
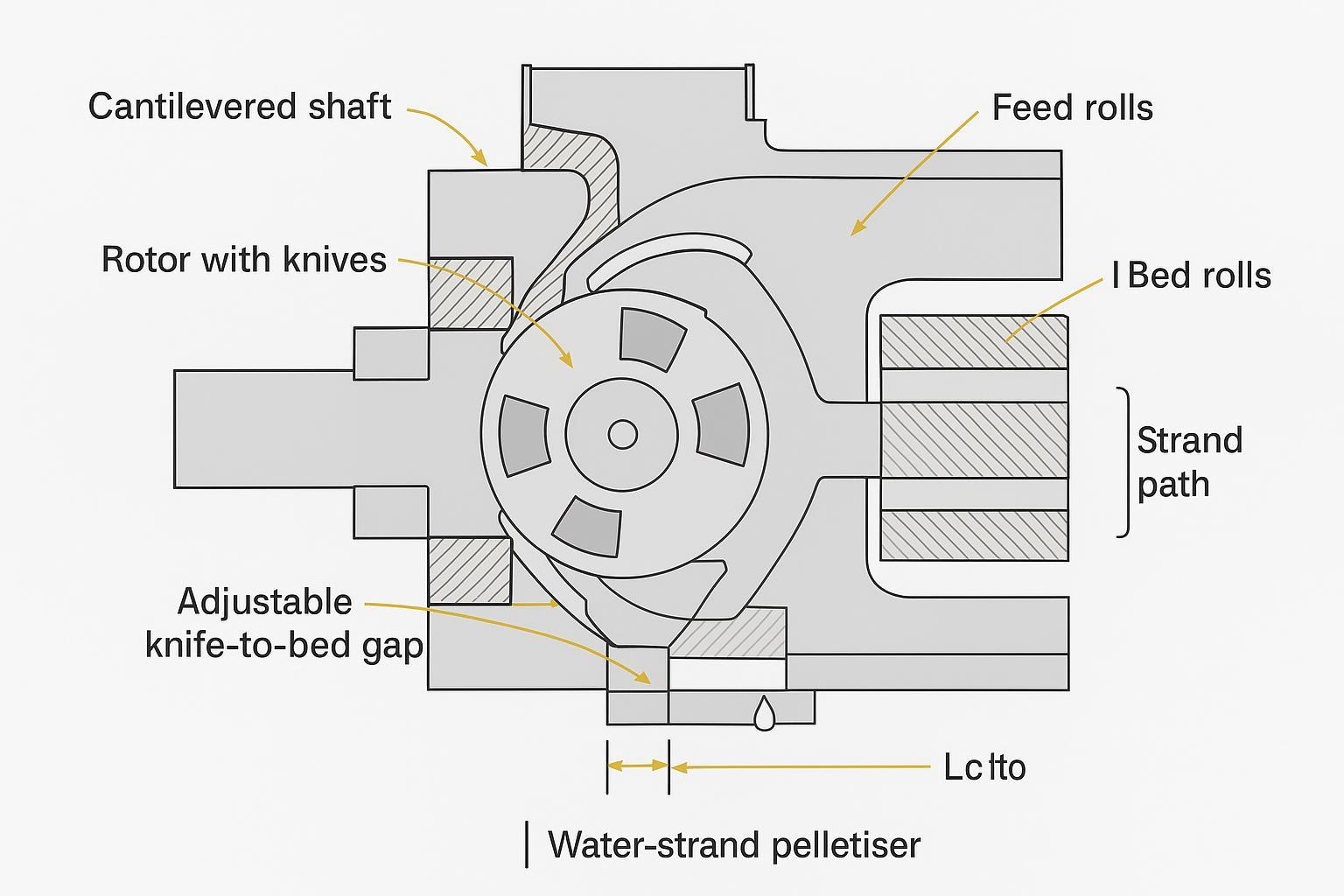
يستخدم دوار التكوير ذو الناتئ في خط إنتاج التكوير المائي حجرة قطع قابلة للفتح بالتأرجح أو الانزلاق، مما يسمح بكشف الدوار وسكين التغذية ومنطقة التغذية في ثوانٍ دون الحاجة إلى تفكيك مجموعة المحامل الأمامية. يقلل هذا من عدد المثبتات والمكونات التي تفصلك عن منطقة القطع، مما يعني تنظيفًا أسرع، وتغييرًا أسرع للسكاكين، وتقليلًا لوقت تسرب المخلفات الملونة إلى الدفعة التالية. باختصار، يساعدك هذا النظام على الانتقال من اللون أ إلى اللون ب بشكل أسرع، مع تقليل خطر ظهور الخطوط والشوائب والغبار الناعم.
ستتعرف في هذا الدليل على كيفية توفير الوقت بفضل تصميم الوصول الناتئ، وما يجب مراعاته عند اختياره، وكيفية ضبط الفجوات وصيانة القاطع، والوثائق المطلوبة من موردي السكاكين لضمان الجودة. سنستخدم مصطلح "دوار التكوير الناتئ" تحديدًا في جميع أنحاء الدليل ليتوافق مع الغرض الشائع للبحث.
أهم النقاط
- يؤدي فتح الوصول المتأرجح إلى تقليل الخطوات أثناء تغيير اللون وتقصير مدة تعرض الأجزاء المبللة، مما يقلل من التلوث المتبادل.
- ابدأ بمسافات محافظة بين السكين والسرير (0.05-0.20 مم) وتحقق من ذلك من خلال جودة الكريات؛ سجل الإعدادات والنتائج من أجل التكرار.
- أعط الأولوية للمحامل/الأختام المقاومة للتآكل والتجفيف السليم للخيوط لتحقيق استقرار الكريات وتقليل المواد الناعمة.
- اطلب من الموردين تقارير عن المواد القابلة للتتبع، والمعالجة الحرارية، والصلابة (ASTM E18/ISO 6508-1)، والأبعاد.
لماذا تُستخدم الدوارات الكابولية في خطوط المياه؟

وصول أسرع، خطوات أقل
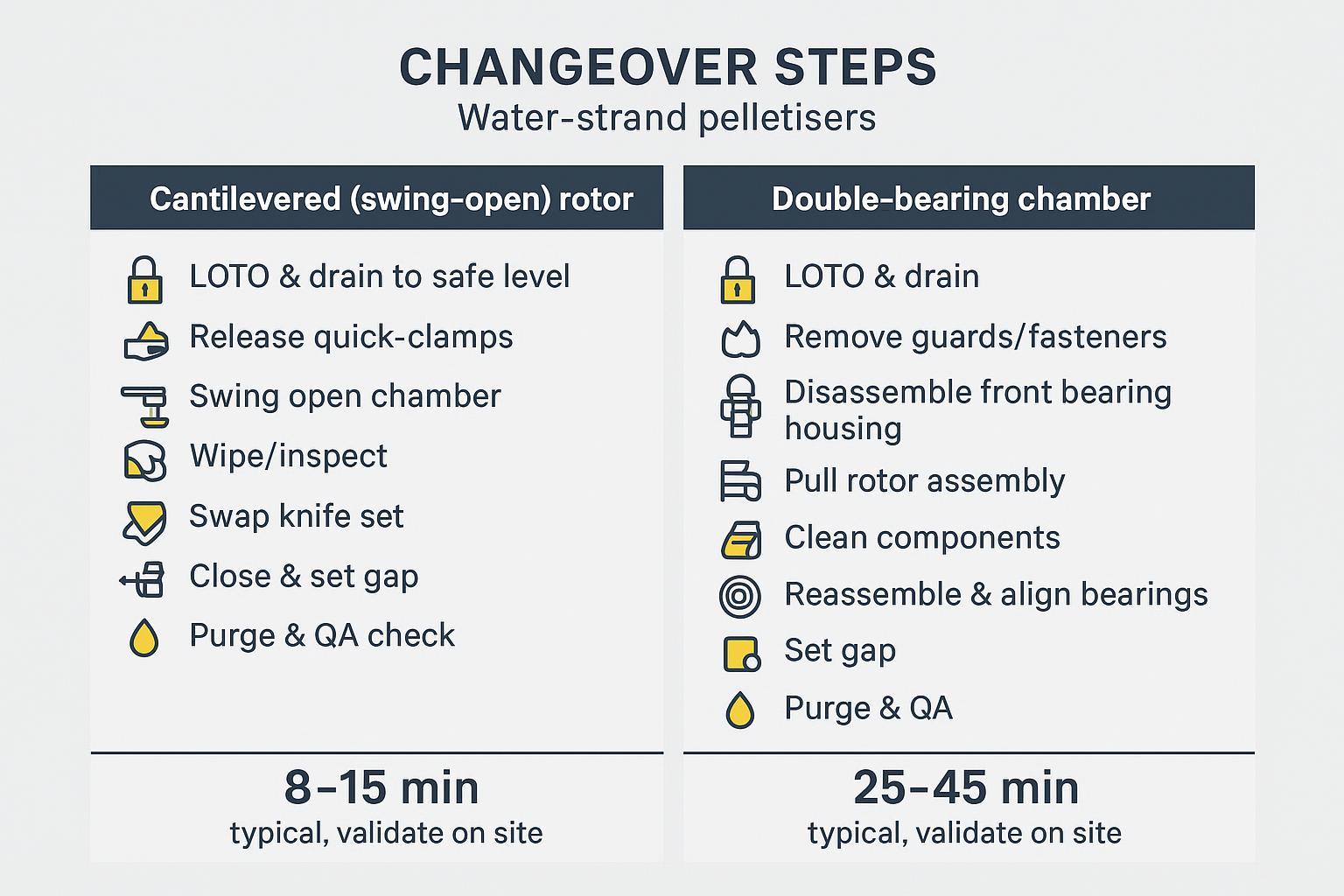
بالمقارنة مع حجرات المحامل المزدوجة التي تتطلب إزالة الواقي، وتفكيك الهيكل، وإعادة ضبط المحامل، يستخدم تصميم الوصول الكابولي مشابك سريعة الفك وواجهة مفصلية أو موجهة بسكة لكشف الدوار وسكين القطع. عمليًا، يُسهّل دوار مُحَبِّب الخيوط الكابولي على المشغلين الانتقال مباشرةً من منطقة العزل والتحكم في الطاقة (LOTO) إلى الوصول إلى سكين القطع بأقل قدر من الأدوات، وهو ما يُعدّ المحرك الأساسي لعمليات تغيير أسرع. تُركّز العديد من مُحَبِّبات الخيوط الأصلية على الدخول السريع أو بدون أدوات إلى منطقة القطع، مما يُقلّل من وقت الصيانة والتنظيف؛ على سبيل المثال، تُسلّط كتيبات وتدريبات شركة MAAG الضوء على الهياكل المحورية أو المنزلقة المصممة لتقليل وقت التوقف، كما هو الحال في عائلات سلسلة T200/S ورؤوس PRIMO FC المتأرجحة المفتوحة الموضحة في منشورات منتجات الشركة. راجع الميزات المذكورة في مواد الشركة المصنعة لتقليل وقت الصيانة وسرعة الوصول إلى الحجرة في طراز S3500 والعائلات ذات الصلة: يصف كتيب S3500 قسمًا أماميًا على منزلقات خطية لتمكين الوصول بدون أدوات، ويشير PRIMO FC إلى إمكانية الوصول الدوار متعدد المحاور للتنظيف السريع (كتيب MAAG S3500; مميزات MAAG PRIMO FC).
قطع أنظف، تلوث أقل
كلما قلّ تحريكك للجهاز، وكلما أسرعت في مسح البقايا من الحجرة، قلّ احتمال انتقال الصبغة. كما أن تقليل وقت الفتح يحدّ من الغبار المتطاير وتناثره في المحامل والأختام. ويشجع الوصول السريع على التنظيف الدقيق المتكرر بدلاً من التنظيف العميق غير المتكرر، مما يساهم في استقرار الجزيئات الدقيقة والشوائب عند التبديل بين الألوان أو المواد المعاد تدويرها/ذات الحشو العالي.
فحوصات وقت التشغيل والسلامة وضمان الجودة
تقليل عدد الأجزاء المراد إزالتها يعني تقليل فترات العزل والتحذير، وتقليل أخطاء إعادة التجميع. كما أنه يُسهّل إجراء فحوصات ضمان الجودة السريعة (أطراف الكريات تحت التكبير، Lأ(b* deltas) عملي قبل استئناف الإنتاج الكامل. يعرض بعض الموردين أغطية حجرات على قضبان أو مع مساعدات هوائية، مما يقلل من المناولة اليدوية ونقاط الانحشار؛ راجع مواد التدريب الخاصة بشركة Bay Plastics Machinery التي تناقش تصميمات التنظيف السريع وأساليب تجفيف الخيوط التي تدعم عمليات إعادة التشغيل السريعة (ملف تدريب إدارة العمليات التجارية (BPM) بصيغة PDF).
أساسيات التصميم والاختيار
مواد الدوار والسكين
تُعدّ خصائص المعادن المستخدمة في صناعة السكاكين وتوثيقها أساسًا لكلٍ من الموثوقية والموافقة على ضمان الجودة. وتشمل الخيارات الشائعة الاستخدام ما يلي:
- فولاذ الأدوات D2/SKD11: يُقسّى عادةً إلى صلابة تتراوح بين 58 و62 HRC تقريبًا، مما يحقق توازنًا بين مقاومة التآكل والمتانة اللازمة لقطع خيوط البولي بروبيلين/البولي إيثيلين بشكل عام. تُقدّم صفحات معلومات موردي السكاكين المتخصصين وصفحات سياق الشركات المصنعة للمعدات الأصلية ملخصات عن عائلات المواد المرجعية.
- الفولاذ عالي السرعة M2: حوالي HRC 55-62 مع صلابة جيدة عند درجات الحرارة العالية، مناسب للخطوط عالية السرعة والحواف الحادة.
- الفولاذ المقاوم للصدأ 440C: حوالي 58-60 HRC مع مقاومة محسنة للتآكل في البيئات الرطبة.
- شفرات أو حشوات سرير من كربيد التنجستن: صلابة فعالة تعادل غالبًا 68-72 HRC (أو >1500 HV)، وهي قيمة للمواد المعاد تدويرها المملوءة بالزجاج أو الكاشطة؛ يقدم العديد من مصنعي المعدات الأصلية شفرات سرير من الكربيد الصلب في كتيباتهم (انظر الملاحظة حول الكربيد الصلب في كتيب MAAG S3500).
للتحقق من الصلابة، اطلب بيانات اختبار روكويل C المتوافقة مع معيار ASTM E18 أو ISO 6508-1، بما في ذلك الحمل والمواقع و3-5 قراءات مع نطاقاتها، مع ربطها برقم تعريف القطعة ورقم دفعة التسخين. تشرح الأدلة العملية لاختبار روكويل رأس الماس والحمل الرئيسي 150 كجم المستخدم لاختبار HRC (نظرة عامة على معيار ASTM E18; دليل بوهلر روكويل).
عند الحاجة إلى مجموعة شفرات مخصصة، يمكن لموردين مثل MAXTOR METAL تصنيعها وفقًا لرسوماتك أو مخططاتك أو عيناتك، وتوفير تقارير عن المواد والمعالجة الحرارية والصلابة والتفاوتات البُعدية. عند الشراء، حدد درجة الفولاذ، ونطاق الصلابة المستهدف، وشكل الحافة، والتفاوتات (مثل ±0.01-0.05 مم في السماكة/أنماط الثقوب)، واطلب وثائق قابلة للتتبع. للاطلاع على أمثلة لنطاق الوثائق وملاءمة المنتج، راجع إرشادات الشركة المحايدة وصفحات المنتجات: يوضح دليل أفضل الممارسات لسكاكين التكوير توقعات الوثائق، وتوضح صفحات شفرات مُكوِّن التكوير البلاستيكي أنماط وخيارات التركيب.دليل سكاكين تكوير المعادن من ماكستور; منتج شفرات تغليف البلاستيك المعدني من ماكستورعند إصدار طلب عرض أسعار/أمر شراء، يجب تضمين شهادة مصنع المواد ورقم المعالجة الحرارية/الدفعة، وتقرير المعالجة الحرارية مع الصلابة المستهدفة، وورقة صلابة ASTM E18/ISO 6508-1 مع قراءات ومواقع متعددة، وتقرير الأبعاد (الطول/العرض/السماكة، تباعد الثقوب، التوازي/الانحراف) المرتبط بمعرف الجزء، وهندسة الحافة المحددة (نصف قطر الشحذ/الشطف، ملاحظات ترصيع الكربيد) حتى يتمكن قسم ضمان الجودة من الموافقة دون تأخير.
التحكم في الفجوة وصلابة القاطع
غالبًا ما تُظهر كتيبات الشركات المصنعة للمعدات الأصلية أدوات ضبط دقيقة (مثل اللامركزية، ومسامير الدفع والسحب) تسمح بفجوات دقيقة للغاية بين السكين والسطح - تصل إلى بضعة أجزاء من مئة من المليمتر في بعض الطرازات. تعامل مع هذه الفجوات كحدود للقدرة وليست نقاط ضبط ثابتة؛ تتمثل طريقة البدء العملية في جعل حافة الدوار تلامس السطح برفق وبشكل منتظم، ثم إعادتها إلى خلوص تشغيل متوافق مع حجم البوليمر والحبيبات. تتراوح نطاقات بدء التصميم الهندسي لخطوط خيوط الماء عادةً بين 0.05 و0.10 مم للبولي بروبيلين/البولي إيثيلين غير المملوء، وبين 0.10 و0.20 مم للخلطات المملوءة بالزجاج/المواد الكاشطة. يعتمد الاستقرار على الصلابة والمحاذاة: ابحث عن دعامات معززة، ومحامل دقيقة، وأسطح مثبتة بدبابيس تتكرر في موقعها بعد كل فتح. للاطلاع على أمثلة لتصميمات الوصول السريع المصممة للحفاظ على المحاذاة، انظر إلى غرف الانزلاق/المحور من MAAG وعائلات التنظيف السريع من BPM (كتيب MAAG S3500; ملف تدريب إدارة العمليات التجارية (BPM) بصيغة PDF).
دمج الطرف الرطب وتجفيفه
يؤدي انتقال الرطوبة من الخيوط إلى ظهور جزيئات دقيقة وتلطيخ أثناء إعادة التشغيل. لذا، يُنصح بدمج الوصول المعلق مع التجفيف الفعال: أنظمة السكاكين الهوائية غير الملامسة أو أنظمة السكاكين الهوائية الفراغية (VAK) التي تفصل القطرات وتحافظ على جفاف منطقة التغذية، مما يساعد على استقرار جودة القطع واللون. تشرح مواد التدريب الخاصة بشركة Bay Plastics Machinery مجففات الخيوط بتقنية VAK باستخدام منفاخ واحد مع نظام إزالة الضباب والتصريف - وهو نهج يدعم إعادة التشغيل المتسقة مع الحد الأدنى من دخول الماء (ملف تدريب إدارة العمليات التجارية (BPM) بصيغة PDF). اختر نظام تصريف متحكم به عند منزلق الماء وتجنب تجمع المياه بالقرب من بكرات التغذية.
إجراءات التشغيل القياسية للإعداد والصيانة

إرشادات إعداد السرير من السكين إلى السرير
السلامة أولاً. قم بتطبيق إجراءات العزل والتحذير الكاملة، واعزل المحرك، وقم بتفريغ صندوق الماء إلى مستوى آمن قبل فتحه. أبقِ أصابعك بعيدة عن الحواف والأجزاء المتحركة؛ استخدم قفازات مقاومة للقطع ونظارات واقية.
- ضبط الوضع الأساسي: باستخدام شفرات جديدة أو مُعاد شحذها، حرّك الدوّار لمحاذاة إحدى الشفرات فوق شفرة القاعدة. اجعل الحواف ملامسة خفيفة ومتساوية على كامل العرض. ارجع للخلف إلى الخلوص الابتدائي المناسب للتشغيل (انظر الجدول أدناه). تحقق من ذلك على اليسار/الوسط/اليمين باستخدام مقاييس السماكة.
- التحقق بالقطع: ابدأ ببطء وافحص الحبيبات الأولى تحت عدسة مكبرة من 10 إلى 20 ضعفًا. يشير القص النظيف بدون تلطيخ، والذيل المنخفض، وعدم وجود نتوءات لامعة إلى جودة التشكيل. إذا ظهر اهتزاز، افتح الفتحة بمقدار 0.02-0.03 مم أو قلل معدل التغذية لمدة دقيقة لتحقيق الاستقرار.
- إعدادات التسجيل: بوليمر التسجيل، عدد الخيوط/القطر، طول الحبيبات المستهدف، قراءات الفجوة، سحب التيار، الوبر %، الذيل %، وLأb* deltas حتى تتمكن من إعادة إنتاج الإعداد لدوار الكريات الناتئ الخاص بك في المهمة المماثلة التالية.
نقاط بداية الفجوات (إرشادات هندسية؛ التحقق في الموقع):
| البوليمر/الحشو والهدف الكروي | الخلوص الابتدائي (مم) | ملحوظات |
|---|---|---|
| حبيبات PP/PE غير مملوءة، 2-3 مم | 0.05–0.10 | استهدف قصًا دقيقًا؛ زد السرعة إذا كان هناك اهتزاز. |
| PET/PA غير مملوء | 0.07–0.12 | تأكد من جفاف الخصلات جيداً |
| 20-40% PP/PA مملوء بالزجاج | 0.10–0.20 | يفضل استخدام سكين سرير من الكربيد؛ تجنب التكسر |
| قابل لإعادة التدوير بدرجة عالية مع وجود غبار | 0.10–0.18 | أعط الأولوية لتجفيف الخصلات وإجراء الفحوصات المتكررة |
تتوافق هذه القيم مع إمكانية الضبط الدقيق المذكورة في كتيبات الشركة المصنعة الأصلية، ولكن يجب تأكيدها من قبل قسم ضمان الجودة الخاص بك.
للحصول على مرجع عملي خطوة بخطوة لاستبدال الشفرات، راجع هذا الدليل المحايد لتغيير الشفرات بشكل آمن وفعال في آلات التكوير، والذي يغطي الأدوات والتسلسل وفحوصات التحقق (استبدل شفرات آلة التكوير بأمان وكفاءة).
خطوات التنظيف وتغيير اللون
نظّف بسرعة وبشكل منهجي لمنع انتقال الأوساخ. افتح حجرة التنظيف بالتأرجح أو السحب؛ ثمّ نظّف الحبيبات والغبار المتناثر بالمكنسة الكهربائية، وامسح بقطعة قماش خالية من الوبر. استخدم مذيبًا آمنًا على البوليمرات باعتدال، وتجنّب رشه بالقرب من المحامل والأختام. إذا لاحظتَ وجود تشققات دقيقة أو استدارة، فاستبدل القطعة أو أدرها إلى حافة جديدة، ثمّ تأكّد من ضبط الفجوة. خفّض مستوى الماء إلى الحد الأدنى الفعّال؛ وتأكّد من تشغيل منشار الهواء/VAK بشكل صحيح. أعد التشغيل بمعدل تدفق منخفض، وتخلّص من أول 1-3 دقائق، ثمّ افحص مستوى الماء.أb* قم بفصل الألوان وغربلها لإزالة المواد الناعمة قبل زيادة السرعة.
المحامل، والأختام، والعناية بالتآكل
تُضيف بيئة المياه الرطبة الرطوبة والمواد الكيميائية المستخدمة في الغسيل إلى الصدمات والاهتزازات المعتادة. يُنصح، قدر الإمكان، باختيار وحدات محامل محكمة الإغلاق ومقاومة للتآكل مزودة بأختام متعددة الطبقات وحلقات قذف من الفولاذ المقاوم للصدأ، على غرار وحدات "خطوط إنتاج الأغذية" الصحية المصممة للعمل في البيئات الرطبة؛ وتشرح ملاحظات التطبيق الخاصة بمصنعي المحامل سبب تحمل هذه الهياكل لعمليات الغسيل المتكررة ومساعدتها في الحفاظ على الشحوم في مكانها الصحيح.نظرة عامة على خط إنتاج الأغذية من SKFإذا كنت تستخدم وحدات قياسية، فأعد تزييت مناطق الرذاذ بشكل متكرر (يوميًا إلى أسبوعيًا حسب السرعة ودرجة الحرارة) حتى يظهر تدفق بسيط من الزيت عند موانع التسرب، وذلك باتباع إرشادات الشركة المصنعة. حافظ على نظافة دوائر المياه، وقم بتفريغ الهياكل بعد غسلها، وتجنب توجيه نفاثات المياه عالية الضغط نحو موانع التسرب، وجدول فحوصات بصرية يومية للتأكد من عدم وجود تسريبات أو حرارة غير طبيعية أو اهتزازات. هذه العادات البسيطة تُؤتي ثمارها من خلال إطالة عمر المحامل وتحسين التحكم في الفجوة.
يُحوّل دوّار المُحَبِّب ذو الناتئ عملية تغيير اللون من عملية تفكيك مطوّلة إلى تسلسل سريع ومُتحكَّم به. والنتيجة هي إعادة تشغيل أسرع، وحبيبات أكثر استقرارًا، وعادةً ما تكون نسبة أقل من المواد الناعمة والشوائب - دون زيادة المخاطر على المشغلين أو ضمان الجودة. عند التفكير في التحديثات، تحقق من التوافق الميكانيكي والصلابة على خط الإنتاج، واطلب وثائق تتبع المواد/المعالجة الحرارية/الصلابة/التفاوتات مع أي مجموعة سكاكين جديدة، وجرّب التكوين على أكثر أنواع المواد كشطًا لتثبيت إعدادات الفجوة وأوقات التنظيف.
بروتوكول التحقق التجريبي (لا يتطلب بيانات الموقع)

إذا كنت ترغب في تبرير ترقية دوار التكوير الكابولي بالأدلة - دون الاعتماد على تسويق الشركة المصنعة الأصلية - فقم بإجراء تجربة تغيير بسيطة من نوع A/B على خط الإنتاج الخاص بك وقم بأرشفة النتائج.
- نِطَاق: نفس عائلة البوليمر، نفس عدد الخيوط/القطر، نفس طول الحبيبات المستهدف؛ قارن القاطع الحالي الخاص بك بتصميم الوصول الكابولي/المتأرجح.
- الطوابع الزمنية: سجل (1) بدء LOTO، (2) فتح الحجرة، (3) اكتمال مجموعة السكاكين، (4) إطلاق الكريات الأولى، (5) إطلاق الكريات "OK" الأولى.
- مقاييس الجودة: الغرامات %، والذيل %، وتناسق طول الحبيبات، وفرق اللون (مثل L)أb* / ΔE) عند 1 و 3 و 5 و 10 دقائق بعد إعادة التشغيل.
- يضيع: التخلص من الخردة (كجم) والوقت اللازم للوصول إلى المواصفات.
- شروط المعالجة لتسجيلها: مستوى/تدفق/درجة حرارة صندوق الماء، إعدادات المجفف (سكين الهواء/VAK)، سرعة بكرة التغذية، سرعة دوران الدوار، وقراءات فجوة السكين إلى السرير (L/M/R).
- مجموعة الوثائق: ربط التجربة بوثائق السكين القابلة للتتبع (شهادة المواد، تقرير المعالجة الحرارية، الصلابة وفقًا لمعيار ASTM E18/ISO 6508-1، وتقرير الأبعاد) حتى تتمكن إدارة الجودة من تدقيق النتيجة.
ملاحظة حول السلامة والمعايير
يُقدّم هذا الدليل نقاط انطلاق هندسية، ويجب التحقق من صحته بالرجوع إلى دليل الشركة المصنّعة الأصلية للجهاز وإجراءات الصحة والسلامة والبيئة في الموقع. للتحكم في الطاقة الخطرة، يُرجى الرجوع إلى OSHA 29 CFR 1910.147 (التحكم في الطاقة الخطرة - الإغلاق/الوسم) و ISO 14118:2017 (سلامة الآلات - منع بدء التشغيل غير المتوقع).
تومي تانغ هو مهندس مبيعات أول في نانجينغ ميتال الصناعية مع خبرة 12 عامًا دعم اختيار وشراء الشفرات الصناعية. الشهادات: شهادة مهندس معتمد في علوم الحاسوب، شهادة مدير معتمد في التعليم الطبي المستمر، شهادة الحزام الأخضر في منهجية ستة سيجما، شهادة إدارة المشاريع الاحترافية..