
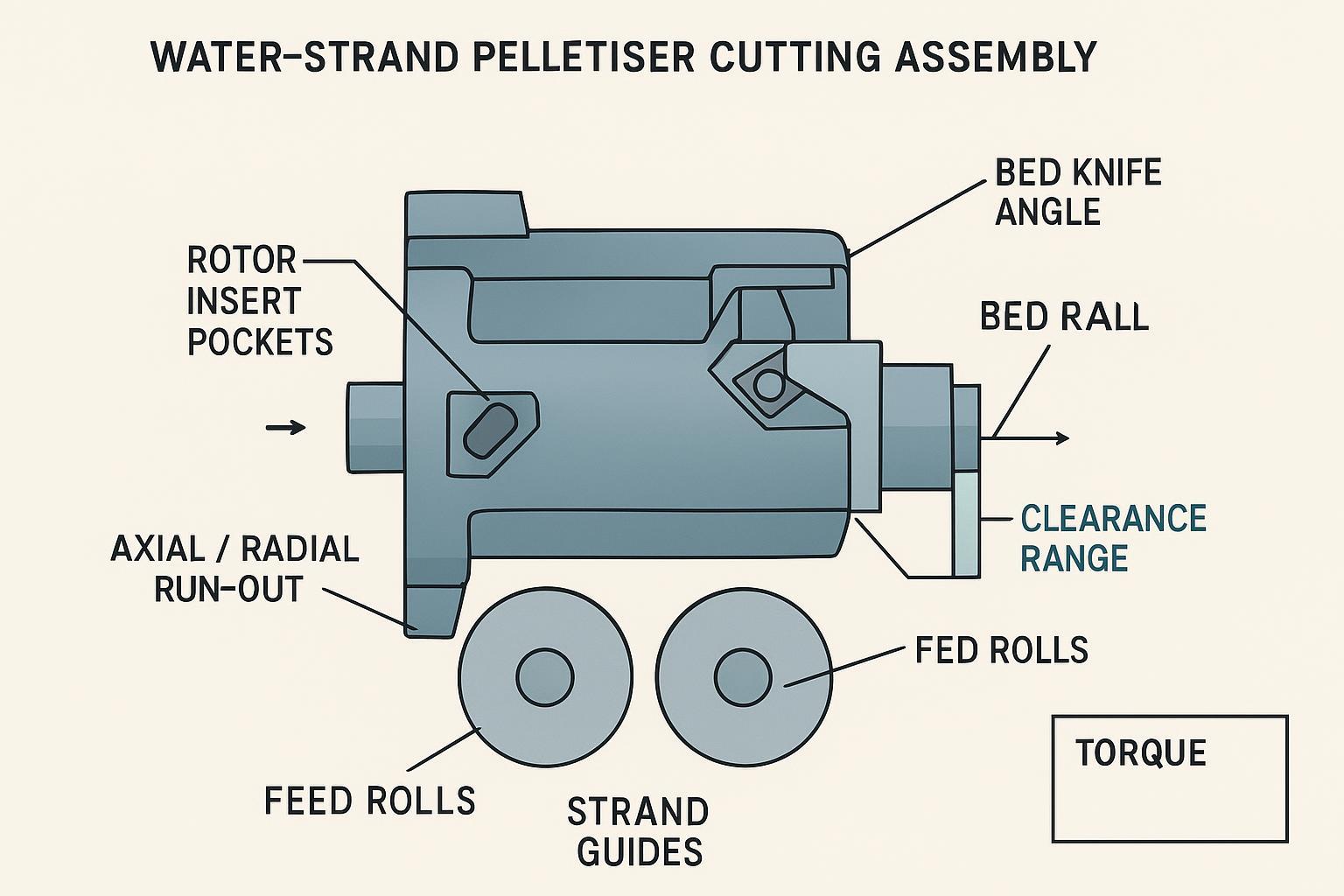
تُعدّ عملية تكوير الحبيبات باستخدام خيوط الماء عملية أساسية في عمليات الخلط وإعادة التدوير في المملكة المتحدة. مع ذلك، في تركيبات المواد الكاشطة، والتركيبات عالية التعبئة، والتركيبات المعاد تدويرها، تتآكل الشفرات الدوارة الصلبة بسرعة، وتطول عمليات التغيير، وتتدهور جودة الحبيبات - حيث تتراكم الشوائب والشوائب، ويضطر المشغلون إلى ضبط الخلوصات. تعالج تصميمات القواطع الدوارة ذات الشفرات المُدخلة الأسباب الجذرية من خلال السماح لك بفهرسة أو استبدال الحواف في مكانها، بدلاً من إزالة وإعادة شحذ الدوار المتجانس.
يركز هذا الدليل على المصانع البريطانية التي تستخدم آلات تكوير الخيوط من نوع Maag/Automatik PRIMO/PRIMOplus و Scheer/SGS. ويتناول المشكلات الأساسية - كالتآكل السريع، وفترات التغيير الطويلة، ووجود الشوائب/الذيل، وتفاوت حجم الحبيبات - ويشرح كيف يمكن للأنظمة المُدرجة/القابلة للفهرسة أن تقلل من جهد الصيانة، وتُدمج عمليات التغيير في إجراءات روتينية مُتحكم بها وقابلة للتكرار، وتُحسّن جودة المنتج عند دعمها بممارسات تبريد ومحاذاة جيدة.
ماذا تُظهر البيانات؟ تُوثّق مواد الشركات المصنّعة الأصلية (OEM) الخاصة بآلات تكوير الخيوط الجافة المماثلة انخفاضًا ملحوظًا في دقائق التفكيك والتغيير بفضل سهولة الوصول بدون أدوات والرؤوس المعيارية - على سبيل المثال، تُشير سلسلة T200 من MAAG إلى انخفاض بعض خطوات التفكيك من حوالي 30 دقيقة إلى دقيقتين تقريبًا، كما هو موضح في دليل الشركة المصنّعة. صفحة سلسلة T200وتشير عائلة PRIMO FC إلى إمكانية استبدال الدوار في غضون 30 دقيقة كحد أقصى. موجز إخباري من الشركة المصنعة حول ابتكارات الأداءهذه الأرقام خاصة بالنموذج، وليست مقارنة مباشرة بين السكاكين المُدرجة والسكاكين الصلبة، لذلك في هذا الدليل نتعامل مع نطاقات التحسين مثل تقليل الصيانة من 20 إلى 50%، وتغييرات من 15 إلى 45 دقيقة، وعمر حافة من 2 إلى 5 أضعاف كنطاقات تخطيط هندسي مع افتراضات وقيود صريحة.
كيفية استخدام هذا الدليل: العمل على الآليات (كيف تختلف الأنظمة المُدرجة)، ثم نموذج تكلفة الصيانة (التكلفة الإجمالية للملكية)، متبوعًا بممارسات وقت التشغيل/الجودة، وقائمة مراجعة التحديث لتقليل مخاطر التوافق، وأخيرًا خطة التحقق مع مؤشرات الأداء الرئيسية لإثبات الفوائد على خطك.
أهم النقاط
- يمكن لقاطع الدوران ذو الشفرة المُدخلة لتكوير خيوط الماء أن يقلل من الصيانة اليدوية ووقت التوقف عن العمل من خلال تمكين فهرسة الحافة في الموقع؛ خطط لتقليل ساعات الصيانة بمقدار 20-50% كنطاق هندسي متحفظ ما لم تثبت بيانات الموقع خلاف ذلك.
- توقع أن تستغرق عمليات تغيير الفهرسة أو تبديل الإدخالات من 15 إلى 45 دقيقة عند تحديد النطاق، وتجهيز الأدوات، واتباع أنظمة العمل الآمنة؛ وتدعم ادعاءات الشركات المصنعة الأصلية المماثلة على الطرازات ذات الصلة الآلية، وليس التطابق المباشر.
- باستخدام المواد المناسبة والمعالجة الحرارية ونصف قطر الحافة المتحكم فيه، يمكن أن توفر الحشوات القابلة للفهرسة 2-5 أضعاف نوافذ عمر الحافة القابلة للاستخدام في العمل الكاشط؛ تحقق من ذلك من خلال تجربة مطابقة قبل/بعد ونوافذ قياس موثقة.
- تتغير التكلفة الإجمالية للملكية لأن تكلفة العمالة والإنتاج المفقود تنخفض عندما تبقى الدوارات في الآلة؛ وتنتقل نفقات قطع الغيار من إعادة طحن الدوارات إلى مجموعات الإدخال - وغالبًا ما تكون محايدة صافية إلى أقل على أساس الطن الواحد.
- يعتمد استقرار جودة الكريات على الفجوة/المحاذاة والتبريد بقدر اعتماده على تصميم القاطع؛ استخدم فحوصات رسمية للخلوص والانحراف والتوازن، وتحكم في المواد الناعمة من خلال طرق متوافقة مع معايير ASTM.
كيف يعمل

نظام الإدخال مقابل السكين الصلب
تُركّب أنظمة القطع المُدرجة أو القابلة للفهرسة شفرات قطع صغيرة مُقسّاة في تجاويف دقيقة الصنع على الدوّار. عند تبلد حافة الشفرة، يتم استبدال الشفرة بدلاً من إزالة الدوّار بالكامل لإعادة شحذه. أما السكاكين الصلبة (الدوّارات المتجانسة) فتتطلب إزالة الدوّار وإعادة شحذه لاستعادة حدة الحافة.
| وجه | نظام قابل للإدراج/الفهرسة | شفرة صلبة / دوار متجانس |
|---|---|---|
| تجديد الحواف | إدراج الفهرسة/الاستبدال في الموقع | قم بإزالة الدوار، وأعد طحنه، ثم أعد تركيبه. |
| نطاق التغيير النموذجي | قم بفك مشابك الإدخال، ثم قم بتحديد موضعها، ثم اربطها بعزم الدوران، وتحقق من وجود فجوة | قم بإغلاق الجهاز، وتفكيكه، واستخراج الدوار، وإعادة طحنه خارج خط الإنتاج، وإعادة تركيبه، وإعادة محاذاته. |
| دورة إعادة الطحن | غالباً ما يتم تجنبها أو تأجيلها | عادي، مع إزالة تراكمية للمواد |
| ملاءمة الخدمة الشاقة | مناسب للفولاذ/الطلاءات المصنعة بتقنية المساحيق المعدنية والصقل الدقيق | عرضة للتشقق وفترة توقف أطول لإعادة الطحن |
| نقاط الخطر | تآكل الجيب، انضباط عزم التثبيت | تلفيات المعالجة، تباين إعادة الطحن |
تؤكد منشورات الشركة المصنعة الأصلية لـ PRIMO/PRIMOplus على سهولة الوصول وسرعة تبديل الأدوات، وتوثق نماذج MAAG المماثلة توفيرًا كبيرًا في الوقت للتفكيك والتجميعات الفرعية، وهو ما يفسر سبب تقليل الأنظمة المُدرجة للصيانة إلى النصف عند تنفيذها باستخدام إجراءات التشغيل القياسية المنضبطة.
المواد وهندسة الحواف
بالنسبة للمواد الكاشطة، والمواد ذات الحشو العالي، والمواد المعاد تدويرها (الألياف الزجاجية، وكربونات الكالسيوم، والملوثات)، فإن المتانة تأتي من درجة الفولاذ، والمعالجة الحرارية، وحالة السطح، وهندسة الحافة التي تعمل معًا:
- تعمل فولاذات الأدوات أو فولاذات تعدين المساحيق ذات المقاومة العالية للتآكل، والتي تم تلطيفها إلى قيم روكويل C المعتمدة والمناسبة للخدمة، على تقليل التكسر الدقيق.
- يُقاوم نصف قطر الشحذ الدقيق المُتحكم به على حافة القطع الكسر الهش مع الحفاظ على القطع حادًا.
- يمكن استخدام طلاءات مثل TiN/TiCN أو أطراف معدنية صلبة حيثما تكون متوافقة مع شكل الإدخال واقتران سكين السرير.
عند توثيق المواصفات واستلام الأجزاء، تحقق من الصلابة باستخدام طريقة معتمدة مثل اختبار روكويل ISO 6508-1 أو ما يعادله ASTM E18، واحتفظ بسجلات مرتبطة بالدفعة. لمزيد من المعلومات حول خيارات الصلابة في الشفرات الصناعية، راجع العرض التوضيحي في صفحات إدخال ISO التي تشير إلى اختبار صلابة روكويل (ISO 6508-1) وعملي دليل صلابة روكويل للسكاكين الصناعية.
التحكم في الفجوة والمحاذاة
سواء كان القطع قابلاً للفهرسة أم لا، فإن جودة القطع تعتمد على الإعداد الميكانيكي:
- قم بقياس الخلوص بين أداة القطع والسرير في أوضاع زاوية متعددة؛ سجل الانحراف المحوري والقطري.
- بعد إدخال الفهرسة أو الاستبدال، تحقق من توازن الدوار والانحراف المسموح به قبل إعادته إلى الخدمة. يتم تغطية المفاهيم والتفاوتات في سلسلة ISO 21940 بشأن موازنة الدوار (العناوين والنطاق).
- حافظ على محاذاة موجهات الخيوط وبكرات التغذية لتجنب الاحتكاك الجانبي الذي يُنتج جزيئات دقيقة وذيلًا. كما أن التبريد الكافي يُصلّب الخيوط ويُوسّع نطاق الخلوص العملي.
للحصول على نظرة عامة مفيدة حول أساليب الفحص العملية وإعداد تقارير التفاوتات في الشفرات الصناعية والتجميعات، يُرجى الرجوع إلى هذا الرابط. شرح الفحص والتفاوتات.
نموذج تكلفة الصيانة

يؤدي استخدام قاطع دوار ذي شفرة مُدخلة في عملية تكوير الخيوط المائية إلى تغيير شكل التكلفة الإجمالية للملكية، حيث يتم تجديد الحواف دون الحاجة إلى إزالة الدوار. يحتوي النموذج على أربع مجموعات: قطع الغيار، والعمالة، والإنتاج المفقود، والخردة.
تم تجنب قطع الغيار وإعادة الطحن
تعتمد تكلفة الدوار الصلب بشكل أساسي على عمليات إعادة الشحذ الدورية والاستبدال النهائي. أما الأنظمة المزودة بوحدات إضافية، فتُحوّل الإنفاق إلى مجموعات الوحدات الإضافية وصيانة الأجزاء الداخلية، مع تقليل أو تأجيل عمليات إعادة الشحذ في كثير من الأحيان. هناك عاملان رئيسيان يؤثران على الجدوى الاقتصادية: أولهما، أن تجديد الحافة دون الحاجة إلى استخراج الدوار يقلل ساعات العمل ويُلغي وقت نقل/انتظار المواد المُعاد شحذها؛ وثانيهما، أن هندسة الوحدات الإضافية المصنوعة من فولاذ أكثر صلابة تحافظ على سلامة الحافة لفترة أطول في ظروف الاحتكاك عند استخدامها مع سكين قاعدة مناسبة الصلابة.
العمالة ووقت التوقف
تُظهر إشارات الشركات المصنعة الأصلية الموثوقة في آلات تكوير الخيوط الجافة المماثلة كيف يُقلل تصميم الوصول من وقت الصيانة إلى دقائق. على سبيل المثال، تُشير سلسلة T200 من MAAG إلى انخفاض وقت الصيانة من حوالي 30 دقيقة إلى دقيقتين تقريبًا لمهام تفكيك محددة باستخدام آليات لا تتطلب أدوات، كما تُشير PRIMO FC إلى استبدال الدوار في مدة لا تتجاوز 30 دقيقة. عند تطبيق ذلك على PRIMO/PRIMOplus وSGS المزودة بأنظمة إدخال، يتراوح وقت التخطيط المُتحفظ لاستبدال الفهرس أو الإدخال بين 15 و45 دقيقة، بافتراض تحديد نطاق العمل، وكفاءة الطاقم، والعزل الآمن، وعدم وجود مثبتات عالقة.
الجودة والنفايات
تظهر خسائر الجودة في صورة تكاليف الخردة وإعادة التصنيع. قم بقياس المواد الناعمة والغبار كنسبة مئوية من الكتلة باستخدام طريقة معترف بها مثل ASTM D7486وتتبع تشتت حجم الحبيبات كمعامل تباين. تعمل الخلوصات المستقرة والحواف الجديدة على تقليل المخلفات والشوائب الدقيقة، مما يحسن في كثير من الأحيان استقرار التغذية في اتجاه المصب.
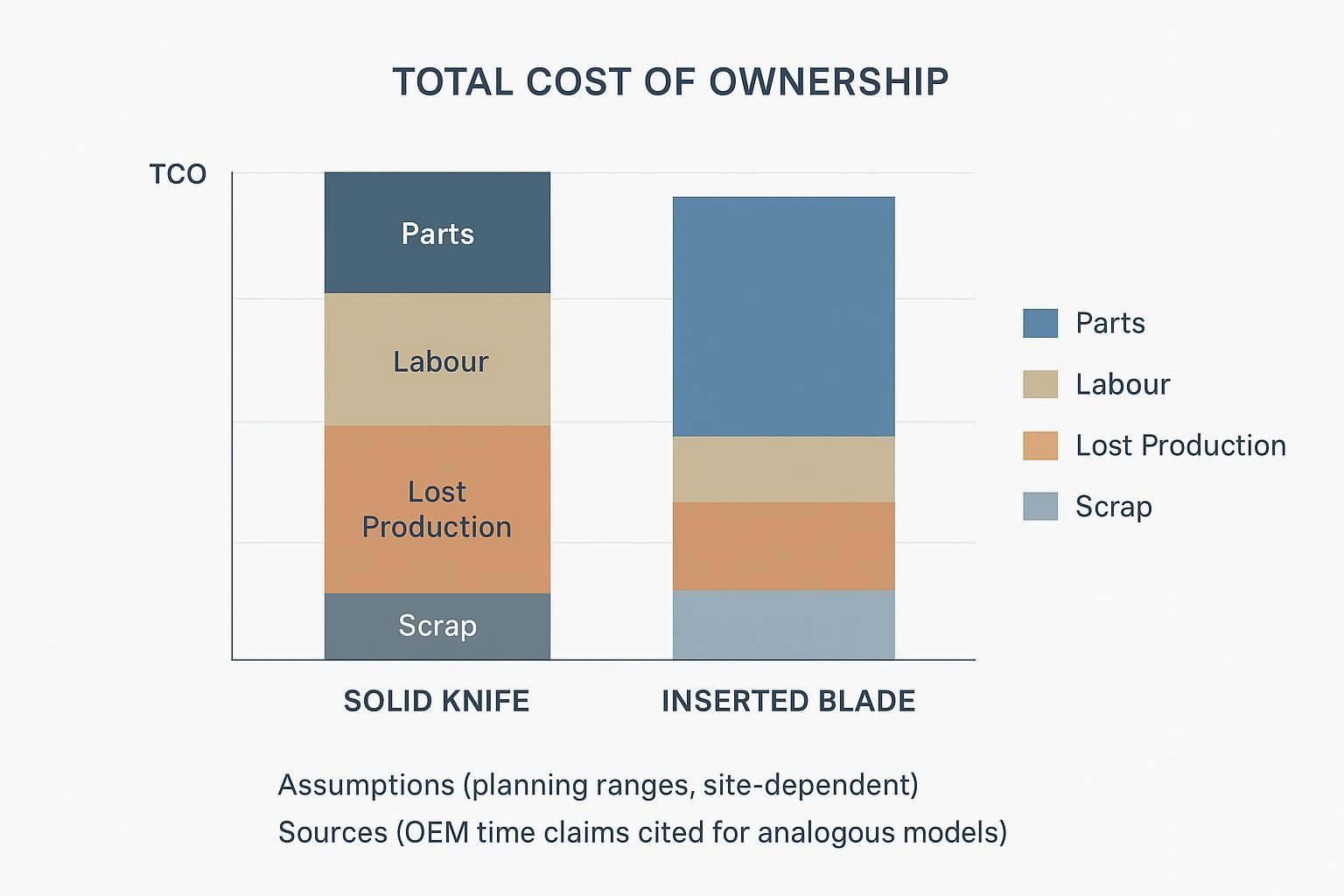
ملاحظة حول الافتراضات: يوضح الرسم البياني نطاقات التخطيط باستخدام معدلات أجور العمالة النموذجية في المملكة المتحدة، وتقييمات الإنتاج المفقود الخاصة بكل خط إنتاج، وعقوبات الخردة المتحفظة. استبدل هذه البيانات ببيانات موقعك أثناء التحقق.
وقت التشغيل والجودة
معايير وقت التغيير
تعامل مع الفترات الزمنية كأدوات تخطيط، لا كضمانات. بالنسبة للأنظمة القابلة للفهرسة على آلات PRIMO/PRIMOplus وآلات SGS، تتراوح مدة 15-45 دقيقة عادةً بين العزل والفهرسة أو استبدال القطع، والتحقق من عزم الدوران، وفحص الفجوات، وفترة تشغيل قصيرة، وأخذ عينات مراقبة الجودة. يتوافق هذا بشكل عام مع ادعاءات الشركات المصنعة الأصلية بشأن النماذج المماثلة حيث يقلل الوصول بدون أدوات من المهام الفرعية - راجع ملاحظات MAAG الزمنية لسلسلة T200 وPRIMO FC للاطلاع على السياق من صفحات الشركة المصنعة المذكورة أعلاه.
تجانس الحبيبات، والشوائب، والذيل
حدد واستخدم مسطرة قياس موحدة. المواد الناعمة والغبار: قم بوزنها قبل وبعد الغربلة لكل ASTM D7486 والإبلاغ عنه كـ wt%. تجانس الحبيبات: التقاط صور للعينات أو بيانات الفرجار لحساب معامل التباين لأبعاد الحبيبات؛ تتبع الوسيط والمدى الربيعي بدلاً من انتقاء أفضل النتائج. القبول في ظروف الكشط: استهداف خفض مستدام لنسبة الغبار الناعم مقارنةً بالخط الأساسي، ومعامل تباين أضيق لحجم الحبيبات بعد التحديث واستقرار إجراءات التشغيل القياسية.
التبريد وحالة الخيوط
يؤثر التبريد على صلابة الخيوط وسلوك القطع. تأكد من أن طول حوض التبريد ودرجة حرارته تجعل الخيوط أقل من درجة التليين قبل القطع. تجد إرشادات عملية حول تقدير طول حوض التبريد ومنع التمددات في مقالات تكنولوجيا البلاستيك، مثل: تقدير طول حوض التكوير لحبيبات الخيوط و نصائح لمنع البث المباشرحافظ على سرعة الحوض وأنماط الرش وهندسة التوجيه متسقة لمنع الاهتزاز الجانبي.
قائمة التحقق من التحديث
واجهة وتوازن
قبل الالتزام باستخدام قاطع دوار ذي شفرة مُدخلة لتكوير خيوط الماء على خطوط إنتاج PRIMO/PRIMOplus أو خطوط إنتاج SGS، تحقق من أبعاد واجهة التركيب (العمود، والمحور، والمفتاح، وميزات تحديد الموقع المحوري) والتراكم المحوري؛ وغلاف الدوار (القطر، والعرض)، وهندسة جيب الإدخال، وخلوص نوع المشبك للواقيات؛ وأهداف درجة التوازن وطريقة التحقق بعد التجميع لكل مفاهيم الموازنة في معيار ISO 21940.
الخلوص، عزم الدوران، إجراءات التشغيل القياسية
قم بتوحيد إجراءات التشغيل القياسية (SOP) المختصرة والواضحة. قم بعزل المحرك وفصل المرافق، ثم تحقق من انعدام الطاقة. قم بفهرسة أو استبدال القطع، وتنظيف أسطح التلامس، وتطبيق تسلسل عزم الدوران المحدد، وتسجيل قيم عزم الدوران. اضبط خلوص القاطع عن السرير بشكل موحد، وتأكد من عدم وجود انحراف محوري/قطري، وقم بإجراء فحص دوران سريع بدون حمل قبل بدء تشغيل المنتج. أعد فحص عزم دوران المثبت بعد دورة التسخين الأولى، ثم انتقل إلى الفترات الزمنية المخططة.
التوثيق وضمان الجودة
ينبغي على الموردين تقديم وثائق قابلة للتتبع عند التسليم، تشمل: شهادات اختبار المواد، وشهادات المعالجة الحرارية، ونتائج اختبار صلابة روكويل وفقًا للمعيار ISO 6508-1 أو ASTM E18، وتقارير التفاوتات البُعدية من طريقة فحص معتمدة. يجب ترقيم الدوارات تسلسليًا، وعند الإمكان، إدخال مجموعات، والاحتفاظ بسجلات إعادة الطحن/الفهرسة المرتبطة بمعرفات الدفعات.
يتوفر مثال محايد لكيفية صياغة الشركة المصنعة لهذا الأمر من ماكستور ميتاليوفر هذا الموقع أدوات ضمان الجودة المرتبطة بالدفعات وموارد تعليمية. للاطلاع على كيفية تجميع قائمة التحقق الخاصة بالاستلام، راجع دليلًا عمليًا. شرح الفحص والتفاوتات وبالنسبة لخلفية الصلابة، دليل صلابة روكويل للسكاكين الصناعيةيُقدّم هذا كمعلومات أساسية، وليس كادعاء بالأداء.
التجربة والتحقق

مؤشرات الأداء الرئيسية والقبول
صمم تجربة مقارنة قبل وبعد على نفس فئة المنتج ونفس معدل الإنتاج. حدد فترات زمنية لساعات الصيانة لكل 1000 طن (مخططة مقابل غير مخططة)، ودقائق تغيير الإنتاج لكل حدث ولكل 1000 طن، ونسبة الغرامات حسب الكتلة ومعامل التباين لحجم الحبيبات، وخسائر الخردة وإعادة التشغيل (جنيه إسترليني/طن)، وأي حوادث تتعلق باستقرار وحدة التغذية في المراحل اللاحقة. استخدم الوسيط والمدى الربيعي عبر عدة تجارب. إذا أظهر الحل المُدخل انخفاضًا ذا دلالة إحصائية في ساعات الصيانة والغرامات مع تكلفة إجمالية للملكية محايدة أو أقل، فوافق على التغيير.
قطع غيار بادئ التشغيل والسياسات
في حالة استخدام المواد الكاشطة، احتفظ بمجموعة كاملة على الأقل من الحشوات لكل موضع حافة نشط، بالإضافة إلى احتياطي احتياطي لإجراء عمليتي تبديل سريعتين. احتفظ بالمثبتات والمشابك الأساسية ومجموعة أدوات تم التحقق من عزم دورانها على خط الإنتاج. حدد سياسات إعادة شحذ سكاكين السرير وأي ملحقات صلبة أخرى، وقم بترقيم المكونات تسلسليًا لتتبع عمرها حسب الدفعة والمحطة.
ضوابط المخاطر والسلامة
التزم بمتطلبات لائحة استخدام معدات العمل البريطانية (PUWER) فيما يتعلق بمعدات العمل: حماية الأجزاء الخطرة، وعزلها قبل الصيانة، والتأكد من الكفاءة. راجع الجهة التنظيمية. نظرة عامة على PUWER فيما يتعلق بالنطاق والواجبات. قم بتضمين إجراءات العزل والتحكم في الطاقة الخطرة (LOTO) في كل إجراء تشغيل قياسي (SOP)، وحدد فئات خصائص المثبتات وأهداف عزم الدوران، وتحقق من التوازن/الانحراف بعد أي عمل إدخال قبل العودة إلى الإنتاج.
الخاتمة
تُحدث القواطع المُدمجة/القابلة للفهرسة نقلة نوعية في اقتصاديات عملية تكوير الألياف المائية، وذلك بإلغاء عمليات استخراج الدوار من الصيانة الدورية. ومع اتباع ممارسات دقيقة للمحاذاة والتبريد، غالبًا ما تشهد المصانع انخفاضًا في جهد الصيانة إلى النصف تقريبًا، وجودة حبيبات أكثر استقرارًا، وعمليات تغيير أسرع وأكثر أمانًا - وهي نتائج يُمكن التحقق منها من خلال تجربة بسيطة تتوافق مع المعايير.
الخطوات التالية: إعداد خطة تجريبية على خط إنتاج واحد من نوع PRIMO/PRIMOplus أو SGS، وتحديد مؤشرات الأداء الرئيسية وجمع البيانات، وإجراء تجارب مطابقة، ومراجعة وثائق المورد مقابل قائمة فحص الاستلام التي تغطي اختبارات الجودة، والمعالجة الحرارية، والصلابة، والتفاوتات المسموح بها. وللحصول على نماذج ضمان الجودة المحايدة وشروح القياسات لتشكيل قوالبك الداخلية، إرشادات هيئة الصحة والسلامة المهنية بشأن استخدام الطاقة والشفرة الصناعية دليل صلابة روكويل هي نقاط انطلاق عملية.
المؤلف والإفصاح
مؤلف: تومي تانغ، مهندس مبيعات أول، شركة نانجينغ ميتال الصناعية.
خبرة: 12 عامًا في مجال الشفرات الصناعية وتطبيقات القطع المتعلقة بالتكوير.
الشهادات: CSE، CME، الحزام الأخضر في Six Sigma، PMP.
ملاحظة الإفصاح والتحديث: هذا الدليل مُخصّص لتخطيط الهندسة وتصميم إجراءات التشغيل القياسية. يُرجى دائمًا اتباع دليل الشركة المُصنّعة لآلة التكوير، وتقييمات المخاطر في الموقع، والالتزامات القانونية في المملكة المتحدة (مثل لوائح استخدام معدات العمل في المملكة المتحدة PUWER) قبل تغيير الأدوات أو الإجراءات. تخضع المعايير والمصادر المرتبطة بها للمراجعة الدورية، وقد تتغير مع نشر التعديلات الجديدة.