
- Who this is for: production, maintenance, procurement at industrial bakeries and slicer OEMs.
- What you will learn: when to choose Teflon coated slicer blades vs TiN/DLC and how to set up for success.
- Outcomes: cleaner slices, fewer jams, faster changeovers, compliant documentation.
How PTFE helps on sticky breads
PTFE (often called Teflon) is a non-stick, low-friction surface. In bread slicing, that matters when your biggest enemy isn’t “dullness” yet—it’s adhesion: sugars, glazes, warm crumb, and moisture building up on the blade path until the machine starts tearing, dragging, or jamming.
In other words: if you’re evaluating non-stick coating for bread slicing, PTFE is usually the first coating family worth testing because it targets adhesion directly.
Surface energy and friction
PTFE’s value is straightforward: it reduces the tendency of sticky residues to wet and adhere to the blade surface, and it lowers sliding friction. For bakeries, that typically shows up as:
- less drag through the loaf
- fewer “grab-and-tear” events at the exit side
- less residue transfer to guides and loaf supports
There’s a practical boundary, though: PTFE is still a coating, not a miracle layer. Under high abrasive load, it will wear.
Bread scenarios where it shines
PTFE-coated bread slicer blades usually earn their keep when the product is adhesion-limited, for example:
- high-sugar sandwich loaves (sticky crust, tacky top)
- glazed, topped, or syrupy SKUs
- warm slicing where the loaf hasn’t stabilized and the crumb is still “gummy”
- enriched doughs where fats and sugars smear rather than fracture cleanly
In these scenarios, “harder” doesn’t always mean “better.” A very hard coat can hold an edge longer, but if the blade still accumulates sticky buildup, you can lose more uptime to cleaning and jam clears than you gain in edge life.
Limits and trade-offs
PTFE has two main trade-offs you should plan for:
- Abrasion and edge-life: PTFE is chosen for release, not for fighting abrasive wear. Seeded crusts, heavy crumb grit, high tension, or aggressive guides can wear the coating faster.
- Thermal boundaries: PTFE has published continuous-use limits commonly cited around 260°C / 500°F (application-dependent). That’s typically above bread slicing temperatures, but it matters when you consider sanitation heat, upset conditions, or any process step that could expose the coating to higher temperatures. For a general reference on operating range, see Kintek’s overview of the operating temperature range for PTFE (2026).
The decision implication is simple: PTFE is best when your downtime is driven by sticking and cleanup, and you can control the abrasion environment.
PTFE coated bread slicer blades vs TiN vs DLC
If you want a clean decision, separate two failure modes. This is the fastest way to choose between Teflon coated slicer blades (PTFE) and hard coats:
- Adhesion-limited: the blade edge is “fine,” but the product sticks and drags.
- Abrasion-limited: sticking is manageable, but the edge loses bite over long runs and slice quality decays.
MAXTOR METAL’s overview of food-grade circular knife materials and coating options is a useful reference point if you’re building a short list of coating families and the compliance documentation you’ll need to support them.
If you’re searching for a bread slicer blade coating selection framework, this section is the “compare like-for-like” core: release vs wear vs setup risk.
Non-stick performance
- PTFE is the non-stick specialist. If sticking drives jams, PTFE is often the fastest path to fewer stops.
- محتوى قابل للتنزيل can deliver a slick surface and reduced adhesion in some cutting contexts, but in bakery slicing the “non-stick win” usually still belongs to PTFE when sugars and glazes are the dominant issue.
- تين reduces friction versus bare steel in many applications, but it’s typically selected for wear behavior more than for true release against sticky food soils (a common reality when evaluating TiN coated blades food processing lines).
A good rule: if you’re currently wiping or scraping blades mid-shift to keep the line running, you’re probably looking at an adhesion problem first.
Edge retention and life
This is where hard coats earn their reputation. If you’re running long campaigns where edge wear drives quality loss, you’re typically comparing DLC coated food slicing blades against TiN and uncoated options, not against PTFE.
- تين و محتوى قابل للتنزيل are hard coatings used to improve wear resistance. In practical bakery terms, they can help when you’re losing slice quality because the edge is rounding or micro-chipping over long campaigns.
- PTFE does not compete on hardness. Oerlikon Balzers notes that PTFE is known for low friction but is not recommended for high-load wear situations—which maps cleanly to abrasion-limited slicing.
If your dominant complaint is “it starts fine, then crumb increases and thickness consistency drifts over the run,” you’re likely in edge-life territory.
Temperature and abrasion
For bread slicing, temperature is usually secondary to abrasion—but abrasion comes in more forms than people expect:
- crust hardness (especially lean doughs)
- seeds and inclusions
- crumb grit recirculating in the cutting zone
- guide contact and tension choices
PTFE’s thermal ceiling is rarely the limiting factor in slicing itself. Abrasion and mechanical contact are. Hard coats generally tolerate abrasive environments better, while PTFE demands cleaner mechanics and better crumb control.
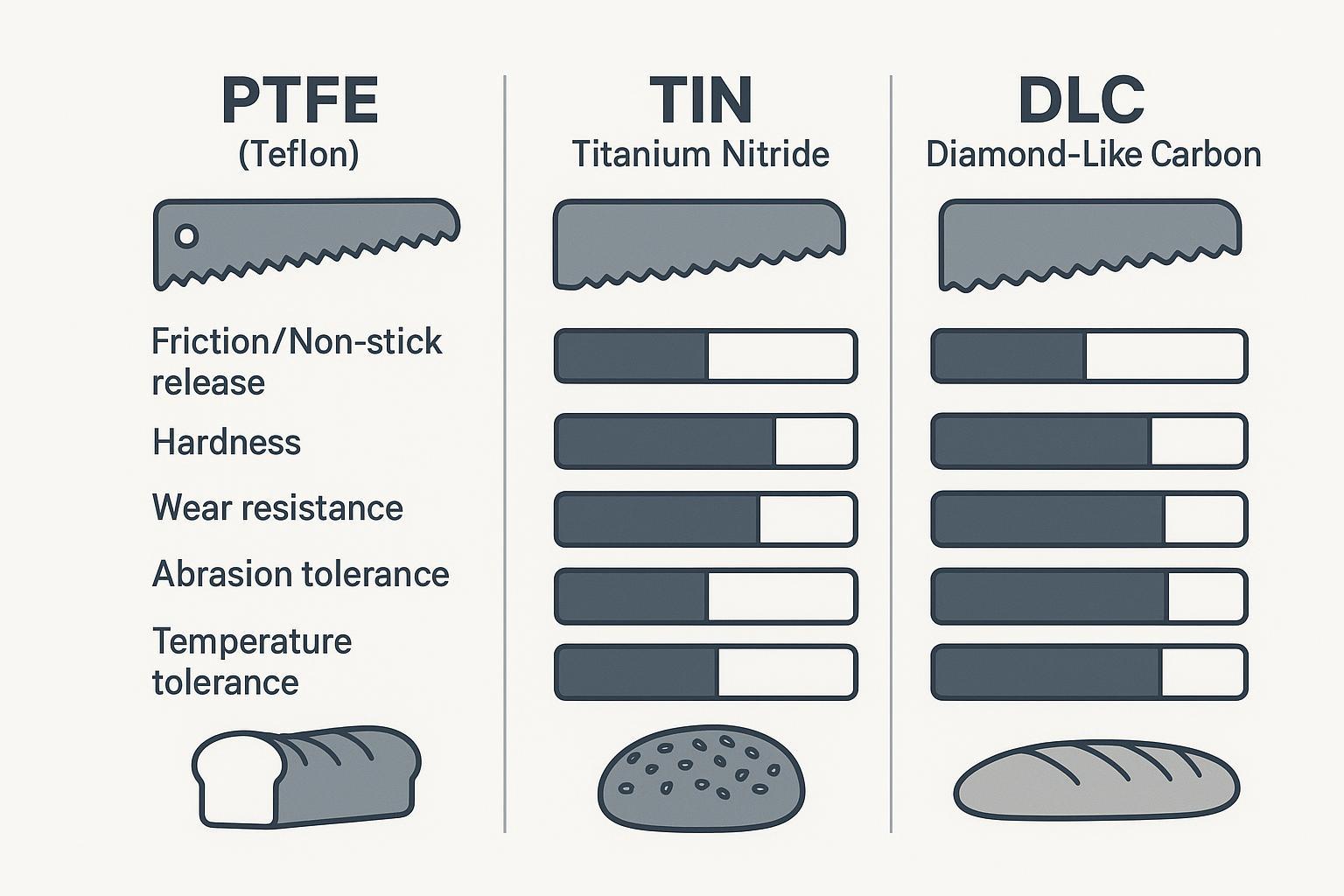
Here’s a qualitative summary table you can use to align coating choice with your dominant failure mode and operational risk.
| معايير | PTFE | تين | محتوى قابل للتنزيل |
|---|---|---|---|
| Primary value | Non-stick release (adhesion control) | Wear resistance (edge-life) | Wear resistance + low friction (edge-life with some slickness) |
| Best when | Adhesion-limited SKUs (sugars/glazes/warm or gummy crumb) | Abrasion-limited runs where sticking is manageable | Abrasion-limited runs where friction and wear both matter |
| Typical operational win | Fewer stops for wiping/cleaning; reduced drag | Longer campaigns before quality drifts | Longer campaigns with smoother cutting feel (application-dependent) |
| Main risks | Faster wear under guide rub, inclusions, crumb grit | Not a “true” non-stick; sticking may still drive downtime | Benefits depend on substrate prep and operating conditions |
| Setup sensitivity | High: guide alignment, crumb control, and cleaning method matter | Medium: still needs good mechanics and crumb control | Medium–high: process control and surface prep matter |
Setup and operation
Coating selection won’t save a slicer that’s set up to grind crumbs into the blade pack or run loaves before they’re stable. The best-performing lines treat coating choice and setup as one system.
Loaf condition and cooling
If you want PTFE (or any coating) to behave predictably, control the loaf first:
- Slice after sufficient cooling so the crumb has set (reduces smearing and gumminess).
- Standardize loaf moisture and bake profiles for the SKUs running on the line.
- Reduce surface tack where possible (glaze handling, release agents, post-bake steps).
This is also the right place to bring validation discipline into the process. If you’re building a robust decision, archive two evidence artifacts:
- أ compatibility matrix mapping your slicer model + guide system + loaf families to recommended blade/coating configurations
- أ pilot validation protocol that defines what you measure, how you measure it, and how you’ll decide “pass/fail” (set thresholds to match your line capability and customer requirements)
A practical protocol can be as lean as this:
- Jam rate: record events per hour (and the root cause category: adhesion, guide contact, loaf condition, debris)
- Slice thickness consistency: take a timed sample (e.g., every 30–60 minutes), measure with a consistent method, and track average و variability (e.g., standard deviation or max deviation)
- Clean-to-run time: measure from stop → cleaned → restarted → first acceptable slices (use the same acceptance check each time)
- Crumb mass: collect and weigh crumb from extraction trays per shift (or per defined run) to track debris load
- Coating condition checks: define a visual inspection interval and record wear patterns (edge rounding, face wear, localized rub marks)
Those documents turn “it feels better” into a decision procurement can defend.
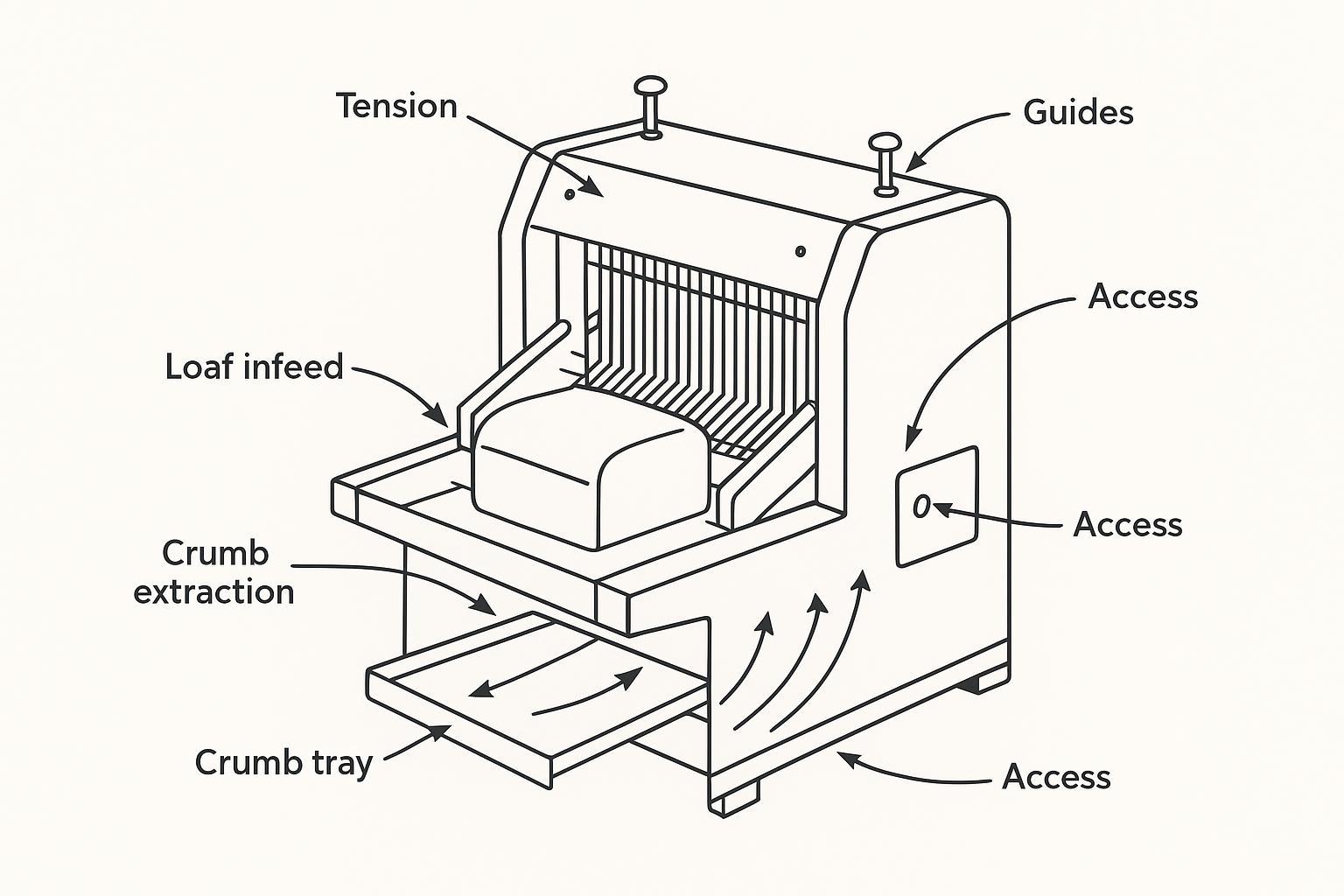
Blade tension and geometry
Tension and geometry decide whether you cut cleanly or you saw and smear.
- Use tooth geometry appropriate for bread texture and crust. MAXTOR METAL’s blade geometry guide (2025) references serration pitch ranges and bevel-angle concepts that are directly relevant to reducing tearing and compression.
- Treat tension as a controlled setting with a check step, not tribal knowledge. Over-tension can accelerate wear and increase frictional heat; under-tension can amplify vibration and tearing.
نصيحة احترافية: If you’re trialing PTFE to solve sticking, reduce the “abrasion budget” first—verify guides are aligned and not rubbing the blade faces. Otherwise you’ll blame the coating for wear that the machine caused.
Crumb extraction and changeover
Crumbs aren’t just hygiene debris—they’re abrasive particles that can increase drag and make sticking worse.
Operationally:
- Keep crumb extraction working as designed: airflow paths clear, ports unobstructed, trays emptied before overflow.
- Set a changeover routine that includes a fast visual check of guides, blade pack, and extraction points.
- Track “clean-to-run” time. If PTFE reduces stickiness but your changeover is still slow, the bottleneck may be access, tooling, or SOP design.
Failure modes and troubleshooting

When a coating trial “fails,” the fastest way to recover is to diagnose the dominant driver before changing blades again.
Common symptoms
- Sticking returns quickly after cleaning: adhesion is still the primary failure mode (loaf condition, temperature, glaze/sugar load, or insufficient release).
- Localized wear stripes or polished tracks on blade faces: guide contact/rub is likely driving abrasion (a machine/setup issue more than a coating issue).
- Early edge-life loss across the whole pack: debris load, inclusions, or excessive tension may be consuming your wear budget.
- Coating damage after sanitation changes: cleaning chemistry, dwell time, temperature, or mechanical scrubbing may be incompatible.
A practical check order
- Guides and alignment first: confirm guides aren’t rubbing blade faces; look for rub marks that repeat at the same positions.
- Tension and vibration: verify tension settings are within your internal spec and consistent across changeovers.
- Crumb extraction and debris flow: clear airflow paths, trays, and buildup points that recirculate grit into the cutting zone.
- Loaf condition: confirm cooling time, moisture, and SKU-to-setup matching (warm/gummy loaves can look like a blade problem).
- Sanitation method: confirm chemistry compatibility with coating/substrate and eliminate abrasive tools that can strip or scratch coatings.
If the above are stable and you still see downtime driven by adhesion (not wear), PTFE remains the most direct coating family to test.
Sanitation and compliance
For production teams, the goal is simple: clean fast without damaging the blade system. For procurement and QA, the goal is documentation that survives audits.
Cleaning chemistry and methods
Protect coating integrity and edge geometry:
- Use cleaning chemistry compatible with your coating and base material.
- Avoid aggressive abrasives that can mechanically strip coatings.
- Validate the cleaning method with inspection: coating integrity, edge condition, and residue removal.
If you’re changing coating type (PTFE → hard coat or vice versa), treat it like a process change: update your cleaning SOP and retrain.
FDA and EU requirements
Your exact obligations depend on the materials and your jurisdiction, but your operational posture should be consistent:
- confirm the coating and substrate are appropriate for food-contact use
- maintain traceability (what was installed, when, and on which line)
- document inspection and replacement triggers
For authoritative entry points, start with:
- FDA: the Inventory of Food Contact Substances Listed in 21 CFR (Indirect Additives) (useful for checking regulatory citations for coatings/polymers in food contact)
- EU framework: Regulation (EC) No 1935/2004 consolidated text
- EU GMP: Commission Regulation (EC) No 2023/2006 consolidated text
Operationally, ask your supplier to provide (and archive) a minimal, audit-friendly file set:
- food-contact compliance statement for the coating + substrate (with scope/limitations)
- traceability identifiers (lot/batch numbers) and manufacturing records
- installation and change log (line, date, responsible person)
- sanitation SOP and compatibility notes (chemistry, temperature, dwell time, tools)
- inspection checklist and replacement triggers (what “fail” looks like and who signs off)
MAXTOR METAL’s food-grade knife/coating overview summarizes common compliance themes (FDA/EU framing, traceability and inspection expectations) that can help structure your internal files.
Copy/paste template: pilot validation + documentation pack
Use this template as a single “audit file” for a coating trial. Copy it into your CMMS, QMS, or a shared worksheet and fill as you run.
1) Trial scope
- Line / slicer model:
- Blade pack configuration (count, pitch, geometry):
- Coating type (PTFE / TiN / DLC / other):
- Substrate/material:
- SKUs covered (loaf family):
- Run dates / shift(s):
- Operators / technicians:
2) Pass/fail criteria (set by your line + customer requirements)
- Jam rate target (events/hour):
- Slice thickness target + allowed variability (method-defined):
- Clean-to-run time target (min):
- Quality loss limit (rejects per shift / per run):
- Minimum acceptable coating life (hours / loaves / shifts):
3) Measurement protocol (keep the method consistent)
- Jam rate
- Record: events/hour
- Tag root cause: adhesion / guide contact / loaf condition / debris / other
- Slice thickness consistency
- Sampling frequency: every ____ minutes (e.g., 30–60)
- Method/tool: __________________
- Track: average + variability (standard deviation or max deviation)
- Clean-to-run time
- Timing definition: stop → cleaned → restarted → first acceptable slices
- Acceptance check used: __________________
- Crumb mass
- Collection point: extraction trays / defined area
- Frequency: per shift / per run
- Record: grams
- Coating condition checks
- Interval: every ____ hours / at each changeover
- What to record: edge rounding, face wear, localized rub marks, adhesion/buildup pattern
- Photo log: yes/no (location: __________________)
4) Setup verification checklist (before and after the trial)
- Guides aligned; no face rubbing observed
- Tension set to internal spec and verified
- Crumb extraction airflow paths clear; trays emptied
- Loaf cooling time and moisture within SKU standard
- Cleaning method confirmed compatible (chemistry, dwell time, temperature, tools)
5) Traceability & compliance documents to archive
- Blade specification sheet (material, geometry, coating type)
- Supplier conformity / traceability documents (lot/batch identifiers)
- Installation record (date, line, operator/technician)
- Sanitation SOP + revision history
- Inspection checklist (coating integrity, tension verification, guide alignment)
- Nonconformance log (jams, defects, corrective action)
6) Decision summary
- Dominant failure mode observed: adhesion-limited / abrasion-limited / mixed
- What improved:
- What worsened:
- Decision: adopt / retest with changes / reject
- Changes for next trial (if any):
Procurement and TCO

A coating decision is a TCO decision. The “best” blade is the one that produces acceptable slices with the fewest total stops, changeovers, and quality rejects.
When to choose PTFE
Choose PTFE-coated slicer blades when:
- Your dominant losses come from sticking, residue buildup, and jam clears
- You run sticky/high-sugar/enriched products where adhesion drives defects
- You can control abrasion (crumb extraction, guide alignment, tension discipline)
When to choose hard coats
Choose TiN/DLC when:
- your dominant losses come from wear-driven slice degradation over long runs
- you run abrasive or inclusion-heavy products (seeds, hard crust, high crumb grit)
- you need maximum edge retention before changeout
TCO and uptime math
Keep the math simple enough to use in a meeting:
- Downtime cost per event = (minutes to clear jam + minutes to re-verify setup) × line cost per minute
- Changeover cost per shift = changeover minutes × labor rate + lost production value
- Quality loss cost = rejects × margin loss (or rework cost)
Then compare scenarios:
- PTFE may reduce jam clears and cleanup time (uptime win) even if coating life is shorter.
- TiN/DLC may extend edge life (maintenance win) even if you still need strong crumb control.
التعليمات
1) Should I choose PTFE if my blades still feel sharp but jams are increasing?
Often, yes. That pattern is typically adhesion-limited: the edge is still acceptable, but sugars, glaze, warm crumb, or moisture are building up on the blade path and increasing drag until the slicer starts tearing, dragging, or jamming. PTFE is designed to reduce wetting and sticking, so it’s usually the first coating family worth testing.
2) When do TiN or DLC beat PTFE in bakery slicing?
When your dominant loss is abrasion-limited performance—slice quality starts fine, then degrades over long runs because the edge rounds or micro-chips. TiN and DLC are hard coatings aimed at wear resistance, so they tend to win when campaigns are long and inclusions, crust hardness, debris load, or guide contact consume your wear budget.
3) Why does PTFE “wear out fast” on some lines?
In many cases the coating isn’t the root cause—the mechanics are. PTFE is sensitive to abrasive conditions, especially:
- guide misalignment causing face rubbing
- high crumb grit recirculating in the cutting zone
- seeded or inclusion-heavy products
- over-tension or aggressive guide contact
Before concluding PTFE isn’t viable, confirm guides are aligned and not rubbing, tension is consistent, and crumb extraction is doing its job.
4) What’s the fastest way to diagnose whether I’m adhesion-limited or abrasion-limited?
Use two quick signals:
- If you’re wiping/scraping mid-shift just to keep running, you’re likely adhesion-limited.
- If it runs clean at first but thickness consistency drifts and crumbs increase over time, you’re likely abrasion-limited.
When in doubt, run a short pilot and track jam rate (events/hour), clean-to-run time, and slice thickness variability using a consistent method.
5) How should I set up a coating trial so procurement and QA can accept it?
Treat it as a controlled change. Define pass/fail criteria, keep the measurement method consistent, and archive traceability. A simple approach is:
- record jam rate as events/hour and tag root causes
- measure slice thickness on a timed sampling plan (e.g., every 30–60 minutes)
- track clean-to-run time using a consistent acceptance check
- document coating condition checks and wear patterns with a photo log
The goal is to turn “it feels better” into an auditable decision.
6) Does temperature matter for choosing PTFE in slicing?
Usually less than abrasion and mechanics. Bread slicing temperatures are typically far below PTFE’s commonly cited continuous-use limits, but temperature becomes relevant in sanitation or upset conditions. The more common constraint in slicing is mechanical abrasion (guides, debris, inclusions) rather than thermal limits.
7) What cleaning mistakes most often damage coated blades?
Two common ones:
- التآكل الميكانيكي: aggressive scrubbing or abrasive tools that strip coatings or scratch blade faces.
- Chemistry/process changes: switching cleaners, dwell time, or temperature without confirming compatibility with the coating/substrate.
If you change coating type (PTFE ↔ hard coat), treat it like a process change: update the sanitation SOP, retrain, and verify the inspection criteria.
8) What compliance documents should I archive for coated bread slicer blades?
Keep an audit-friendly file set that matches your jurisdiction and materials:
- food-contact compliance statement for the coating + substrate (scope/limitations)
- supplier traceability identifiers (lot/batch)
- installation/change log (date, line, responsible person)
- sanitation SOP + revision history and compatibility notes
- inspection checklist and replacement triggers
For authoritative entry points, see FDA’s Inventory of Food Contact Substances Listed in 21 CFR (Indirect Additives) and the EU consolidated texts for Regulation (EC) No 1935/2004 و Commission Regulation (EC) No 2023/2006 linked in the article.
Nancy Wu هو Senior Manufacturing Engineer في Production Engineering (PE) مع 12 سنة of experience in industrial blade manufacturing and application. She specializes in machining characteristics and coating performance for common blade materials including D2, M2, H13, powder metallurgy steels, and tungsten carbide, and has advanced capability in high-precision CNC grinding programming.
الشهادات: SME – CMfgE, PMP, Six Sigma Black Belt, ASM International Certifications.
Published: 2026-05-06
آخر مراجعة: 2026-05-06
إصدار: الإصدار 1.0
Technical review: Reviewed by MAXTOR METAL’s Production Engineering team for manufacturing and application accuracy. For questions or corrections, please contact us via MAXTOR METAL Contact.
خاتمة
- Key takeaways: use PTFE for adhesion-limited SKUs; use TiN/DLC for abrasion-limited runs.
- Next steps: validate on pilot runs, lock SOPs, maintain compliance files.