
Thời gian ngừng hoạt động ngoài kế hoạch do việc băm nhỏ hiếm khi được coi là "vận rủi". Trong hầu hết các máy băm trục đơn, lưỡi máy cắt vụn Đây là một dạng lỗi lặp đi lặp lại do một số ít yếu tố có thể kiểm soát được gây ra: nhiễm bẩn nguyên liệu đầu vào, khe hở không chính xác, lực siết/lắp đặt kém, sai lệch trục hoặc lựa chọn vật liệu/xử lý nhiệt lưỡi dao không phù hợp với công việc.
Hướng dẫn này được viết dành cho các nhóm bảo trì, vận hành và mua sắm vận hành máy nghiền trục đơn trong các hoạt động tái chế và xử lý chất thải rắn. Mục tiêu rất đơn giản: giúp bạn ngăn chặn thất bại tiếp theo xảy ra.Không chỉ đơn thuần là thay thế con dao.
Cập nhật lần cuối: 2026-04-06
Phạm vi: Hướng dẫn này dành cho máy nghiền trục đơn được sử dụng trong hoạt động tái chế và xử lý chất thải rắn. Quy trình có thể khác nhau tùy thuộc vào kiểu máy và thiết kế hệ thống bảo vệ.
Lưu ý về an toàn: Luôn tuân thủ các quy tắc an toàn tại công trường và hướng dẫn sử dụng của nhà sản xuất máy móc. Nếu bạn không được đào tạo/ủy quyền để bảo dưỡng thiết bị, hãy dừng lại và báo cáo cho nhân viên có chuyên môn.
Những điểm chính cần ghi nhớ
- Hãy coi việc làm sứt mẻ như một sự cố hệ thốngNguyên liệu đầu vào + hình dạng máy + lắp đặt + lựa chọn vật liệu.
- Trước tiên, hãy ghi lại hình dạng mảnh vụn và điều kiện hoạt động; điều này sẽ giúp đẩy nhanh quá trình xác định nguyên nhân gốc rễ.
- Xác minh giảm giá dao quầy và siết chặt/tăng mô-men xoắn bu lông theo thông số kỹ thuật của nhà sản xuất gốc trước khi thay đổi vật liệu.
- Kiểm soát các chất gây ô nhiễm cứng (kim loại, khoáng chất, mảnh vụn thiết bị điện tử nặng) ở khâu đầu nguồn; các sự kiện va chạm là nguyên nhân phổ biến gây ra hiện tượng này.
- Nếu bạn thay đổi vật liệu, hãy yêu cầu truy xuất nguồn gốc: chứng nhận vật liệu kèm theo bằng chứng về xử lý nhiệt và kiểm tra.
Bước 0: Cần chụp ảnh những gì trước khi chạm vào bất cứ thứ gì (10 phút nhưng tiết kiệm được hàng giờ)

Đầu vào: Dao bị hư hỏng và máy móc ngừng hoạt động.
Hoạt động: Ghi lại những bằng chứng tối thiểu được nêu bên dưới.
Kết quả đầu ra: Một "ảnh chụp nhanh về sự cố" ngắn gọn mà bạn có thể so sánh theo thời gian.
- Ảnh chụp các cạnh bị sứt mẻ (cận cảnh + toàn bộ con dao)
- Vị trí dao nào bị lỗi (vị trí rôto, vị trí dao đối trọng/dao đỡ)?
- Hỗn hợp nguyên liệu thức ăn trong 24-48 giờ qua (và bất kỳ thay đổi nào)
- Các sự kiện đáng chú ý: tắc nghẽn, quá tải, rung động bất thường, thay đổi tiếng ồn đột ngột
- Thông lượng, kích thước màn hình và kích thước đầu ra mục tiêu (nếu có)
- Các thao tác bảo trì gần đây: lật/xoay dao, điều chỉnh dao đối trọng, sửa chữa ổ bi.
Hoàn thành khi: Bạn có thể mô tả sự cố chỉ bằng một câu, ví dụ: “Các lưỡi dao rôto ngoài bị sứt mẻ ở các góc sau khi bị kẹt do xử lý hỗn hợp rác thải điện tử + nhôm.”
Mẹo chuyên nghiệpNếu việc chặt gỗ diễn ra lặp đi lặp lại, hãy lập một bảng ghi nhật ký đơn giản. Xu hướng quan trọng hơn những câu chuyện riêng lẻ.
Sao chép/dán mẫu (để đảm bảo tính lặp lại và khả năng truy vết)
Ảnh chụp lỗi (một hàng cho mỗi sự kiện)
| Ngày/giờ | Máy móc/dây chuyền | Vị trí dao | Hỗn hợp thức ăn (24–48 giờ cuối) | Sự kiện đáng chú ý (kẹt xe/quá tải/tiếng ồn) | Mẫu hình được quan sát | Liên kết ảnh | Ghi chú |
|---|---|---|---|---|---|---|---|
Bảng ghi chép khoảng cách an toàn giữa dao cắt và máy cắt (một hàng cho mỗi điểm đo)
| Ngày | Nhận dạng dao quầy | Điểm/vị trí | Khoảng cách đo được | Thông số kỹ thuật OEM | Đạt/Không đạt | Đã điều chỉnh? | Kỹ thuật viên |
|---|---|---|---|---|---|---|---|
Kiểm tra mô-men xoắn/lực siết bu lông (một hàng cho mỗi nhóm ốc vít)
| Ngày | Khu vực dao/kẹp | Loại/kích thước bu lông | Thông số mô-men xoắn OEM | Mô-men xoắn tác dụng | Trình tự đã được tuân theo (Có/Không) | Đã siết lại bu lông (Có/Không) | Ghi chú |
|---|---|---|---|---|---|---|---|
Bước 1: Đảm bảo máy móc an toàn để kiểm tra (trong bối cảnh an toàn chung)
Bài viết này không phải là lời khuyên pháp lý. Luôn tuân thủ các quy trình an toàn tại công trường và hướng dẫn an toàn của nhà sản xuất máy móc trước khi thực hiện bất kỳ công việc nào liên quan đến dao.
Đầu vào: Máy móc đã sẵn sàng để kiểm tra.
Hoạt động: Cách ly, khóa/gắn thẻ cảnh báo và xác minh không còn điện.
- Ngắt nguồn điện; khóa lại và gắn thẻ.
- Kiểm tra xem tốc độ đã bằng 0 và chưa có năng lượng tích trữ (thời gian hết pin thường lâu hơn dự kiến).
- Xác nhận các hệ thống thủy lực/khí nén đã được ngắt điện và giảm áp suất (nếu có).
- Sử dụng thiết bị bảo hộ cá nhân phù hợp cho các cạnh sắc nhọn và điểm kẹp.
Ghi chú tham khảo (tiêu chuẩn + hướng dẫn sử dụng của nhà sản xuất): Các quy trình khóa/gắn thẻ (LOTO) thường được điều chỉnh bởi các quy trình tại chỗ và các tiêu chuẩn an toàn hiện hành. Đối với các bước cụ thể cho từng loại máy móc, hãy luôn tham khảo tài liệu của nhà sản xuất thiết bị gốc (OEM). Đối với các thương hiệu như... VECOPLAN, WEIMA, Và ForrecHãy tìm các phần có tiêu đề:
- Hướng dẫn an toàn / An toàn chung
- Quy trình khóa và gắn thẻ (LOTO) / cách ly năng lượng / Năng lượng nguy hiểm
- Dịch vụ / BẢO TRÌ / Thay dao / Giải quyết tắc nghẽn
Nếu bạn không thể truy cập vào hướng dẫn sử dụng, hãy yêu cầu phiên bản chính xác từ nhà sản xuất thiết bị gốc (OEM) bằng cách sử dụng kiểu máy và số sê-ri của máy.
Kết quả đầu ra: Đảm bảo an toàn cho việc đo lường và kiểm tra.
Hoàn thành khi: Bạn có một tình trạng an toàn đã được xác minh và ghi chép đầy đủ trước khi tiến hành bất kỳ cuộc kiểm tra an ninh nào.
⚠️ Cảnh báo“Dừng lại” không đồng nghĩa với “an toàn”. Năng lượng tích tụ và chuyển động bất ngờ là những nguyên nhân gây thương tích thường gặp trong quá trình sử dụng dao.
Dừng lại và leo thang (không tiếp tục) nếu bất kỳ điều nào sau đây là đúng:
- Bạn không thể xác minh năng lượng bằng không (điện, thủy lực, khí nén, trọng lực hoặc lò xo)
- Các bộ phận bảo vệ/khóa liên động bị thiếu, bị vô hiệu hóa hoặc không thể lắp đặt lại đúng cách.
- Có tiền sử rung động/tiếng ồn bất thường cho thấy có lỗi cơ học vượt quá mức hao mòn thông thường.
- Bạn nghi ngờ có hư hỏng về cấu trúc (nứt nẻ, vỏ lỏng lẻo, mặt lắp đặt bị biến dạng) hoặc các vấn đề nghiêm trọng về ổ bi.
Trong những trường hợp này, hãy cách ly máy móc và báo cáo cho người phụ trách bảo trì có chuyên môn hoặc đội ngũ dịch vụ của nhà sản xuất thiết bị gốc (OEM).
Bước 2: Đọc mẫu vết sứt như một mã lỗi.

Đây là nơi mà hầu hết các nhóm lãng phí thời gian. Thay vì tranh luận về các ý kiến khác nhau, hãy coi thiệt hại như dữ liệu và tìm ra giải pháp khả thi nhất. nguyên nhân gây ra hiện tượng vụn dao máy cắt theo một trình tự lặp lại.
Trước khi điều chỉnh bất cứ thứ gì, hãy phân tích quy luật. Điều này giúp bạn tránh những "sửa chữa" chỉ làm vấn đề chuyển sang chỗ khác.
Bị sứt mẻ ở các góc dao (mất những mảng nhỏ ở đầu lưỡi)
Các dấu hiệu thường gặp:
- Va chạm với các chất gây ô nhiễm cứng
- Tải trọng cục bộ quá mức do khoảng cách an toàn không chính xác hoặc điểm cao.
- Các vấn đề về vị trí lắp dao (mảnh vụn phía sau dao, lực kẹp không đều)
Hiện tượng sứt mẻ ngẫu nhiên trên nhiều con dao trong cùng một sự kiện
Các dấu hiệu thường gặp:
- Một va chạm/kẹt mạnh duy nhất (khối kim loại, cụm thiết bị điện tử thải loại dày)
- Thiết lập vận hành không chính xác (cài đặt màn hình/RAM hoặc tốc độ cấp liệu quá nhanh so với vật liệu)
Hiện tượng sứt mẻ tập trung gần một phía của rôto.
Các dấu hiệu thường gặp:
- Lệch trục (giữa rôto và dao cắt)
- Mòn ổ bi, độ lệch tâm rôto hoặc mòn vỏ không đều
- Sai lệch khe hở cục bộ (một đầu bị hẹp)
Bước 3: Kiểm tra nguy cơ sứt mẻ lưỡi dao máy cắt trục đơn tại khoảng cách an toàn giữa lưỡi dao và mặt bàn (đừng đoán mò).
Nếu sau mỗi lần đánh bóng ngắn mà bạn chỉ làm một việc duy nhất, hãy làm điều này.
Đầu vào: Máy móc được đặt riêng biệt và dễ tiếp cận.
Hoạt động: đo lường và điều chỉnh giảm giá dao quầy theo thông số kỹ thuật của nhà sản xuất gốc (OEM).
Những điều cần kiểm tra:
- Khe hở dọc theo toàn bộ chiều dài dao (không chỉ ở một điểm)
- Tính song song: đường đi của dao rôto phải nhất quán so với dao đối trọng/dao nền.
- Tình trạng miếng đệm dao cắt (mòn, biến dạng)
- Dấu vết cọ xát/tiếp xúc (đánh bóng, đổi màu do nhiệt, kim loại bị lem)
Kết quả đầu ra: Khoảng hở đã được khôi phục về đúng thông số kỹ thuật và nhất quán từ đầu đến cuối.
Hoàn thành khi: Bạn có thể ghi lại các chỉ số độ thông thoáng và xác nhận không có điểm nào cao.
Điểm chínhCài đặt "hơi chặt" có thể biến tải trọng cắt thông thường thành hiện tượng gãy lưỡi giòn. Cài đặt "hơi rộng" có thể làm tăng tải trọng xé và va đập. Cả hai đều có thể góp phần làm hỏng lưỡi máy cắt sớm.
Bước 4: Kiểm tra vị trí lắp đặt dao, độ kẹp và mô-men xoắn khi lắp đặt dao máy cắt
Hiện tượng sứt mẻ thường bắt nguồn từ những chuyển động nhỏ: con dao dịch chuyển, tải trọng trở nên không đều, và lưỡi dao bị hỏng.
Đầu vào: Dao có sẵn.
Hoạt động: Kiểm tra các giao diện và xác nhận mô-men xoắn bu lông theo tiêu chuẩn OEM.
Thanh tra:
- Mảnh vụn, gờ hoặc vết lõm phía sau dao và thanh kẹp
- Độ phẳng của thanh kẹp và kiểu tiếp xúc
- Tình trạng bu lông (giãn, hư hỏng ren, mài mòn)
- Bề mặt tiếp xúc với bụi mịn (bụi đen), cho thấy sự chuyển động.
Quy tắc siết chặt (lực siết khi lắp đặt):
- Hãy sử dụng cờ lê lực đã được hiệu chuẩn (không phải súng siết bu lông).
- Hãy tuân theo trình tự siết chặt và quy trình siết lại mô-men xoắn do nhà sản xuất máy cung cấp.
- Nếu tiêu chuẩn tại công trường cho phép, hãy đánh dấu các bu lông sau khi siết chặt để bạn có thể dễ dàng nhận biết khi nào chúng bị lỏng.
Kết quả đầu ra: Các lưỡi dao được đặt phẳng, lực kẹp đều và các bu lông được siết chặt đúng lực.
Hoàn thành khi: Các bề mặt tiếp xúc sạch sẽ và đồng đều, và mô-men xoắn được kiểm chứng chứ không phải ước tính.
Nếu hiện tượng sứt mẻ cứ tái diễn ở cùng một vị trí/vùng, đừng coi đó là vấn đề do vật tư tiêu hao nữa.
Đầu vào: hỏng hóc lặp đi lặp lại hoặc sứt mẻ lệch một bên.
Hoạt động: Kiểm tra độ thẳng hàng và tình trạng cơ khí.
Danh sách kiểm tra:
- Tình trạng ổ trục (độ rơ, lịch sử tiếng ồn, xu hướng nhiệt độ)
- Độ lệch tâm của rôto (nếu có đồng hồ đo độ lệch tâm)
- Các bề mặt lắp đặt dao cắt (các bước mài mòn, biến dạng)
- Vết mài mòn ở ngăn đựng dao Rotor (vị trí đặt dao sẽ thay đổi theo thời gian)
Kết quả đầu ra: Quyết định nên hay không nên: Liệu hình dạng hình học có đủ ổn định để sản xuất dao mới hay không?
Hoàn thành khi: Bạn đã xác nhận rằng hình học nằm trong dung sai của nhà sản xuất hoặc đã xác định được việc sửa chữa cơ khí cần thiết.
Những lỗi thường gặp (và cách khắc phục)
- Đừng Đặt khoảng cách an toàn “bằng cảm giác”. LÀM Đo tại nhiều điểm và ghi lại các kết quả so với thông số kỹ thuật của nhà sản xuất.
- Đừng Sử dụng súng siết bu lông để siết chặt lần cuối. LÀM Sử dụng cờ lê lực đã hiệu chuẩn và tuân theo trình tự siết chặt của nhà sản xuất.
- Đừng Tái sử dụng các bu lông nghi ngờ bị giãn/mòn. LÀM Thay thế ốc vít theo hướng dẫn của nhà sản xuất thiết bị gốc (OEM) và theo dõi quá trình thay thế.
- Đừng Bỏ qua các lỗi lặp đi lặp lại ở một phía của rôto. LÀM Kiểm tra độ thẳng hàng, độ lệch tâm và độ mòn bề mặt lắp đặt trước khi lắp dao mới.
- Đừng Tiếp tục chạy sau khi gặp sự cố tắc đường/va chạm nghiêm trọng. LÀM Dừng lại, kiểm tra và xác nhận lại vị trí/khoảng cách giữa các bộ phận trước khi khởi động lại.
- Đừng Sao chép các thông số mô-men xoắn/khe hở/độ cứng từ máy khác. LÀM Hãy sử dụng thông số kỹ thuật OEM chính xác cho mẫu/phiên bản cụ thể của bạn.
Bước 6: Phân biệt các vấn đề về quy trình với các vấn đề về dao (vấn đề về cấp liệu, cài đặt và chất bẩn)
Nếu dao bị hỏng sớm, hãy tự hỏi: liệu công việc có thay đổi không?
Đầu vào: Thay đổi gần đây về năng suất, hỗn hợp vật liệu hoặc thông số kỹ thuật đầu ra.
Hoạt động: Hãy chú ý đến các sự cố tăng đột biến về tải và các sự kiện gây tác động.
- Thức ăn hỗn hợp có lẫn các tạp chất cứng (kim loại, đá, mảnh vụn thiết bị điện tử nặng) làm tăng nguy cơ va đập.
- Các thiết lập đẩy piston mạnh mẽ có thể tạo ra tải trọng xung kích ở cạnh.
- Việc đẩy tốc độ gia công vượt quá mức cắt ổn định sẽ làm tăng nhiệt độ và ứng suất ở lưỡi cắt.
Kết quả đầu ra: Danh sách điều chỉnh quy trình thực tế.
Hoàn thành khi: Bạn có thể nêu tên 1-2 biến số quy trình quan trọng nhất có khả năng gây ra tải trọng đột ngột.
Bước 7: Lựa chọn vật liệu lưỡi dao máy hủy giấy — khi nào nên thay thép so với việc sửa chữa hệ thống.
Việc lựa chọn vật liệu rất quan trọng, nhưng hiếm khi là yếu tố quyết định. Đầu tiên Cần gạt để kéo. Chỉ thay vật liệu sau khi đã kiểm tra hình học và lắp đặt cho kết quả tốt.
Đầu vào: Đục bỏ lớp phủ nhiều lần sau khi đã dọn sạch và xác minh việc lắp đặt.
Hoạt động: Chọn vật liệu lưỡi dao/xử lý nhiệt phù hợp với mức độ rủi ro khi sử dụng nguyên liệu đầu vào.
Một cách tiếp cận thực tế để suy nghĩ về điều này:
- Rủi ro tác động/ô nhiễm cao → Ưu tiên độ bền và khả năng chống sứt mẻ
- Độ mài mòn cao (nhựa gia cường, cát, sợi) → Ưu tiên khả năng chống mài mòn, nhưng đừng bỏ qua nguy cơ giòn.
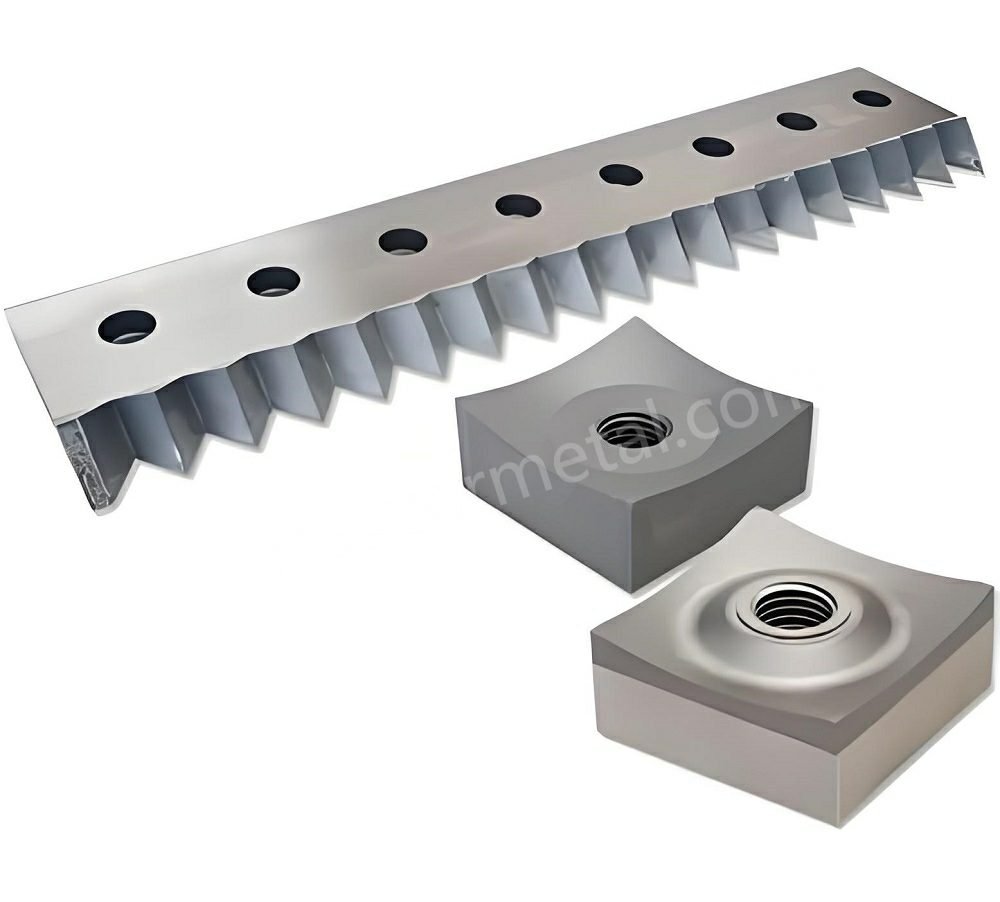
Trong dòng lưỡi dao máy nghiền kim loại MAXTOR METAL, các vật liệu thường được sử dụng bao gồm: SKD-11/D2 và DC53 (Việc lựa chọn nên tuân theo các yêu cầu của ứng dụng và nhà sản xuất thiết bị gốc).
Nếu bạn đang chuyển đổi vật liệu, hãy yêu cầu:
- chứng nhận vật liệu cho mỗi lô hàng
- Khả năng truy xuất nguồn gốc xử lý nhiệt (bằng chứng kiểm soát quy trình)
- Hồ sơ kiểm tra đầu vào, trong quá trình sản xuất và cuối cùng (nếu có)
Để tăng độ tin cậy của các thử nghiệm vật liệu, cần thống nhất về... Những gì được đo và những phương pháp thử nghiệm nào được sử dụng? (Thông số kỹ thuật/thiết kế của nhà sản xuất thiết bị gốc (OEM) có thể yêu cầu các tiêu chuẩn khác nhau):
- Giấy chứng nhận thành phần hóa học / vật liệu (truy xuất nguồn gốc theo số lô sản xuất)
- Kiểm tra độ cứng (ví dụ: kiểm tra độ cứng Rockwell) Bộ tiêu chuẩn ISO 6508)
- Độ bền va đập khi hiện tượng vỡ vụn là nguyên nhân chính gây hỏng (ví dụ: thử nghiệm va đập Charpy). ISO 148-1)
- Kiểm tra cấu trúc vi mô/phân tích cấu trúc kim loại nếu nghi ngờ về tính nhất quán của quá trình xử lý nhiệt.
- Kiểm tra kích thước và chuẩn bị cạnh (sửa đổi bản vẽ + dung sai + định nghĩa chuẩn bị cạnh)
Quan trọng: Không sao chép các thông số độ cứng/mô-men xoắn/khe hở từ các máy khác. Hãy sử dụng thông số kỹ thuật của nhà sản xuất gốc (OEM) và xác thực kết quả trong thử nghiệm có kiểm soát (số giờ đến khi phôi đầu tiên được gia công, số tấn phôi được gia công, tần suất thay phôi).
Kết quả đầu ra: Kế hoạch thử nghiệm vật liệu có kiểm soát.
Hoàn thành khi: Bạn có thể nêu rõ những thay đổi, lý do tại sao chúng có ích và chỉ số nào sẽ chứng minh sự thành công (số giờ để sản xuất chip đầu tiên, số tấn chip được xử lý, tần suất chuyển đổi).
Bước 8: Xây dựng kế hoạch phòng ngừa nhằm giảm thiểu thời gian ngừng hoạt động ngoài dự kiến.
Hãy sử dụng điều này như một thói quen hàng tuần/hàng tháng.
Kiểm soát hoạt động
- Xác định rõ các chất gây ô nhiễm "không được cắt nhỏ" và thực thi việc sàng lọc ở khâu đầu nguồn bất cứ khi nào có thể.
- Hãy coi các sự cố kẹt máy là nguyên nhân gốc rễ gây ra vấn đề, chứ không phải là tiếng ồn thông thường trong quá trình sản xuất.
Kiểm soát bảo trì
- Chuẩn hóa phương pháp xác minh và ghi chép thông tin về việc cấp phép.
- Nếu phát hiện bu lông bị giãn/mài mòn, hãy tiêu chuẩn hóa khoảng thời gian thay thế bu lông.
- Hãy giữ sẵn một bộ các miếng đệm/kẹp linh kiện đã được kiểm tra chất lượng tốt để thay thế nhanh chóng.
Kiểm soát quy trình mua sắm (làm thế nào để ngăn chặn các lỗi lặp đi lặp lại do sự khác biệt từ nhà cung cấp)
- Khóa thông số kỹ thuật: bản sửa đổi bản vẽ, dung sai, chuẩn bị cạnh và tiêu chuẩn vật liệu.
- Yêu cầu truy xuất nguồn gốc: chứng nhận vật liệu và bằng chứng kiểm tra.
- Hãy duy trì lượng hàng tồn kho an toàn tương ứng với thời gian giao hàng thực tế và tỷ lệ hỏng hóc.
Vị trí lắp đặt MAXTOR METAL (tùy chọn)
Nếu hình ảnh lỗi cho thấy các vấn đề về độ khớp/tương thích, sự không phù hợp về vật liệu hoặc chất lượng lô hàng không nhất quán, việc hợp tác với nhà cung cấp hỗ trợ sản xuất theo yêu cầu từ bản vẽ/phác thảo/hình ảnh và cung cấp các điểm kiểm tra chất lượng được ghi lại sẽ rất hữu ích.
MAXTOR METAL cung cấp các loại lưỡi dao công nghiệp và bộ dao máy nghiền tùy chỉnh với hỗ trợ OEM/ODM và các bước kiểm tra có cấu trúc (kiểm tra sản phẩm mẫu đầu tiên, kiểm tra nguyên liệu đầu vào, kiểm tra trong quá trình sản xuất và kiểm tra cuối cùng). Xem trang sản phẩm của họ để biết thêm chi tiết:
- lưỡi dao máy cắt kim loại MAXTOR
- Máy nghiền trục đơn với lưỡi dao quay/động cơ
- Máy cắt trục đơn với lưỡi dao cố định/đế/giường
Câu hỏi thường gặp
Cách nhanh nhất để giảm hiện tượng vụn gỗ do lưỡi dao máy nghiền trục đơn gây ra là gì?
Hãy bắt đầu với những bước cơ bản có thể lặp lại: ghi lại mô hình lỗi, sau đó kiểm tra khe hở dao đối trọng và độ siết/lực momen xoắn của dao theo thông số kỹ thuật của nhà sản xuất. Nếu những yếu tố này không nhất quán, việc thay đổi vật liệu thường sẽ không khắc phục được nguyên nhân gốc rễ.
Khoảng cách giữa dao cắt và mặt bàn không chính xác có thực sự gây ra hiện tượng sứt mẻ không?
Đúng vậy. Khe hở quá nhỏ có thể gây quá tải cục bộ và va chạm cạnh. Khe hở quá lớn có thể làm tăng nguy cơ rách và tải trọng va đập. Trong cả hai trường hợp, cạnh sẽ chịu ứng suất bất thường có thể gây ra hiện tượng sứt mẻ.
Hiện tượng sứt mẻ có phải luôn do các chất bẩn cứng gây ra không?
Không phải lúc nào cũng vậy. Chất bẩn là nguyên nhân phổ biến, nhưng việc sứt mẻ lặp đi lặp lại ở cùng một phía/vùng thường cho thấy sự lệch trục, độ lệch tâm hoặc việc lắp đặt/kẹp không nhất quán.
Chúng ta có nên chuyển sang loại thép cứng hơn để tránh bị sứt mẻ không?
Độ cứng có thể cải thiện khả năng chống mài mòn, nhưng hiện tượng vỡ vụn thường là vấn đề về độ dẻo dai—đặc biệt là trong môi trường cấp liệu hỗn hợp có va đập. Hãy coi việc thay đổi vật liệu như một thử nghiệm có kiểm soát sau khi các kiểm tra cơ học đã được xác nhận.
Chúng ta nên yêu cầu nhà cung cấp những gì để tránh hỏng hóc sớm?
Hãy yêu cầu khả năng truy xuất nguồn gốc và tính lặp lại: chứng nhận vật liệu, bằng chứng xử lý nhiệt, các bước kiểm tra và kiểm soát bản vẽ/dung sai rõ ràng. Kiểm soát nguồn cung ứng chính là kiểm soát thời gian ngừng hoạt động.
Các bước tiếp theo
Nếu bạn muốn chẩn đoán nguyên nhân gốc rễ nhanh hơn, hãy chia sẻ (1) ảnh chụp cạnh bị sứt mẻ, (2) hỗn hợp nguyên liệu của bạn và (3) bản vẽ dao hoặc kích thước chính. Chúng tôi có thể đề xuất một chuỗi kiểm tra thực tế và danh sách rút gọn các lựa chọn vật liệu tập trung vào việc giảm thời gian ngừng hoạt động ngoài kế hoạch.
Tài liệu tham khảo (các tiêu chuẩn được đề cập)
- ISO 6508-1 — Vật liệu Metallic — Thử nghiệm độ cứng Rockwell — Phần 1: Phương pháp thử nghiệm (Trang theo tiêu chuẩn ISO): https://www.iso.org/standard/70460.html
- ISO 148-1 — Vật liệu Metallic — Thử nghiệm va đập con lắc Charpy — Phần 1: Phương pháp thử nghiệm (Trang theo tiêu chuẩn ISO): https://www.iso.org/standard/63802.html
Lưu ý: Thông số kỹ thuật của nhà sản xuất thiết bị gốc (OEM) hoặc bản vẽ của khách hàng có thể yêu cầu thêm các bộ phận (kiểm tra máy móc, khối tham chiếu, chuẩn bị mẫu) hoặc các tiêu chuẩn thay thế. Luôn luôn điều chỉnh các tiêu chí chấp nhận phù hợp với thông số kỹ thuật kiểm soát.
Tác giả
Tommy Tang — Kỹ sư bán hàng cấp cao, Công nghiệp kim loại Nam Kinh
- 12 năm kinh nghiệm trong lĩnh vực ứng dụng và cung ứng lưỡi dao công nghiệp.
- Chứng nhận: CSE, CME, Đai xanh Six Sigma, PMP
- Trang web: https://maxtormetal.com/
2 bình luận