Die Anzahl der Zähne des Rotationsschneiders (wie viele Messer/Zähne sich am Rotor befinden) ist einer der schnellsten Hebel zur Stabilisierung der Pelletlänge in einem Strangpelletierer – und der sauberste Weg, die maximale Drehzahl des Schneiders im realistischen Bereich zu halten. Fehler machen sich sofort bemerkbar: Abweichungen zwischen langen und kurzen Pellets, Ausläufer, mehr Feinanteil und ein höheres Risiko von Fehlauslösungen, da die Schneidstation außerhalb ihres stabilen Betriebsbereichs arbeitet.
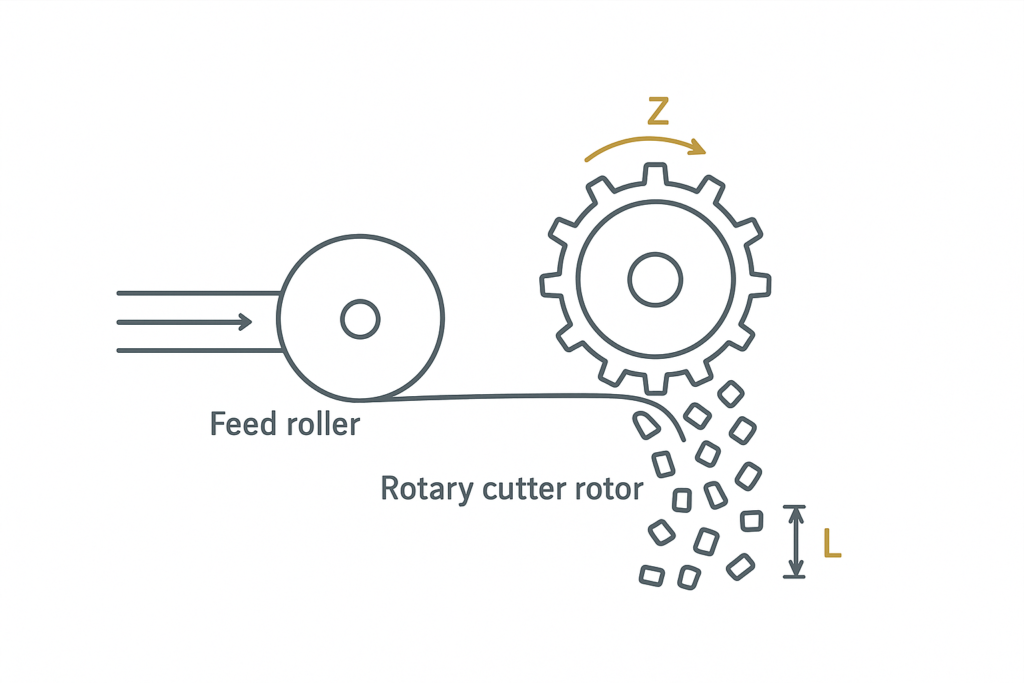
Die Verbindung beruht auf reiner Kinematik. Die Pelletlänge wird durch den Strangvorschub zwischen den Schnitten bestimmt, die Schnittfrequenz durch die Drehzahl des Schneidwerkzeugs multipliziert mit der Zähnezahl. Wie MAXTOR METAL in seinem Führung für RotationsschneiderDie Pelletlänge skaliert mit dem Verhältnis von Vorschubgeschwindigkeit zu Drehzahl des Schneidwerkzeugs und Messeranzahl.
Die Zähnezahl wird üblicherweise angepasst, wenn der Prozess an seine Grenzen stößt: höhere Bandgeschwindigkeit, kleinere Pellets oder eine festgelegte Drehzahlgrenze. Abrasive, hochgefüllte und recycelte Materialien verschieben den optimalen Betriebsbereich ebenfalls, da sauberes Scheren gegen Verschleiß, Mikroausbrüche und Wärmeentwicklung an der Schneidkante abgewogen werden muss.
Die gute Nachricht ist, dass Sie die Wahl der Zahnzahl an der Maschine schnell mit ein paar einfachen Kontrollen überprüfen können: Messen Sie die tatsächliche Pelletlänge, beobachten Sie die Entwicklung von Feinanteilen und Resten bei konstanten Einstellungen und stellen Sie sicher, dass Spiel und Rundlauf die Berechnung nicht beeinträchtigen.
Geltungsbereich und Annahmen (für die Reproduzierbarkeit): Die folgenden Beziehungen setzen Folgendes voraus: Tatsächliche Stranggeschwindigkeit am Schneidkopf (V) ist bekannt (kein signifikanter Schlupf an den Vorschubwalzen), die Geometrie von Messer und Gegenmesser ist stabil, und das Ziel ist die Kontrolle Pelletlängenverteilung (Nicht nur ein Durchschnittswert). Überprüfen Sie die Angaben stets anhand der Bedienungsanleitung und der Sicherheitsvorschriften des Herstellers Ihres Pelletiergeräts.
Die kinematische Verbindung
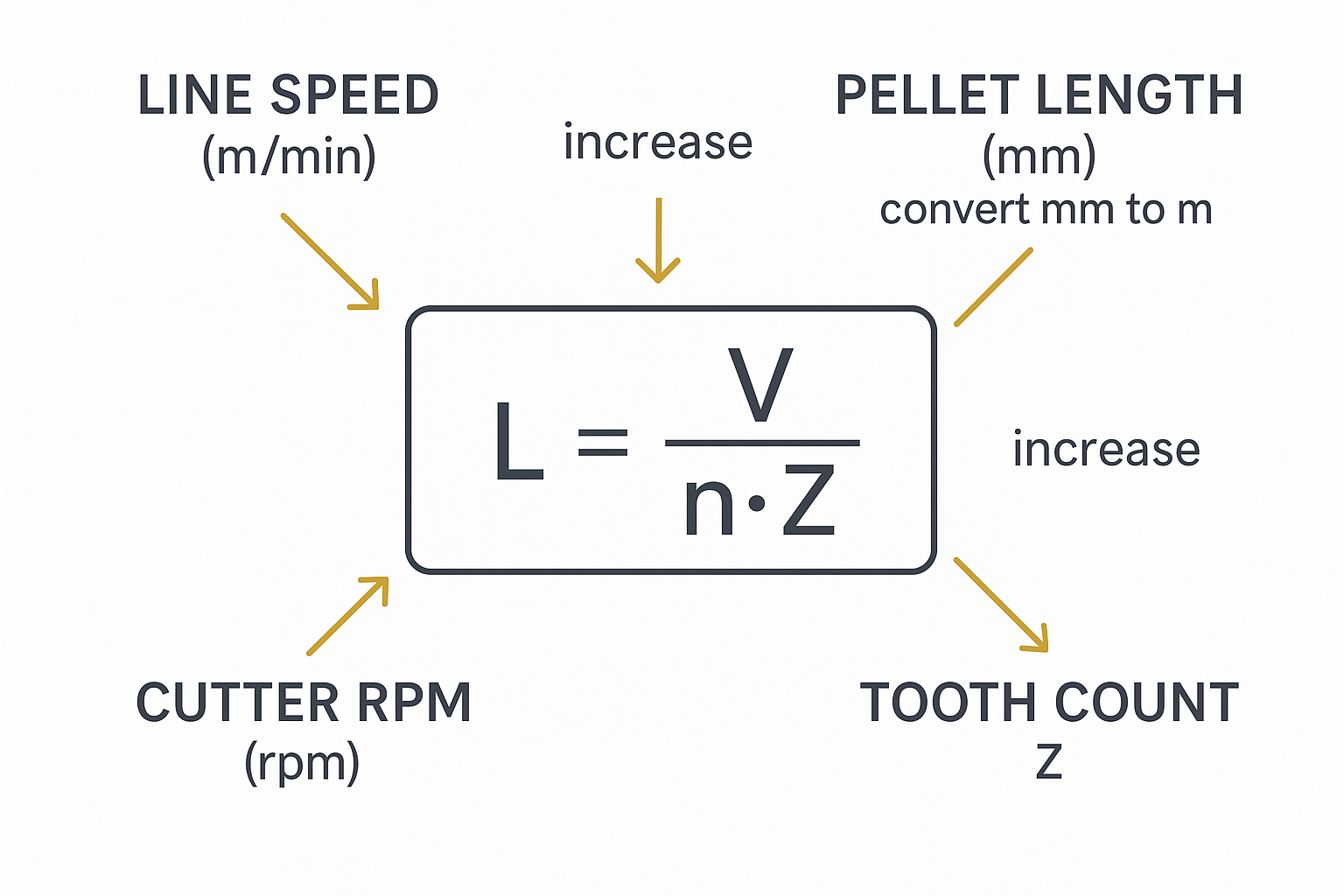
Kernformel und Einheiten
Definiere die Variablen:
- V = Stranggeschwindigkeit am Schneidkopf (m/min)
- L = Zielkugellänge (mm)
- N = Drehzahl des Schneidrotors (U/min)
- Z = Zähnezahl (Zähne/Messer am Rotor)
Schnitte pro Minute:
- f = n · Z (Schnitte/Min.)
Die Pelletlänge ist die pro Schnitt zurückgelegte Strecke:
- L(m) = V / (n · Z)
Zur Verwendung L in mm, konvertieren: L(mm) = 1000 · V / (n · Z).
Wichtigste Erkenntnis: Wenn V konstant ist, können Sie die Pellets nur durch Erhöhen der Drehzahl des Schneidwerkzeugs (n), durch Erhöhen der Zähnezahl (Z) oder durch beides verkürzen.
Wechselwirkungen zwischen Variablen
Die Wechselwirkungen sind linear und vorhersagbar:
- Zunahme V → Die Pellets werden länger (es sei denn, man erhöht n oder Z, um dies auszugleichen).
- Zunahme N → Die Pellets werden kürzer (bis Vibrationen/Geräusche, thermische Probleme oder die Antriebsgrenze erreicht werden).
- Zunahme Z → Die Pellets werden bei gleichem n kürzer (oft die sauberste Methode, die erforderliche Drehzahl zu reduzieren).
Zwei praktische Aspekte sind in der reellen Zahlenreihe wichtig:
- „V am Schneidkopf“ ist die Wahrheit. Wenn die Fasern an den Zuführwalzen durchrutschen oder durch den Strömungswiderstand mitgerissen werden, stimmt die gemessene Pelletlänge nicht mit der Berechnung überein.
- Bei zu aggressivem Vorgehen dominiert die mechanische Streuung. Sobald n hoch genug ist, machen sich Ungenauigkeiten, Abweichungen im Spielraum oder Strangwanderungen als Längenabweichungen und Feinanteile bemerkbar.
Durchgerechnetes Beispiel
Verwenden Sie einen gängigen Produktionsstandard und halten Sie ihn messbar:
- Leitungsgeschwindigkeit V = 40 m/min (innerhalb des üblicherweise angegebenen Bereichs von 20–80 m/min)
- Zielkugellänge L = 3 mm (ein gängiges Standardziel)
Eine Herstellerspezifikation, die dieses typische Zeitfenster widerspiegelt, ist die Techlab Systems Leitfaden „Pelletierungssysteme“ (20–80 m/min; 1–6 mm).
Zuerst L in Meter umrechnen:
- L = 3 mm = 0,003 m
Erforderliche Schnitte pro Minute berechnen:
- f = V / L = 40 / 0,003 ≈ 13.333 Schnitte/min
Das lässt sich nun in Umdrehungen pro Minute (U/min) für einige gängige Zähnezahlen umrechnen:
- Wenn Z = 12 → n = f / Z ≈ 13.333 / 12 ≈ 1.111 U/min
- Wenn Z = 24 → n ≈ 556 U/min
- Wenn Z = 30 → n ≈ 444 U/min
Es geht nicht darum, dass Sie diese Drehzahlen „fahren sollten“, sondern darum, dass die Zähnezahl die erforderliche Drehzahl wieder in den stabilen Betriebsbereich Ihrer Maschine bringt.
Größentabelle (Kopieren/Einfügen)
Nutzen Sie dies als Schnellprüfung, bevor Sie die Hardware austauschen. Berechnung:
- n_req (U/min) = 1000 · V (m/min) / (L (mm) · Z)
| V (m/min) | L (mm) | Z (Zähne) | n_req (U/min) |
|---|---|---|---|
| 40 | 3 | 12 | 1,111 |
| 40 | 3 | 24 | 556 |
| 40 | 3 | 30 | 444 |
Wenn Ihr n_req ist zu nahe an Ihrer praktischen Grenze, erhöhen Sie Z (falls verfügbar), um die Stabilitätsreserve wiederzuerlangen, bevor Sie die Drehzahl erhöhen.
Feldbeispiel (anonymisiert, qualitativ)
Im täglichen Support zeigt sich häufig, dass eine Erhöhung der Liniengeschwindigkeit ohne Anpassung der Schnittfrequenz die Rotordrehzahl in den instabilen Bereich des Maschinendrehzahlbereichs treibt. In solchen Fällen verbessert sich die Situation in der Regel durch den Einsatz eines Zahnrads mit höherer Zähnezahl (Z), wodurch die Drehzahl wieder gesenkt wird. Längenkonsistenz (engere Verteilung), reduziert lange/lange Schwänzeund senkt Geldstrafen—bereitgestellt Messerzustand, Freiraum und Strangkühlung werden konstant gehalten.
Auswahl-Workflow
Eingaben definieren
Sperren Sie die Eingänge, bevor Sie die Hardware berühren:
- V (m/min): Messen oder bestätigen Sie die tatsächliche Liniengeschwindigkeit am Schneidkopf, nicht nur die Drehzahl des Extruders.
- L (mm): Definieren Sie, was „Pelletlänge“ für Ihre Qualitätssicherung bedeutet (durchschnittliche Länge, maximale Länge oder Verteilung).
- n_max (U/min): Die praktische maximale Rotordrehzahl für Ihren Pelletierer (Antriebsgrenze und Stabilitätsgrenze).
- Verfügbare Z-Werte: Welche Zähnezahlen können Sie tatsächlich einbauen (Rotordesign, eingesetzte Klingen, Messertaschen)?
Wenn Sie recycelte oder hochgefüllte Materialien verwenden, sollten Sie diese ebenfalls als „Inputstoffe“ behandeln, da sie das stabile Zeitfenster verkleinern:
- Abrasivität / Füllstoffgehalt (Verschleiß- und Mikrosplitterungsrisiko)
- Strangtemperatur beim Eintritt (Schmierbruch vs. Sprödbruch)
- Konsistenz der Stranganzahl und des Strangdurchmessers
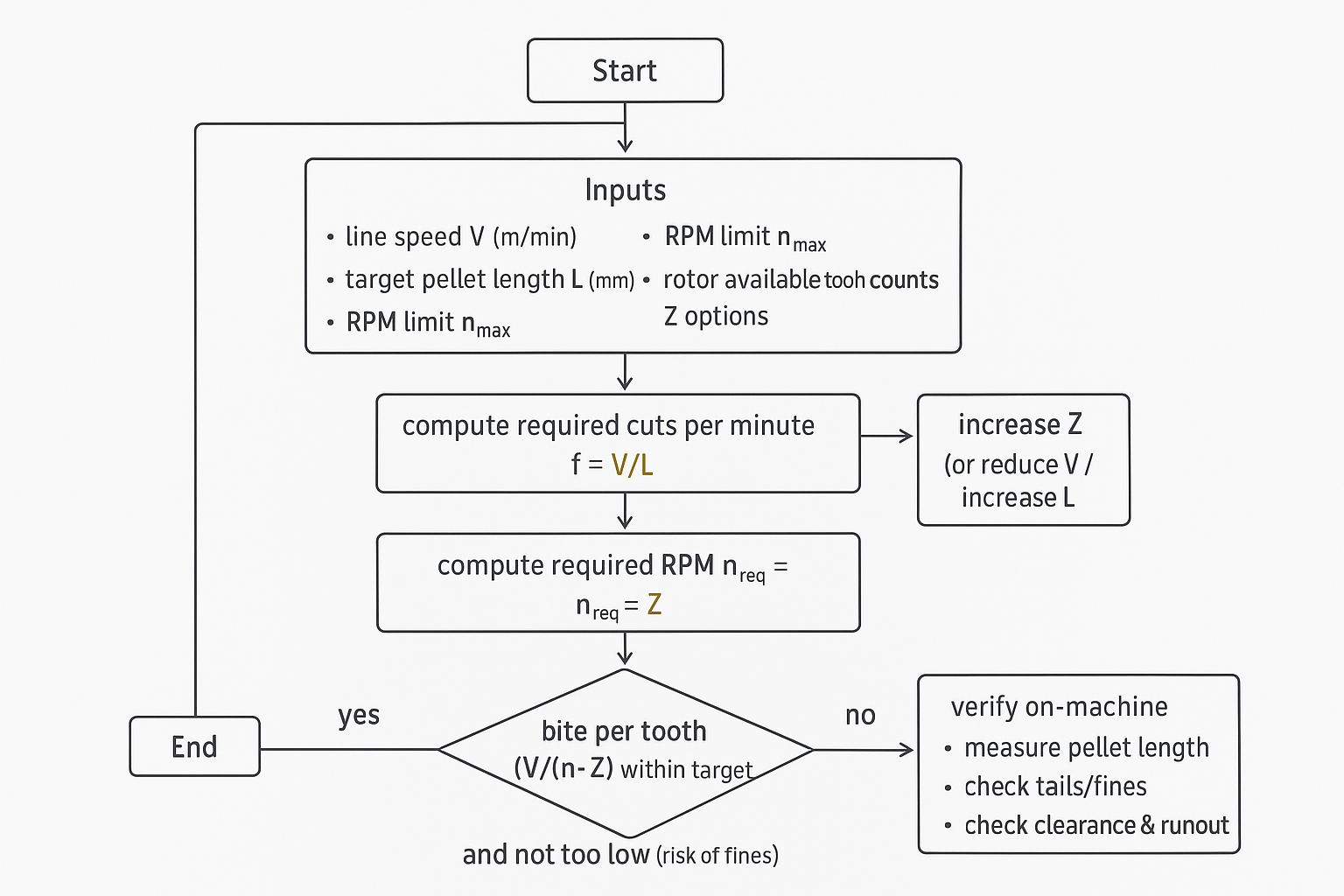
Wählen Sie die Anzahl der Zähne des Rotationsfräsers.
- Berechnen Sie die erforderliche Schnittfrequenz:
- f = (V / L(m)) Schnitte/min
- Berechnen Sie für jede verfügbare Zähnezahl Z die erforderliche Rotordrehzahl:
- n_req = f / Z U/min
- Wähle das kleinste Z, das beibehält n_req komfortabel unterhalb Ihrer praktischen Obergrenze.
Warum „komfortabel“? Weil man einen Spielraum für normale Abweichungen benötigt: Abweichungen in der Fadengeschwindigkeit, Aufquellen des Fadens und allmählicher Verschleiß, der die Schnittkraft erhöht.
Wenn kein verfügbarer Z-Wert Sie unter die Drehzahlgrenze bringt, bleiben Ihnen nur drei realistische Optionen:
- reduzieren V (Durchsatzbeeinträchtigung)
- Zunahme L (Änderung der Pellet-Spezifikation)
- Rotorhardware wechseln (anderer Zähnezahlbereich)
Drehzahl und Biss pro Zahn überprüfen.
Selbst wenn n_req ist akzeptabel, dennoch ist eine Plausibilitätsprüfung für „Biss pro Zahn“ – den Strangvorschub pro Schnitt – erforderlich. In diesem Kontext entspricht es dem Zielwert (Pelletlänge), aber es ist sinnvoll, ihn als Stabilitätsvariable zu behandeln:
- Eine sehr geringe Schnittfrequenz (sehr hohe Schnittfrequenz) kann zu Feinstaub und Hitzeentwicklung führen, wenn der Schnittspalt oder der Zustand der Schneide nicht kontrolliert wird.
- Ein sehr starker Biss (niedrige Schnittfrequenz) kann die Rute aufrichten und zu Verformungen durch „Quetschung“ führen, insbesondere bei weichen oder warmen Strängen.
Führen Sie drei Prüfungen direkt am Gerät durch, bevor Sie den Erfolg verkünden:
- Längenprüfung: Sammeln Sie nach Stabilisierung der Bedingungen 50–100 Pellets. Definieren Sie Ihre Qualitätssicherungsstatistik (z. B. Mittelwert + Standardabweichung oder P90/P95-Länge) und messen Sie mit einer einheitlichen Methode (Messschieber oder optische Messung).
- Feinheiten/Rückstandsprüfung: Trend der Feinanteile als Masse % unter Verwendung eines einheitlichen Siebschnitts (oder des Standards Ihres Werks) und Zählen der End- und Langanteile bei konstantem V, n, Z.
- Mechanikprüfung: Prüfen Sie, ob der Abstand zwischen Messer und Bett sowie der Rotorlauf innerhalb der Möglichkeiten Ihrer Maschine liegen; wenn Sie diese Werte nicht einhalten können, ist auch die Berechnung nicht haltbar.
Neutrale Verweise (für weiterführende Informationen): Bay Plastics Machinery erklärt die Einrichtung eines Stranggranulators und den Zusammenhang zwischen Zuführgeschwindigkeit, Schneidgeschwindigkeit und Pelletlänge in „Grundlagen der Strangpelletierung“ (BPM-Schulungs-PDF)Die MAAG Group bietet OEM-Dokumentation zu Stranggranuliersystemen, Strangeinzug und Grundlagen von Schneidstationen an. „JSG – Automatisches Trockenschnitt-Strangpelletierungssystem“ (MAAG PDF) und „M-ASG — Stranggranuliersystem“ (MAAG PDF).
Vorlage für das Prozessprotokoll (Kopieren/Einfügen)
Verwenden Sie pro Versuch ein einfaches, einzeiliges Protokoll, um Veränderungen im Zeitverlauf vergleichen zu können.
| Datum | Material / Füllstoff | Stränge (Anzahl) | V (m/min) | L Ziel (mm) | Z (Zähne) | n (U/min) | Freigabeeinstellung | Auslaufprüfung | Stichprobengröße | Längenstatistik (Mittelwert + Standardabweichung oder P95) | Bußgeldmethode | Geldstrafen (%) | Tails/longs zählen | Hinweise |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Tipp: Halten Sie den Probenahmepunkt und die Messmethode bei jedem Versuch identisch; andernfalls könnte die „Verbesserung“ lediglich auf Messrauschen zurückzuführen sein.
Einschränkungen und Materialien
Überlappung und Freiraum
Die Anzahl der Zähne kann eine geometrisch instabile Schneidstation nicht kompensieren.
Wenn der Spalt zwischen Messer und Bettmesser variiert, entsteht ein ungleichmäßiger Schnitt: Einige Fasern werden sauber durchtrennt, andere reißen oder verschmieren, sodass die Streuung der Schrotlänge zunimmt, selbst bei gleichbleibenden Sollwerten. Bei abrasivem Material verstärkt sich das Problem, da der Kantenverschleiß die Empfindlichkeit gegenüber dem Spalt erhöht.
MAXTOR METAL dokumentiert PM-Werkzeugstahl (HRC 60–63), Mikrohonen 0,005–0,02 mm, Ra <0,2 µm und Rundlauf-/Parallelitätsprüfungen ≤0,02–0,05 mm.
Siehe die Hochfüllernote.
Dynamik und Stranganzahl
Die Anzahl der Zähne beeinflusst die Schnittfrequenz. Mit steigender Frequenz spielen dynamische Effekte eine größere Rolle:
- Mehr Stränge bedeuten mehr Möglichkeiten für einen Strang, abzuweichen, kleben zu bleiben oder heißer/weicher als die anderen anzukommen.
- Bei einer hohen Anzahl an Fasern und ungleichmäßiger Kühlung kommt es beim Schneidwerk zu einer Mischung aus „leichten“ und „schweren“ Schnitten, was Vibrationen hervorrufen und sich als Längenabweichung bemerkbar machen kann.
- Bei höheren Frequenzen wird jede Exzentrizität/jeder Rundlauffehler zu einem Längenmodulator: Jede Umdrehung wiederholt das gleiche Fehlermuster.
Die schnellste Methode, ein Dynamikproblem zu erkennen, besteht in der Praxis darin, V und n konstant zu halten und zu beobachten, ob die Streuung der Pelletlänge mit der Rotorposition (periodisch) oder mit Strangereignissen (zufällig) korreliert.
Werkstoffe und Toleranzen für Messer
Bei abrasiven und recycelten Materialien muss man in der Regel einen Kompromiss eingehen: Man wünscht sich eine robuste Schneide, die Mikrosplitterungen widersteht, benötigt aber gleichzeitig eine enge Geometrie, damit der Schnitt ein Scherschnitt und kein Reißschnitt bleibt.
Für Beschaffungs- und Qualitätskontrollgespräche ist es sinnvoll, Toleranz als „systemangemessen“ und nicht als „so gering wie möglich“ zu formulieren. MAXTOR METAL Toleranzleitfaden für Industrieklingen enthält Beispieltoleranzbänder und Prüfhinweise, die Ihnen helfen können, genau festzulegen, was Sie benötigen (und dies bei Erhalt zu überprüfen).
Eine neutrale, praxisorientierte Lieferantenprüfung besteht darin, Folgendes anzufordern: Materialzertifikat, Wärmebehandlungsbericht, Härteprüfung und einen Maß-/Ebenheitsbericht, der auf die Schnittstelle zwischen Untermesser und Rotor Ihrer Maschine abgestimmt ist.
Fazit
Die Wahl der Zähnezahl des Rotationsschneiders erfordert einen sorgfältigen Kompromiss zwischen Kinematik (Treffgenauigkeit der Pelletlänge) und Stabilität (Einhaltung der Drehzahl- und mechanischen Grenzen). Beginnen Sie mit der Berechnung und wählen Sie dann die kleinste Zähnezahl (Z), die die erforderliche Drehzahl im optimalen Bereich hält – und berücksichtigen Sie dabei Abweichungen und Verschleiß.
Um die Pelletgröße zu stabilisieren und den Feinanteil zu reduzieren, sollten Sie an der Maschine mit einfachen Kontrollen validieren: Messen Sie die Pelletlängenverteilung, beobachten Sie die Entwicklung der Pelletenden/Feinanteile bei festen Einstellungen und stellen Sie sicher, dass der Freiraum/Rundlauf ausreichend ist, damit die Berechnung aussagekräftig ist.
Bei abrasiven/hochfüllenden und recycelten Materialien ist mit einem geringeren Stabilitätsbereich zu rechnen. In der Regel empfiehlt es sich, robustere Messermaterialien und eine engere, nachvollziehbare Geometrie zu verwenden und anschließend Z und n neu einzustellen, um einen sauberen Schnitt zu gewährleisten, ohne die Drehzahl in einen Bereich mit Vibrations- oder Hitzeproblemen zu treiben.
Wenn Sie einen dokumentierten Referenzpunkt für Messermaterialien und messbare Geometrievorgaben für den Einsatz bei abrasiven Anwendungen benötigen, MAXTOR METAL veröffentlicht praktische Hinweise, die Sie als Checkliste verwenden können, wenn Sie einen Lieferanten qualifizieren.
Autor: Tommy Tang, Senior Sales Engineer, Nanjing METAL Industrial – 12 Jahre Erfahrung in der Entwicklung und Herstellung von Industrieklingen und Pelletieranlagen. Zertifizierungen: CSE, CME, Six Sigma Green Belt, PMP.
Rezension von: MAXTOR METAL Engineering-Team. Erfahren Sie mehr: https://maxtormetal.com/about/