
- Đối tượng phù hợp: bộ phận sản xuất, bảo trì, thu mua tại các nhà máy bánh mì công nghiệp và các nhà sản xuất máy thái thịt.
- Những điều bạn sẽ học: khi nào nên chọn lưỡi dao cắt phủ Teflon so với lưỡi dao phủ TiN/DLC và cách thiết lập để đạt hiệu quả tốt nhất.
- Kết quả: lát cắt sạch hơn, ít kẹt máy hơn, thời gian chuyển đổi nhanh hơn, tài liệu tuân thủ quy định.
PTFE giúp giảm hiện tượng bánh mì bị dính như thế nào?
PTFE (thường được gọi là Teflon) là một loại bề mặt chống dính, ma sát thấpTrong việc cắt bánh mì, điều đó rất quan trọng khi kẻ thù lớn nhất của bạn chưa phải là "sự cùn mòn" mà là... sự bám dínhĐường, lớp phủ, vụn bánh ấm và hơi ẩm tích tụ trên đường đi của lưỡi dao cho đến khi máy bắt đầu bị rách, kẹt hoặc bó cứng.
Nói cách khác: nếu bạn đang đánh giá lớp phủ chống dính để cắt bánh mìPTFE thường là nhóm vật liệu phủ đầu tiên đáng để thử nghiệm vì nó nhắm trực tiếp vào khả năng bám dính.
Năng lượng bề mặt và ma sát
Giá trị của PTFE rất rõ ràng: nó làm giảm xu hướng các chất cặn bẩn bám dính và làm ướt bề mặt lưỡi dao, đồng thời giảm ma sát trượt. Đối với các tiệm bánh, điều đó thường thể hiện ở các khía cạnh sau:
- ít lực cản hơn xuyên suốt ổ bánh mì
- ít xảy ra tình trạng "giật đồ" ở lối ra.
- Giảm thiểu lượng cặn bám dính vào các thanh dẫn hướng và giá đỡ bánh mì.
Tuy nhiên, vẫn có một giới hạn thực tế: PTFE vẫn chỉ là một lớp phủ, chứ không phải là một lớp thần kỳ. Dưới tải trọng mài mòn cao, nó sẽ bị mòn.
Những trường hợp bánh mì phát huy tác dụng tốt nhất
Lưỡi dao cắt bánh mì phủ PTFE thường phát huy tác dụng khi... Sản phẩm có độ bám dính hạn chế., Ví dụ:
- Bánh mì sandwich nhiều đường (vỏ dính, mặt trên dính)
- SKUs tráng men, phủ lớp hoặc phủ siro
- Cắt lát khi bánh còn ấm, lúc bánh chưa ổn định và phần ruột bánh vẫn còn "dính".
- các loại bột nhào giàu chất béo và đường, trong đó chất béo và đường hòa quyện vào nhau thay vì tách rời hoàn toàn.
Trong những trường hợp này, "cứng hơn" không phải lúc nào cũng có nghĩa là "tốt hơn". Một lớp phủ rất cứng có thể giữ được độ sắc bén lâu hơn, nhưng nếu lưỡi dao vẫn bị tích tụ cặn bẩn, bạn có thể mất nhiều thời gian hơn cho việc vệ sinh và gỡ kẹt so với thời gian bạn có được nhờ tăng độ bền của lưỡi dao.
Giới hạn và sự đánh đổi
PTFE có hai nhược điểm chính mà bạn cần cân nhắc:
- Độ mài mòn và tuổi thọ lưỡi daoPTFE được chọn để dễ tách khuôn, chứ không phải để chống mài mòn. Lớp vỏ cứng, vụn thức ăn lớn, lực căng cao hoặc các thanh dẫn hướng mạnh có thể làm mòn lớp phủ nhanh hơn.
- ranh giới nhiệtPTFE đã công bố các giới hạn sử dụng liên tục thường được trích dẫn xung quanh 260°C / 500°F (Tùy thuộc vào ứng dụng). Nhiệt độ này thường cao hơn nhiệt độ cắt bánh mì, nhưng nó quan trọng khi bạn xem xét nhiệt độ khử trùng, các điều kiện bất thường hoặc bất kỳ bước nào trong quy trình có thể khiến lớp phủ tiếp xúc với nhiệt độ cao hơn. Để tham khảo chung về phạm vi hoạt động, hãy xem tổng quan của Kintek về... phạm vi nhiệt độ hoạt động của PTFE (2026).
Kết luận rút ra rất đơn giản: PTFE là lựa chọn tốt nhất khi thời gian ngừng hoạt động chủ yếu do hiện tượng dính và làm sạch, và bạn có thể kiểm soát môi trường mài mòn.
So sánh lưỡi dao cắt bánh mì phủ PTFE với lớp phủ TiN và DLC.
Nếu bạn muốn đưa ra quyết định rõ ràng, hãy phân biệt hai chế độ hỏng hóc khác nhau. Đây là cách nhanh nhất để lựa chọn giữa hai phương án. lưỡi dao cắt phủ Teflon (PTFE) và lớp phủ cứng:
- Giới hạn bởi độ bám dínhLưỡi dao thì "sắc bén", nhưng sản phẩm bị dính và khó sử dụng.
- Giới hạn mài mònKhả năng bám dính ở mức chấp nhận được, nhưng lưỡi dao sẽ mất độ sắc bén sau một thời gian sử dụng dài và chất lượng cắt giảm dần.
Tổng quan của MAXTOR METAL về vật liệu và tùy chọn lớp phủ cho dao tròn dùng trong chế biến thực phẩm Đây là một điểm tham khảo hữu ích nếu bạn đang lập danh sách ngắn các nhóm lớp phủ và các tài liệu tuân thủ cần thiết để hỗ trợ chúng.
Nếu bạn đang tìm kiếm một lựa chọn lớp phủ lưỡi dao máy cắt bánh mì Trong khuôn khổ này, phần này là cốt lõi của việc "so sánh tương đương": rủi ro khi phát hành, rủi ro hao mòn và rủi ro thiết lập.
Hiệu suất chống dính
- PTFE Đây là chuyên gia về vật liệu chống dính. Nếu hiện tượng dính gây kẹt máy, PTFE thường là giải pháp nhanh nhất để giảm thiểu số lần dừng máy.
- DLC Nó có thể tạo ra bề mặt trơn nhẵn và giảm độ bám dính trong một số trường hợp cắt, nhưng trong việc cắt bánh ngọt, "lợi thế chống dính" thường vẫn thuộc về PTFE khi đường và lớp phủ là vấn đề chính.
- TiN Nó làm giảm ma sát so với thép trần trong nhiều ứng dụng, nhưng thường được lựa chọn dựa trên khả năng chống mài mòn hơn là khả năng thực sự loại bỏ các chất bẩn thực phẩm dính (một thực tế thường gặp khi đánh giá). Lưỡi dao phủ TiN dùng trong chế biến thực phẩm dòng).
Một nguyên tắc tốt: nếu bạn đang phải lau hoặc cạo lưỡi dao giữa ca làm việc để duy trì hoạt động của dây chuyền, thì rất có thể vấn đề đầu tiên bạn đang gặp phải là sự bám dính.
Độ bền và tuổi thọ của cạnh
Đây là lý do tại sao lớp phủ cứng lại tạo dựng được danh tiếng của mình. Nếu bạn đang thực hiện các chiến dịch dài hạn mà sự mài mòn ở các cạnh dẫn đến giảm chất lượng, bạn thường sẽ so sánh... Lưỡi dao thái thực phẩm phủ DLC So sánh với TiN và các tùy chọn không phủ lớp, chứ không phải với PTFE.
- TiN Và DLC Các lớp phủ cứng được sử dụng để cải thiện khả năng chống mài mòn. Trong thực tế làm bánh, chúng có thể giúp ích khi chất lượng bánh bị giảm sút do cạnh bánh bị tròn hoặc sứt mẻ nhỏ sau thời gian dài sử dụng.
- PTFE không cạnh tranh về độ cứng. Oerlikon Balzers lưu ý rằng PTFE nổi tiếng với độ ma sát thấp nhưng lại... Không khuyến nghị sử dụng trong điều kiện chịu tải trọng cao.—điều này hoàn toàn phù hợp với việc cắt lát giới hạn bởi sự mài mòn.
Nếu vấn đề chính mà bạn gặp phải là “lúc đầu bánh ngon, nhưng sau đó vụn bánh nở to và độ dày không đồng đều trong quá trình nướng”, thì rất có thể bánh đang gặp vấn đề về độ bền của phần rìa.
Nhiệt độ và sự mài mòn
Đối với việc cắt bánh mì, nhiệt độ thường chỉ là yếu tố thứ yếu so với sự mài mòn—nhưng sự mài mòn có nhiều dạng hơn người ta tưởng:
- Độ cứng của vỏ bánh (đặc biệt là với bột ít chất béo)
- hạt và các thành phần bên trong
- Vụn vụn bánh mì được tuần hoàn lại trong khu vực cắt.
- hướng dẫn lựa chọn tiếp xúc và độ căng
Giới hạn nhiệt của PTFE hiếm khi là yếu tố hạn chế việc tự phân hủy. Mà chính là sự mài mòn và tiếp xúc cơ học. Các lớp phủ cứng nói chung chịu được môi trường mài mòn tốt hơn, trong khi PTFE đòi hỏi cơ chế sạch hơn và khả năng kiểm soát vụn tốt hơn.
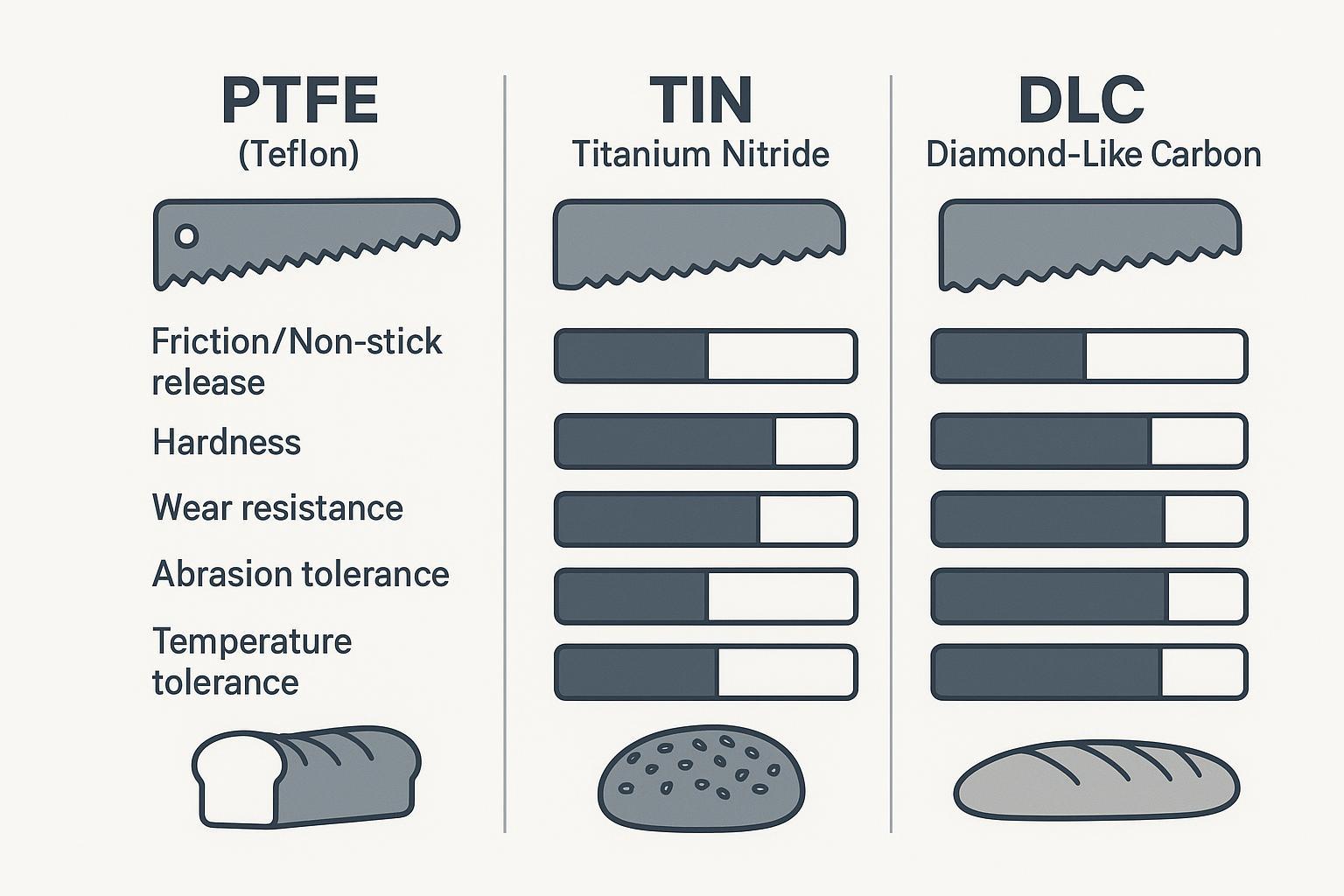
Dưới đây là bảng tóm tắt định tính mà bạn có thể sử dụng để lựa chọn lớp phủ phù hợp với phương thức hỏng hóc chính và rủi ro vận hành.
| Tiêu chuẩn | PTFE | TiN | DLC |
|---|---|---|---|
| Giá trị chính | Chống dính (kiểm soát độ bám dính) | Khả năng chống mài mòn (tuổi thọ cạnh) | Khả năng chống mài mòn + ma sát thấp (độ bền cạnh tốt và độ trơn nhất định) |
| Ngon nhất khi | Các SKU có độ bám dính hạn chế (đường/lớp phủ/vụn bánh ấm hoặc dẻo) | Các đoạn dây bị mài mòn ở mức độ hạn chế, trong đó hiện tượng dính có thể kiểm soát được. | Các đường chạy giới hạn mài mòn, nơi cả ma sát và mài mòn đều quan trọng. |
| Chiến thắng điển hình trong hoạt động | Ít phải dừng lại để lau chùi hơn; giảm lực cản. | Các chiến dịch dài hơn trước khi chất lượng giảm sút. | Các chiến dịch dài hơn với cảm giác cắt mượt mà hơn (tùy thuộc vào ứng dụng) |
| Rủi ro chính | Mòn nhanh hơn do ma sát với thanh dẫn hướng, các tạp chất và vụn vật liệu. | Không phải là loại chống dính "thực sự"; hiện tượng dính vẫn có thể gây ra thời gian ngừng hoạt động. | Lợi ích phụ thuộc vào việc chuẩn bị chất nền và điều kiện vận hành. |
| Thiết lập độ nhạy | Cao: việc căn chỉnh hướng dẫn, kiểm soát vụn bánh và phương pháp làm sạch đều quan trọng. | Mức độ trung bình: vẫn cần kỹ thuật tốt và khả năng kiểm soát vụn bánh. | Trung bình-cao: vấn đề kiểm soát quy trình và chuẩn bị bề mặt |
Thiết lập và vận hành
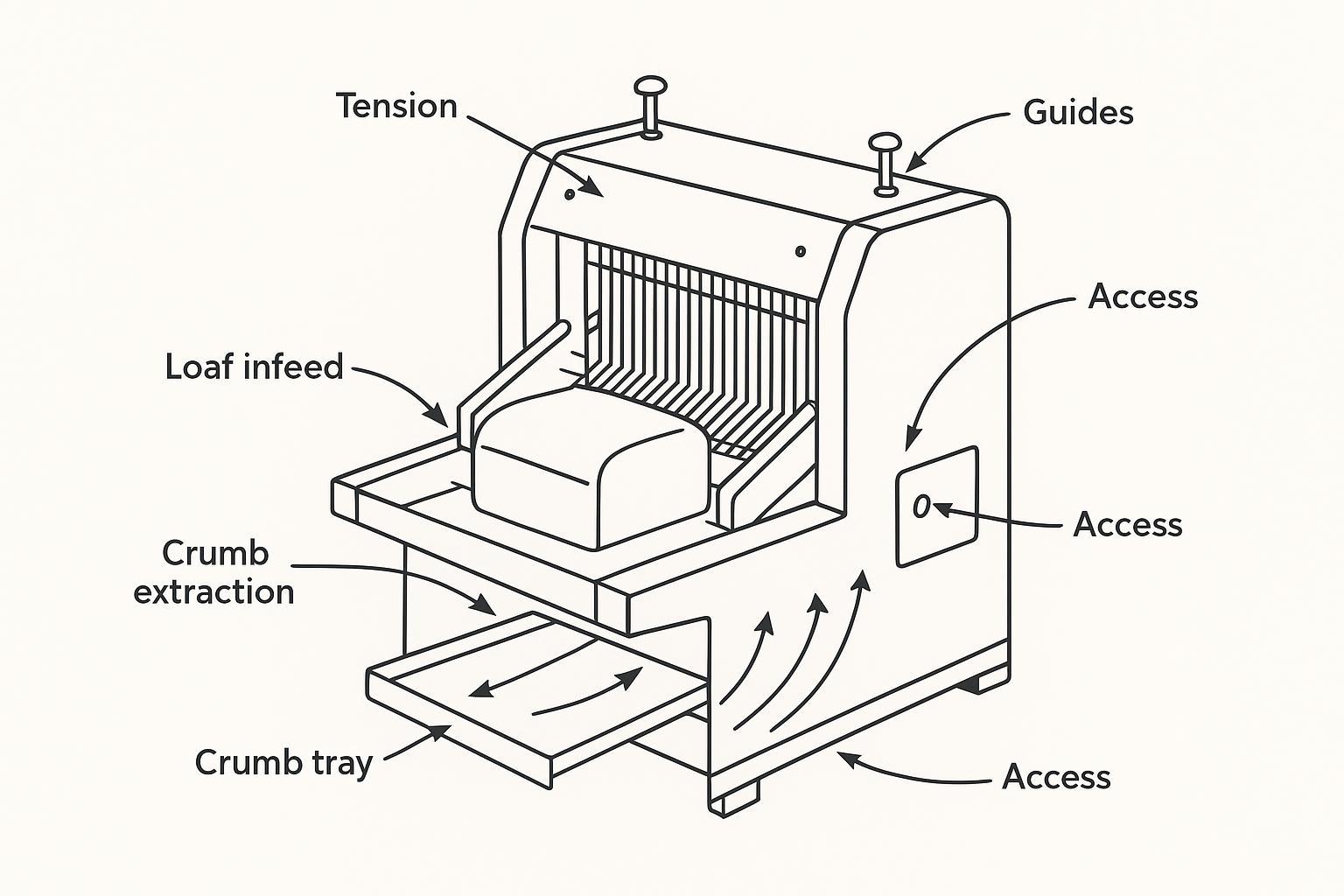
Việc lựa chọn lớp phủ sẽ không cứu vãn được máy cắt lát được thiết lập để nghiền vụn bánh mì vào lưỡi dao hoặc cắt bánh mì trước khi chúng ổn định. Các dây chuyền hoạt động tốt nhất coi việc lựa chọn lớp phủ và thiết lập là một hệ thống thống nhất.
Tình trạng và quá trình làm nguội bánh mì
Nếu bạn muốn PTFE (hoặc bất kỳ lớp phủ nào) hoạt động theo cách dễ dự đoán, hãy kiểm soát khối vật liệu trước:
- Cắt bánh sau khi đã nguội hẳn để phần ruột bánh đông lại (giúp giảm hiện tượng bánh bị nhão và dính).
- Chuẩn hóa độ ẩm và quy trình nướng bánh cho các SKU đang được sản xuất trên dây chuyền.
- Giảm độ dính bề mặt ở mức tối đa (khi xử lý lớp men, sử dụng chất chống dính, các bước sau khi nung).
Đây cũng là nơi thích hợp để đưa kỷ luật xác thực vào quy trình. Nếu bạn đang xây dựng một quyết định vững chắc, hãy lưu trữ hai bằng chứng:
- Một ma trận tương thích Đối chiếu kiểu máy cắt lát + hệ thống dẫn hướng + các loại bánh mì với cấu hình lưỡi dao/lớp phủ được khuyến nghị.
- Một giao thức xác thực thí điểm Điều đó xác định những gì bạn đo lường, cách bạn đo lường và cách bạn quyết định "đạt/không đạt" (đặt ngưỡng phù hợp với khả năng của dây chuyền sản xuất và yêu cầu của khách hàng).
Một quy trình thực tế có thể đơn giản như sau:
- Tốc độ kẹt: ghi sự kiện mỗi giờ (và các loại nguyên nhân gốc rễ: độ bám dính, tiếp xúc với thanh dẫn hướng, tình trạng bánh mì, mảnh vụn)
- Độ dày lát cắt đồng đềuLấy mẫu theo thời gian (ví dụ: cứ sau 30-60 phút), đo bằng phương pháp nhất quán và theo dõi. trung bình Và sự biến đổi (ví dụ: độ lệch chuẩn hoặc độ lệch tối đa)
- Thời gian từ khi vệ sinh đến khi vận hành: Đo từ lúc dừng → đã làm sạch → khởi động lại → các lát cắt chấp nhận được đầu tiên (sử dụng cùng một kiểm tra chấp nhận mỗi lần)
- Khối vụn bánhThu gom và cân vụn thức ăn từ khay hút mỗi ca làm việc (hoặc mỗi lần chạy quy định) để theo dõi lượng vụn thức ăn.
- Kiểm tra tình trạng lớp phủXác định khoảng thời gian kiểm tra trực quan và ghi lại các kiểu mài mòn (mài tròn cạnh, mài mòn bề mặt, vết cọ xát cục bộ)
Những tài liệu đó biến câu nói “cảm thấy tốt hơn” thành một quyết định mà bộ phận mua sắm có thể bảo vệ được.
Độ căng và hình dạng của lưỡi dao
Lực căng và hình học quyết định liệu bạn cắt được đường cắt gọn gàng hay chỉ là cưa rồi lem luốc.
- Sử dụng hình dạng răng phù hợp với kết cấu và lớp vỏ bánh mì. MAXTOR METAL's Hướng dẫn hình học lưỡi dao (2025) Tài liệu tham khảo đề cập đến phạm vi bước răng cưa và các khái niệm về góc vát, những yếu tố có liên quan trực tiếp đến việc giảm hiện tượng rách và nén.
- Hãy coi việc điều chỉnh độ căng là một thiết lập được kiểm soát với bước kiểm tra cụ thể, chứ không phải là kinh nghiệm truyền miệng. Độ căng quá mức có thể đẩy nhanh quá trình mài mòn và tăng nhiệt do ma sát; độ căng quá thấp có thể làm tăng độ rung và gây rách.
Mẹo chuyên nghiệpNếu bạn đang thử nghiệm PTFE để giải quyết vấn đề dính, hãy giảm "ngân sách mài mòn" trước tiên—kiểm tra xem các thanh dẫn hướng có thẳng hàng và không cọ xát vào bề mặt lưỡi dao hay không. Nếu không, bạn sẽ đổ lỗi cho lớp phủ về sự mài mòn do máy gây ra.
Loại bỏ vụn bánh và thay thế
Vụn bánh không chỉ là những mảnh vụn gây mất vệ sinh mà còn là những hạt mài mòn có thể làm tăng lực cản và khiến việc bám dính trở nên tồi tệ hơn.
Về mặt vận hành:
- Hãy đảm bảo hệ thống hút vụn bánh hoạt động đúng chức năng: đường dẫn khí thông thoáng, các lỗ thông hơi không bị tắc nghẽn, khay hứng vụn bánh được đổ sạch trước khi tràn.
- Thiết lập quy trình thay thế bao gồm kiểm tra nhanh bằng mắt thường các thanh dẫn hướng, cụm lưỡi dao và các điểm tháo lắp.
- Theo dõi thời gian "từ khi vệ sinh đến khi vận hành". Nếu PTFE làm giảm độ dính nhưng quá trình chuyển đổi vẫn chậm, điểm nghẽn có thể là do khả năng tiếp cận, dụng cụ hoặc thiết kế quy trình vận hành tiêu chuẩn (SOP).
Các chế độ lỗi và khắc phục sự cố

Khi thử nghiệm lớp phủ “thất bại”, cách nhanh nhất để khắc phục là xác định nguyên nhân chính trước khi thay lưỡi dao một lần nữa.
Các triệu chứng thường gặp
- Khả năng dính trở lại nhanh chóng Sau khi làm sạch: hiện tượng bám dính vẫn là nguyên nhân gây hỏng chính (tình trạng bánh, nhiệt độ, lượng men/đường hoặc khả năng tách khuôn không đủ).
- Các vệt mài mòn cục bộ hoặc các rãnh được đánh bóng Trên bề mặt lưỡi dao: sự tiếp xúc/ma sát với thanh dẫn hướng có thể là nguyên nhân gây ra mài mòn (đây là vấn đề về máy móc/thiết lập hơn là vấn đề về lớp phủ).
- Hiện tượng giảm tuổi thọ cạnh sớm trên toàn bộ gói sản phẩm.Lượng mảnh vụn, tạp chất hoặc lực căng quá mức có thể đang tiêu hao thời gian sử dụng dự kiến của bạn.
- Lớp phủ bị hư hại sau khi thay đổi quy trình vệ sinh.: Hóa chất tẩy rửa, thời gian ngâm, nhiệt độ hoặc phương pháp chà rửa cơ học có thể không tương thích.
Một lệnh kiểm tra thực tế
- Hướng dẫn và căn chỉnh trước tiênKiểm tra xem các thanh dẫn hướng có cọ xát vào mặt lưỡi dao không; tìm kiếm các vết cọ xát lặp lại ở cùng một vị trí.
- Căng thẳng và rung độngKiểm tra xem các thiết lập độ căng có nằm trong phạm vi thông số kỹ thuật nội bộ và nhất quán trong suốt quá trình thay đổi hay không.
- Loại bỏ vụn bánh và dòng chảy mảnh vụn: làm sạch các đường dẫn khí, khay và điểm tích tụ bụi bẩn, ngăn bụi bẩn tuần hoàn trở lại khu vực cắt.
- Tình trạng ổ bánh mìXác nhận thời gian làm nguội, độ ẩm và sự phù hợp giữa SKU và cài đặt (bánh mì ấm/dính có thể là do vấn đề về lưỡi dao).
- Phương pháp vệ sinhXác nhận khả năng tương thích hóa học giữa lớp phủ/chất nền và loại bỏ các dụng cụ mài mòn có thể làm bong tróc hoặc trầy xước lớp phủ.
Nếu các yếu tố trên ổn định và bạn vẫn thấy thời gian ngừng hoạt động do hiện tượng bám dính (không phải do mài mòn), thì PTFE vẫn là nhóm vật liệu phủ phù hợp nhất để thử nghiệm.
Vệ sinh và tuân thủ
Đối với các nhóm sản xuất, mục tiêu rất đơn giản: làm sạch nhanh chóng mà không làm hỏng hệ thống máy chủ. Đối với bộ phận mua sắm và kiểm soát chất lượng, mục tiêu là có được tài liệu đáp ứng được các yêu cầu kiểm toán.
Hóa chất và phương pháp làm sạch
Bảo vệ tính toàn vẹn của lớp phủ và hình dạng cạnh:
- Hãy sử dụng hóa chất tẩy rửa phù hợp với lớp phủ và vật liệu nền của bạn.
- Tránh sử dụng các chất mài mòn mạnh có thể làm bong tróc lớp phủ một cách cơ học.
- Xác nhận phương pháp làm sạch bằng cách kiểm tra: độ nguyên vẹn của lớp phủ, tình trạng cạnh và khả năng loại bỏ cặn bẩn.
Nếu bạn thay đổi loại lớp phủ (PTFE → lớp phủ cứng hoặc ngược lại), hãy coi đó như một thay đổi quy trình: cập nhật quy trình vận hành tiêu chuẩn (SOP) về vệ sinh và đào tạo lại nhân viên.
Các yêu cầu của FDA và EU
Các nghĩa vụ cụ thể của bạn phụ thuộc vào loại vật liệu và phạm vi quyền hạn của bạn, nhưng phương thức hoạt động của bạn cần phải nhất quán:
- Xác nhận lớp phủ và chất nền phù hợp để sử dụng trong tiếp xúc với thực phẩm.
- Duy trì khả năng truy xuất nguồn gốc (cái gì đã được lắp đặt, khi nào và trên dây chuyền nào)
- các yếu tố kích hoạt việc kiểm tra và thay thế tài liệu
Để có những điểm khởi đầu đáng tin cậy, hãy bắt đầu với:
- FDA: Danh mục các chất tiếp xúc với thực phẩm được liệt kê trong 21 CFR (Phụ gia gián tiếp) (Hữu ích để kiểm tra các quy định pháp lý về lớp phủ/polyme tiếp xúc với thực phẩm)
- Khung pháp lý của EU: Văn bản hợp nhất của Quy định (EC) số 1935/2004
- EU GMP: CQuy định của Ủy ban (EC) số 2023/2006, văn bản hợp nhất.
Về mặt vận hành, hãy yêu cầu nhà cung cấp của bạn cung cấp (và lưu trữ) một bộ hồ sơ tối thiểu, dễ kiểm toán:
- Tuyên bố tuân thủ quy định tiếp xúc với thực phẩm cho lớp phủ + chất nền (có phạm vi/giới hạn)
- mã số truy xuất nguồn gốc (số lô/mẻ) và hồ sơ sản xuất
- Nhật ký cài đặt và thay đổi (dòng, ngày, người chịu trách nhiệm)
- Quy trình vệ sinh tiêu chuẩn và ghi chú về khả năng tương thích (thành phần hóa học, nhiệt độ, thời gian tiếp xúc, dụng cụ)
- Danh sách kiểm tra và các yếu tố kích hoạt việc thay thế (lỗi được đánh giá như thế nào và ai chịu trách nhiệm ký xác nhận)
Bản tóm tắt về dao/lớp phủ dùng trong thực phẩm của MAXTOR METAL nêu bật các chủ đề tuân thủ phổ biến (khung FDA/EU, khả năng truy xuất nguồn gốc và kỳ vọng kiểm tra) có thể giúp bạn sắp xếp hồ sơ nội bộ.
Sao chép/dán mẫu: bộ tài liệu xác nhận thí điểm + bộ tài liệu
Sử dụng mẫu này như một “tệp kiểm toán” duy nhất cho quá trình thử nghiệm lớp phủ. Sao chép nó vào hệ thống CMMS, QMS hoặc bảng tính dùng chung và điền thông tin khi bạn tiến hành thử nghiệm.
1) Phạm vi thử nghiệm
- Mô hình máy cắt/thái lát:
- Cấu hình cụm cánh quạt (số lượng, bước răng, hình dạng):
- Loại lớp phủ (PTFE / TiN / DLC / khác):
- Chất nền/vật liệu:
- Các SKU được hỗ trợ (thuộc dòng sản phẩm bánh mì):
- Ngày/ca làm việc:
- Nhân viên vận hành/kỹ thuật viên:
2) Tiêu chí đạt/không đạt (do bộ phận của bạn và yêu cầu của khách hàng đặt ra)
- Mục tiêu tỷ lệ tắc nghẽn (sự kiện/giờ):
- Độ dày lát cắt mục tiêu + độ biến thiên cho phép (do phương pháp xác định):
- Thời gian khởi động từ lúc vệ sinh (phút):
- Giới hạn tổn thất chất lượng (sản phẩm lỗi mỗi ca/mỗi lần sản xuất):
- Thời gian sử dụng tối thiểu chấp nhận được của lớp phủ (giờ / ổ bánh mì / ca làm việc):
3) Quy trình đo lường (duy trì phương pháp nhất quán)
- Tốc độ kẹt
- Ghi nhận: số sự kiện/giờ
- Nguyên nhân gốc rễ của vấn đề: độ bám dính / tiếp xúc với thanh dẫn hướng / tình trạng bánh mì / mảnh vụn / nguyên nhân khác
- Độ dày lát cắt đồng đều
- Tần suất lấy mẫu: cứ sau ____ phút (ví dụ: 30–60 phút)
- Phương pháp/công cụ: __________________
- Đường biểu diễn: trung bình + độ biến thiên (độ lệch chuẩn hoặc độ lệch tối đa)
- Thời gian từ khi vệ sinh đến khi vận hành
- Định nghĩa thời gian: dừng → làm sạch → khởi động lại → các lát cắt chấp nhận được đầu tiên
- Kiểm tra chấp nhận được sử dụng: __________________
- Khối vụn bánh
- Điểm thu gom: khay chiết xuất / khu vực xác định
- Tần suất: mỗi ca làm việc / mỗi lần chạy
- Ghi nhận: gam
- Kiểm tra tình trạng lớp phủ
- Khoảng thời gian: cứ sau ____ giờ / mỗi lần chuyển ca
- Những điều cần ghi nhận: độ bo tròn cạnh, độ mài mòn bề mặt, vết xước cục bộ, kiểu bám dính/tích tụ.
- Nhật ký ảnh: có/không (địa điểm: __________________)
4) Thiết lập danh sách kiểm tra xác minh (trước và sau khi thử nghiệm)
- Các đường dẫn hướng được căn chỉnh; không quan sát thấy hiện tượng cọ xát mặt.
- Độ căng được thiết lập theo thông số kỹ thuật nội bộ và đã được kiểm chứng.
- Đường dẫn khí hút vụn bánh thông thoáng; khay đã được làm trống.
- Thời gian làm nguội và độ ẩm của bánh mì nằm trong tiêu chuẩn SKU.
- Phương pháp làm sạch đã được xác nhận là tương thích (hóa chất, thời gian ngâm, nhiệt độ, dụng cụ).
5) Tài liệu truy xuất nguồn gốc và tuân thủ cần lưu trữ
- Bảng thông số kỹ thuật lưỡi dao (vật liệu, hình dạng, loại lớp phủ)
- Tài liệu chứng nhận sự phù hợp/truy xuất nguồn gốc của nhà cung cấp (mã số lô/mẻ)
- Hồ sơ lắp đặt (ngày, dòng sản phẩm, người vận hành/kỹ thuật viên)
- Quy trình vận hành tiêu chuẩn về vệ sinh + lịch sử sửa đổi
- Danh sách kiểm tra (độ bền lớp phủ, kiểm tra độ căng, độ thẳng hàng của thanh dẫn hướng)
- Nhật ký ghi nhận sự không phù hợp (kẹt máy, lỗi, biện pháp khắc phục)
6) Tóm tắt quyết định
- Chế độ hỏng hóc chủ yếu quan sát được: giới hạn bởi độ bám dính / giới hạn bởi sự mài mòn / hỗn hợp
- Những điểm đã được cải thiện:
- Điều tồi tệ hơn là:
- Quyết định: chấp nhận / kiểm tra lại với những thay đổi / bác bỏ
- Những thay đổi cho lần thử nghiệm tiếp theo (nếu có):
Mua sắm và tổng chi phí sở hữu (TCO)

Việc lựa chọn lớp phủ là một quyết định về tổng chi phí sở hữu (TCO). Lưỡi dao “tốt nhất” là lưỡi dao tạo ra những lát cắt đạt yêu cầu với số lần dừng máy, thay lưỡi và sản phẩm lỗi ít nhất.
Khi nào nên chọn PTFE
Hãy chọn lưỡi dao thái lát phủ PTFE khi:
- Các tổn thất chính của bạn đến từ hiện tượng dính, tích tụ cặn bẩn và tắc nghẽn.
- Bạn sử dụng các sản phẩm có độ dính cao/hàm lượng đường cao/được bổ sung chất dinh dưỡng, nơi mà độ bám dính gây ra lỗi.
- Bạn có thể kiểm soát độ mài mòn (hút vụn thức ăn, căn chỉnh thanh dẫn hướng, điều chỉnh lực căng).
Khi nào nên chọn áo khoác cứng?
Chọn lớp phủ TiN/DLC khi:
- Tổn thất chủ yếu của bạn đến từ sự suy giảm chất lượng lát cắt do hao mòn trong thời gian dài.
- Bạn sử dụng các sản phẩm có tính mài mòn hoặc chứa nhiều tạp chất (hạt, lớp vỏ cứng, độ vụn cao).
- Bạn cần giữ được độ sắc bén tối đa trước khi thay thế.
Tính toán TCO và thời gian hoạt động
Hãy giữ cho các phép toán đủ đơn giản để có thể sử dụng trong cuộc họp:
- Chi phí thời gian ngừng hoạt động cho mỗi sự kiện = (số phút để xử lý tắc nghẽn + số phút để kiểm tra lại thiết lập) × chi phí đường dây mỗi phút
- Chi phí chuyển đổi mỗi ca làm việc = thời gian chuyển đổi × tỷ lệ lao động + giá trị sản xuất bị mất
- chi phí tổn thất chất lượng = Số sản phẩm bị lỗi × tổn thất lợi nhuận (hoặc chi phí làm lại)
Sau đó so sánh các kịch bản:
- PTFE có thể giảm số lần phải xử lý tắc nghẽn và thời gian vệ sinh (tăng thời gian hoạt động) ngay cả khi tuổi thọ lớp phủ ngắn hơn.
- Lớp phủ TiN/DLC có thể kéo dài tuổi thọ cạnh (lợi ích về bảo trì) ngay cả khi bạn vẫn cần khả năng kiểm soát vụn vải tốt.
Câu hỏi thường gặp
1) Tôi có nên chọn PTFE nếu lưỡi dao của tôi vẫn sắc bén nhưng tình trạng kẹt dao ngày càng tăng?
Thường thì đúng vậy. Mô hình đó thường là... giới hạn độ bám dínhPhần rìa vẫn chấp nhận được, nhưng đường, lớp phủ, vụn bánh ấm hoặc hơi ẩm đang tích tụ trên đường đi của lưỡi dao và làm tăng lực cản cho đến khi máy cắt bắt đầu bị rách, kẹt hoặc dính. PTFE được thiết kế để giảm hiện tượng thấm ướt và dính, vì vậy nó thường là loại lớp phủ đầu tiên đáng để thử nghiệm.
2) Khi nào thì TiN hoặc DLC vượt trội hơn PTFE trong việc cắt lát bánh mì?
Khi tổn thất lớn nhất của bạn là giới hạn mài mòn Hiệu suất—chất lượng lát cắt ban đầu tốt, sau đó giảm dần theo thời gian do cạnh bị tròn hoặc sứt mẻ. TiN và DLC là các lớp phủ cứng nhằm mục đích chống mài mòn, vì vậy chúng thường chiếm ưu thế khi các chiến dịch kéo dài và các tạp chất, độ cứng của lớp vỏ, lượng mảnh vụn hoặc tiếp xúc với thanh dẫn hướng làm tiêu hao ngân sách chống mài mòn của bạn.
3) Tại sao PTFE lại “bị mòn nhanh” trên một số đường ống?
Trong nhiều trường hợp, lớp phủ không phải là nguyên nhân gốc rễ—các cơ chế làPTFE rất nhạy cảm với điều kiện mài mòn, đặc biệt là:
- Sự lệch hướng của bộ dẫn hướng gây ra hiện tượng cọ xát mặt.
- Bụi giấy vụn có hàm lượng cao được tuần hoàn lại trong khu vực cắt.
- sản phẩm có hạt hoặc chứa nhiều thành phần
- căng thẳng quá mức hoặc tiếp xúc hướng dẫn mạnh mẽ
Trước khi kết luận PTFE không khả thi, hãy xác nhận các thanh dẫn hướng được căn chỉnh thẳng hàng và không bị cọ xát, độ căng ổn định và hệ thống hút vụn hoạt động hiệu quả.
4) Cách nhanh nhất để chẩn đoán xem tôi bị tổn thương do dính khớp hay do mài mòn là gì?
Sử dụng hai tín hiệu nhanh:
- Nếu bạn lau chùi/cạo sạch giữa ca làm việc Để tiếp tục chạy, bạn có thể bị hạn chế bởi độ bám dính.
- Nếu ban đầu nó hoạt động trơn tru nhưng sự thay đổi về độ dày đồng nhất Và nếu vụn thức ăn tích tụ nhiều hơn theo thời gian, thì khả năng chống mài mòn của bạn có thể bị hạn chế.
Khi không chắc chắn, hãy chạy thử nghiệm ngắn và theo dõi tỷ lệ tắc nghẽn (số sự kiện/giờ), thời gian từ khi vệ sinh đến khi hoạt động bình thường, và sự biến động độ dày lát cắt bằng một phương pháp nhất quán.
5) Tôi nên thiết lập thử nghiệm lớp phủ như thế nào để bộ phận mua hàng và bộ phận kiểm soát chất lượng có thể chấp nhận?
Hãy coi đó là một sự thay đổi có kiểm soát. Xác định tiêu chí đạt/không đạt, duy trì phương pháp đo lường nhất quán và lưu trữ dữ liệu truy xuất nguồn gốc. Một cách tiếp cận đơn giản là:
- Ghi lại tỷ lệ tắc nghẽn dưới dạng sự kiện/giờ và gắn thẻ nguyên nhân gốc.
- Đo độ dày lát cắt theo kế hoạch lấy mẫu định kỳ (ví dụ: cứ sau 30-60 phút).
- Theo dõi thời gian chạy sạch bằng cách sử dụng kiểm tra chấp nhận nhất quán.
- Ghi chép tình trạng lớp phủ và các dấu hiệu mài mòn bằng nhật ký ảnh.
Mục tiêu là biến cảm giác “tốt hơn rồi” thành một quyết định có thể kiểm chứng được.
6) Nhiệt độ có ảnh hưởng gì đến việc lựa chọn PTFE trong quá trình cắt lát?
Thông thường, độ mài mòn và tác động cơ học ít hơn. Nhiệt độ khi cắt bánh mì thường thấp hơn nhiều so với giới hạn sử dụng liên tục thường được đề cập của PTFE, nhưng nhiệt độ trở nên quan trọng trong một số trường hợp nhất định. vệ sinh hoặc các điều kiện bất thường. Hạn chế phổ biến hơn trong quá trình cắt lát là sự mài mòn cơ học (thanh dẫn hướng, mảnh vụn, tạp chất) hơn là giới hạn nhiệt.
7) Những lỗi vệ sinh nào thường gây hư hại nhất cho lưỡi dao được phủ lớp bảo vệ?
Có hai trường hợp phổ biến:
- Mài mòn cơ học: các dụng cụ chà rửa mạnh hoặc dụng cụ mài mòn làm bong tróc lớp phủ hoặc làm xước bề mặt lưỡi dao.
- Thay đổi hóa học/quy trình: Việc thay đổi chất tẩy rửa, thời gian ngâm hoặc nhiệt độ mà không xác nhận tính tương thích với lớp phủ/chất nền.
Nếu bạn thay đổi loại lớp phủ (PTFE ↔ lớp phủ cứng), hãy xử lý nó như một thay đổi quy trình: cập nhật quy trình vận hành tiêu chuẩn vệ sinh, đào tạo lại và xác minh các tiêu chí kiểm tra.
8) Tôi cần lưu trữ những tài liệu tuân thủ nào đối với lưỡi dao cắt bánh mì được phủ lớp chống dính?
Hãy duy trì một bộ hồ sơ dễ kiểm toán, phù hợp với phạm vi quyền hạn và tài liệu của bạn:
- Tuyên bố tuân thủ các quy định về tiếp xúc với thực phẩm đối với lớp phủ + chất nền (phạm vi/giới hạn)
- Mã định danh truy xuất nguồn gốc nhà cung cấp (lô/mẻ)
- Nhật ký cài đặt/thay đổi (ngày, dòng, người chịu trách nhiệm)
- Quy trình vận hành tiêu chuẩn về vệ sinh + lịch sử sửa đổi và ghi chú về khả năng tương thích
- danh sách kiểm tra và các yếu tố kích hoạt thay thế
Để biết các điểm truy cập chính thức, hãy xem trang web của FDA. Danh mục các chất tiếp xúc với thực phẩm được liệt kê trong 21 CFR (Phụ gia gián tiếp) và các văn bản hợp nhất của EU về Quy định (EC) số 1935/2004 Và Quy định của Ủy ban (EC) số 2023/2006 Liên kết trong bài viết.
Nancy Wu là một Kỹ sư sản xuất cấp cao TRONG Kỹ thuật sản xuất (PE) với 12 năm Với kinh nghiệm trong sản xuất và ứng dụng lưỡi dao công nghiệp, bà chuyên về đặc tính gia công và hiệu suất lớp phủ cho các vật liệu lưỡi dao thông dụng, bao gồm... Thép D2, M2, H13, thép luyện kim bột và cacbua vonframvà có năng lực tiên tiến trong Lập trình mài CNC độ chính xác cao.
Chứng nhận: Doanh nghiệp vừa và nhỏ – CMfgE, PMP, Đai đen Six Sigma, Chứng nhận quốc tế ASM.
Đã xuất bản: 2026-05-06
Lần cuối cập nhật: 2026-05-06
Phiên bản: v1.0
Đánh giá kỹ thuật: Đã được đội ngũ Kỹ thuật Sản xuất của MAXTOR METAL kiểm tra về độ chính xác trong sản xuất và ứng dụng. Nếu có thắc mắc hoặc cần góp ý, vui lòng liên hệ với chúng tôi qua... Liên hệ MAXTOR METAL.
Phần kết luận
- Tóm lại: sử dụng PTFE cho các sản phẩm có yêu cầu độ bám dính thấp; sử dụng TiN/DLC cho các dòng sản phẩm có yêu cầu độ mài mòn thấp.
- Các bước tiếp theo: xác nhận trên các đợt chạy thử nghiệm, hoàn thiện quy trình vận hành tiêu chuẩn (SOP), duy trì hồ sơ tuân thủ.