
تُعدّ الخلطة المركزة عالية الحشو (الألياف الزجاجية، كربونات الكالسيوم، التلك، ثاني أكسيد التيتانيوم) قاسية على قواطع الدوران. إذ تعمل الجسيمات الصلبة على تآكل الحواف، وتسريع عملية التدوير والتشقق الدقيق، وتضخيم أي خطأ في الخلوص أو الانحراف أو التوازي. والنتيجة هي زيادة في نسبة المواد الناعمة، وظهور ذيول، وعدم استقرار شكل الحبيبات، مما يُقلل من الإنتاجية والعائد اللاحق.
يركز هذا الدليل على إطالة عمر الحبيبات، وتقليل الشوائب، وتثبيت شكلها خلال جميع مراحل الإنتاج: المواد، والطلاءات، وهندسة الحواف وتشطيبها، وتفاوتات الإعداد، والقياسات، وفترات الصيانة، ونموذج بسيط لحساب العائد على الاستثمار. نستخدم وحدات النظام الدولي للوحدات (SI) ونقدم نطاقات عملية يجب التحقق من صحتها بالرجوع إلى دليل الشركة المصنعة لآلة التكوير الخاصة بكم.
أهم النقاط
- الهدف هو وقت التشغيل أولاً: عادةً ما يؤدي استخدام مجموعة التسامح المنضبطة (التخليص، والتشغيل، والتوازي) إلى رفع متوسط الوقت بين عمليات إعادة الطحن/التغيير (MTBR) بمقدار ≥40% مع الحفاظ على الغرامات ≤0.5% بمجرد استقرارها.
- بالنسبة للأعمال التي تتطلب مقاومة للتآكل، فإن فولاذ الأدوات PM عند HRC ~60-64 أو حشوات الكربيد ذات الشحذ المتحكم فيه تتفوق على D2/M2 في مقاومة التآكل مع الحماية من التكسر الدقيق.
- يفضل استخدام طبقات PVD الرقيقة والمتينة (TiAlN/TiN) أو DLC حيث تكون هناك حاجة إلى احتكاك منخفض؛ قم بمزج الطبقات مع حافة صقل من 5 إلى 25 ميكرومتر وتشطيب سطح Ra <0.2 ميكرومتر.
- ابدأ الخلوص عند 0.05-0.15 مم لخطوط الحشو العالية؛ حافظ على انحراف الدوار عند ≤0.01-0.02 مم وتوازي السكين مع السرير عند ≤0.02-0.05 مم؛ تحقق باستخدام مؤشرات من فئة 0.002 مم.
- تثبيت الوثائق: تقارير المواد القابلة للتتبع/المعالجة الحرارية/الصلابة/التفاوت وسجل إعادة الطحن غير قابلة للتفاوض من أجل تكلفة متوقعة لكل طن.
أنماط الفشل في ظروف التعبئة العالية

آليات التآكل الكاشط
تنغرز الحشوات الكاشطة وتنزلق عند سطح التلامس بين الأداة والبوليمر، مما يؤدي إلى تآكل الحافة الأساسية وتوسيع منطقة التآكل. ومع ازدياد نصف قطر الحافة، يتحول القص إلى سحق، مما يزيد من قوى القطع والجسيمات الدقيقة. تقاوم فولاذات المساحيق المعدنية ذات كربيدات الفاناديوم الكثيفة هذا التآكل بشكل أفضل بكثير من فولاذ D2؛ وتوثق بيانات فئة CPM من شركة Crucible مقاومة تآكل أعلى بشكل ملحوظ مقارنةً بفولاذ D2 في اختبارات ASTM، مع نطاقات صلابة نموذجية تتراوح بين 60 و65 HRC لهذه الدرجات من فولاذ المساحيق المعدنية (انظر البيانات الفنية لبوتقة CPM 10V).
الرقائق الدقيقة وعوامل التأثير
يؤدي عدم المحاذاة، أو النتوءات الحادة، أو تجمعات الجسيمات الصلبة إلى تأثيرات متقطعة تُسبب تشققات دقيقة على طول الحافة. وتكون الحواف الحادة جدًا وغير المصقولة هي الأكثر عرضة للتلف. يدعم الصقل الدقيق المتعمد (5-25 ميكرومتر) إسفين القطع ويمنع التكسر الدقيق مع الحد الأدنى من التأثير على حدة الشفرة؛ ويتوافق هذا النطاق مع أفضل ممارسات أدوات القطع الموضحة في إرشادات ساندفيك كورومانت لإعداد الحواف.
التأثيرات الحرارية والتآكلية
يؤدي عدم كفاية تجفيف الخيوط وإعادة تدوير المسحوق الناعم إلى تلطيخها وارتفاع درجات الحرارة بشكل مفاجئ، مما يُضعف الحواف ويُلوث الأرض. تُشير منشورات الشركات المصنعة الأصلية لآلات تحبيب الخيوط بشكل متكرر إلى أن الرطوبة المتبقية وقوة الاحتكاك تُسببان التآكل المبكر وتوليد الغبار؛ فعلى سبيل المثال، تُبرز كتيبات آلات تحبيب الخيوط من شركة MAAG التجفيف/المعالجة كعامل أساسي لجودة القطع (انظر كتيب سلسلة MAAG PRIMO(2024، التوجيه النوعي).
خيارات المواد والصلابة
فولاذ الأدوات D2/M2
لا يزال الفولاذ التقليدي D2 (عالي الكربون، عالي الكروم) شائع الاستخدام في البوليمرات العامة، ولكنه يعاني من ضعف في مقاومة التآكل الناتج عن الحشوات العالية. وتتراوح قابليته للتصلب عادةً بين 58 و62 HRC. يوفر الفولاذ M2 مزايا الصلابة عند درجات الحرارة العالية، ولكنه لا يزال أقل كفاءة من فولاذ المساحيق المعدنية من حيث عمر مقاومة التآكل.
فولاذ مسحوق المعادن للأحمال الكاشطة
تزيد درجات تعدين المساحيق مثل CPM 10V من حجم كربيد الفاناديوم، مما يوفر مقاومة تآكل أعلى بشكل ملحوظ عند صلابة HRC ~60-64 مع الحفاظ على متانة قابلة للاستخدام. بالنسبة للخلطات الرئيسية الكاشطة، فإن CPM 10V هي نقطة انطلاق عملية (بوتقة CPM 10V).
اقتران الكربيد وسكين السرير
تتميز حشوات كربيد التنجستن (WC-Co) بلمعانها حتى في ظروف الاحتكاك الشديد. عادةً ما تُظهر درجات K20-K30 المكافئة نتائج اختبار تتراوح بين 90 و92 HRA مع 6-10% Co، وهي مناسبة تمامًا لقطع البوليمرات المملوءة؛ راجع ملخصات الموردين مثل: درجات كربيد تايجر من هايبريون (2023). يُنصح بتركيب دوارات شديدة الصلابة (مصنوعة من المغناطيس الدائم/الكربيد) مع شفرات سرير ذات صلابة أقل قليلاً (≈58-62) لتجنب انتقال التلف الهش. يُصنف هذا الإجراء كممارسة صناعية تخضع للتحقق من قبل الشركات المصنعة الأصلية.
الطلاءات ودعم الحواف - تعزيز متانة القاطع الدوار في الخلطة الرئيسية عالية الحشو

المفاضلات بين TiN و TiAlN
تُطيل طبقات الترسيب الفيزيائي للبخار (PVD) الرقيقة والمتينة عمر المنتج دون التأثير سلبًا على حدته. يُعدّ نيتريد التيتانيوم (TiN) (بسماكة ≈1-5 ميكرومتر؛ وصلابة فيكرز ~2300؛ ومعامل احتكاك متوسط) متعدد الاستخدامات؛ بينما غالبًا ما يتفوق نيتريد التيتانيوم والألومنيوم (TiAlN) (بسماكة ≈2-6 ميكرومتر؛ يتميز عادةً بصلابة أعلى عند درجات الحرارة المرتفعة) على نيتريد التيتانيوم في التطبيقات المعرضة للحرارة. للاطلاع على مواصفات الطلاء المنشورة، انظر ترسيب أيونات التيتانيوم (PVD) و Ionbond TiAlN (PVD) (تختلف نطاقات السماكة النموذجية وملاحظات التطبيق حسب مسار الترسيب وهندسة الأداة).
طبقة الكربون الشبيهة بالماس (DLC) لتقليل الاحتكاك
يقلل الكربون الشبيه بالماس (a-C:H) الاحتكاك بشكل كبير (معامل الاحتكاك ~0.05–0.2 عند ≈1–3 ميكرومتر) ويمكنه تقليل الجزيئات الدقيقة حيث تميل البوليمرات إلى التلطخ أو الالتصاق. PP/PE + CaCO₃ في خطوط الطلاء، يكون طلاء الكربون الشبيه بالماس (DLC) مفيدًا للغاية عندما تكون مشكلة الالتصاق/التلطيخ متكررة ويتم التحكم في درجات حرارة القطع؛ أما عندما تكون الحرارة مرتفعة (بسبب ضعف التجفيف، أو تراكم الغبار الناعم، أو الاحتكاك الشديد)، فإن النتريدات مثل TiAlN غالبًا ما تكون الخيار الافتراضي الأكثر أمانًا. انظر طبقة الكربون الشبيهة بالماس (PACVD) بتقنية الربط الأيوني و أورليكون بالزر بالينيت سي (DLC).
تجهيز الحواف وتشطيب السطح
تُكافئ عملية قطع البوليمر حافة حادة ولكنها مدعومة. ابدأ بنصف قطر لأداة الشحذ الدقيقة يتراوح بين 5 و25 ميكرومتر، وعرض منطقة القطع يتراوح بين 0.05 و0.15 مليمتر، وأنهِ سطح القطع بحيث يكون خشونة السطح Ra أقل من 0.2 ميكرومتر. PP/PE مع كربونات الكالسيوميمكن لأداة شحذ أكبر قليلاً ضمن هذا النطاق أن تقلل من التكسر الدقيق عند حدوث احتكاكات متقطعة بسبب عدم استواء المادة أو تكتلات الحشو، بينما قد تؤدي أداة الشحذ الكبيرة جدًا إلى زيادة قوة القطع والجسيمات الدقيقة - لذا اضبطها تدريجيًا وتأكد من ذلك من خلال بيانات الجسيمات الدقيقة وشكل الحبيبات. تستند هذه القيم إلى ممارسات استخدام أدوات القطع والخبرة العملية في قطع البوليمرات؛ تحقق من ذلك وفقًا لأهداف عمليتك.
الإعداد والتفاوتات
يُعدّ ضبط نطاق التفاوتات بشكل صحيح العاملَ الأهمّ لضمان متانة قاطع الدوران في الخلطات الرئيسية عالية الحشو. فيما يلي نطاقات بدء عملية يجب التحقق من صحتها لكل طراز من طرازات الشركة المصنّعة الأصلية وحجم حجرة التكوير. كما تُعدّ هذه عبارات عملية يُمكن توحيدها في إجراءات التشغيل القياسية (SOPs) إذا كنت ترغب في استهداف محاذاة "تفاوتات انحراف الحبيبات" في جميع المواقع.
خريطة سريعة لتحديد المشاكل (العرض ← السبب المحتمل ← ما يجب فحصه)
| الأعراض على خطوط PP/PE + CaCO₃ | السبب المحتمل | ما الذي يجب التحقق منه أولاً؟ |
|---|---|---|
| ترتفع الغرامات بشكل مطرد على مدى أيام | تقريب الحواف + انحراف الخلوص | تحديد مستوى التخليص، وتجانس علامة الشاهد، وطريقة أخذ عينات الغرامات |
| ارتفاع مفاجئ في الغرامات بعد التغيير | رقائق/نتوءات أسفل المقاعد؛ تشوه المشبك | نظافة المقعد، وتكرار عزم التثبيت، والانحراف (TIR) |
| نمط "الذيل" الدوري (دوري) | الانحراف أو التركيب اللامركزي | انحراف عند قطر التركيب، تلف المحور/المقعد، إعداد المؤشر |
| طول الحبيبات غير متساوٍ عبر الخيوط | خطأ التوازي من السكين إلى السرير | التوازي من طرف إلى طرف وفي منتصف المسافة تحت تأثير عزم الدوران |
| تلطيخ/التقاط على الحافة/الأرض | الرطوبة/التجفيف غير الجيد؛ ارتفاعات مفاجئة في درجة الحرارة | أداء تجفيف الخيوط، وإعادة تدوير المخلفات الدقيقة، والتبريد والنظافة |
| زرع رقائق دقيقة على الحافة | تأثير عدم التوافق أو التكتلات | حجم الحجر، ومسامير الدوران، والمسافة ضيقة جدًا بالنسبة للواقع الحالي |
التخليص وطريقة الاتصال
ابدأ بضبط الخلوص بين السكين وسطح القطع في نطاق 0.05-0.15 مم للمركبات الكاشطة. PP/PE مع كربونات الكالسيوم (وهو أمر شائع في الخلطات المركزة عالية الحشو)، غالبًا ما يساعد الطرف السفلي لهذه النافذة في الحفاظ على قص نظيف أثناء استدارة الحافة - ولكن فقط إذا تم التحكم بدقة في الانحراف/التوازي وكانت مقاعد السكين نظيفة تمامًا. تحافظ الخلوصات الأضيق على قص نظيف مع تآكل الحواف ولكنها تتطلب دقة عالية في دوران الدوار واستواء سطح العمل. تجنب "الاحتكاك الشديد" كحالة طبيعية؛ استهدف الحصول على طبقة رقيقة ومتساوية تُنتج سطحًا لامعًا ومتناسقًا على طول القطعة أثناء الإعداد، ثم قلل الخلوص إلى المستوى المطلوب.
مثال محايد قائم على المواصفات (ماكستور ميتال): عند تحديد قواطع وشفرات قابلة للتتبع لخطوط التعبئة العالية، غالبًا ما يطلب المهندسون دوارات من فولاذ الأدوات المصنّع بتقنية المساحيق المعدنية، بالإضافة إلى حشوات كربيد اختيارية، مع توفير وثائق كاملة للأبعاد والمعالجة الحرارية. على سبيل المثال، سكاكين ماكستور المعدنية الدوارة والسريرية المصنوعة من كربيد المعادن يمكن طلبها وفقًا للمعايير القابلة للتحقق التالية لجهاز تحبيب الخيوط:
- سكين دوار PM: درجة فئة CPM (على سبيل المثال، CPM 10V-مكافئ)، صلابة HRC 60-63؛ نصف قطر الشحذ الدقيق 0.005-0.02 مم؛ Ra سطح القطع <0.2 ميكرومتر.
- سكين السرير: فولاذ الأدوات عند HRC 58-62 (أو إدخال WC-Co لكل تطبيق)، تقرير التسطيح/التوازي ≤0.02-0.05 مم.
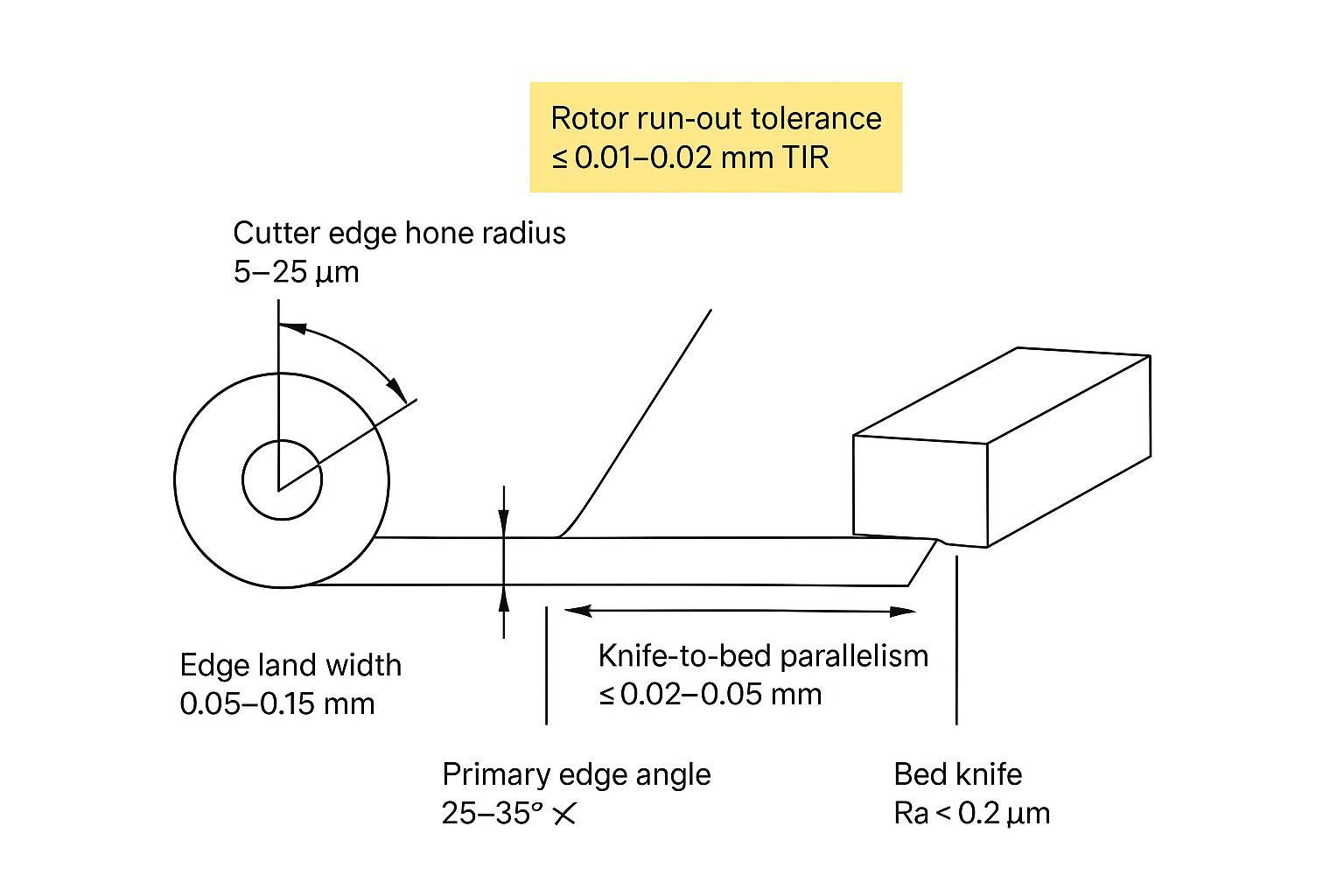
- أهداف الإعداد (للتحقق من صحتها وفقًا لمصنع المعدات الأصلية): الخلوص 0.05-0.15 مم؛ انحراف الدوار (TIR) ≤0.01-0.02 مم؛ توازي السكين مع السرير ≤0.02-0.05 مم.
- حزمة الوثائق: شهادة المواد، تقرير المعالجة الحرارية، فحص الصلابة، تقرير التفاوتات البعدية، ورمز تتبع الدفعة الذي يطابق الرقم التسلسلي الموجود على كل شفرة.
هذا المثال مُقدّم لأغراض التوضيح فقط؛ يُرجى دائمًا مُطابقته مع دليل الماكينة ومعايير الجودة الخاصة بالمصنع. للاطلاع على نظرة عامة مُعمّقة حول أجهزة قطع الخيوط وممارسات الفحص، انظر دليل شفرات مُحَبِّبة الخلطة الرئيسية من ماكستور ميتال.
الهندسة، الامتداد، التوازي
- انحراف الدوار: يجب ألا يتجاوز الانحراف الكلي الداخلي 0.01-0.02 مم عند قطر التركيب. يجب تصحيح أي تراكم ناتج عن نتوءات المحور أو الشظايا على المقاعد أو المشابك المشوهة.
- توازي السكين: ≤0.02–0.05 مم عبر طول العمل؛ تحقق من كلا الطرفين ومنتصف المسافة تحت عزم التثبيت.
- زوايا الحواف: زاوية الحافة الأساسية 25-35 درجة شائعة بالنسبة لخيوط البوليمر؛ الزوايا الأكثر حدة تضيف متانة ضد التكسر الدقيق ولكنها قد تزيد من قوة القطع.
القياسات الموصى بها (أمثلة على المواصفات)
| أداة | غاية | الدقة/الوضوح (SI) |
|---|---|---|
| مؤشر الاختبار (مثل Starrett 711 أو Mahr MarTest) | فحوصات نفاد الأسطر/التوازي | تدريج 0.002 مم |
| مسبار خشونة السطح | تحقق من Ra على وجه القطع/الأرض | دقة ≤0.05 ميكرومتر |
| مفتاح عزم الدوران (±3%) | قوة تثبيت متكررة على مقاعد السكاكين | ±3% من عزم الدوران المحدد |
إذا كنت بحاجة إلى مواصفات مؤشر نموذجية، فإليك صفحة نموذجية: مؤشر اختبار 711MFSZ من ستاريت.
التبريد والنظافة
يقلل تجفيف الخيوط وتنظيفها من التلطخ وارتفاع درجة الحرارة عند القطع. حافظ على كفاءة عملية التجفيف/التنظيف بالهواء المضغوط، وحافظ على نظافة مقابض الشفرات. تؤكد كتيبات الشركات المصنعة الأصلية على أهمية التجفيف والتعامل كعاملين أساسيين للتحكم في كمية الجزيئات الدقيقة وإطالة عمر الأدوات في آلات تكوير الخيوط؛ راجع الإرشادات النوعية في منشورات MAAG M-ASG.
الصيانة، العمر الافتراضي، والعائد على الاستثمار

نوافذ قابلة لإعادة الطحن
حدد محفزات موضوعية لتجنب استخدام حواف غير حادة أو متشققة مما يؤدي إلى زيادة الوبر وتسريع التآكل في أماكن أخرى:
- يصل تآكل منطقة التآكل/الحافة إلى حوالي 0.2-0.5 مم.
- غرامات مستمرة تتجاوز 0.5% بالوزن على دفعة إنتاج محددة.
- انحراف المحاذاة خارج نطاق أهداف التوازي/الانحراف.
قم بتسجيل عملية إزالة المواد لكل عملية طحن لإدارة العمر المتبقي، واحرص دائمًا على الحفاظ على الهندسة (زاوية الحافة، وعرض الأرض، ونصف قطر الشحذ، وهدف Ra) عند إعادة الطحن.
إمكانية التتبع والتوثيق
يتطلب الأمر حزمة تربط كل شفرة بسجل تصنيعها: شهادة المواد، تقرير المعالجة الحرارية، فحص الصلابة، دفعة الطلاء (إن وجدت)، تقرير التفاوتات الأبعاد، ورمز تتبع الدفعة/الرقم التسلسلي.
نموذج التكلفة لكل طن
إليك طريقة محافظة وقابلة للتكرار لتحديد المكاسب كمياً أثناء سعيك لتحقيق متانة أعلى لقطاعة الدوران في الخلطة الرئيسية عالية الحشو.
المدخلات (مثال):
- شفرات أساسية: D2 عند HRC 60؛ التكلفة: 220 يورو لكل شفرة؛ العمر الافتراضي: 3000 كجم بين عمليات إعادة الشحذ؛ 3 عمليات إعادة شحذ؛ تكلفة وقت التوقف للتغيير: 600 يورو لكل حدث؛ الغرامات: 1.0%.
- ترقية: فولاذ مطياف الكتلة بدرجة صلابة روكويل 61 مع طبقة من نيتريد التيتانيوم والألومنيوم؛ التكلفة: 360 يورو؛ العمر الافتراضي المتوقع 1.5–2.5× (استخدم نطاقًا متحفظًا وتحقق من ذلك باستخدام بيانات A/B الخاصة بك؛ تُظهر درجات PM مثل فولاذ فئة CPM مقاومة تآكل أعلى بشكل ملحوظ من D2 في مخططات تآكل المورد)؛ 4 عمليات إعادة طحن؛ وقت التوقف لم يتغير لكل حدث؛ الغرامات: 0.5%.
النتيجة النهائية (لكل حملة إنتاجية تبلغ 30,000 كجم):
- تكلفة الشفرات الأساسية + إعادة الطحن: بافتراض 10 دورات → ≈2200 يورو للشفرات + X يورو لإعادة الطحن؛ وقت التوقف 10 × 600 يورو = 6000 يورو؛ خسارة الإنتاج من الغرامات = 1.0% من قيمة المواد (أدخل قيمة اليورو/كجم).
- ترقية الصيانة الوقائية: ≈4.5 دورات → ≈1620 يورو شفرات + إعادة طحن بقيمة X يورو؛ وقت التوقف 4.5 × 600 يورو = 2700 يورو؛ انخفاض خسارة الإنتاج إلى النصف عند 0.5%.
حتى قبل احتساب تخفيض الغرامات، فإن زيادة متوسط الوقت بين الأعطال (حوالي 40% أو أكثر في معظم الخطوط المستقرة) تقلل وقت التوقف بشكل ملحوظ؛ لذا، ضع في اعتبارك نطاقات الحساسية لمضاعف العمر (±20%) والغرامات (±0.2 نقطة مئوية) لتحديد توقعات واقعية. استبدل قيمة € بتكلفة التشغيل المحلية؛ فالهيكل يبقى كما هو.
تجربة A/B وقائمة التحقق من السجل (الحد الأدنى القابل للتطبيق)
- اركض على الأقل فترات تغيير/إعادة طحن كاملة من 2 إلى 3 لكل خيار من خيارات الشفرة (الأساسي مقابل الترقية) على نفس الخط، مع هندسة وطريقة إعداد متطابقة.
- سجل لكل فترة: المادة (البوليمر + نوع الحشو / التحميل)، الإنتاجية، عدد الخيوط، ملاحظات التبريد / التجفيف، إعداد خلوص السكين إلى السرير، الانحراف المقاس (TIR)، توازي السكين مع السرير، شحذ الحافة (ميكرومتر)، Ra لسطح القطع (إن وجد)، المواد الناعمة % (بالوزن) مع طريقة أخذ العينات، ملاحظات هندسة الحبيبات، دقائق وقت التوقف لكل تغيير، وإزالة مخزون إعادة الطحن التراكمي.
- التقييم: MTBR (ساعات أو أطنان)، واتجاه الغرامات %، والتكلفة لكل طن باستخدام نفس أساس وقت التوقف وقيمة المواد.
الخاتمة
- معايير الشراء التي يجب تحديدها والتحقق منها: درجة الفولاذ أو الكربيد؛ نطاق الصلابة النهائي؛ هندسة الحافة (الزاوية، نصف قطر الشحذ، عرض الأرض)؛ Ra لسطح القطع؛ نوع الطلاء وسمكه؛ هدف الخلوص بين السكين والسرير؛ حدود انحراف الدوار وتوازي السكين؛ حزمة الفحص المسلمة (المواد، المعالجة الحرارية، فحص الصلابة، تقرير الأبعاد، الدفعة/الرقم التسلسلي).
- خطوات عملية لتحقيق استقرار جودة القطع ووقت التشغيل: الحفاظ على الخلوص عند 0.05-0.15 مم، والانحراف ≤0.01-0.02 مم، والتوازي ≤0.02-0.05 مم؛ استخدام حجر شحذ 5-25 ميكرومتر و Ra <0.2 ميكرومتر؛ تجفيف الخيوط جيدًا؛ الحفاظ على المقاعد نظيفة تمامًا؛ التحقق باستخدام مؤشرات فئة 0.002 مم وإجراء عزم الدوران.
- خطة تجريبية للتحقق من صحة مكاسب العمر والتكلفة لكل طن: تشغيل مجموعات A/B المزدوجة على مدار دورات إعادة طحن متعددة باستخدام الشفرة الحالية مقابل ترقية PM أو كربيد بنفس الهندسة؛ سجل MTBR، والغبار %، وتفاوت شكل الكريات، ووقت التوقف؛ الهدف هو تحسين MTBR ≥40% مع الحفاظ على الغبار ≤0.5%.
مؤلف
تومي تانغ مهندس مبيعات أول في شركة نانجينغ ميتال الصناعية، يتمتع بخبرة 12 عامًا في دعم تطبيقات تكوير البوليمر وشفرات الآلات الصناعية. يحمل شهادات: CSE، CME، الحزام الأخضر في منهجية ستة سيجما، PMP.
ملاحظات البيانات والإفصاحات
- تُعرض النطاقات العددية في هذا الدليل (مثل الخلوص، والانحراف، والتوازي، ونصف قطر الشحذ، وأهداف تشطيب السطح) كنطاقات بدء عملية بناءً على بيانات الموردين والممارسات الميدانية الشائعة. يُرجى دائمًا التحقق من صحة التفاوتات وإجراءات الضبط الواردة في دليل الشركة المصنعة لآلة التكوير الخاصة بك، وتحديد أولوياتها.
- تم تضمين قسم MAXTOR METAL كمثال محايد قائم على المواصفات لتوضيح الشكل الذي يمكن أن تبدو عليه حزمة التوريد/التفتيش القابلة للتتبع؛ إنه ليس ضمانًا للأداء.
- تعتمد أي مضاعفات عمرية وعائد استثمار بشكل كبير على نوع البوليمر، ونوع/كمية الحشو، وحجم الحجرة، وعدد الخيوط، وسرعة خط الإنتاج، وفعالية التبريد/التجفيف، وقابلية تكرار الإعداد. تأكد من ذلك بإجراء تجربة A/B مضبوطة على مدار دورات تغيير أو إعادة طحن متعددة.
المراجع (المختارة)
- شركة كروسيبل للصناعات — ورقة بيانات CPM 10V (نطاق صلابة فولاذ الأدوات المصنعة بتقنية المساحيق المعدنية وسياق مقاومة التآكل)
- شركة كروسيبل للصناعات — ورقة بيانات D2 (نطاق صلابة فولاذ الأدوات الأساسي)
- ساندفيك كورومانت — إرشادات تحضير الحواف (مفاضلات حجم الهاون)
- الرابطة الأيونية — نظرة عامة على TiN (PVD) و نظرة عامة على TiAlN (PVD) (السماكة النموذجية/ملاحظات التطبيق)
- الرابطة الأيونية — نظرة عامة على طبقة الطلاء المزدوجة (PACVD) (ملاحظات حول الطلاء منخفض الاحتكاك)
- أورليكون بالزرز — بالينيت سي (محتوى إضافي قابل للتنزيل) (نظرة عامة على عائلة طلاء DLC)
- MAAG — كتيب سلسلة بريمو و أدبيات M-ASG (إرشادات نوعية للتجفيف/المعالجة)
- ستاريت — مؤشر اختبار 711MFSZ (مثال على مؤشر فئة 0.002 مم لفحوصات التجاوز/التوازي)