
A granulação por fluxo de água é um processo fundamental na indústria de compostos e reciclagem no Reino Unido. No entanto, em formulações abrasivas, com alto teor de carga e recicladas, as lâminas rotativas sólidas desgastam-se rapidamente, as trocas de formato são demoradas e a qualidade dos grânulos se deteriora — partículas finas e rejeitos aumentam, e os operadores precisam ficar atentos às folgas. Os projetos de cortadores rotativos com lâminas inseridas atacam as causas principais, permitindo indexar ou substituir as arestas no local, em vez de remover e retificar um rotor monolítico.
Este guia se concentra em fábricas do Reino Unido que utilizam granuladores de filamentos do tipo Maag/Automatik PRIMO/PRIMOplus e Scheer/SGS. Ele aborda problemas básicos — desgaste rápido, longas trocas de formato, finos/rejeitos e variação de grânulos — e explica como os sistemas inseridos/indexáveis podem reduzir o esforço de manutenção, condensar as trocas em rotinas controladas e repetíveis e estabilizar a qualidade quando aliados a boas práticas de resfriamento e alinhamento.
O que os dados mostram? Os materiais dos fabricantes de equipamentos originais (OEMs) sobre granuladores de filamentos cortados a seco análogos documentam reduções significativas nos minutos de desmontagem e troca de formato por meio de acesso sem ferramentas e cabeçotes modulares — por exemplo, a série T200 da MAAG relata que certas etapas de desmontagem caíram de cerca de 30 minutos para aproximadamente 2 minutos, conforme descrito no manual do fabricante. Página da série T200e a família PRIMO FC destaca a substituição do rotor em no máximo 30 minutos em um Notícias resumidas do fabricante sobre inovações de desempenhoEsses valores são específicos para cada modelo e não representam uma comparação direta entre lâminas inseridas e lâminas sólidas. Portanto, neste guia, consideramos faixas de melhoria, como redução de manutenção de 20 a 501 TP4T, trocas de 15 a 45 minutos e vida útil da lâmina de 2 a 5 vezes maior, como intervalos de planejamento de engenharia com suposições e limitações explícitas.
Como usar este guia: comece pelos aspectos práticos (como os sistemas inseridos diferem), depois pelo modelo de custo total de propriedade (TCO), seguido pelas práticas de disponibilidade/qualidade, uma lista de verificação de retrofit para minimizar os riscos de compatibilidade e, finalmente, um plano de validação com KPIs para comprovar os benefícios em sua linha de produção.
Principais conclusões
- O cortador rotativo com lâmina inserida para granulação por fluxo de água pode reduzir a manutenção manual e o tempo de inatividade, permitindo o indexamento da borda in situ; planeje uma redução de 20 a 501 horas de manutenção TP4T como uma faixa de engenharia conservadora, a menos que os dados do local provem o contrário.
- As trocas de indexação ou de insertos devem ocorrer em um intervalo de 15 a 45 minutos, quando o escopo estiver definido, as ferramentas estiverem prontas e os sistemas de trabalho seguros forem seguidos; as alegações análogas do fabricante original em modelos relacionados comprovam o mecanismo, não se tratando de uma substituição direta.
- Com materiais adequados, tratamento térmico e raio de borda controlado, os insertos indexáveis podem proporcionar uma vida útil da borda de 2 a 5 vezes maior em condições de abrasão; verifique com um teste pré/pós correspondente e intervalos de medição documentados.
- O custo total de propriedade se altera porque a mão de obra e a perda de produção diminuem quando os rotores permanecem na máquina; os gastos com peças migram da retífica de rotores para conjuntos de insertos — muitas vezes resultando em um custo líquido neutro ou menor por tonelada.
- A estabilidade da qualidade dos grânulos depende tanto da folga/alinhamento e do resfriamento quanto do projeto do cortador; utilize verificações formais de folga, excentricidade e balanceamento, e controle as partículas finas por meio de métodos alinhados com a norma ASTM.
Como funciona

Sistema de inserção versus faca sólida
Os sistemas de inserção ou indexáveis utilizam pequenas pastilhas de corte endurecidas em cavidades fresadas com precisão no rotor. Quando uma lâmina perde o fio, basta indexar ou substituir a pastilha em vez de remover todo o rotor para reafiação. As lâminas maciças (rotores monolíticos) exigem a remoção e reafiação do rotor para restaurar o fio.
| Aspecto | Sistema inserido/indexável | lâmina sólida/rotor monolítico |
|---|---|---|
| Renovação de borda | Indexar/substituir inserções no local | Remova o rotor, retifique-o e reinstale-o. |
| Escopo típico de troca | Solte as braçadeiras de inserção, indexe, aplique o torque e verifique a folga. | Bloqueio, desmontagem, extração do rotor, retificação fora de linha, reinstalação, realinhamento |
| Ciclo de retificação | Frequentemente evitado ou adiado | Regular, com remoção cumulativa de material |
| Adequação para serviço abrasivo | Favorável com aços/revestimentos PM e micro-afiação. | Suscetível a lascas e maior tempo de inatividade para retificação. |
| Pontos de risco | Desgaste do bolso, disciplina de torque de aperto | Danos no manuseio, variabilidade na retificação |
A documentação do fabricante original (OEM) para PRIMO/PRIMOplus destaca a acessibilidade e a rápida troca de ferramentas, e modelos MAAG análogos documentam grandes economias de tempo na desmontagem e submontagem, o que explica por que os sistemas inseridos frequentemente reduzem a manutenção pela metade quando implementados com procedimentos operacionais padrão (POPs) disciplinados.
Materiais e geometria da borda
Para compostos abrasivos, com alto teor de carga e reciclados (fibra de vidro, CaCO3, contaminantes), a durabilidade provém da combinação da qualidade do aço, do tratamento térmico, da condição da superfície e da geometria da aresta:
- Aços para ferramentas ou aços para metalurgia do pó com alta resistência ao desgaste, temperados a valores Rockwell C verificados e adequados à aplicação, reduzem o lascamento.
- Um raio de microafiação controlado na aresta de corte resiste à fratura frágil, mantendo o corte preciso.
- Revestimentos como TiN/TiCN ou pontas de metal duro podem ser usados quando compatíveis com o formato do inserto e o conjunto da lâmina de corte.
Ao documentar as especificações e receber as peças, verifique a dureza de acordo com um método aceito, como o teste Rockwell ISO 6508-1 ou o equivalente ASTM E18, e mantenha registros vinculados ao lote. Para obter informações sobre as opções de dureza em lâminas industriais, consulte a visão geral explicativa em [link para a documentação]. Páginas de entrada ISO que fazem referência ao teste de dureza Rockwell (ISO 6508‑1) e uma prática Guia de dureza Rockwell para facas industriais.
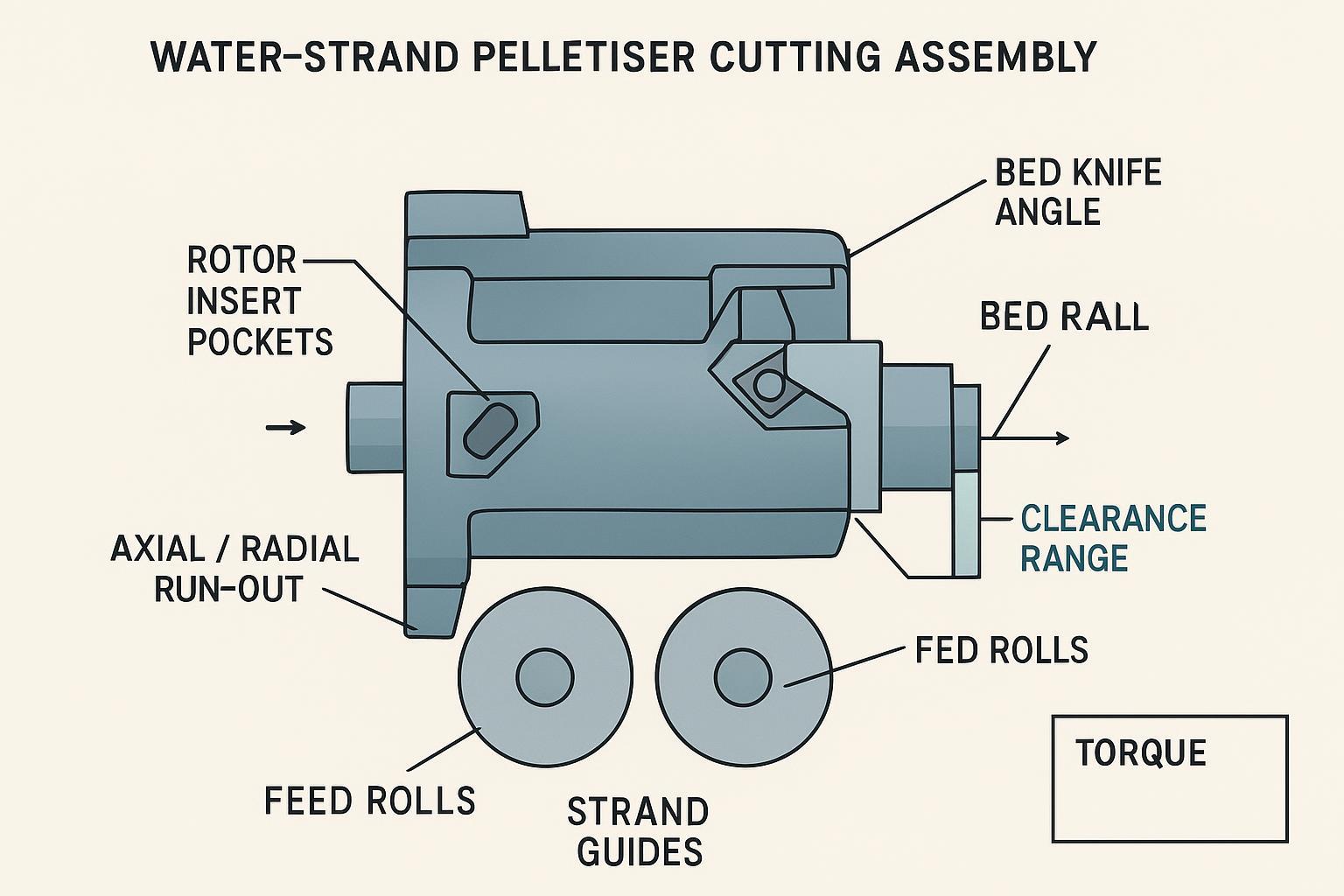
Controle de folga e alinhamento
Indexável ou não, a qualidade do corte depende da configuração mecânica:
- Meça a folga entre a lâmina de corte e a mesa em múltiplas posições angulares; registre o desvio axial e radial.
- Após a indexação ou substituição do inserto, verifique o balanceamento do rotor e a excentricidade permitida antes de retornar ao serviço. Os conceitos e tolerâncias são abordados no manual. Série ISO 21940 sobre balanceamento de rotores (títulos e escopo).
- Mantenha os guias de filamento e os rolos de alimentação alinhados para evitar o atrito lateral que gera finos e rebarbas. O resfriamento adequado enrijece os filamentos e amplia a janela de folga prática.
Para métodos práticos de inspeção e relatórios de tolerância em lâminas e conjuntos industriais, uma visão geral útil está disponível neste documento. Explicação sobre inspeção e tolerâncias.
Modelo de custo de manutenção

O cortador rotativo com lâmina inserida para granulação por fluxo de água altera o formato do TCO (Custo Total de Propriedade) porque renova as bordas sem a necessidade de extrair o rotor. O modelo possui quatro categorias: Peças, Mão de Obra, Perda de Produção e Sucata.
Peças e retífica evitadas
O padrão de custos de um rotor sólido é dominado por reafiações periódicas e eventual substituição. Sistemas com insertos transferem os gastos para conjuntos de insertos e manutenção do compartimento, muitas vezes reduzindo ou adiando a frequência de reafiação. Dois fatores impulsionam a economia: a renovação da aresta sem a necessidade de extrair o rotor reduz as horas de manuseio e elimina o tempo de transporte/espera para reafiação; e a geometria dos insertos com aços mais duros mantém a integridade da aresta por mais tempo em trabalhos abrasivos, quando combinada com a dureza adequada da lâmina de corte.
Trabalho e tempo de inatividade
Sinais de fabricantes de equipamentos originais (OEMs) citados em granuladores de filamentos cortados a seco análogos mostram como o projeto para acesso reduz drasticamente o tempo de operação. Por exemplo, a série T200 da MAAG relata uma redução de cerca de 30 minutos para aproximadamente 2 minutos para tarefas específicas de desmontagem por meio de mecanismos sem ferramentas, e a PRIMO FC relata a substituição do rotor em no máximo 30 minutos. Aplicando-se aos sistemas PRIMO/PRIMOplus e SGS com insertos, uma faixa de planejamento conservadora para a troca de um índice ou inserto é de 15 a 45 minutos, assumindo escopo definido, equipe competente, isolamento seguro e ausência de fixadores emperrados.
Qualidade e desperdício
As perdas de qualidade se manifestam como custos de sucata e retrabalho. Meça as partículas finas e o pó em porcentagem de massa usando um método reconhecido, como... ASTM D7486e monitoram a dispersão do tamanho dos grânulos como coeficiente de variação. Folgas estabilizadas e bordas limpas reduzem os resíduos e partículas finas, muitas vezes melhorando a estabilidade da alimentação a jusante.
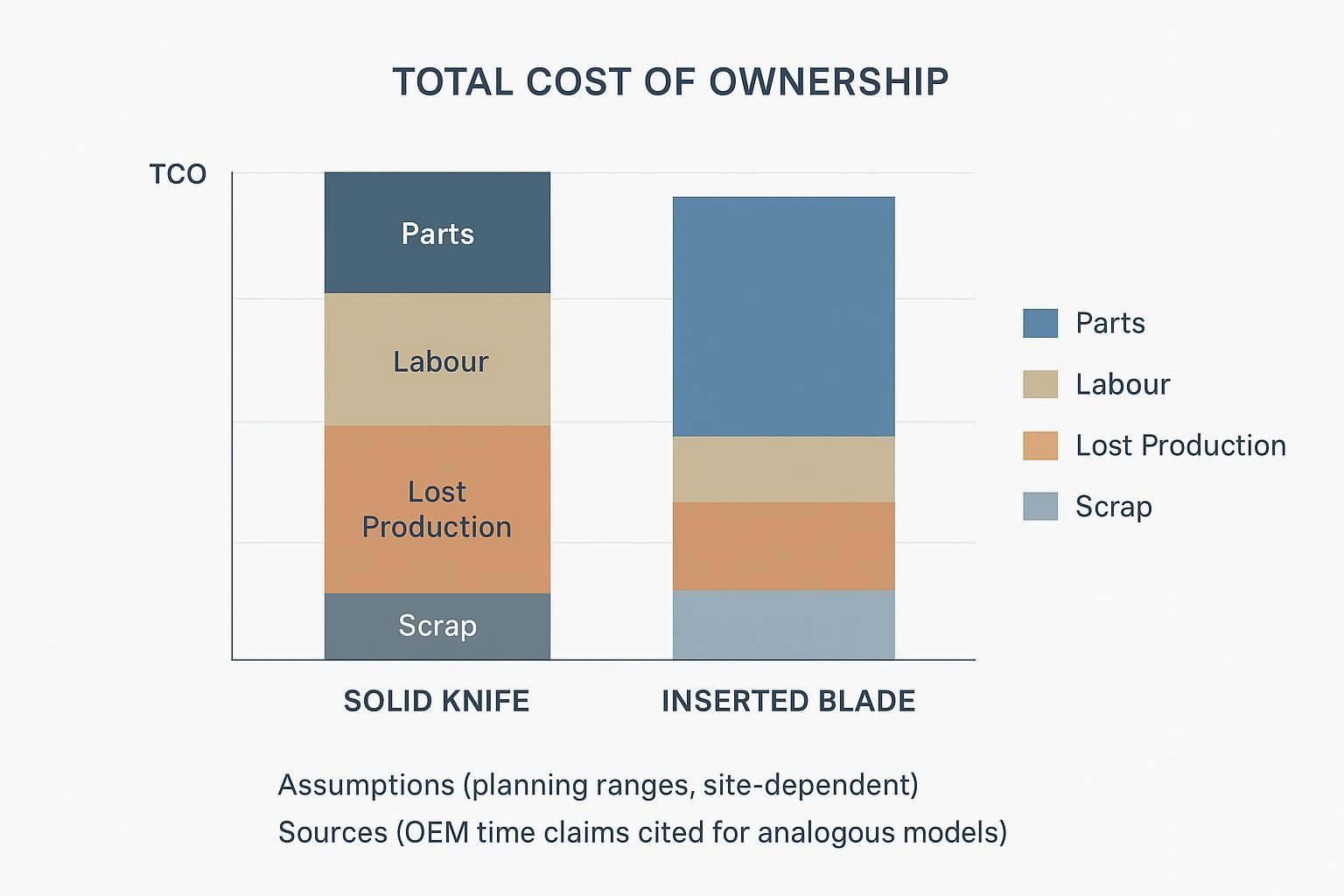
Nota sobre as premissas: O gráfico visualiza as faixas de planejamento usando taxas de mão de obra típicas do Reino Unido, avaliações de perda de produção específicas para cada linha e penalidades conservadoras por sucata. Substitua pelos dados da sua unidade durante a validação.
Tempo de atividade e qualidade
marcos de tempo de transição
Considere as faixas de tempo como ferramentas de planejamento, não como promessas. Para sistemas indexáveis em máquinas do tipo PRIMO/PRIMOplus e SGS, 15 a 45 minutos normalmente abrangem isolamento, indexação ou troca de insertos, verificação de torque, verificação de folga, um breve período de amaciamento e amostragem de controle de qualidade. Isso está em consonância com as afirmações dos fabricantes de equipamentos originais (OEMs) em modelos análogos, onde o acesso sem ferramentas comprime as subtarefas — consulte as notas de tempo da série T200 da MAAG e da PRIMO FC para obter contexto nas páginas do fabricante citadas acima.
Uniformidade dos grânulos, finos, caudas
Defina e mantenha um padrão comum. Partículas finas e pó: pese antes e depois da peneiração, conforme o modelo. ASTM D7486 e reportar como wt%. Uniformidade dos grânulos: capturar imagens de amostras ou dados de paquímetro para calcular o CV da dimensão dos grânulos; acompanhar a mediana e o IQR em vez de selecionar apenas os melhores resultados. Aceitação em serviço abrasivo: buscar uma redução sustentada na porcentagem de finos em relação à linha de base e um CV de tamanho de grânulo mais preciso após a adaptação e estabilização do SOP.
Resfriamento e condição dos fios
O resfriamento determina a rigidez dos filamentos e o comportamento durante o corte. Certifique-se de que o comprimento e a temperatura do banho levem os filamentos a uma temperatura abaixo do ponto de amolecimento antes do corte. Orientações práticas sobre como estimar o comprimento do banho e evitar a formação de filamentos soltos são apresentadas em artigos da revista Plastics Technology, como [inserir exemplos aqui]. Estimativa do comprimento do banho para granulação de filamentos e dicas para evitar streamersMantenha a velocidade de calha, os padrões de pulverização e a geometria do guia consistentes para evitar vibrações laterais.
Lista de verificação para adaptação
Interface e equilíbrio
Antes de optar por um cortador rotativo com lâminas inseridas para granulação por fluxo de água em linhas PRIMO/PRIMOplus ou do tipo SGS, verifique as dimensões da interface de montagem (eixo, cubo, chaveta, recursos de localização axial) e o empilhamento axial; o volume do rotor (diâmetro, largura), a geometria do alojamento da lâmina inserida e a folga do tipo de fixação em relação às proteções; e as metas de qualidade e o método de verificação pós-montagem, conforme descrito anteriormente. Conceitos de balanceamento da ISO 21940.
Folga, torque, procedimento operacional padrão
Padronize um procedimento operacional padrão (POP) curto e inequívoco. Bloqueie e etiquete a unidade e isole as utilidades, verificando em seguida se há energia zero. Indexe ou substitua as pastilhas, limpe as superfícies de contato, aplique a sequência de torque especificada e registre os valores de torque. Ajuste a folga entre a ferramenta e a base de forma uniforme, confirme a excentricidade axial/radial e realize uma breve verificação de rotação sem carga antes da produção. Verifique novamente o torque dos fixadores após o primeiro ciclo de aquecimento e, em seguida, passe para os intervalos planejados.
Documentação e Garantia de Qualidade
Os fornecedores devem fornecer documentação rastreável por lote na entrega: certificados de ensaio de materiais, certificados de tratamento térmico, resultados de dureza Rockwell conforme ISO 6508-1 ou ASTM E18 e relatórios de tolerância dimensional de um método de inspeção aprovado. Os rotores devem ser serializados e, quando viável, os conjuntos de insertos devem ser mantidos em registros de retificação/indexação vinculados aos IDs dos lotes.
Um exemplo neutro de como um fabricante enquadra isso está disponível em MAXTOR METAL, que fornece artefatos de controle de qualidade vinculados a lotes e recursos educacionais. Para montar sua lista de verificação de recebimento, consulte um guia prático. explicação sobre inspeção e tolerância e, para o fundo de dureza, o Guia de dureza Rockwell para facas industriaisIsso é oferecido como contexto, não como uma alegação de desempenho.
Teste e validação

KPIs e aceitação
Projete um teste comparativo pré e pós-implementação para a mesma família de produtos e volume de produção. Defina janelas para horas de manutenção por 1.000 toneladas (planejadas vs. não planejadas), minutos de troca por evento e por 1.000 toneladas, percentual de finos por massa e coeficiente de variação (CV) do tamanho do grânulo, perdas por sucata e reinício (£/tonelada) e quaisquer incidentes de estabilidade no alimentador a jusante. Utilize medianas e intervalo interquartil (IQR) em múltiplas execuções. Se a solução implementada demonstrar uma redução estatisticamente significativa nas horas de manutenção e nos finos, com custo total de propriedade (TCO) neutro ou menor, aprove a alteração.
Peças de reposição e políticas para motores de arranque
Para trabalhos abrasivos, mantenha pelo menos um conjunto completo de insertos por posição de aresta ativa, além de uma reserva de contingência para duas trocas rápidas. Mantenha fixadores críticos, grampos e um kit de ferramentas com torque verificado na linha de produção. Defina políticas de reafiação para lâminas de corte e quaisquer componentes sólidos associados, e serialize os componentes para rastrear sua vida útil por lote e estação.
Controles de risco e segurança
Em conformidade com as obrigações do PUWER do Reino Unido relativas a equipamentos de trabalho: proteja as partes perigosas, isole-as antes da manutenção e assegure a competência dos mesmos. Consulte o regulador. Visão geral do PUWER Em relação ao escopo e às responsabilidades, inclua o bloqueio e etiquetagem (LOTO) em todos os procedimentos operacionais padrão (POP), especifique as classes de propriedades dos fixadores e os valores de torque alvo e verifique o balanceamento/desvio após qualquer trabalho com insertos antes de retornar à produção.
Conclusão
Os cortadores inseridos/indexáveis alteram a economia da pelotização por fluxo de água, eliminando a necessidade de remoção do rotor da manutenção de rotina. Com práticas rigorosas de alinhamento e resfriamento, as fábricas frequentemente observam uma redução de aproximadamente metade no esforço de manutenção, qualidade mais consistente dos pellets e trocas de formato mais seguras e rápidas — resultados que podem ser verificados por meio de um teste simples, em conformidade com as normas.
Próximos passos: elabore um plano piloto em uma única linha PRIMO/PRIMOplus ou SGS, defina KPIs e a coleta de dados, execute testes comparativos e revise a documentação do fornecedor em relação a uma lista de verificação de recebimento que abranja MTCs, tratamento térmico, dureza e tolerâncias. Para artefatos de garantia de qualidade neutros e explicações de medições que moldem seus modelos internos, o Diretrizes HSE PUWER e a lâmina industrial Guia de dureza Rockwell São pontos de partida práticos.
Autoria e divulgação
Autor: Tommy Tang, Engenheiro Sênior de Vendas, Nanjing METAL Industrial.
Experiência: 12 anos de experiência em lâminas industriais e aplicações de corte relacionadas à granulação.
Certificações: CSE, CME, Six Sigma Green Belt, PMP.
Divulgação e nota de atualização: Este guia destina-se ao planejamento de engenharia e à elaboração de Procedimentos Operacionais Padrão (POP). Sempre siga o manual do fabricante do seu granulador, as avaliações de risco do local e as obrigações legais do Reino Unido (por exemplo, PUWER) antes de alterar ferramentas ou procedimentos. As normas e as fontes relacionadas são revisadas periodicamente e podem sofrer alterações conforme novas revisões são publicadas.