemblies where balance quality directly impacts vibration, bearing life, and cut stability.
Balance requirements should be expressed in two ways:
- Balance quality grade (your target tolerance)
- Method and configuration (what was actually balanced—component vs assembled stack)
A common pattern for qualification is to start with a baseline requirement (e.g., G6.3) and tighten to G2.5 where the application and speed demand it.
- ISO 21940-11:2016 defines procedures and tolerances for balancing rigid rotors and is typically referenced for balance-grade language and verification expectations: ISO 21940-11:2016.
- For many teams, the “practical” expectation is that the final balancing record indicates:
- balancing machine type and calibration status
- correction plane(s)
- residual unbalance achieved
- configuration (knife block alone vs knife block + fasteners + knife set)
Выполняется, когда: your dossier includes the balancing report and the drawing revision it was balanced to.
Worked example: translating ISO 21940 balance grade (G) into an allowable residual unbalance
To keep balance requirements actionable, many teams add a worked example that converts a chosen balance quality grade (G) into an allowable residual unbalance for a given rotor.
A commonly used relationship is:
- Permissible specific unbalance: e_per = G / ω
- Angular speed: ω = 2π × n / 60 (rad/s), where n is RPM
- Permissible residual unbalance (per correction plane): U_per = e_per × m, where m is rotor mass (kg)
Example (illustrative — use your real mass and speed):
- Target grade: G2.5
- Operating speed: 3,000 rpm → ω ≈ 314 rad/s
- Rotor mass (knife block + fasteners + knives as balanced): 12 kg
Then:
- e_per = 2.5 / 314 ≈ 0.00796 mm
- U_per = 0.00796 mm × 12 kg ≈ 0.0955 kg·mm (≈ 95.5 g·mm)
Выполняется, когда: the balance report states the grade, operating speed basis, rotor mass basis, correction plane(s), and the achieved residual unbalance versus the allowable value.
Vibration acceptance (ISO 10816/20816)
Vibration acceptance should be defined as a measured condition, not a vague “runs smoothly.” That means:
- measurement locations (bearing housing / machine casing)
- sensor type and mounting
- operating speed/load condition
- acceptance threshold and escalation rule
ISO guidance is commonly applied as a zone concept (A–D) for overall velocity RMS measured on non-rotating parts. The current series used for many industrial machines is ISO 20816; for example: ISO 20816-3:2022.
In plant specs, it’s common to see a conservative “green band” limit such as ≤ 2.8 mm/s RMS used as an acceptance target for stable long-term operation—but this must be aligned to the applicable machine group and measurement setup.
Measurement setup notes (make the limit meaningful):
- Where to measure: specify the exact location (e.g., bearing housing in radial direction on the drive/non‑drive end) and keep it consistent for baseline vs acceptance.
- Sensor & mounting: accelerometer vs velocity probe, stud vs magnetic base, cable routing, and mounting torque can change readings.
- Frequency band: record the band used (e.g., 10–1000 Hz as a typical overall band). If you use a different band, state it.
- Machine grouping: align the limit to the applicable ISO 20816 machine group / support condition and document the rationale.
Safety / YMYL note: Vibration limits are not “universal pass/fail” numbers. The acceptance threshold must be reviewed and signed off by the responsible rotating-equipment engineer for your specific machine class, sensor location, and operating condition.
Выполняется, когда: vibration readings at 1,000–4,000 RPM are documented, repeatable, and traceable to a calibrated instrument.
In short: runout, parallelism, and balance grade are the three checks that determine whether a knife block stays stable from 1,000 to 4,000 RPM.
Материалы и прослеживаемость
When knife blocks are treated as critical consumables, traceability becomes part of reliability. The point is not to collect certificates—it’s to be able to answer, months later, exactly what material went into which serial number, and what verification was performed.
EN 10204 MTCs and heat/lot linkage
A baseline expectation for metallic products is an inspection certificate per EN 10204.
- Type 3.1: manufacturer inspection certificate with specific inspection results.
- Type 3.2: the same, but with independent verification/countersignature by purchaser/third party.
For a standards-catalog reference: BSI — BS EN 10204:2004, Metallic products — Types of inspection documents.
Выполняется, когда: the MTC is linked to the knife block serial number, heat/lot, and purchase order line item.
Hardness and coatings (ASTM E18/B487/B499/B571)
Hardness and coating controls only work if the test method is specified.
- Hardness (Rockwell): ASTM E18 (Rockwell hardness of metallic materials)
- Coating thickness verification methods (select based on coating/substrate and whether destructive testing is allowed):
Выполняется, когда: hardness/coating results are recorded against the part serial number, and the measuring equipment is in calibration.
Marking/serialization and packaging controls
Traceability fails most often at the handoff points: mixed lots, reworked parts without re-identification, packaging damage, or paperwork separated from the part.
Minimum controls typically include:
- permanent serial/heat mark at a defined location that does not compromise function
- packaging labels that repeat: PO, drawing revision, serial(s), heat/lot, quantity
- segregation rules for nonconforming or reworked items
In short: traceability isn’t about collecting certificates—it’s about being able to link any knife block’s material, hardness, and coating data to a specific serial number months after delivery.
Процесс квалификации

Treat qualification as a repeatable workflow with explicit checkpoints. The goal is to avoid “passing cold, failing hot,” or balancing that is invalidated by final assembly.
Cold checks and pre-balance
Input: drawing + revision, inspection plan, calibrated gauges.
Actions:
- dimensional inspection at functional datums (bore, faces, knife track)
- runout verification with a defined setup (fixture and indicator locations)
- pre-balance as a component where applicable (and record configuration)
Output: cold inspection report + preliminary balance record.
Выполняется, когда: deviations are either corrected under controlled rework or formally dispositioned.
Thermal soak and hot recheck
Thermal growth and stress relief can move what looked “perfect” on the bench.
Input: cold-qualified component + thermal soak protocol.
Actions:
- soak at representative temperature (time and setpoint defined by the plant)
- recheck runout/parallelism at the same defined datums
- confirm the clearance-setting method still holds the intended window
Output: hot inspection addendum with before/after measurements.
Выполняется, когда: hot values stay inside the tolerance window without forcing assembly adjustments.
Production trial and pellet QA correlation
The production trial should connect mechanical acceptance to the metrics the plant actually cares about.
Input: qualified assembly + trial plan (resin, throughput, RPM range, water-loop conditions).
Actions:
- run at low/mid/high speeds in the operating band
- record vibration and any process disturbances (water temperature/flow instability, die pressure behavior)
- correlate knife block condition to pellet QA: pellet length distribution, fines/angel hair trend, and any die-face buildup observations
Output: trial report that ties measured mechanical condition to pellet outcomes.
Выполняется, когда: pellet QA stays stable across the operating band without abnormal vibration or accelerated wear.
Documentation practice: In audits and supplier qualification reviews, teams check whether a supplier can package these checkpoints into a coherent dossier. Maxtor Metal’s release process for knife block components is built around this structure—material certificates, balance records, and inspection traceability tied to each serial number—which is what an audit-ready dossier looks like in practice.
Anonymized plant example: how TIR and vibration correlate with pellet QA stability
The following anonymized example shows how tightening the knife block face TIR and standardizing assembly practice can move both vibration and pellet quality in a high‑volume HDPE line.
Process context (held constant during validation):
- Pelletizer type: high‑capacity water‑ring system (similar class to Gala / Maag / Automatik)
- Polymer: HDPE, MFI ~ 0.3–0.8 g/10 min
- Throughput: 14–18 t/h
- Knife block speed: 2,900–3,300 rpm
- Cutting water: 80–90°C, closed loop
Before vs after (90‑day observation; 6 batches / ~310 t vs 18 batches / ~970 t):
- Knife block face TIR: 0.072 mm → 0.018 mm (dial indicator, after installation, 360° sweep)
- Rotor assembly TIR (cold): ~0.060 mm → ~0.015 mm
- Bearing housing vibration overall (10–1000 Hz): ~4.5 mm/s RMS → ~1.7 mm/s RMS
- Peak acceleration: 10–13 m/s² → 3–5 m/s²
- Fines: ~0.8 wt% → ~0.28 wt% (online sieving)
- Stringers: ~4–6 occurrences/ton spot checks → largely eliminated (only isolated samples)
- Pellet length CV:~±8% →~ ±3% (image analysis, >1000 pellets)
- Oversized pellets (>1.5× target length): ~1.6% → ~0.3% (vision inspection)
- Unplanned stops: ~every 18 days → none observed over a multi-month tracking window
- Knife change interval: ~12 days → ~28 days (same quality requirement)
Observed failure mode (first attempt did not fully work):
The first correction only reground the knife‑block mounting face.
- Face TIR improved to ~0.048 mm
- Vibration improved only to c3.6 mm/s RMS
- Fines stayed ~0.65 wt%
Root cause found during teardown: mild wear on a locating surface plus inconsistent bolt tightening order caused slight cocking during clamp‑up.
Measurement sequence used by the engineering team:
- Measure spindle taper and mounting flange runout.
- Install knife block (no knives) and record face TIR.
- Install knives and tighten to spec torque; re‑measure TIR.
- Low‑speed run (~300 rpm) check.
- Ramp to production speed (~3,000 rpm) and record vibration RMS.
- Collect pellets for 2 hours (sampling every 30 minutes) to trend fines and length distribution.
- Track stability over 3 production months.
Assembly practice that improved repeatability:
- Use a star pattern torque sequence: 30% → 60% → 100%
- After final torque, re‑measure face TIR; target repeatable ≤ 0.02 mm
Примечание: This example is constructed from typical field patterns to illustrate how TIR and vibration improvements correlate with pellet QA outcomes; it is not a single customer’s raw inspection record. Your absolute thresholds must still be tied to your machine design, measurement setup, and plant QA acceptance plan.
In short: a knife block isn’t qualified until it has passed cold inspection, held its tolerances after thermal soak, and proven stable pellet QA in a production trial—skipping any one step leaves a gap between bench numbers and plant performance.
Досье контроля качества и поставка без дефектов

A “zero-defect” expectation is enforced through a release dossier that makes receiving inspection faster and makes NCR handling cleaner.
FAI and PPAP-like submission package
Even if you don’t run formal automotive PPAP, the idea of a structured first-article package is transferable.
A practical submission pack includes:
Practical templates (what to include so the dossier is audit-ready)
To make supplier qualification repeatable, define the fields you expect in each record. Even if you don’t publish a downloadable template, this checklist reduces back‑and‑forth.
- FAI / dimensional report
- ballooned drawing revision, datums used, gauge IDs & calibration dates
- runout/flatness/parallelism results with setup sketch/photo reference
- acceptance/disposition signature
- Balancing record
- grade (e.g., G6.3 / G2.5), speed basis, rotor mass basis, correction planes
- achieved residual unbalance, machine ID & calibration status
- configuration balanced (component vs assembled stack)
- Thermal soak / hot recheck addendum
- soak temperature/time, fixture method
- before/after values at the same datums
- confirmation of clearance-setting method and final window
- Production trial report
- resin family, throughput, RPM points, water loop conditions
- vibration readings (location + band), observed disturbances
- pellet QA metrics (fines, stringers, length distribution) + sampling plan
- NCR / CAPA pack
- symptom, containment, root cause, corrective action, verification plan
- re-identification/segregation records for reworked parts
Выполняется, когда: a receiving inspector can verify identity + acceptance in minutes, and an auditor can trace every critical result to a calibrated measurement system.
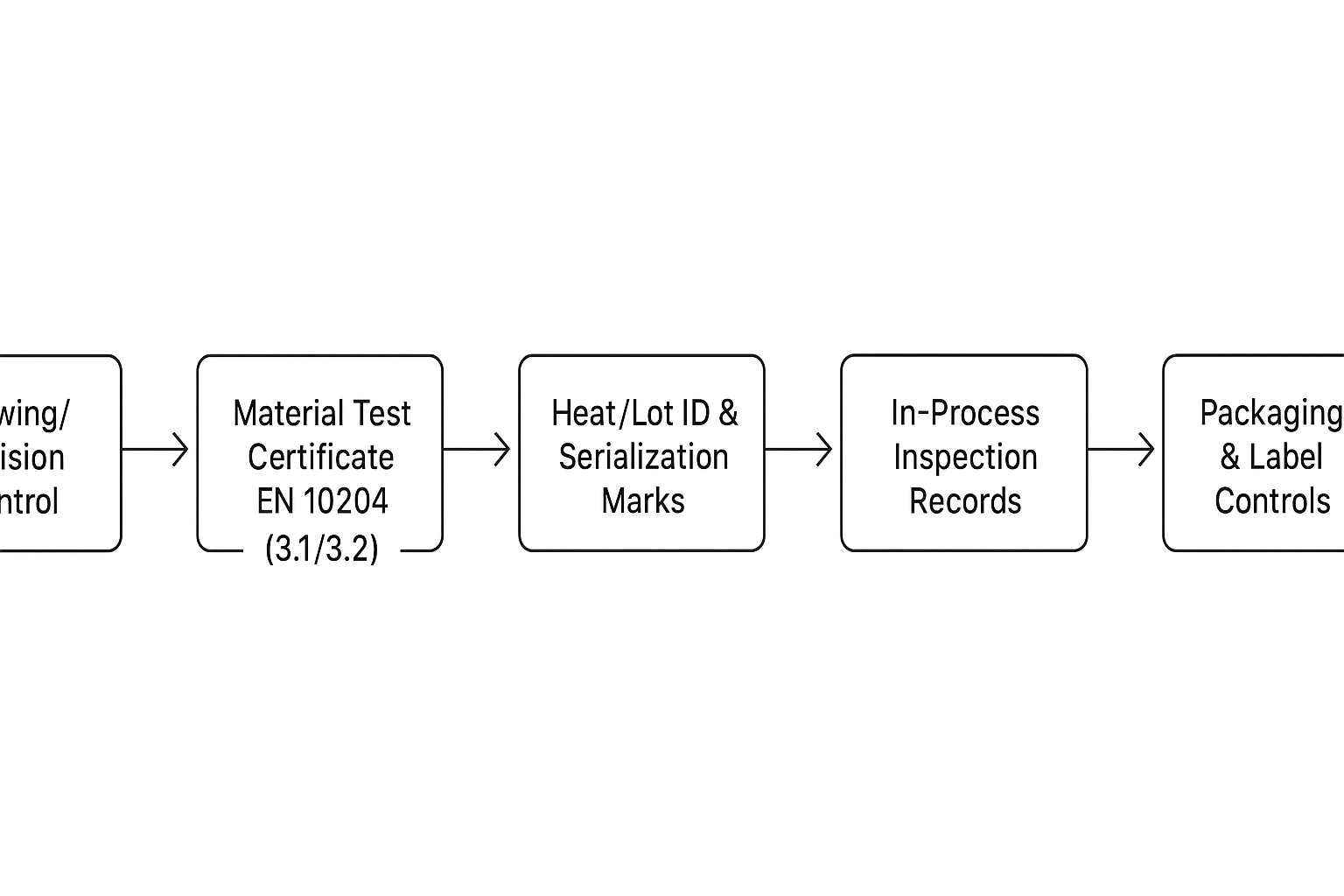
- drawing + revision history
- dimensional inspection report (FAI-style ballooned drawing, where applicable)
- balance report (grade, machine, configuration)
- material certificates (EN 10204 3.1/3.2) with heat/lot linkage
- hardness/coating reports (method identified)
- packing list with serials and inspection status
Incoming inspection and calibration (ISO 2859-1/ANSI Z1.4, ISO/IEC 17025)
Incoming inspection should be risk-based: critical dimensions and identity checks are 100%; lower-risk characteristics can be sampled.
- Attribute sampling schemes are commonly based on ISO 2859-1 (and aligned with ANSI/ASQ Z1.4 practices in the US): ISO 2859-1.
- Calibration competence is commonly referenced against ISO/IEC 17025, especially when measurements are used to release product: ISO/IEC 17025:2017.
Выполняется, когда: the plant can prove the measurement system is controlled (calibration status, traceability, records retention).
NCR/CAPA management and release documentation
The dossier should also define what happens when something is off.
Минимальные требования:
- NCR format (symptom, containment, disposition)
- CAPA expectations for repeat issues (root cause and corrective action)
- release documentation that clearly states acceptance and any approved deviation
In short: zero-defect delivery is enforced by a release dossier, not a promise—if a receiving inspector can’t verify identity and acceptance in minutes, the dossier isn’t complete.
Мониторинг и переквалификация

Knife blocks don’t fail only from initial defects. They drift—through wear, regrinds, water chemistry, and process changes.
Baseline trending and vibration/runout limits
Set a baseline at commissioning and trend against it:
- vibration baseline at key RPM points
- runout baseline at defined datums
- pellet QA baselines (fines/angel hair, pellet length spread)
Define an escalation rule: “investigate at X,” “stop and correct at Y.”
Requalification triggers and intervals
Common triggers:
- major maintenance event (bearing replacement, shaft work)
- repeated pellet-quality excursions that correlate with vibration/runout drift
- change in resin family or filler loading that changes cutting load
Set an interval that matches your risk tolerance (e.g., per turnaround, per knife-life multiple, or per defined runtime).
Change control and deviations
Any change that can affect rotating behavior or clamp/clearance should be controlled:
- drawing revision changes
- material substitution
- heat treatment route changes
- coating supplier/process changes
Deviations should be time-bound and documented with risk assessment and sign-off.
In short: knife blocks drift through wear and process changes, so a fixed acceptance test at commissioning isn’t enough—baseline trending and defined requalification triggers are what catch the drift before it causes downtime.
Заключение
- Key acceptance numbers and verification steps to enforce consistency
- How this framework reduces downtime and supports audit readiness
At a practical level, the acceptance criteria that do most of the reliability work are simple and measurable:
| Параметр | Typical acceptance target | Standard reference |
|---|---|---|
| Runout (TIR) at functional datum | 0.03–0.04 mm | Plant drawing + ISO measurement practice |
| Balance grade | G6.3 baseline → G2.5 at higher speed | ISO 21940-11:2016 |
| Vibration (overall RMS) | ≤ 2.8 mm/s (plant-defined, machine-class dependent) | ISO 20816 |
| Material traceability | MTC linked to serial/heat/lot | EN 10204 Type 3.1 / Type 3.2 |
Wrap those numbers in a workflow (cold check → balance → hot recheck → trial correlation) and a dossier (certs, calibration, release records), and qualification becomes enforceable—not interpretive. This is the standard Maxtor Metal applies to knife block components: documentation quality as part of engineering quality, not an afterthought.
For the full engineering specifications — including metallurgical classifications, bevel angle selection, heat treatment protocols, and application matrix across polymer types — see Maxtor Metal’s pelletizer knife specifications and material grades.
CTA: запрос на проверку квалификационного досье
If you want to reduce qualification risk quickly, share your drawing (or photos + key dimensions) and your acceptance targets (RPM range, balance grade, vibration method). A supplier review should come back with:
- proposed datum scheme and measurement setup
- balance plan (grade + configuration)
- traceability plan (MTC linkage + serialization)
- draft release dossier checklist (FAI, balance record, hot recheck, trial report)
Start here: Maxtor Metal — custom pelletizer knives and knife block components (ODM/OEM) with inspection traceability: https://maxtormetal.com/contact/
FAQ
Что такое квалификация ножевого блока для водокольцевого гранулятора?
Это процесс подтверждения того, что ножевой блок соответствует установленным требованиям к размерам, балансировке, материалам и документации, что позволяет ему стабильно работать на рабочих оборотах без снижения качества гранул или повреждения вспомогательного оборудования.
Какое биение (TIR) допустимо для ножевого блока гранулятора с торцевым резанием?
Многие заводы устанавливают целевые показатели приемки на уровне 0,03–0,04 мм TIR на функциональных базовых поверхностях, но правильный предел зависит от конструкции машины, настройки измерений и требуемого зазора на зеркале фильеры.
Какой класс балансировки должен иметь ножевой блок гранулятора: G6.3 или G2.5?
G6.3 часто рассматривается как базовый уровень для обычных вращающихся компонентов, в то время как G2.5 — это более строгий стандарт, применяемый при необходимости повышенной стабильности на высоких скоростях. Правильный выбор класса зависит от оборотов (RPM), массы ротора и чувствительности процесса к вибрации.
Является ли 2.8 мм/с RMS универсальным пределом вибрации?
Нет. 2.8 мм/с RMS обычно используется в качестве практического порога приемки, соответствующего руководящим принципам по зонам, но стандарты ISO учитывают контекст группы машин и условий измерения. Заводы должны указывать класс машины, расположение датчика и рабочее состояние в своем плане приемки.
Что такое сертификат материала EN 10204 3.1 и когда нужен 3.2?
Сертификат 3.1 выдается уполномоченным представителем производителя по контролю качества и включает конкретные результаты проверки материала. 3.2 добавляет независимую проверку/контрассигнацию инспектором покупателя или третьей стороной, когда требуется более высокий уровень гарантии.
Как вы проверяете твердость и толщину покрытия компонентов ножевого блока?
Заранее определите метод испытания (например, твердость по Роквеллу согласно ASTM E18) и выберите подходящий метод измерения толщины покрытия (микроскопия поперечного сечения, магнитный или электролитический) в зависимости от покрытия/основы и допустимости разрушающего контроля.
Что должно входить в досье контроля качества (QA) ножевого блока гранулятора?
Минимум: контроль версий чертежей, результаты проверки размеров, отчет о балансировке, сертификаты на материалы с привязкой к номеру плавки/партии, записи испытаний твердости/покрытия (с указанием метода), статус калибровки измерительных инструментов и приемочная документация.
8) When should a knife block be requalified?
Common triggers include major maintenance (bearings/shafts), repeated vibration or pellet-quality excursions, changes in resin/filler loading, and any controlled change to material, heat treatment, coating, or drawing revision.
Автор и техническая проверка
Jesse Xu — Senior Quality Engineer, QA (Maxtor Metal)
- 15 years of experience in industrial blade quality and failure analysis
- Сертификаты: ASQ-CQE, ISO 9001 Lead Auditor, ASNT Level II
- Focus: differentiating failure modes (e.g., chipping vs low wear resistance) related to heat-treatment routes vs material segregation