يُعدّ عدد أسنان القاطع الدوار (عدد الشفرات/الأسنان الموجودة على الدوار) أحد أسرع الوسائل المتاحة لتثبيت طول الحبيبات في آلة تحبيب الخيوط، وهو أنظف طريقة للبقاء ضمن الحد الأقصى الواقعي لسرعة دوران القاطع. أي خطأ في هذا التحديد سيظهر فورًا: تباين في طول الحبيبات، وظهور ذيول غير مكتملة، وزيادة في كمية الجزيئات الدقيقة، وارتفاع احتمالية حدوث أعطال غير مرغوب فيها لأن محطة القطع تعمل خارج نطاقها المستقر.
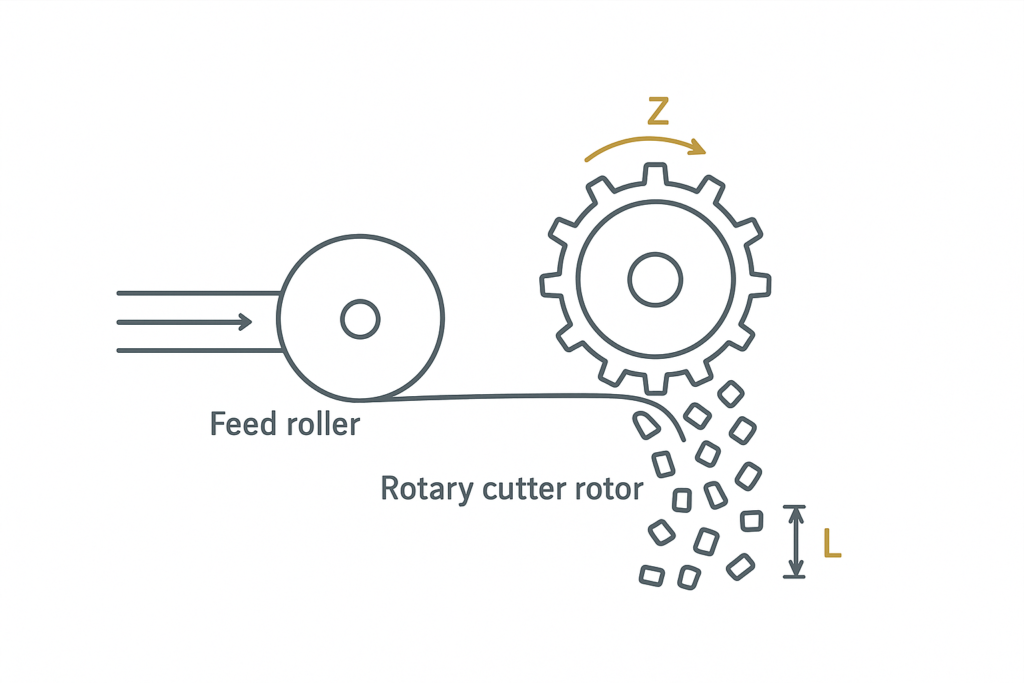
الرابط يعتمد كلياً على علم الحركة. يُحدد طول الحبيبات بمدى تقدم الخيط بين القطع، ويُحدد معدل القطع بضرب سرعة دوران القاطع في عدد الأسنان. كما يلخص MAXTOR METAL في دليل القطع الدواريتناسب طول الحبيبات مع نسبة سرعة التغذية إلى سرعة دوران القاطع وعدد الشفرات.
عادةً ما يتم تعديل عدد الأسنان عندما تدفعك عملية التصنيع إلى ظروف قاسية: سرعة خط إنتاج أعلى، حبيبات أصغر، أو حد أقصى لعدد دورات المحرك في الدقيقة. كما أن المواد الكاشطة، والمواد ذات الحشو العالي، والمواد المعاد تدويرها تميل إلى تغيير نطاق التشغيل "المستقر" لأنك ستضطر إلى التضحية بالقص النظيف مقابل التآكل، والتشقق الدقيق، وتراكم الحرارة على الحافة.
والخبر السار هو أنه يمكنك التحقق من صحة اختيار عدد الأسنان بسرعة على الجهاز من خلال بعض الفحوصات البسيطة: قياس الطول الفعلي للحبيبات، ومراقبة اتجاهات المسحوق/الذيل عند الإعدادات الثابتة، والتأكد من أن الخلوص والانحراف لا يقوضان الحسابات.
النطاق والافتراضات (لضمان إمكانية التكرار): تفترض العلاقات أدناه ما يلي: سرعة الخيط الحقيقية عند القاطع (V) معروف (لا يوجد انزلاق كبير عند بكرات التغذية)، وهندسة السكين/السرير-السكين مستقرة، والهدف هو التحكم توزيع طول الحبيبات (ليس مجرد متوسط). تحقق دائمًا من دليل الشركة المصنعة لآلة التكوير وإجراءات السلامة الخاصة بها.
الرابط الحركي
الصيغة الأساسية والوحدات
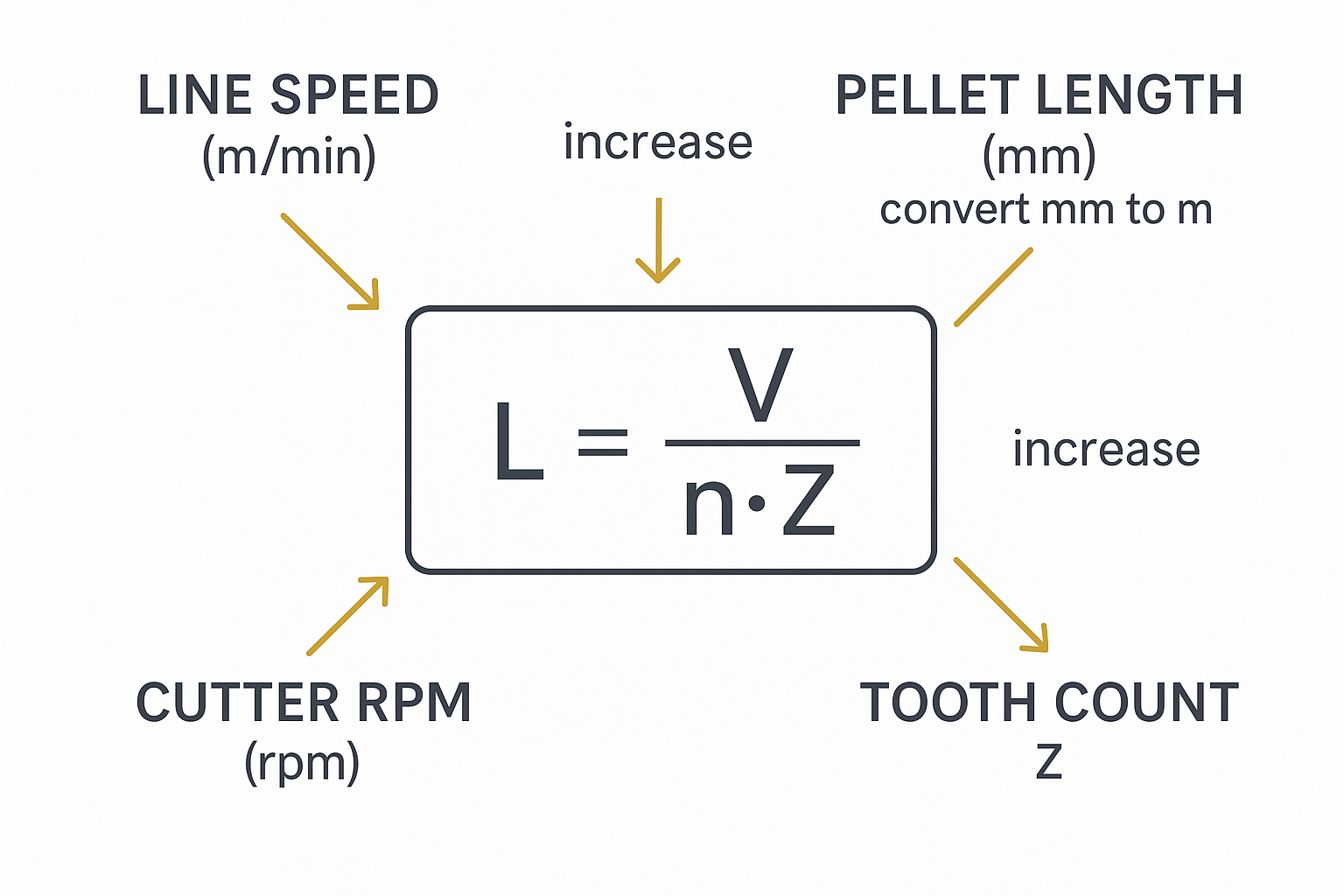
حدد المتغيرات:
- الخامس = سرعة خط السلك عند القاطع (م/دقيقة)
- ل = طول الكرية المستهدفة (مم)
- ن = سرعة دوران القاطع (دورة في الدقيقة)
- Z = عدد الأسنان (الأسنان/الشفرات الموجودة على الدوار)
عدد القطع في الدقيقة هو:
- f = n · Z (قطع/دقيقة)
طول الحبيبات هو المسافة التي تتقدم في كل قطع:
- L(m) = V / (n · Z)
للاستخدام الطول بالمليمتر، يتحول: L(mm) = 1000 · V / (n · Z).
أهم النقاط الرئيسيةإذا كانت V ثابتة، يمكنك جعل الكريات أقصر فقط عن طريق زيادة سرعة دوران القاطع (n)، أو زيادة عدد الأسنان (Z)، أو كليهما.
تفاعلات المتغيرات
التفاعلات خطية ويمكن التنبؤ بها:
- يزيد الخامس → تصبح الكريات أطول (إلا إذا قمت بزيادة n أو Z للتعويض).
- يزيد ن → تصبح الكريات أقصر (حتى تصل إلى الاهتزاز/الضوضاء، أو المشاكل الحرارية، أو حد القيادة).
- يزيد Z → تصبح الكريات أقصر عند نفس قيمة n (غالباً ما تكون هذه هي الطريقة الأنظف لتقليل عدد الدورات المطلوبة في الدقيقة).
هناك ملاحظتان عمليتان مهمتان في الواقع:
- "V عند القاطع" هي الحقيقة. إذا انزلقت الخيوط عند بكرات التغذية أو تم سحبها بواسطة السحب في اتجاه مجرى التيار، فلن يتطابق طول الحبيبات المقاس مع الحساب.
- يسود التشتت الميكانيكي عندما تصبح عدوانيًا للغاية. بمجرد أن يصبح n مرتفعًا بدرجة كافية، فإن أي انحراف أو اختلاف في الخلوص أو تجول في الخيوط يظهر على شكل اختلاف في الطول وجزيئات دقيقة.
مثال عملي
استخدم معيارًا افتراضيًا شائعًا للإنتاج واجعله معيارًا قياسيًا:
- سرعة الخط V = 40 م/دقيقة (ضمن النطاق المحدد عادةً 20-80 متر/دقيقة)
- طول الكريات المستهدفة الطول = 3 مم (هدف افتراضي شائع)
من مواصفات البائع التي تعكس هذه الفترة النموذجية ما يلي: دليل أنظمة تكلاب "أنظمة التكوير" (20-80 م/دقيقة؛ 1-6 مم).
أولاً، قم بتحويل اللتر إلى متر:
- الطول = 3 مم = 0.003 م
حساب عدد القطع المطلوبة في الدقيقة:
- f = V / L = 40 / 0.003 ≈ 13,333 قطع/دقيقة
والآن، قم بتحويل ذلك إلى عدد دورات في الدقيقة (RPM) لعدد قليل من عدد الأسنان الشائعة:
- لو Z = 12 → n = f / Z ≈ 13333 / 12 ≈ 1111 دورة في الدقيقة
- لو Z = 24 → n ≈ 556 دورة في الدقيقة
- لو Z = 30 → n ≈ 444 دورة في الدقيقة
ليس المقصود أنه "يجب عليك تشغيل" تلك السرعات الدورانية؛ بل إن عدد الأسنان هو ما يعيد السرعة الدورانية المطلوبة إلى نطاق التشغيل المستقر لجهازك.
جدول المقاسات السريع (نسخ/لصق)
استخدم هذا كفحص سريع قبل تغيير الأجهزة. الحوسبة:
- n_req (rpm) = 1000 · V(m/min) / (L(mm) · Z)
| V (م/دقيقة) | الطول (مم) | Z (الأسنان) | n_req (rpm) |
|---|---|---|---|
| 40 | 3 | 12 | 1,111 |
| 40 | 3 | 24 | 556 |
| 40 | 3 | 30 | 444 |
إذا كنت n_req إذا كان قريبًا جدًا من الحد الأقصى العملي، فقم بزيادة Z (إن أمكن) لاستعادة هامش الاستقرار قبل زيادة RPM.
مثال ميداني (مجهول الهوية، نوعي)
في عمليات الدعم اليومية، من الشائع أن زيادة سرعة خط الإنتاج دون إعادة ضبط تردد القطع تدفع سرعة دوران الدوار نحو الطرف غير المستقر لنطاق الماكينة. في هذه الحالات، يؤدي الانتقال إلى عدد أسنان أعلى (Z) لخفض سرعة الدوران عادةً إلى تحسين الأداء. اتساق الطول (توزيع أكثر دقة)، يقلل ذيول/طويلة، ويخفض الغرامات—متاح يتم الحفاظ على حالة السكين، والمسافة الفاصلة، وتبريد الخيوط بشكل ثابت.
سير عمل الاختيار
تحديد المدخلات
قم بتأمين المدخلات قبل لمس أي جهاز:
- V (م/دقيقة): قم بقياس أو تأكيد سرعة الخط الفعلية عند القاطع، وليس فقط سرعة دوران الطارد.
- الطول (مم): حدد ما يعنيه "طول الحبيبة" بالنسبة لضمان الجودة (متوسط الطول، أو أقصى طول، أو التوزيع).
- n_max (rpm): الحد الأقصى العملي لسرعة دوران الدوار لجهاز التكوير الخاص بك (حد القيادة وحد الاستقرار).
- متاح Z: عدد الأسنان التي يمكنك تركيبها فعليًا (تصميم الدوار، الشفرات المُدخلة، جيوب السكين).
إذا كنت تستخدم مواد معاد تدويرها أو مواد ذات كثافة تعبئة عالية، فتعامل معها أيضاً على أنها "مدخلات" لأنها تقلل من نطاق الاستقرار:
- مستوى الخشونة / الحشو (خطر التآكل والتشقق الدقيق)
- درجة حرارة الخيط عند الدخول (التلطيخ مقابل الكسر الهش)
- اتساق عدد الخيوط وقطرها
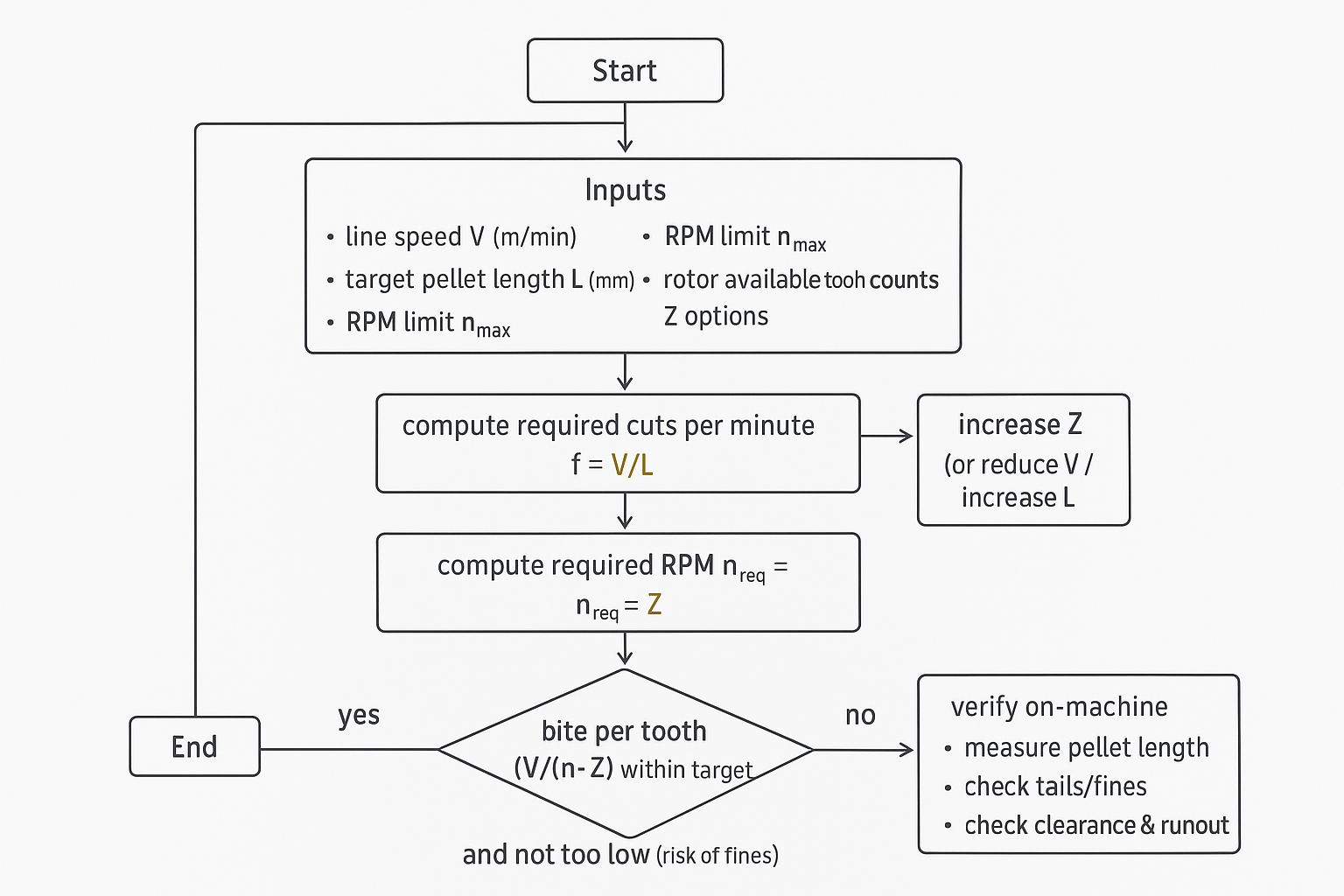
حدد عدد أسنان القاطع الدوار
- احسب تردد القطع المطلوب:
- f = (V / L(m)) قطع/دقيقة
- لكل عدد أسنان متاح Z، احسب سرعة الدوار المطلوبة:
- n_req = f / Z دورة في الدقيقة
- اختر أصغر قيمة لـ Z التي تحافظ على n_req أقل بكثير من الحد الأقصى العملي الذي يمكنك تحقيقه.
لماذا "بشكل مريح"؟ لأنك تحتاج إلى هامش للتغير الطبيعي: انحراف سرعة الخط، وانتفاخ الخيوط، والتآكل التدريجي الذي يزيد من قوة القطع.
إذا لم يكن هناك عزم دوران متاح يجعلك أقل من الحد الأقصى لعدد دورات المحرك في الدقيقة، فلن يكون لديك سوى ثلاثة خيارات حقيقية:
- يقلل الخامس (انخفاض في معدل نقل البيانات)
- يزيد ل (تغيير في مواصفات الكريات)
- تغيير أجزاء الدوار (نطاق مختلف لعدد الأسنان)
تحقق من سرعة الدوران وعدد العضات لكل سن
حتى عندما n_req على الرغم من أن هذا مقبول، إلا أنك لا تزال بحاجة إلى التحقق من منطقية "العضة لكل سن" - أي تقدم الخيط لكل قطع. في هذا السياق، هي نفس القيمة التي تستهدفها (طول الحبيبة)، ولكن من المفيد التعامل معها كمتغير استقرار.
- يمكن أن يؤدي القطع الصغير جدًا (تردد القطع العالي جدًا) إلى زيادة النشارة والحرارة إذا لم يتم التحكم في الخلوص أو حالة الحافة.
- يمكن أن تؤدي العضة الكبيرة جدًا (تردد القطع المنخفض) إلى رفع الذيل و"الضغط" على التشوه، خاصة على الخيوط الناعمة أو الدافئة.
قم بإجراء ثلاثة فحوصات على الجهاز قبل إعلان النجاح:
- التحقق من الطول: اجمع من 50 إلى 100 حبة بعد استقرار الظروف. حدد إحصائية ضمان الجودة (مثل المتوسط + الانحراف المعياري، أو طول P90/P95) وقم بالقياس باستخدام طريقة ثابتة (الفرجار أو القياس البصري).
- التحقق من الغرامات/الذخيرة: يتم قياس الغرامات الاتجاهية ككتلة % باستخدام قطع متسق من الشاشة/المنخل (أو معيار المصنع الخاص بك) وحساب الذيل/الطويل عند V و n و Z ثابتة.
- فحص الميكانيكا: تأكد من أن خلوص السكين بالنسبة للسرير وانحراف الدوار ضمن قدرة جهازك؛ إذا لم تتمكن من الحفاظ عليهما، فلن تكون الحسابات صحيحة أيضًا.
مراجع محايدة (للمزيد من القراءة): تشرح شركة Bay Plastics Machinery إعداد آلة تحبيب الخيوط والعلاقة بين سرعة التغذية وسرعة القطع وطول الحبيبات في "أساسيات تحويل الخيوط إلى حبيبات" (ملف تدريبي بصيغة PDF)تقدم مجموعة MAAG وثائق الشركات المصنعة الأصلية (OEM) حول أنظمة تحبيب الخيوط، وسحب الخيوط، وأساسيات محطات القطع في "JSG - نظام تحبيب الخيوط الجافة الأوتوماتيكي" (MAAG PDF) و "M-ASG - نظام تحبيب الخيوط" (ملف PDF من MAAG).
نموذج سجل المحاكمة (نسخ/لصق)
استخدم سجلًا بسيطًا من سطر واحد لكل تجربة حتى تتمكن من مقارنة التغييرات بمرور الوقت.
| تاريخ | مادة / حشو | عدد الخصلات | V (م/دقيقة) | الهدف L (مم) | Z (الأسنان) | ن (دورة في الدقيقة) | إعداد التخليص | فحص نفاد المخزون | حجم العينة | إحصائية الطول (المتوسط + الانحراف المعياري أو النسبة المئوية 95) | طريقة الغرامات | الغرامات (%) | يتم احتساب الذيل/الطول | ملحوظات |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
نصيحة: حافظ على نقطة أخذ العينات وطريقة القياس متطابقة في كل تجربة؛ وإلا فقد يكون "التحسن" مجرد ضوضاء في القياس.
القيود والمواد
التداخل والتخليص
لا يمكن لعدد الأسنان أن يعوض عن محطة القطع غير المستقرة هندسيًا.
إذا تفاوتت الخلوصات على طول شفرة القطع، فستلاحظ قطعًا "مختلطًا": بعض الخيوط تنقطع بسلاسة، بينما يتمزق البعض الآخر أو يتلطخ، مما يزيد من تباين طول الحبيبات حتى عندما تكون نقاط الضبط ثابتة. في حالة المواد الكاشطة، تتفاقم المشكلة لأن تآكل الحواف يزيد من حساسية الخلوصات.
MAXTOR METAL توثيق فولاذ أدوات PM (HRC 60–63)، والصقل الدقيق 0.005–0.02 مم، و Ra <0.2 ميكرومتر، وفحوصات الانحراف/التوازي ≤0.02–0.05 مم.
انظر ملاحظة حشو عالية.
الديناميكيات وعدد الخيوط
يؤثر عدد الأسنان على تردد القطع. ومع ازدياد التردد، تزداد أهمية التأثيرات الديناميكية.
- المزيد من الخصلات يعني المزيد من الفرص لإحدى الخصلات لتتجول أو تلتصق أو تصل أكثر سخونة/ليونة من البقية.
- إذا كان عدد الخيوط مرتفعًا والتبريد غير متساوٍ، فإن القاطع يرى مزيجًا من القطع "السهلة" و"الصعبة"، مما قد يؤدي إلى اهتزاز ويظهر على شكل اختلاف في الطول.
- عند الترددات العالية، يصبح أي انحراف/عدم انتظام بمثابة مُعدِّل للطول: كل دورة تُكرر نفس نمط الخطأ.
من الناحية العملية، فإن أسرع طريقة لاكتشاف مشكلة في الديناميكيات هي تثبيت V و n ومراقبة ما إذا كان تشتت طول الحبيبات مرتبطًا بموضع الدوار (دوري) أو بأحداث الخيوط (عشوائي).
مواد السكاكين وتفاوتاتها
عادةً ما تفرض المواد الكاشطة والمعاد تدويرها حلاً وسطاً: فأنت تريد حافة قوية تقاوم التكسر الدقيق، ولكنك تحتاج أيضاً إلى هندسة دقيقة بحيث يظل القطع قصاً وليس تمزقاً.
في مناقشات المشتريات ومراقبة الجودة، من المفيد تعريف التسامح بأنه "مناسب للنظام"، وليس "بأقصى قدر ممكن من الصرامة". دليل التفاوت المسموح به لشفرات الشفرات الصناعية يقدم أمثلة على نطاقات التفاوت وملاحظات الفحص التي يمكن أن تساعدك في تحديد ما تحتاجه بالفعل (والتحقق منه عند الاستلام).
تتمثل عملية التحقق المحايدة والعملية من المورد في طلب ما يلي: شهادة المواد، وتقرير المعالجة الحرارية، وفحص الصلابة، وتقرير الأبعاد/التسطيح المتوافق مع واجهة السكين والدوار الخاصة بجهازك.
الخاتمة
يُعدّ اختيار عدد أسنان القاطع الدوار عمليةً دقيقةً للموازنة بين الحركة (للوصول إلى طول الحبيبات المطلوب) والاستقرار (للبقاء ضمن حدود سرعة الدوران والحدود الميكانيكية). ابدأ بالحسابات، ثم اختر أصغر قيمة لـ Z التي تُبقي سرعة الدوران المطلوبة ضمن الحدود المسموح بها، مع مراعاة هامش الانحراف والتآكل.
لتحقيق استقرار حجم الحبيبات وتقليل المواد الناعمة، تحقق من صحة العملية على الجهاز من خلال فحوصات بسيطة: قم بقياس توزيع طول الحبيبات، وتتبع ذيول/المواد الناعمة عند الإعدادات الثابتة، وتأكد من أن الخلوص/الانحراف جيد بما يكفي لكي تكون الحسابات ذات معنى.
بالنسبة للمواد الكاشطة/عالية الكثافة والمواد المعاد تدويرها، توقع أن يضيق نطاق الاستقرار. عادةً ما ستميل إلى استخدام مواد شفرات أكثر متانة وهندسة أكثر دقة وقابلة للتحقق، ثم تعيد ضبط قيمتي Z و n للحفاظ على نظافة القطع دون زيادة سرعة الدوران إلى حد التسبب في اهتزاز أو ارتفاع درجة الحرارة.
إذا كنت بحاجة إلى نقطة مرجعية موثقة لمواد السكاكين وأهداف هندسية قابلة للقياس في مهام الكشط، ماكستور ميتال ينشر ملاحظات عملية يمكنك استخدامها كقائمة مرجعية عند تقييم أي مورد.
مؤلف: تومي تانغ، مهندس مبيعات أول، شركة نانجينغ ميتال الصناعية - خبرة 12 عامًا في مجال شفرات التكوير الصناعية وتطبيقات التكوير. الشهادات: CSE، CME، الحزام الأخضر في منهجية ستة سيجما، PMP.
تمت المراجعة بواسطة: فريق الهندسة MAXTOR METAL. للمزيد من المعلومات: https://maxtormetal.com/about/