
- 대상 고객: 산업용 제빵 공장 및 슬라이서 OEM 업체의 생산, 유지 보수, 구매 담당자.
- 이 강의에서 배우게 될 내용: 테플론 코팅 슬라이서 날과 TiN/DLC 코팅 날 중 어떤 것을 선택해야 하는지, 그리고 성공적인 작업을 위한 설정 방법.
- 결과: 더 깔끔한 슬라이스, 막힘 현상 감소, 빠른 전환, 규정 준수 문서화.
PTFE가 끈적이는 빵을 제거하는 데 어떻게 도움이 될까요?
PTFE(흔히 테플론이라고도 함)는 달라붙지 않고 마찰이 적은 표면빵을 썰 때, 가장 큰 적이 아직 "무미건조함"이 아니라 다른 것일 때, 그것은 중요합니다. 부착설탕, 유약, 따뜻한 빵가루, 수분 등이 칼날 경로에 쌓여 기계가 찢어지거나, 끌리거나, 막히기 시작합니다.
즉, 평가하고 있다면 빵을 자를 때 달라붙지 않는 코팅PTFE는 접착력을 직접적으로 향상시키는 데 효과적이기 때문에 일반적으로 가장 먼저 테스트해 볼 가치가 있는 코팅 계열입니다.
표면 에너지와 마찰
PTFE의 장점은 명확합니다. 끈적이는 잔여물이 칼날 표면을 적시고 달라붙는 경향을 줄여주고, 미끄럼 마찰을 낮춰줍니다. 제빵업계에서는 일반적으로 다음과 같은 효과로 나타납니다.
- 빵을 통과하는 동안 저항이 줄어듭니다
- 출구 쪽에서 "붙잡고 뜯어내는" 사건이 줄어듭니다.
- 가이드 및 빵 지지대로 잔여물이 덜 옮겨갑니다.
하지만 현실적인 한계가 있습니다. PTFE는 여전히 코팅일 뿐, 기적의 막이 되는 소재는 아닙니다. 마모가 심한 환경에서는 마모될 수밖에 없습니다.
빵이 빛을 발하는 상황들
PTFE 코팅된 빵 슬라이서 칼날은 보통 다음과 같은 경우에 제 역할을 톡톡히 해냅니다. 제품의 접착력이 제한적입니다., 예를 들어:
- 당분 함량이 높은 샌드위치용 식빵 (끈적거리는 껍질, 끈적거리는 윗면)
- 윤기가 나거나, 토핑이 얹어지거나, 시럽이 든 제품
- 빵이 완전히 익지 않아 속살이 여전히 끈적거리는 따뜻한 상태에서 썰어 보세요.
- 지방과 설탕이 깔끔하게 분리되지 않고 번지는 풍부한 반죽
이러한 상황에서 "더 단단하다"는 것이 항상 "더 좋다"는 것을 의미하지는 않습니다. 매우 단단한 코팅은 날카로움을 더 오래 유지할 수 있지만, 칼날에 끈적한 이물질이 계속 쌓인다면 청소 및 걸림 제거에 소요되는 시간이 날카로움 수명 연장으로 얻는 이점보다 더 클 수 있습니다.
한계와 절충점
PTFE를 사용할 때는 고려해야 할 두 가지 주요 절충점이 있습니다.
- 마모 및 날 수명PTFE는 마모 방지용이 아니라 이형성용으로 선택됩니다. 씨앗이 박힌 크러스트, 굵은 크럼 입자, 높은 장력 또는 거친 가이드는 코팅을 더 빨리 마모시킬 수 있습니다.
- 열 경계PTFE는 일반적으로 인용되는 연속 사용 제한 기준을 발표했습니다. 260°C / 500°F (용도에 따라 다름). 일반적으로 빵을 자르는 온도보다 높지만, 살균 가열, 열악한 환경 조건 또는 코팅이 고온에 노출될 수 있는 모든 공정 단계를 고려할 때 중요합니다. 일반적인 작동 범위에 대한 참고 자료는 Kintek의 개요를 참조하십시오. PTFE의 작동 온도 범위(2026).
결론은 간단합니다. PTFE는 점착 및 청소로 인한 가동 중단 시간이 가장 큰 경우이며, 마모 환경을 제어할 수 있는 경우에 가장 적합합니다.
PTFE 코팅 빵 슬라이서 칼날 vs TiN 코팅 vs DLC 코팅
깔끔한 결정을 내리고 싶다면 두 가지 고장 유형을 구분하세요. 이것이 둘 중 하나를 선택하는 가장 빠른 방법입니다. 테플론 코팅 슬라이서 칼날 (PTFE) 및 경질 코팅:
- 접착 제한칼날 끝은 "매끄럽지만" 제품이 달라붙어 잘 잘리지 않습니다.
- 마모 제한: 달라붙는 정도는 괜찮지만, 오래 사용할수록 날카로움이 떨어지고 슬라이스 품질이 저하됩니다.
MAXTOR METAL의 개요 식품 등급 원형 칼날 재질 및 코팅 옵션 코팅 제품군 목록과 이를 뒷받침하는 데 필요한 규정 준수 문서를 간략하게 작성할 때 유용한 참고 자료입니다.
만약 당신이 찾고 있다면 빵 슬라이서 칼날 코팅 선택 이 프레임워크에서 "동일 조건 비교"의 핵심은 릴리스, 마모, 설정 위험입니다.
눌러붙지 않는 성능
- PTFE PTFE는 달라붙지 않는 소재 전문 기업입니다. 달라붙음으로 인해 고장이 자주 발생한다면, PTFE는 고장 횟수를 줄이는 가장 빠른 해결책이 될 수 있습니다.
- 다운로드 가능 콘텐츠 일부 절단 상황에서는 매끄러운 표면과 접착력 감소를 제공할 수 있지만, 제빵 분야에서 설탕과 글레이즈가 주요 문제일 때는 여전히 PTFE가 "접착 방지 성능에서 우위"를 차지하는 경우가 많습니다.
- 주석 많은 용도에서 맨 강철과의 마찰을 줄여주지만, 일반적으로 끈적이는 음식물 찌꺼기에 대한 진정한 이염 방지 성능보다는 내마모성 때문에 선택되는 경우가 많습니다 (평가 시 흔히 접하는 현실입니다). TiN 코팅 블레이드 (식품 가공용) 윤곽).
한 가지 확실한 방법은, 만약 작업 도중에 생산 라인을 계속 가동하기 위해 칼날을 닦거나 긁어내고 있다면, 접착력 문제일 가능성이 높다는 것입니다.
엣지 유지력 및 수명
바로 이런 점에서 하드 코팅의 진가가 드러납니다. 마모로 인해 품질 손실이 발생하는 장기간의 캠페인을 진행하는 경우, 일반적으로 하드 코팅과 하드 코팅의 성능을 비교하게 됩니다. DLC 코팅 식품 슬라이싱 칼날 TiN 및 코팅되지 않은 옵션 대비 효과이며, PTFE 대비 효과는 아닙니다.
- 주석 그리고 다운로드 가능 콘텐츠 내마모성을 향상시키기 위해 사용되는 경질 코팅입니다. 제빵 업계에서 실질적으로는, 장기간 판매로 인해 빵 가장자리가 둥글어지거나 미세하게 깨지는 등 품질이 저하될 때 도움이 될 수 있습니다.
- PTFE 경도 면에서는 경쟁하지 않습니다. Oerlikon Balzers는 PTFE가 마찰이 적은 것으로 알려져 있지만 다음과 같은 단점이 있다고 지적합니다. 고부하 마모 상황에는 권장하지 않습니다.—이는 마모 제한 절단과 정확히 일치합니다.
만약 주된 불만이 "처음에는 괜찮다가, 반죽이 부스러지면서 두께가 일정하지 않게 된다"라면, 가장자리 부분에 문제가 생긴 것일 가능성이 높습니다.
온도와 마모
빵을 자를 때 온도는 보통 마모보다 중요하지 않지만, 마모는 사람들이 예상하는 것보다 더 다양한 형태로 나타납니다.
- 빵껍질의 경도 (특히 기름기가 적은 반죽의 경우)
- 씨앗과 포함물
- 절삭 영역에서 재순환되는 부스러기 입자
- 가이드 접촉 및 장력 선택
PTFE의 열적 한계는 절단 자체의 제한 요소가 되는 경우는 드뭅니다. 오히려 마모와 기계적 접촉이 제한 요소입니다. 일반적으로 경질 코팅은 마모 환경에 더 잘 견디는 반면, PTFE는 더 깨끗한 기계적 조건과 더 나은 부스러기 제어가 필요합니다.
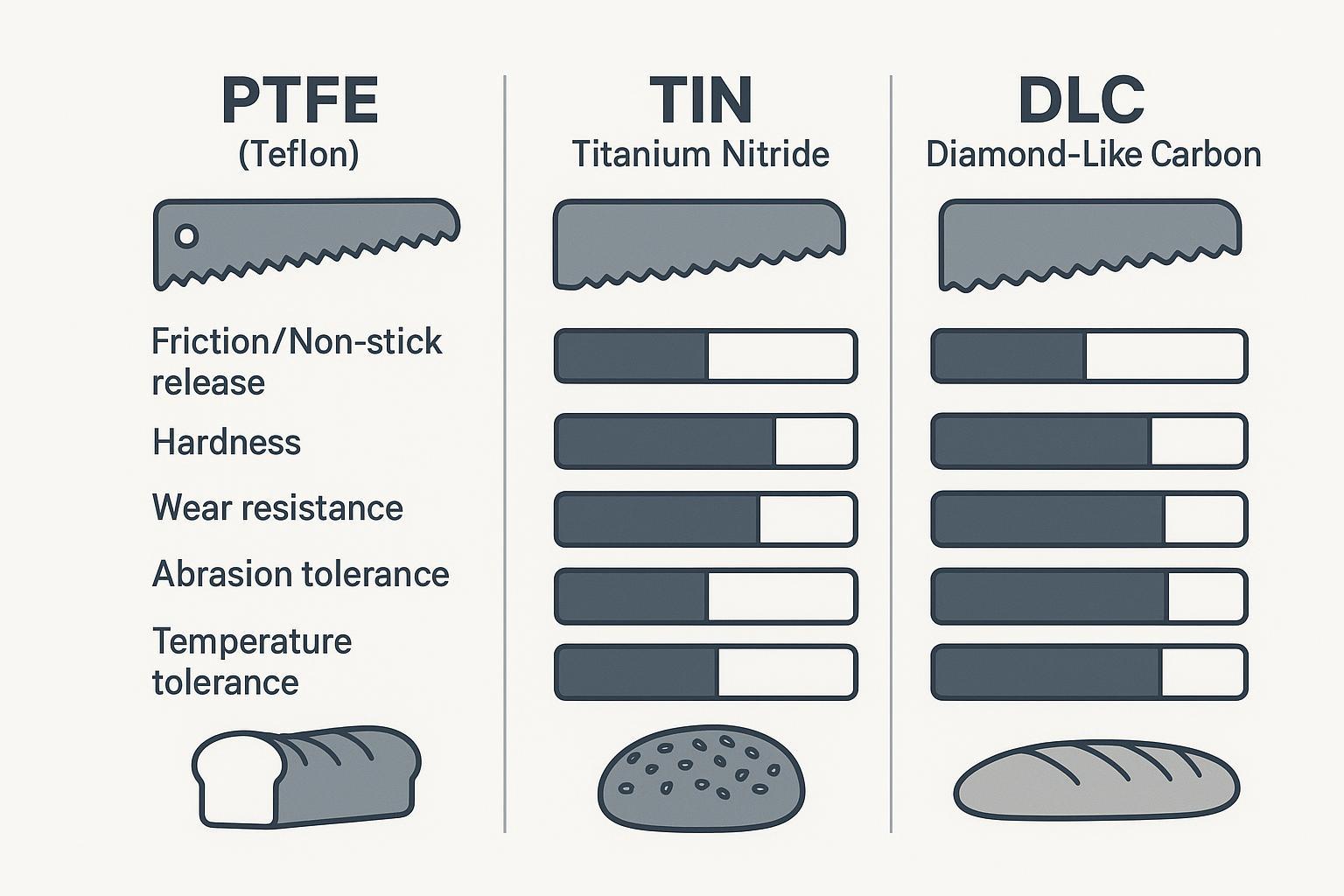
다음은 코팅 선택을 주요 고장 모드 및 운영 위험과 연계하는 데 사용할 수 있는 정성적 요약표입니다.
| 기준 | PTFE | 주석 | 다운로드 가능 콘텐츠 |
|---|---|---|---|
| 기본 값 | 논스틱 분리(접착 제어) | 내마모성(모서리 수명) | 내마모성 + 낮은 마찰력 (약간의 매끄러움과 함께 모서리 수명 향상) |
| 가장 좋은 시기는 언제인가요? | 점착성 제한 SKU (설탕/글레이즈/따뜻하거나 끈적거리는 크럼블) | 마모가 제한적인 구간에서 점착 현상이 관리 가능한 경우 | 마찰과 마모가 모두 중요한 마모 제한 주행 |
| 일반적인 운영상의 승리 | 닦거나 청소하는 횟수가 줄어들고, 공기 저항이 감소합니다. | 품질 저하가 나타나기 전 더 긴 캠페인 기간 | 더욱 부드러운 커팅감을 제공하는 더 긴 캠페인 (용도에 따라 다름) |
| 주요 위험 요소 | 가이드 마찰, 이물질, 부스러기 입자로 인한 마모 속도 증가 | 진정한 의미의 논스틱 코팅은 아니며, 여전히 달라붙음으로 인해 가동 중단 시간이 발생할 수 있습니다. | 결과는 기판 준비 및 작동 조건에 따라 달라집니다. |
| 설정 감도 | 높음: 가이드 정렬, 부스러기 제어 및 청소 방법이 중요합니다. | 중급: 여전히 좋은 조리 기술과 빵 부스러기 관리가 필요합니다. | 중상급: 공정 제어 및 표면 처리 중요 |
설치 및 작동
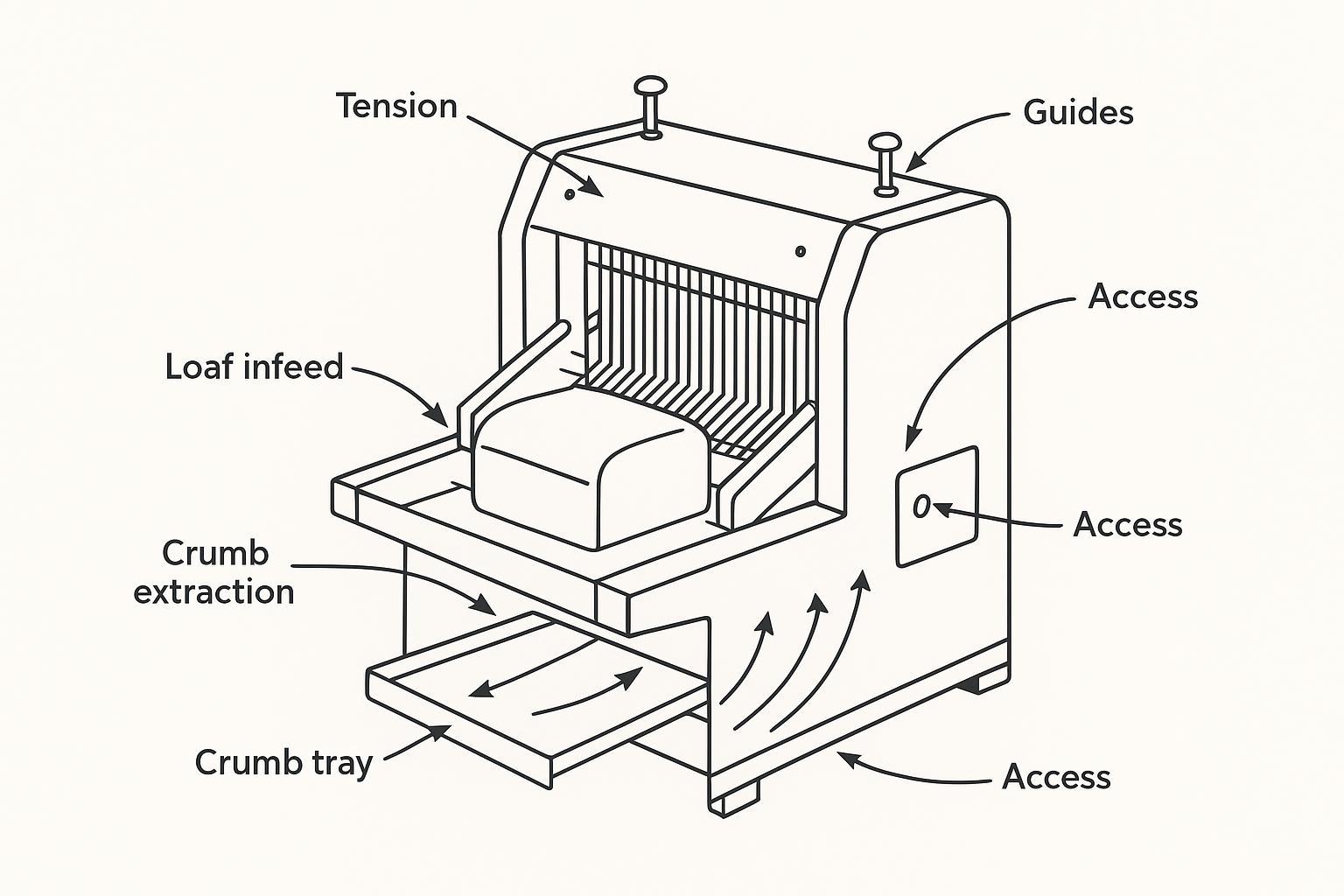
코팅 종류를 아무리 잘 선택하더라도 빵 부스러기를 칼날에 갈아 넣거나 빵이 완전히 익기 전에 자르도록 설정된 슬라이서는 제대로 작동하지 않습니다. 최고의 성능을 발휘하는 생산 라인은 코팅 선택과 설정을 하나의 시스템으로 통합하여 관리합니다.
빵의 상태 및 냉각
PTFE(또는 다른 코팅)가 예측 가능한 방식으로 작동하기를 원한다면, 먼저 빵의 상태를 제대로 파악해야 합니다.
- 빵 속이 굳어질 때까지 충분히 식힌 후 썰어주세요 (이렇게 하면 빵이 뭉치거나 끈적거리는 것을 방지할 수 있습니다).
- 생산 라인에서 생산되는 모든 제품(SKU)에 대해 빵의 수분 함량과 굽기 프로필을 표준화합니다.
- 가능한 한 표면의 점착성을 줄이십시오 (유약 처리, 이형제, 후처리 과정).
또한 이곳은 검증 절차를 도입하기에 적합한 곳입니다. 견고한 의사결정을 내리려면 다음 두 가지 증거 자료를 보관하십시오.
- 에이 호환성 매트릭스 슬라이서 모델, 가이드 시스템, 빵 종류에 맞는 권장 칼날/코팅 구성으로 매핑
- 에이 파일럿 검증 프로토콜 이는 측정 대상, 측정 방법, 그리고 합격/불합격 여부를 결정하는 기준을 정의합니다(생산 능력 및 고객 요구 사항에 맞춰 임계값을 설정).
실용적인 프로토콜은 다음과 같이 간결할 수 있습니다.
- 잼 비율: 기록 시간당 이벤트 수 (그리고 근본 원인 범주: 접착력, 가이드 접촉, 빵 상태, 이물질)
- 슬라이스 두께의 균일성일정한 시간 간격(예: 30~60분)으로 샘플을 채취하고, 일관된 방법으로 측정하며, 변화를 추적합니다. 평균 그리고 변동성 (예: 표준편차 또는 최대편차)
- 청소부터 작동까지 걸리는 시간정지 → 세척 → 재시작 → 첫 번째 합격 슬라이스까지의 측정 (매번 동일한 합격 기준 사용)
- 크럼 덩어리교대 근무(또는 정해진 작업)마다 추출 트레이에서 빵 부스러기를 수집하고 무게를 측정하여 이물질 부하를 추적합니다.
- 코팅 상태 점검육안 검사 간격을 정의하고 마모 패턴(모서리 둥글림, 표면 마모, 국부적인 마찰 자국)을 기록합니다.
그러한 문서들은 "기분이 더 좋다"는 생각을 조달 부서가 정당화할 수 있는 결정으로 바꿔줍니다.
날의 장력과 형상
장력과 기하학적 형태가 깔끔하게 잘릴지, 아니면 톱질하듯이 뭉개질지를 결정합니다.
- 빵의 질감과 껍질에 적합한 톱니 모양을 사용하십시오. MAXTOR METAL의 블레이드 형상 가이드(2025) 본 문서에서는 찢어짐 및 압축을 줄이는 데 직접적으로 관련된 톱니 피치 범위 및 경사각 개념을 참조합니다.
- 장력은 경험에 의존하지 말고 점검 단계를 거쳐 제어되는 설정으로 다뤄야 합니다. 과도한 장력은 마모를 가속화하고 마찰열을 증가시키며, 장력이 부족하면 진동과 파열이 증폭될 수 있습니다.
프로 팁: PTFE 코팅을 사용하여 달라붙는 문제를 해결하려는 경우, 먼저 "마모 허용 범위"를 줄이십시오. 즉, 가이드가 제대로 정렬되어 있고 블레이드 면에 마찰되지 않는지 확인하십시오. 그렇지 않으면 기계 자체의 마모를 코팅 탓으로 돌리게 될 것입니다.
빵 부스러기 추출 및 전환
부스러기는 단순히 위생상의 문제일 뿐만 아니라, 마찰을 증가시키고 달라붙는 현상을 악화시키는 마모성 입자이기도 합니다.
운영 측면에서:
- 부스러기 제거 장치가 제대로 작동하도록 유지하십시오. 공기 흐름 경로를 확보하고, 배출구를 막지 말고, 넘치기 전에 트레이를 비우십시오.
- 가이드, 블레이드 패킹 및 추출 지점을 빠르게 육안으로 점검하는 것을 포함하는 교체 루틴을 설정하십시오.
- "세척 후 가동" 시간을 추적하십시오. PTFE가 점착성을 줄여주지만 전환 시간이 여전히 느리다면 접근성, 공구 또는 표준 작업 절차(SOP) 설계에 병목 현상이 있을 수 있습니다.
고장 유형 및 문제 해결

코팅 시험이 "실패"했을 때 가장 빠른 복구 방법은 블레이드를 다시 교체하기 전에 주요 원인을 진단하는 것입니다.
일반적인 증상
- 접착력이 빠르게 회복됩니다. 세척 후에도 접착 불량은 여전히 주요 실패 원인입니다(빵 상태, 온도, 유약/설탕 함량 또는 불충분한 분리).
- 국부적인 마모 줄무늬 또는 광택 처리된 트랙 날 표면의 경우: 가이드 접촉/마찰이 마모의 주요 원인일 가능성이 높습니다(코팅 문제라기보다는 기계/설정 문제일 가능성이 큽니다).
- 전체 팩에서 초기 엣지 수명 손실이 발생합니다.파편 부하, 이물질 혼입 또는 과도한 장력이 마모 허용량을 소모하고 있을 수 있습니다.
- 위생 설비 변경 후 코팅 손상세척 화학물질, 접촉 시간, 온도 또는 기계적 세척 방식이 서로 호환되지 않을 수 있습니다.
실용적인 점검 순서
- 가이드 및 정렬 우선가이드가 날 표면에 닿아 마찰을 일으키지 않는지 확인하십시오. 동일한 위치에서 마찰 자국이 반복되는지 살펴보십시오.
- 장력과 진동: 장력 설정이 내부 사양 범위 내에 있는지, 그리고 전환 작업 시 일관성이 유지되는지 확인하십시오.
- 부스러기 추출 및 잔해물 흐름절삭 영역으로 이물질을 재순환시키는 공기 흐름 경로, 트레이 및 축적 지점을 제거합니다.
- 빵 상태냉각 시간, 수분 함량, SKU와 설정값의 일치 여부를 확인하십시오 (따뜻하거나 끈적거리는 빵은 칼날 문제일 수 있습니다).
- 위생 방법코팅/기판과의 화학적 호환성을 확인하고 코팅을 벗겨내거나 긁을 수 있는 연마 도구를 사용하지 마십시오.
위의 조건들이 안정적이고 여전히 접착력(마모가 아닌)으로 인해 가동 중단 시간이 발생한다면, PTFE 코팅 계열이 테스트하기에 가장 적합한 선택입니다.
위생 및 규정 준수
생산팀의 목표는 간단합니다. 블레이드 시스템에 손상을 주지 않고 신속하게 청소하는 것입니다. 구매 및 품질 보증팀의 목표는 감사를 통과할 수 있는 문서를 확보하는 것입니다.
세척 화학 물질 및 방법
코팅의 무결성과 모서리 형상을 보호하십시오:
- 코팅 및 바탕재에 적합한 세척제를 사용하십시오.
- 코팅을 기계적으로 벗겨낼 수 있는 강한 연마제는 사용하지 마십시오.
- 세척 방법을 검사하여 코팅 상태, 모서리 상태 및 잔류물 제거 여부를 검증하십시오.
코팅 종류를 변경하는 경우(PTFE → 경질 코팅 또는 그 반대의 경우), 공정 변경으로 간주하여 청소 작업 절차(SOP)를 업데이트하고 재교육을 실시해야 합니다.
FDA 및 EU 요구 사항
구체적인 의무 사항은 사용되는 자재와 관할권에 따라 다르지만, 운영 방침은 일관성을 유지해야 합니다.
- 코팅 및 기판이 식품 접촉 용도에 적합한지 확인하십시오.
- 설치 내역(무엇이 언제, 어느 라인에 설치되었는지)을 추적할 수 있도록 관리합니다.
- 문서 검사 및 교체 트리거
권위 있는 입문 지점을 찾으려면 다음부터 시작하세요.
- FDA: 21 CFR에 등재된 식품 접촉 물질 목록(간접 첨가물) (식품 접촉 코팅/폴리머에 대한 규제 조항을 확인하는 데 유용합니다.)
- EU 프레임워크: 규정(EC) 제1935/2004호 통합본
- EU GMP: C집행위원회 규정(EC) No 2023/2006 통합본
실무적인 측면에서, 공급업체에게 감사에 용이한 최소한의 파일 세트를 제공하고 보관하도록 요청하십시오.
- 식품 접촉 규정 준수 진술서 코팅 + 기판 (범위/제한 사항 포함)
- 추적성 식별자(로트/배치 번호) 및 제조 기록
- 설치 및 변경 기록 (라인, 날짜, 담당자)
- 위생 관리 표준 작업 절차 및 호환성 참고 사항(화학 물질, 온도, 체류 시간, 도구)
- 점검 체크리스트 및 교체 기준("실패"의 정의와 승인 담당자)
MAXTOR METAL의 식품 등급 칼/코팅 개요는 FDA/EU 규정, 추적성 및 검사 기대치와 같은 일반적인 규정 준수 주제를 요약하여 내부 파일 구성에 도움을 줄 수 있습니다.
복사/붙여넣기 템플릿: 파일럿 검증 + 문서 패키지
이 템플릿을 코팅 시험에 대한 단일 "감사 파일"로 사용하십시오. CMMS, QMS 또는 공유 워크시트에 복사하여 실행하면서 데이터를 입력하십시오.
1) 시험 범위
- 라인/슬라이서 모델:
- 블레이드 팩 구성(개수, 피치, 형상):
- 코팅 종류 (PTFE / TiN / DLC / 기타):
- 기판/재료:
- 해당되는 SKU(빵 종류):
- 실행 날짜/근무 시간:
- 운영자/기술자:
2) 합격/불합격 기준 (귀사 라인 및 고객 요구사항에 따라 설정)
- 잼 발생률 목표치(이벤트/시간):
- 슬라이스 두께 목표값 + 허용 변동성(방법론에 의해 정의됨):
- 정리 후 실행까지 소요되는 시간 목표(분):
- 품질 손실 한도(교대 근무당/생산당 불량품 수):
- 최소 허용 코팅 수명(시간/빵 개수/교대 근무):
3) 측정 프로토콜 (방법을 일관되게 유지하십시오)
- 잼 비율
- 기록: 시간당 이벤트 수
- 태그: 근본 원인: 접착 불량 / 가이드 접촉 불량 / 빵 상태 / 이물질 / 기타
- 슬라이스 두께의 균일성
- 샘플링 빈도: ____분마다 (예: 30~60분)
- 방법/도구: __________________
- 추적: 평균 + 변동성(표준편차 또는 최대편차)
- 청소부터 작동까지 걸리는 시간
- 시간 정의: 정지 → 정리 → 재시작 → 첫 번째 허용 가능한 슬라이스
- 인수 확인서 사용 내역: __________________
- 크럼 덩어리
- 수집 지점: 추출 트레이 / 지정된 구역
- 빈도: 교대 근무당 / 실행당
- 기록: 그램
- 코팅 상태 점검
- 간격: 매 ____시간 / 교대 시마다
- 기록할 내용: 모서리 둥글림, 표면 마모, 부분적인 마찰 자국, 접착/증착 패턴
- 사진 기록: 예/아니요 (위치: __________________)
4) 설정 확인 체크리스트 (시험 전후)
- 가이드 정렬 완료; 얼굴 마찰은 관찰되지 않았습니다.
- 장력은 내부 사양에 맞춰 설정되었으며 검증되었습니다.
- 부스러기 배출 공기 흐름 경로가 깨끗합니다. 트레이가 비워졌습니다.
- 빵의 냉각 시간 및 수분 함량은 해당 SKU 표준 범위 내에 있습니다.
- 세척 방법의 호환성 확인 완료 (화학 약품, 접촉 시간, 온도, 도구)
5) 추적성 및 규정 준수 관련 문서 보관
- 블레이드 사양서 (재질, 형상, 코팅 종류)
- 공급업체 적합성/추적성 문서(로트/배치 식별자)
- 설치 기록 (날짜, 회선, 작업자/기술자)
- 위생 관리 표준 작업 절차(SOP) 및 개정 내역
- 검사 체크리스트 (코팅 무결성, 장력 검증, 가이드 정렬)
- 부적합 기록 (걸림, 결함, 시정 조치)
6) 결정 요약
- 관찰된 주요 파손 모드: 접착 제한/마모 제한/혼합
- 개선된 점:
- 악화된 점:
- 결정: 채택 / 변경 후 재테스트 / 거부
- 다음 시험에서 변경될 사항 (있을 경우):
조달 및 총소유비용

코팅 선택은 총소유비용(TCO)에 대한 결정입니다. "최적의" 칼날은 전체 작업 중단 횟수, 교체 횟수 및 불량품 발생 횟수를 최소화하면서 만족스러운 슬라이스를 만들어내는 칼날입니다.
PTFE를 선택해야 하는 경우는 언제일까요?
다음과 같은 경우 PTFE 코팅 슬라이서 칼날을 선택하십시오.
- 주요 손실 원인은 끈적임, 잔여물 축적 및 막힘 제거 작업입니다.
- 점착성이 높거나 당분이 많거나 강화된 제품을 생산할 때, 점착성으로 인해 결함이 발생할 수 있습니다.
- 마모를 제어할 수 있습니다(크럼 제거, 가이드 정렬, 장력 조절).
하드코트를 선택해야 하는 시점은 언제일까요?
다음과 같은 경우 TiN/DLC를 선택하십시오:
- 주요 손실은 장기간 운행 시 마모로 인한 슬라이스 열화에서 발생합니다.
- 마모성이 강하거나 불순물이 많이 포함된 제품(씨앗, 딱딱한 껍질, 입자가 굵은 제품)을 사용하는 경우
- 교체하기 전에 최대한 날카로운 모서리를 유지해야 합니다.
총소유비용(TCO)과 가동 시간 계산법
회의에서 활용할 수 있도록 계산식을 간단하게 유지하세요.
- 이벤트당 다운타임 비용 = (걸림 제거 시간(분) + 설정 재확인 시간(분)) × 분당 회선 비용
- 교대 근무당 교체 비용 = 전환 시간(분) × 노동 임률 + 생산 손실액
- 품질 손실 비용 = 불량품 × 마진 손실 (또는 재작업 비용)
다음으로 시나리오를 비교해 보세요.
- PTFE는 코팅 수명이 짧아지더라도 막힘 해결 및 청소 시간을 줄여 가동 시간 향상에 도움이 될 수 있습니다.
- TiN/DLC 코팅은 강력한 부스러기 제어가 필요하더라도 가장자리 수명을 연장시켜 유지 보수 측면에서 이점을 제공할 수 있습니다.
자주 묻는 질문
1) Should I choose PTFE if my blades still feel sharp but jams are increasing?
Often, yes. That pattern is typically adhesion-limited: the edge is still acceptable, but sugars, glaze, warm crumb, or moisture are building up on the blade path and increasing drag until the slicer starts tearing, dragging, or jamming. PTFE is designed to reduce wetting and sticking, so it’s usually the first coating family worth testing.
2) When do TiN or DLC beat PTFE in bakery slicing?
When your dominant loss is abrasion-limited performance—slice quality starts fine, then degrades over long runs because the edge rounds or micro-chips. TiN and DLC are hard coatings aimed at wear resistance, so they tend to win when campaigns are long and inclusions, crust hardness, debris load, or guide contact consume your wear budget.
3) Why does PTFE “wear out fast” on some lines?
In many cases the coating isn’t the root cause—the mechanics are. PTFE is sensitive to abrasive conditions, especially:
- guide misalignment causing face rubbing
- high crumb grit recirculating in the cutting zone
- seeded or inclusion-heavy products
- over-tension or aggressive guide contact
Before concluding PTFE isn’t viable, confirm guides are aligned and not rubbing, tension is consistent, and crumb extraction is doing its job.
4) What’s the fastest way to diagnose whether I’m adhesion-limited or abrasion-limited?
Use two quick signals:
- If you’re wiping/scraping mid-shift just to keep running, you’re likely adhesion-limited.
- If it runs clean at first but thickness consistency drifts and crumbs increase over time, you’re likely abrasion-limited.
When in doubt, run a short pilot and track jam rate (events/hour), clean-to-run time, and slice thickness variability using a consistent method.
5) How should I set up a coating trial so procurement and QA can accept it?
Treat it as a controlled change. Define pass/fail criteria, keep the measurement method consistent, and archive traceability. A simple approach is:
- record jam rate as events/hour and tag root causes
- measure slice thickness on a timed sampling plan (e.g., every 30–60 minutes)
- track clean-to-run time using a consistent acceptance check
- document coating condition checks and wear patterns with a photo log
The goal is to turn “it feels better” into an auditable decision.
6) Does temperature matter for choosing PTFE in slicing?
Usually less than abrasion and mechanics. Bread slicing temperatures are typically far below PTFE’s commonly cited continuous-use limits, but temperature becomes relevant in sanitation or upset conditions. The more common constraint in slicing is mechanical abrasion (guides, debris, inclusions) rather than thermal limits.
7) What cleaning mistakes most often damage coated blades?
Two common ones:
- Mechanical abrasion: aggressive scrubbing or abrasive tools that strip coatings or scratch blade faces.
- Chemistry/process changes: switching cleaners, dwell time, or temperature without confirming compatibility with the coating/substrate.
If you change coating type (PTFE ↔ hard coat), treat it like a process change: update the sanitation SOP, retrain, and verify the inspection criteria.
8) What compliance documents should I archive for coated bread slicer blades?
Keep an audit-friendly file set that matches your jurisdiction and materials:
- food-contact compliance statement for the coating + substrate (scope/limitations)
- supplier traceability identifiers (lot/batch)
- installation/change log (date, line, responsible person)
- sanitation SOP + revision history and compatibility notes
- inspection checklist and replacement triggers
For authoritative entry points, see FDA’s 21 CFR에 등재된 식품 접촉 물질 목록(간접 첨가물) and the EU consolidated texts for Regulation (EC) No 1935/2004 그리고 Commission Regulation (EC) No 2023/2006 linked in the article.
낸시 우 입니다 선임 제조 엔지니어 ~에 생산공학(PE) ~와 함께 12년 산업용 블레이드 제조 및 적용 분야에서 풍부한 경험을 보유하고 있습니다. 특히 일반적인 블레이드 소재의 가공 특성 및 코팅 성능을 전문으로 다룹니다. D2, M2, H13, 분말야금강 및 텅스텐 카바이드그리고 뛰어난 역량을 갖추고 있습니다. 고정밀 CNC 연삭 프로그래밍.
자격증: 중소기업 – CMfgE, PMP, 식스 시그마 블랙 벨트, ASM 국제 인증.
게시됨: 2026-05-06
최종 검토일: 2026-05-06
버전: 버전 1.0
기술적 검토: MAXTOR METAL의 생산 엔지니어링 팀에서 제조 및 적용 정확성을 검토했습니다. 문의 사항이나 수정 사항이 있으시면 당사로 연락해 주십시오. 맥스터 메탈 연락처.
결론
- 핵심 요점: 접착력이 제한적인 제품에는 PTFE를 사용하고, 마모에 대한 내성이 제한적인 제품에는 TiN/DLC를 사용하십시오.
- 다음 단계: 시범 운영을 통해 검증하고, 표준 운영 절차(SOP)를 확정하고, 규정 준수 파일을 관리합니다.