Kích thước hạt đầu ra ổn định không phải là điều "nên có". Đó là điều bảo vệ ba yếu tố bạn cảm nhận được trong mỗi ca làm việc: năng suất, năng lượng và chất lượng sản phẩm cuối cùng. Khi kích thước hạt thay đổi, lưới lọc sẽ hoạt động không đồng đều, dòng điện tăng cao, và bước tiếp theo (dây chuyền rửa, phân loại bằng khí, tạo hạt, tạo viên hoặc phân loại) bắt đầu phải đối mặt với sự biến động thay vì hoạt động ổn định.
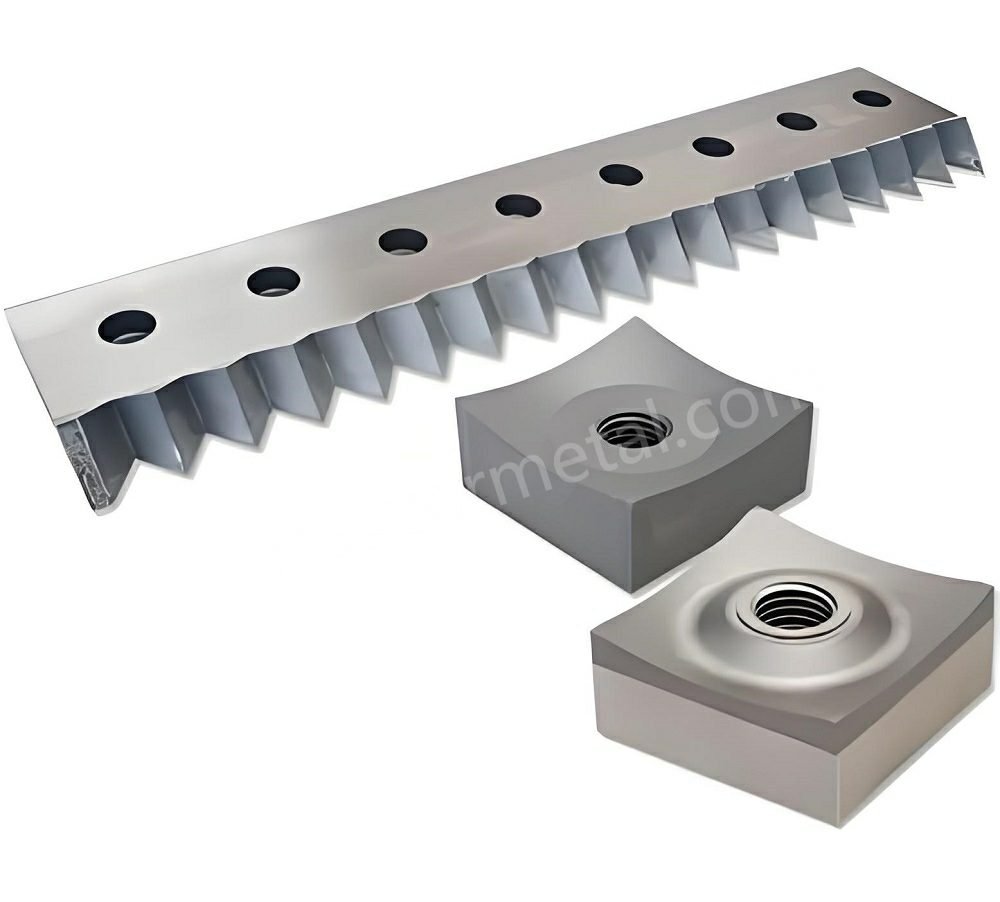
Lưỡi dao thay thế cho máy hủy giấy không chỉ thay đổi "cảm giác máy sắc bén" mà còn thay đổi hình dạng cắt thực tế: đường kính cắt, độ dày lưỡi dao và khoảng cách giữa lưỡi dao và lưỡi đối diện, những yếu tố quyết định liệu bạn đang cắt sạch sẽ hay làm rách, làm nhòe và tạo ra các mảnh vụn nhỏ.
Hướng dẫn này được xây dựng để giúp bạn lựa chọn dao thay thế và dao đối trọng sao cho sản lượng ổn định trên các hệ thống trục đơn thông dụng như Vecoplan, WEIMA và Lindner. Mục tiêu rất đơn giản: kích thước dự đoán được, kWh/tấn dự đoán được, thời gian hoạt động dự đoán được.
Xác nhận độ vừa vặn và dung sai.
| Những điều cần kiểm tra | Tại sao điều này lại quan trọng đối với kích thước đầu ra ổn định? | Cách xác minh (thực tế) | Ghi lại để có thể lặp lại. |
|---|---|---|---|
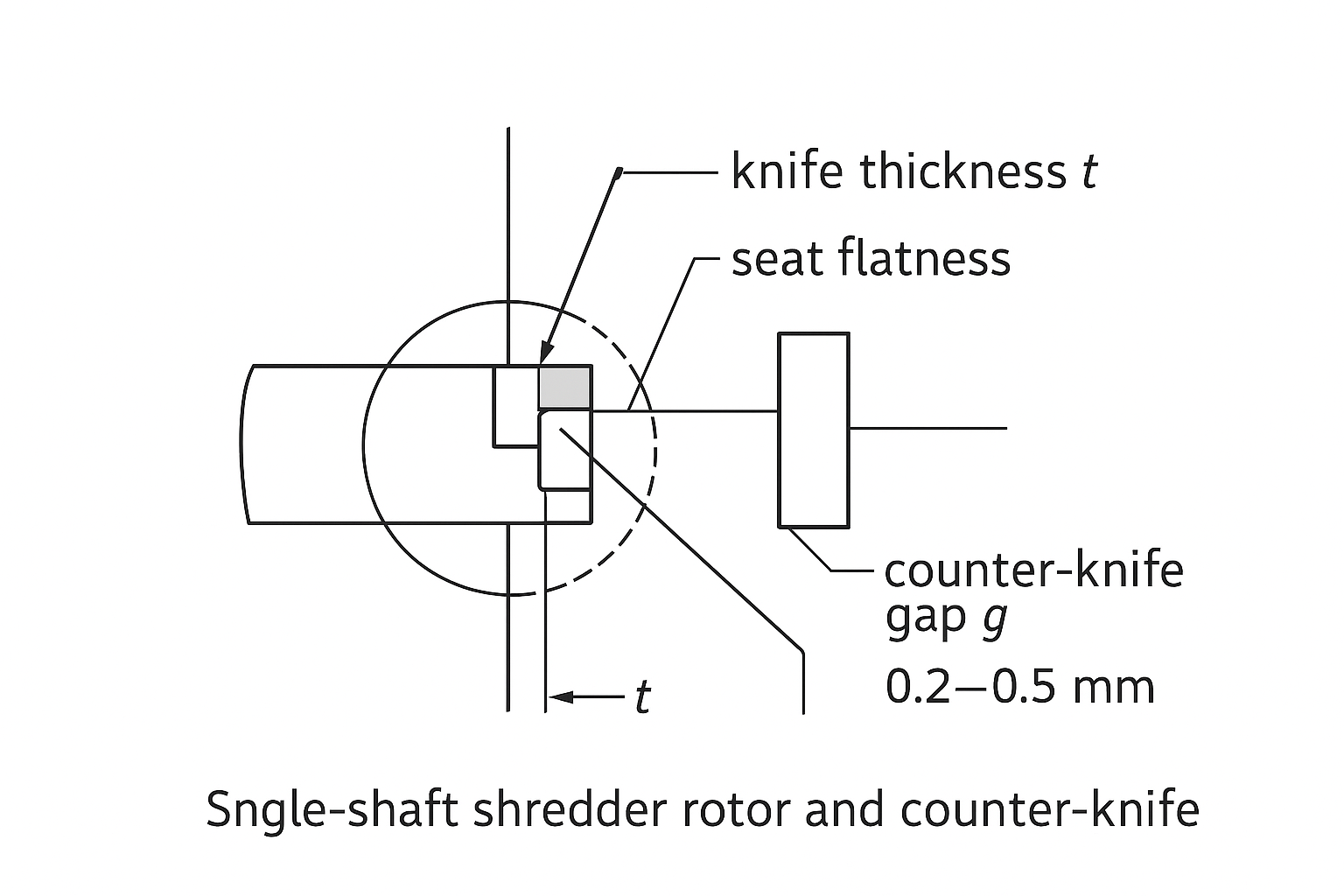
| Độ dày của lưỡi dao (mỗi lưỡi dao) | Độ dày làm dịch chuyển đường tròn cắt và thay đổi khoảng cách cắt có thể đạt được. | Đo bằng thước đo micromet; phân loại thành các bộ tương ứng. | Khoảng độ dày cho mỗi bộ; bộ nào đã được lắp đặt |
| Độ phẳng + tiếp xúc với ghế | Hiện tượng nâng vi mô tạo ra sự thay đổi khe hở trên toàn chiều rộng rôto và gây ra tải trọng không đều. | Kiểm tra độ tiếp xúc giữa đá mài sáng và chất làm xanh/mực đánh dấu trên ghế; kiểm tra độ lung lay bằng que thăm dò. | Ghi chú về tình trạng ghế; biện pháp khắc phục |
| Vị trí lỗ/rãnh và mốc chuẩn của hốc | Những thay đổi nhỏ về điểm chuẩn sẽ làm dịch chuyển lưỡi dao so với dao đối trọng. | Kiểm tra nhanh kích thước so với bản vẽ/mẫu; xác minh sự ăn khớp của bu lông. | Mã số báo cáo kiểm tra; ghi chú về sự không phù hợp |
| Kiểu và vị trí của dao phản công | Điểm chuẩn cố định xác định đường trượt; sự không khớp gây ra hiện tượng rách/mảnh vụn. | Kiểm tra kiểu dáng (bậc thang/thẳng) và cách lắp đặt; xác nhận sự thẳng hàng. | Mã số nhận dạng bộ phận dao cắt; ghi chú vị trí |
| Cắt khoảng trống (nhiều điểm theo chiều rộng) | Tính nhất quán của khoảng cách quan trọng hơn con số danh nghĩa. | Dùng thước đo khe hở hoặc đồng hồ đo độ chính xác để kiểm tra tại nhiều vị trí; xác nhận lại sau khi siết chặt. | Số liệu đo khoảng trống theo trạm/ngày |
| Xếp chồng các miếng đệm theo từng trạm | Các miếng đệm là các bộ phận được kiểm soát trong chuỗi dung sai. | Đo độ dày của miếng đệm; giữ các bó miếng đệm theo từng trạm. | Bản đồ Shim plan + bản đồ nhà ga |
| Tình trạng bu lông + phương pháp siết lực | Sự suy giảm mô-men xoắn làm thay đổi khe hở dưới tải trọng và có thể trở thành nguy cơ gây hỏng hóc. | Cờ lê lực đã hiệu chuẩn; kiểu siết chặt lặp lại; kiểm tra lại sau khi chạy thử nếu nhà sản xuất thiết bị gốc (OEM) yêu cầu. | Thông số/nguồn mô-men xoắn; ngày hiệu chuẩn dụng cụ |
| Báo cáo độ cứng + truy xuất nguồn gốc xử lý nhiệt | Độ cứng hỗn hợp dẫn đến các kiểu hỏng hóc hỗn hợp (mài mòn so với sứt mẻ). | Yêu cầu bản đồ độ cứng + mã lô hàng; kiểm tra ngẫu nhiên nếu cần. | Số MTC/mẻ/lô; mã số báo cáo độ cứng |
Lưu ý: Luôn xác nhận khe hở và mô-men xoắn mục tiêu cụ thể của máy trong sách hướng dẫn của nhà sản xuất và kết quả đo đạc thực tế. Danh sách kiểm tra trên nhằm mục đích cải thiện tính lặp lại, chứ không thay thế các cài đặt của nhà sản xuất.
Nếu độ ổn định kích thước là chỉ số KPI của bạn, thì sự phù hợp không chỉ đơn thuần là "liệu nó có thể bắt vít vào được không". Sự phù hợp là liệu mỗi lưỡi dao có nằm trong cùng một vòng tròn cắt, giữ được mô-men xoắn và duy trì khoảng cách đồng đều trên toàn bộ rôto hay không.
Phù hợp giữa các mẫu và giao diện (dung sai lưỡi dao máy nghiền)
Hãy bắt đầu với các chi tiết giao diện cơ khí kiểm soát khả năng lặp lại:
- Loại dao rotor (loại đặc hay loại có thể thay thế/lắp ghép) và cách kẹp dao (nêm, thanh kẹp, bu lông).
- Kiểu bố trí lỗ và hình dạng rãnh (lỗ cố định so với rãnh dài để điều chỉnh).
- Thiết kế ngăn/vị trí đựng dao (vị trí phẳng, vị trí bậc thang hoặc ngăn có các chi tiết định vị).
- Kiểu dao đối diện (một hoặc nhiều dao đối diện; dao đối diện bậc thang so với dao đối diện thẳng).
Nếu bạn đang so sánh các máy Vecoplan/WEIMA/Lindner, đừng cho rằng “cùng chiều dài” có nghĩa là “cùng độ khít”. Hai lưỡi dao có thể có cùng chiều dài/chiều rộng nhưng hoạt động khác nhau nếu điểm chuẩn của đế, kiểu bố trí bu lông hoặc hình dạng hốc làm dịch chuyển vòng cắt đi vài phần mười milimet.
Kiểm soát độ dày và độ phẳng
Độ dày của dao và độ phẳng của đế là các hệ số dung sai.
- Sự thay đổi độ dày Việc thay đổi đường kính cắt hiệu quả và khoảng cách có thể đạt được. Việc trộn lẫn độ dày dao trong cùng một rotor là một trong những cách nhanh nhất gây ra hiện tượng sai lệch kích thước (và rung động).
- Độ phẳng Điều này quan trọng vì một con dao không nằm phẳng sẽ không giữ được mô-men xoắn đều. Độ nâng nhỏ ở một đầu sẽ dẫn đến sự thay đổi khe hở trên toàn bộ chiều rộng của rôto.
Kiểm tra đơn giản giúp ngăn ngừa đau đầu:
- Đo độ dày của từng con dao và phân loại thành từng nhóm (không trộn lẫn những con dao "gần giống nhau").
- Kiểm tra bề mặt tiếp xúc giữa các lưỡi dao và các rãnh tiếp xúc giữa các lưỡi dao xem có vết lõm, ăn mòn và gờ nổi hay không.
- Coi các miếng đệm là các bộ phận được kiểm soát, chứ không phải là "cái nào vừa thì dùng". Ghi lại độ dày của miếng đệm cho từng vị trí.
Đặt đường tròn cắt và khoảng cách.
Độ ổn định kích thước đầu ra của bạn phụ thuộc vào hai vòng tròn và một khoảng trống:
- Hình tròn cắt: bán kính tối đa mà các lưỡi dao quay quét được.
- Vị trí phản công: điểm chuẩn cố định của cạnh cắt.
- Cắt khoảng cáchKhoảng cách giữa lưỡi dao đang quay và dao đối diện.
Khe hở lặp lại được tạo ra từ sự sắp xếp có kiểm soát – độ dày của dao, tình trạng đế, miếng đệm và vị trí của dao đối trọng đều giúp bạn đạt được mục tiêu.
Điểm chínhNếu bạn không thể duy trì khe cắt ổn định dọc theo toàn bộ chiều rộng của rôto, bạn sẽ không thể duy trì kích thước sản phẩm đầu ra ổn định — bất kể bạn lắp đặt loại lưới lọc nào.
Chọn loại thép và độ cứng

Việc lựa chọn loại thép thực chất là quyết định về kiểu hỏng hóc. Bạn muốn lưỡi cưa mòn dần (có thể dự đoán được), hay bị sứt mẻ/nứt (đột ngột), hay bị biến dạng/cuộn tròn (tăng năng lượng đột ngột + thay đổi kích thước)? Hãy chọn vật liệu và độ cứng sao cho kiểu hỏng hóc chủ yếu phù hợp với luồng công việc của bạn.
D2 cho dòng chảy mài mòn
Thép D2 (và các loại thép công cụ có hàm lượng cacbon và crom cao tương tự) là lựa chọn phổ biến khi mài mòn là vấn đề chính:
- Khả năng chống mài mòn tốt đối với nhựa bẩn, RDF/SRF, gỗ có lẫn sạn và vật liệu tái chế hỗn hợp có lẫn tạp chất khoáng là điều bình thường.
- Có xu hướng thất bại do mài mòn cạnh tiến triển thay vì biến dạng dẻo.
Vấn đề mà D2 gây ra là do tác động. Nếu dòng nước của bạn thường xuyên có lẫn kim loại vụn hoặc các tạp chất cứng (đồ điện tử thải loại, ô nhiễm kim loại hỗn hợp), bạn có thể thấy hiện tượng sứt mẻ ở mức độ cứng cao hơn.
H13 nơi các quy tắc tác động
H13 là dòng sản phẩm được ưa chuộng khi độ bền và khả năng chống va đập là ưu tiên hàng đầu:
- Có khả năng hấp thụ các lực va đập tốt hơn (các vật thể cứng, va chạm kim loại ngẫu nhiên) mà không bị sứt mẻ.
- Đây thường là lựa chọn tốt hơn khi những con dao hiện tại của bạn bị gãy góc thay vì chỉ "bị mòn".
Nhược điểm là tuổi thọ của lưỡi cưa trong các dòng chảy có độ mài mòn cao. Nếu mài mòn là yếu tố chủ đạo, lưỡi cưa H13 có thể bị cùn nhanh hơn và làm tăng lượng điện năng tiêu thụ (kWh/tấn) do độ sắc bén giảm.
Thép PM có tuổi thọ cao
Thép công cụ luyện kim bột (PM) có thể mang lại tuổi thọ cao hơn và lưỡi cắt ổn định hơn khi bạn vận hành các dây chuyền sản xuất năng suất cao và muốn giảm thiểu số lần thay dao.
Trong những trường hợp chúng có ý nghĩa:
- Bạn có nguồn nguyên liệu đầu vào ổn định và có thể biện minh cho chi phí dao cắt cao hơn bằng việc giảm thời gian ngừng hoạt động.
- Bạn đang theo dõi khối lượng hàng hóa giữa các chu kỳ quay và có thể chứng minh rằng khoảng thời gian dài hơn sẽ làm giảm tổng chi phí.
Những điểm có thể gây thất vọng:
- Dòng chảy này khó dự đoán (các sự kiện va chạm chiếm ưu thế).
- Các chi tiết như đế, miếng đệm hay điều chỉnh khe hở không được kiểm soát — bởi vì thép cao cấp không thể khắc phục được sự xếp chồng kém chất lượng.
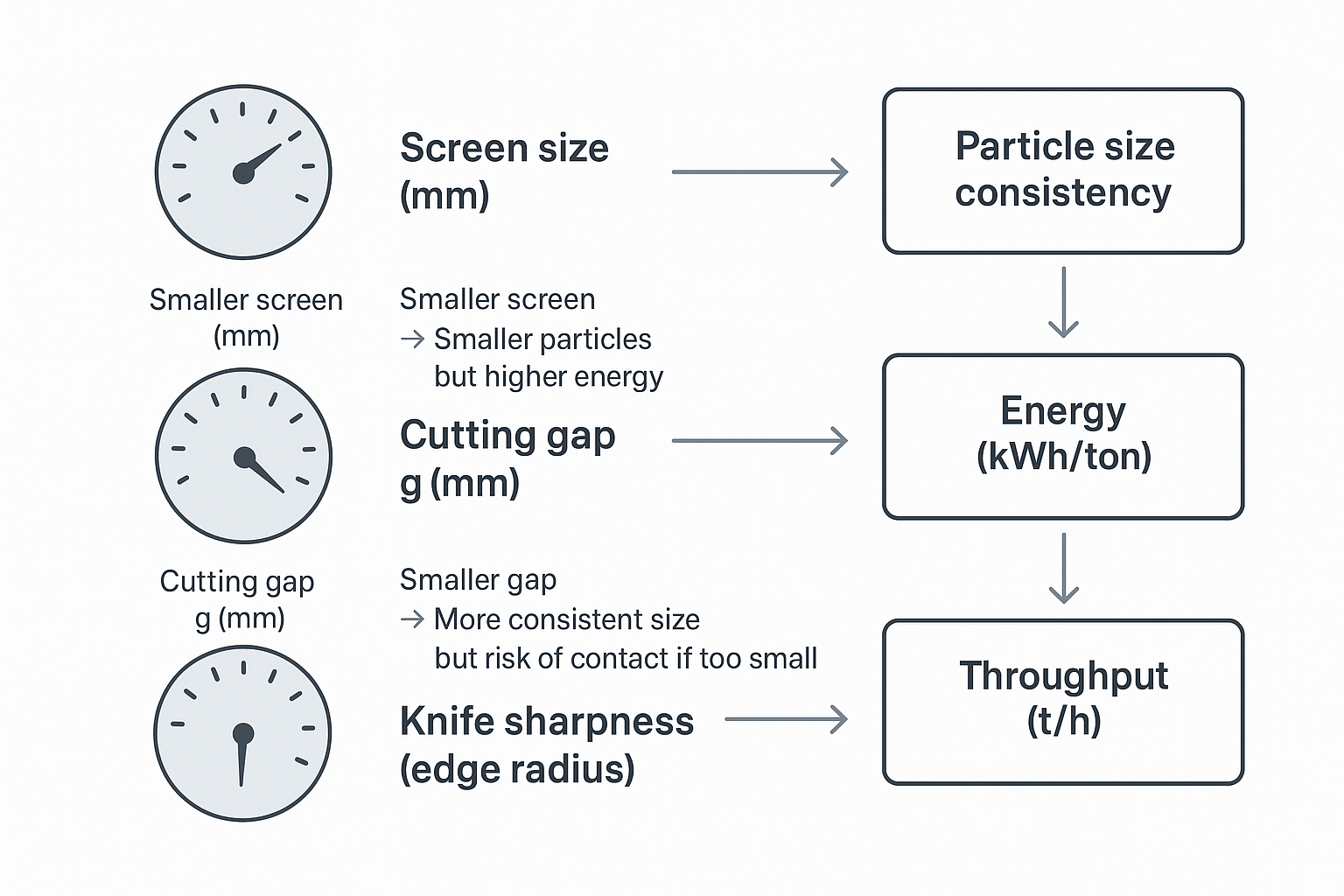
Ổn định kích thước và năng lượng
Tính ổn định của kích thước đầu ra là một đặc tính của hệ thống. Lưỡi dao, khe hở, lưới lọc và các thiết lập vận hành hoặc hỗ trợ lẫn nhau—hoặc chúng xung đột với nhau.
Sự tương tác giữa màn hình và độ sắc nét
Màn hình là yếu tố giới hạn cứng nhắc về kích thước tối đa. Nhưng khi lưỡi dao cùn, máy sẽ chuyển từ việc cắt sạch sang xé và đẩy.
Sự thay đổi đó thể hiện ở các khía cạnh sau:
- nhiều sợi nhỏ hơn và nhiều "sợi dài" hơn (tùy thuộc vào loại polymer và nhiệt độ),
- Tăng cường tuần hoàn không khí tại màn hình.
- cường độ dòng điện và nhiệt độ cao hơn,
- Hiệu suất thực tế thấp hơn.
Nếu kích thước ảnh in ra thay đổi theo thời gian, thường thì không phải do màn hình thay đổi mà là do độ sắc nét và khoảng cách giữa các ảnh thay đổi do hao mòn.
Cắt các khe hở mục tiêu (0,2–0,5 mm)
Các nhà sản xuất thiết bị gốc (OEM) và người vận hành liên tục nhấn mạnh rằng khe hở cắt nhỏ là yếu tố then chốt đối với hiệu suất cắt và sản lượng đồng nhất. Ví dụ, các thông tin sản phẩm của Vecoplan nhấn mạnh việc giữ cho khe hở cắt nhỏ và có thể điều chỉnh được để duy trì hiệu suất và chất lượng sản lượng (xem bài viết năm 2022 của RecyclingInside về bản cập nhật VAZ của Vecoplan: Vecoplan cải tiến giải pháp nghiền phế liệu VAZ đã được chứng minh hiệu quả (2022)).
Theo một cẩm nang ngành, như một tiêu chuẩn thực tiễn, 0,2–0,5 mm như một phạm vi mục tiêu khoảng cách giữa dao và lưới lọc cho máy nghiền trục đơn (Wiscon, 2025: Mục tiêu khoảng cách giữa dao và lưới lọc (0,2–0,5 mm)Hãy coi những phạm vi như thế này như điểm khởi đầu — sau đó xác minh xem sách hướng dẫn của nhà sản xuất thiết bị gốc (OEM) và kết quả đo đạc của bạn cho phép những gì.
Điều quan trọng đối với sự ổn định về quy mô không phải là con số cụ thể mà là liệu bạn có thể làm được điều đó hay không:
- Giữ khe hở đều khắp chiều rộng của rôto.
- Bảo trì nó sau khi siết chặt và sau các chu kỳ nhiệt.
- Khôi phục lại nhanh chóng sau mỗi lần xoay/mài lại.
tốc độ đầu cần và độ sâu khi cắn
Ngay cả với những con dao "phù hợp", bạn vẫn có thể làm mất ổn định kích thước (và làm tăng đột biến năng lượng) nếu máy bị ép phải cắt quá sâu.
Hãy suy nghĩ theo hai hướng:
- Tốc độ đầu ngón tay (Được thiết lập bởi tốc độ quay của rôto và đường kính cắt): ảnh hưởng đến cách dao cắt tiếp xúc với vật liệu và tốc độ cắt.
- độ sâu cắn (Lượng vật liệu được đưa ra mỗi lần dao cắt): phụ thuộc vào tốc độ cấp liệu, áp lực đẩy và hình dạng hình học của vật liệu.
Khi độ sâu cắn quá lớn so với tình trạng cạnh và khe hở:
- rôto bị quá tải,
- Máy này xé thay vì cắt.
- Các hạt trở nên kém đồng nhất hơn.
- Giá kWh/tấn tăng.
Nếu hệ thống điều khiển của bạn cho phép, hãy ổn định độ sâu khi cắn mồi trước (độ đồng đều của thức ăn, áp lực đẩy, tránh "cho ăn từng đợt"), sau đó điều chỉnh lưới lọc và khoảng cách giữa các lưỡi dao.
Lập kế hoạch thời gian hoạt động và bảo trì
Việc duy trì kích thước ổn định dễ dàng nhất khi công tác bảo trì được lên kế hoạch, có thể lặp lại và được ghi chép lại. Ngay khi việc xoay và điều chỉnh miếng đệm trở thành "kiến thức truyền miệng", sản lượng của bạn sẽ bị sai lệch—thường là đúng vào lúc dây chuyền bận rộn nhất.
Chu trình xay lại và xoay
Hãy lập kế hoạch luân chuyển dao sao cho phù hợp với cách dao của bạn thường bị hỏng:
- Nếu bạn thấy hiện tượng mài mòn dần (bán kính cạnh tăng lên), hãy lên kế hoạch mài lại dựa trên khối lượng hàng hóa và xu hướng tiêu thụ năng lượng (sự gia tăng kWh/tấn là một dấu hiệu sớm).
- Nếu thấy hiện tượng sứt mẻ, hãy giảm thiểu tác động (nam châm, gắp, kiểm soát lượng vật liệu cấp vào) và xem xét lại độ cứng/chất liệu thép.
Một tài liệu tham khảo công khai đề cập đến việc lật dao theo từng khoảng trọng tải (ví dụ: 200–600 tấn tùy thuộc vào dòng chảy) như một yếu tố kích hoạt bảo trì thực tế (Wiscon, 2025). Khoảng thời gian thực tế của bạn nên được xác định từ dữ liệu của tuyến vận hành.
Bộ phận thay thế nhanh và miếng đệm
Nếu bạn muốn kích thước đầu ra trở lại "giống như cũ" sau khi thay đổi, hãy coi dao và miếng đệm như một bộ phận đồng bộ.
Một cách tiếp cận thực tế để thay đổi nhanh chóng:
- Chuẩn bị sẵn các bộ dao (cùng độ dày) cho toàn bộ rôto.
- Đóng gói mỗi bộ gồm chính xác các miếng đệm cần thiết để tạo ra vòng cắt và khe hở mục tiêu.
- Bao gồm một phiếu kiểm tra đơn giản: phạm vi độ dày, kiểm tra độ phẳng, mã số báo cáo độ cứng và danh sách kiểm tra mô-men xoắn.
Đây cũng là nơi mà quy trình của nhà cung cấp có thể giảm thiểu sự biến động mà không cần biến thành lời chào hàng. Ví dụ: KIM LOẠI MAXTOR Hỗ trợ các chương trình thay thế, trong đó bộ dao có thể được cung cấp dưới dạng gói định lượng (dao + miếng đệm) kèm theo các tài liệu kiểm soát chất lượng hỗ trợ, và họ có thể điều phối các bước vận chuyển xuyên biên giới và nhập khẩu để bộ phận mua hàng không phải làm lại quy trình mỗi khi đặt hàng lại (xem thuật ngữ và phạm vi bảo hành lưỡi dao của họ trên trang web). máy nghiền trục đơn lưỡi cố định trang).
An toàn, mô-men xoắn, chăm sóc ghế ngồi
Tính ổn định về kích thước bắt đầu từ việc lắp ráp an toàn và có thể lặp lại.
- Khóa an toàn và xác minh trạng thái không có năng lượng (cơ học, thủy lực, năng lượng dự trữ).
- Làm sạch và mài nhẹ các chỗ ngồi nếu cần; loại bỏ các gờ tạo ra mô-men xoắn giả.
- Hãy sử dụng dụng cụ đo momen xoắn đã được hiệu chuẩn và một quy trình siết chặt có thể lặp lại.
- Nếu quy trình của nhà sản xuất yêu cầu, hãy kiểm tra lại mô-men xoắn sau một thời gian chạy rà ngắn.
⚠️ Cảnh báoMột chỗ đặt dao "hơi nhô lên" trước hết là vấn đề về khe hở, và thứ hai là nguy cơ hỏng hóc bu lông/dao. Hãy coi tình trạng chỗ đặt dao là một bộ phận quan trọng, chứ không phải là vấn đề thẩm mỹ.
Kiểm tra chất lượng và sự tuân thủ.
Các vấn đề về nguồn cung ứng thường biểu hiện trên máy móc dưới dạng các vấn đề về quy trình. Nếu bạn muốn kích thước sản phẩm đầu ra ổn định, hãy yêu cầu bằng chứng cho thấy các dao bạn lắp đặt có chất lượng đồng nhất.
Báo cáo MTC và độ cứng
Yêu cầu tối thiểu:
- MTC (Giấy chứng nhận kiểm tra nhà máy) Đối với mác thép.
- Hồ sơ xử lý nhiệt hoặc mã số lô hàng.
- Báo cáo độ cứng kèm vị trí đo.
Mục tiêu là tính nhất quán giữa các lô sản phẩm, chứ không phải là một "con số cao" duy nhất. Độ cứng mà không có sự kiểm soát quy trình thường dẫn đến các kiểu hỏng hóc hỗn hợp (một số dao bị mòn, một số bị sứt mẻ).
Kiểm tra kích thước
Hãy yêu cầu các điểm kiểm tra kích thước liên quan trực tiếp đến hình dạng cắt:
- độ dày (với giá trị tối thiểu/tối đa và kế hoạch lấy mẫu)
- độ phẳng
- vị trí lỗ / hình dạng rãnh
- Tính nhất quán về hình dạng cạnh (nếu có)
Sau đó, xác minh ngay khi nhận hàng bằng cách kiểm tra nhanh (đo tại chỗ + kiểm tra trực quan tiếp xúc ghế). Bạn không cần phòng thí nghiệm đo lường chuyên nghiệp—chỉ cần một phương pháp bài bản.
Khả năng truy xuất nguồn gốc và tuân thủ REACH/RoHS
Khả năng truy vết giúp bạn nhanh chóng xác định vấn đề:
- Số lô/mẻ nấu để gán cho bộ dao.
- Mã số báo cáo kiểm tra
- Nhãn bao bì phù hợp với tài liệu
Đối với nhiều nhà máy, REACH/RoHS chỉ là một yêu cầu để nhà cung cấp đáp ứng đủ điều kiện. Việc cập nhật hồ sơ này dễ dàng hơn nhiều so với việc phải theo đuổi việc tuân thủ sau khi dây chuyền sản xuất ngừng hoạt động.
Tính toán thời gian giao hàng và tổng chi phí sở hữu (TCO) cho lưỡi dao máy cắt thay thế
Nếu bạn chỉ đánh giá lưỡi dao máy hủy giấy thay thế dựa trên giá mua, bạn sẽ bỏ qua những yếu tố chi phí thực sự quan trọng: thời gian ngừng hoạt động và năng lượng tiêu thụ.
Hàng có sẵn so với hàng đặt làm theo yêu cầu
Một sự phân chia thực tế:
- Cổ phần Điều này hợp lý đối với các hình dạng hình học tiêu chuẩn mà bạn thường xuyên thay đổi.
- Sản xuất theo đơn đặt hàng Điều này có ý nghĩa khi độ vừa vặn cần được tinh chỉnh (ghế tùy chỉnh, kiểu bắt vít đặc biệt) hoặc khi vật liệu/xử lý nhiệt được điều chỉnh cho một dòng sản phẩm cụ thể.
Rủi ro không nằm ở việc "tùy chỉnh". Rủi ro là thay đổi hình học mà không kiểm soát được cấu trúc xếp lớp và tài liệu.
Mô hình TCO và thử nghiệm ROI
Mô hình TCO đơn giản trên mỗi tấn:
- Chi phí dao trên mỗi tấn = (chi phí bộ dao) / (số tấn được xử lý trên mỗi tuổi thọ lưỡi dao)
- Chi phí thời gian ngừng hoạt động trên mỗi tấn = (số giờ chuyển đổi × chi phí dây chuyền trên mỗi giờ) / (số tấn giữa các lần chuyển đổi)
- Chi phí năng lượng trên mỗi tấn = (kWh/tấn × giá điện)
Thử nghiệm ROI của bạn không cần phải phức tạp:
- Vận hành một bộ dao được kiểm soát với nhóm độ dày và kế hoạch điều chỉnh đã được ghi chép đầy đủ.
- Giữ nguyên cài đặt màn hình và hệ điều hành.
- So sánh xu hướng kWh/tấn, sản lượng và phân bố kích thước trong cùng một khoảng trọng lượng.
Dữ liệu bạn nên ghi lại
Hãy ghi lại những điều bạn sẽ ước mình đã có sau này:
- Mã số bộ dao + mác thép + phạm vi độ cứng
- đã lắp đặt khe cắt (theo từng trạm nếu cần) và chồng miếng đệm
- loại màn hình và kích thước khẩu độ
- tấn được xử lý, kWh/tấn, thông lượng (tấn/giờ)
- Ghi chú về các kiểu hỏng hóc (mài mòn, sứt mẻ, lăn, lỏng bu lông)
Đây chính là điều biến cảm giác "nhàm chán" thành một khoảng thời gian bảo trì mà bạn có thể lên kế hoạch.
Tài liệu tham khảo và đọc thêm
- RecycledInside (2022), Vecplan cải tiến giải pháp nghiền VAZ đã được chứng minh hiệu quả của mình.
- Wiscon (2025), Hướng dẫn toàn diện về máy hủy giấy công nghiệp (khoảng cách giữa dao và lưới lọc mục tiêu 0,2–0,5 mm)
Nếu bạn cần các cài đặt cụ thể cho máy (khe hở, mô-men xoắn, cấu hình rôto), hãy yêu cầu sách hướng dẫn bảo dưỡng OEM mới nhất cho kiểu máy và phiên bản chính xác của bạn (Vecoplan, WEIMA, Lindner, v.v.).
Kết luận
Kích thước đầu ra ổn định đến từ việc kiểm soát hình học bạn sử dụng—chứ không chỉ đơn thuần là mua “dao mới”. Con đường lặp lại là:
- Xác nhận độ vừa vặn tại giao diện (kiểu dáng, bỏ túi, kiểu dao để bàn)
- Kiểm soát độ dày và độ phẳng để đường cắt được đồng nhất.
- Thiết lập và duy trì khe hở cắt ổn định, sau đó điều chỉnh độ phân giải màn hình và độ sắc nét cho phù hợp với kích thước mục tiêu.
Cân bằng giữa tuổi thọ sử dụng, thời gian hoạt động và năng lượng là một quyết định về tổng chi phí sở hữu (TCO). Dao tốt nhất cho dây chuyền sản xuất của bạn là loại dao có thể hỏng hóc một cách có thể dự đoán được, có thể được phục hồi nhanh chóng (quay/mài lại) và giúp giữ cho mức tiêu thụ kWh/tấn không tăng đột biến trong khi sàng lọc vẫn hoạt động hiệu quả.
Trước khi đặt hàng, hãy xác minh những gì bạn có thể đo lường và ghi lại: báo cáo MTC và độ cứng, các điểm kiểm tra kích thước liên quan đến hình dạng cắt gọt, và khả năng truy xuất nguồn gốc cho phép bạn lặp lại lô hàng tốt—hoặc nhanh chóng xác định lô hàng lỗi.
Nếu bạn muốn rút ngắn thời gian chuyển đổi tiếp theo và giảm rủi ro về độ chính xác, bước tiếp theo thiết thực là chuẩn bị bản vẽ và bộ mẫu kiểm tra độ chính xác (dao cắt + dao đối trọng + miếng đệm mục tiêu) và yêu cầu một bộ dao cắt phù hợp với các tài liệu kiểm soát chất lượng cần thiết cho nhà máy của bạn — để máy móc hoạt động trở lại với cùng khe hở và cùng kích thước sản phẩm đầu ra.
Tommy Tang là Kỹ sư bán hàng cấp cao tại Công nghiệp kim loại Nam Kinh Với 12 năm kinh nghiệm hỗ trợ lựa chọn lưỡi dao công nghiệp, chương trình thay thế và lập tài liệu kiểm soát chất lượng cho các ứng dụng tái chế và giảm kích thước. Chứng chỉ: CSE, CME, Six Sigma Green Belt, PMP.
Để hỏi thông tin về lưỡi dao thay thế cho máy hủy giấy (dao cắt + dao đối + tấm định vị) và bộ tài liệu kiểm soát chất lượng, vui lòng liên hệ [email protected].