
- À qui s'adresse ce produit : aux services de production, de maintenance et d'approvisionnement des boulangeries industrielles et des fabricants d'équipements d'origine (OEM) de trancheuses.
- Ce que vous apprendrez : quand choisir des lames de trancheuse revêtues de téflon plutôt que de TiN/DLC et comment optimiser vos chances de réussite.
- Résultats : tranches plus nettes, moins de bourrages, changements de production plus rapides, documentation conforme.
Comment le PTFE aide à ramollir le pain
Le PTFE (souvent appelé Téflon) est un surface antiadhésive à faible friction. En matière de découpe du pain, cela compte lorsque votre plus grand ennemi n'est pas encore le manque de saveur, mais… adhésion: sucres, glaçages, miettes chaudes et humidité s'accumulent sur la trajectoire de la lame jusqu'à ce que la machine commence à déchirer, à traîner ou à se bloquer.
Autrement dit : si vous évaluez revêtement antiadhésif pour trancher le painLe PTFE est généralement la première famille de revêtements à tester car elle cible directement l'adhérence.
Énergie de surface et frottement
L’intérêt du PTFE est évident : il réduit l’adhérence des résidus collants à la surface de la lame et diminue le frottement de glissement. Pour les boulangeries, cela se traduit généralement par :
- moins de résistance à travers le pain
- Moins d'incidents de type « arrachage et déchirure » du côté de la sortie
- moins de transfert de résidus sur les guides et les supports à pain
Il existe cependant une limite pratique : le PTFE reste un revêtement, et non une couche miracle. Sous une forte abrasion, il s’usera.
Dans les situations où le pain excelle
Les lames de trancheuse à pain revêtues de PTFE sont généralement rentables lorsque Le produit est limité par l'adhérence., Par exemple:
- pains de mie riches en sucre (croûte collante, dessus collant)
- références glacées, nappées ou sirupeuses
- trancher à chaud là où le pain n'est pas encore stabilisé et où la mie est encore « collante ».
- des pâtes enrichies où les matières grasses et les sucres s'étalent plutôt que de se casser net
Dans ces cas-là, « plus dur » ne signifie pas toujours « meilleur ». Un revêtement très dur peut certes maintenir le tranchant plus longtemps, mais si la lame accumule tout de même des résidus collants, le temps perdu à nettoyer et à dégager les bourrages sera supérieur au gain en durée de vie du tranchant.
Limites et compromis
Le PTFE présente deux principaux compromis à prendre en compte :
- Abrasion et durée de vie des bordsLe PTFE est choisi pour ses propriétés antiadhésives, et non pour sa résistance à l'abrasion. Les croûtes ensemencées, les particules abrasives importantes, les fortes tensions ou les guides agressifs peuvent accélérer l'usure du revêtement.
- limites thermiquesLe PTFE a publié des limites d'utilisation continue généralement citées autour de 260 °C / 500 °F (Selon l'application). Cette température est généralement supérieure à celle utilisée pour trancher le pain, mais elle est importante pour la désinfection, les conditions difficiles ou toute étape du processus susceptible d'exposer le revêtement à des températures plus élevées. Pour une indication générale sur la plage de fonctionnement, consultez la présentation de Kintek. Plage de températures de fonctionnement du PTFE (2026).
La conclusion est simple : le PTFE est la meilleure solution lorsque vos temps d’arrêt sont dus à l’adhérence et au nettoyage, et que vous pouvez contrôler l’environnement d’abrasion.
Lames de trancheuse à pain revêtues de PTFE vs TiN vs DLC
Pour une décision claire, il faut distinguer deux modes de défaillance. C'est la méthode la plus rapide pour choisir entre les deux. Lames de trancheuse revêtues de téflon (PTFE) et revêtements durs :
- Adhésion limitée: le tranchant de la lame est « fin », mais le produit colle et traîne.
- Abrasion limitéeL'adhérence reste gérable, mais le tranchant perd de son mordant sur les longues distances et la qualité de la coupe se dégrade.
Présentation de MAXTOR METAL matériaux et options de revêtement pour couteaux circulaires de qualité alimentaire constitue un point de référence utile si vous établissez une liste restreinte de familles de revêtements et de la documentation de conformité nécessaire pour les accompagner.
Si vous recherchez un choix du revêtement de la lame de trancheuse à pain Dans ce cadre, cette section constitue le noyau « comparaison à éléments comparables » : risque lié à la mise en production, à l’usure et à l’installation.
Performance antiadhésive
- PTFE est le spécialiste des revêtements antiadhésifs. En cas de blocages dus à des disques durs collants, le PTFE est souvent la solution la plus rapide pour réduire le nombre d'arrêts.
- DLC Il peut offrir une surface lisse et une adhérence réduite dans certains contextes de découpe, mais en boulangerie, la victoire en matière d'antiadhérence revient généralement toujours au PTFE lorsque les sucres et les glaçages sont le problème dominant.
- Étain Il réduit la friction par rapport à l'acier nu dans de nombreuses applications, mais son choix se porte généralement davantage sur sa résistance à l'usure que sur son pouvoir anti-adhérent face aux résidus alimentaires collants (une réalité courante lors de l'évaluation). Lames revêtues de TiN pour l'industrie agroalimentaire lignes).
Une bonne règle à suivre : si vous devez actuellement essuyer ou gratter les lames en plein milieu de votre quart de travail pour que la chaîne continue de fonctionner, vous êtes probablement confronté en premier lieu à un problème d’adhérence.
tenue du tranchant et durée de vie
C’est là que les vernis durs justifient leur réputation. Si vous menez des campagnes de longue durée où l’usure des bords entraîne une perte de qualité, vous comparez généralement… Lames de découpe des aliments revêtues de DLC contre le TiN et les options non revêtues, pas contre le PTFE.
- Étain et DLC Ce sont des revêtements durs utilisés pour améliorer la résistance à l'usure. Concrètement, en boulangerie, ils peuvent s'avérer utiles lorsque la qualité des tranches se dégrade à cause de l'arrondi ou de l'écaillage des bords lors de longues périodes de production.
- PTFE ne rivalise pas en termes de dureté. Oerlikon Balzers note que le PTFE est connu pour son faible coefficient de frottement, mais est non recommandé pour les situations d'usure à forte charge—ce qui correspond parfaitement à un découpage limité par l'abrasion.
Si votre principal reproche est « ça commence bien, puis la mie augmente et l'épaisseur devient irrégulière au fil de la cuisson », vous êtes probablement dans le domaine de la durée de vie des bords.
Température et abrasion
Pour trancher le pain, la température est généralement secondaire par rapport à l'abrasion, mais l'abrasion prend plus de formes qu'on ne le pense :
- dureté de la croûte (surtout pour les pâtes maigres)
- graines et inclusions
- granulés de miettes recirculant dans la zone de coupe
- choix de contact et de tension du guide
La résistance thermique du PTFE est rarement le facteur limitant de sa découpe. Ce sont plutôt l'abrasion et le contact mécanique qui le sont. Les revêtements durs tolèrent généralement mieux les environnements abrasifs, tandis que le PTFE exige des opérations mécaniques plus propres et un meilleur contrôle des résidus.
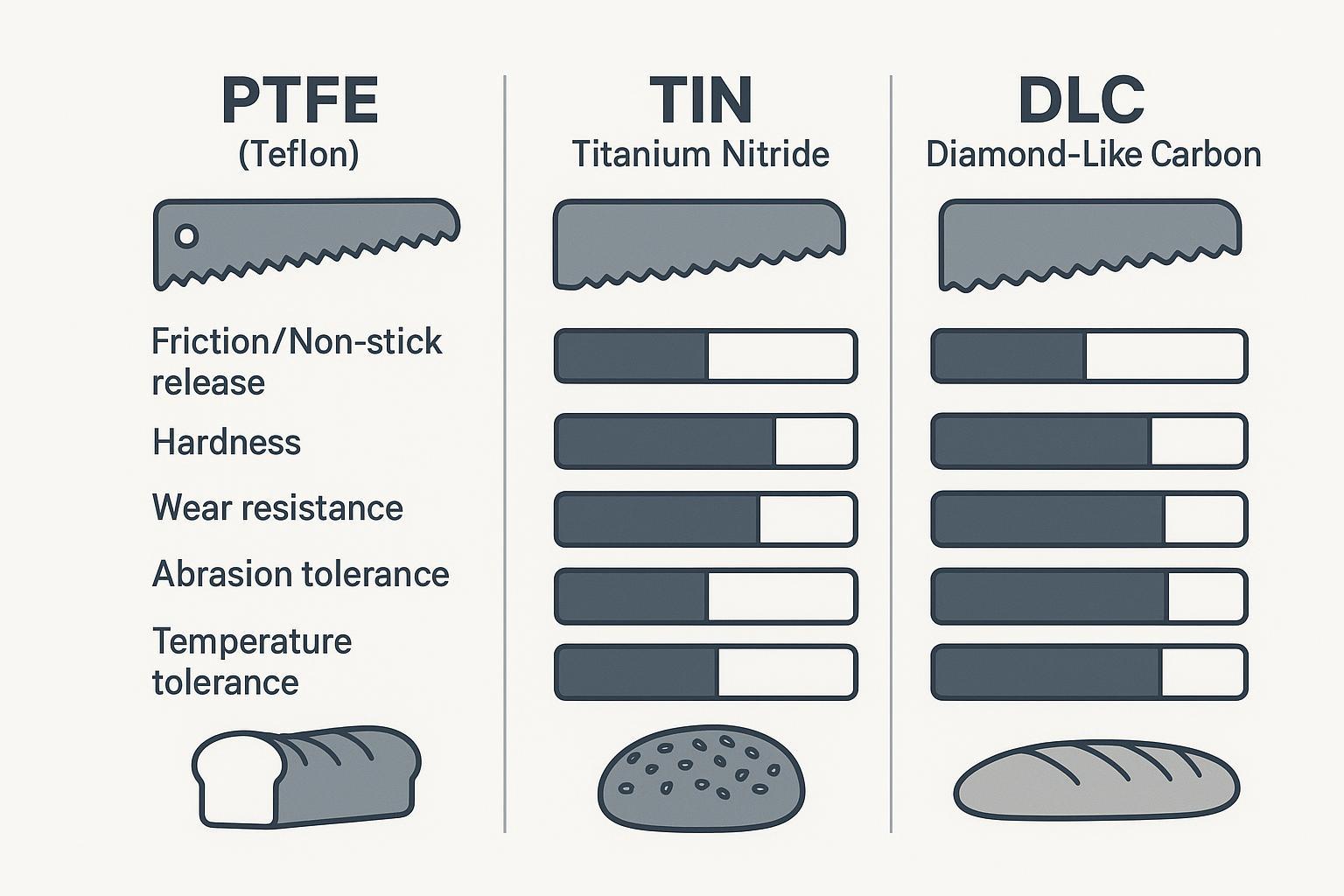
Voici un tableau récapitulatif qualitatif que vous pouvez utiliser pour adapter le choix du revêtement à votre mode de défaillance dominant et à votre risque opérationnel.
| Critères | PTFE | Étain | DLC |
|---|---|---|---|
| Valeur primaire | Système antiadhésif (contrôle de l'adhérence) | résistance à l'usure (durée de vie des bords) | Résistance à l'usure + faible friction (durée de vie des bords avec une certaine glissance) |
| Meilleur lorsque | Références à adhérence limitée (sucres/glaçages/miettes chaudes ou collantes) | Courses limitées par l'abrasion où le collage est gérable | Courses limitées par l'abrasion où le frottement et l'usure sont tous deux importants |
| Victoire opérationnelle typique | Moins d'arrêts pour l'essuyage/le nettoyage ; traînée réduite | Des campagnes plus longues avant que la qualité ne se dégrade | Campagnes plus longues avec une sensation de coupe plus douce (selon l'application) |
| Principaux risques | Usure plus rapide sous les guides de frottement, inclusions, miettes et grains | Ce n'est pas un « vrai » revêtement antiadhésif ; l'adhérence peut tout de même entraîner des temps d'arrêt. | Les avantages dépendent de la préparation du substrat et des conditions de fonctionnement |
| Réglage de la sensibilité | Points forts : alignement des guides, contrôle des miettes et méthode de nettoyage | Niveau intermédiaire : nécessite encore une bonne mécanique et une bonne maîtrise des miettes. | Niveau moyen à élevé : contrôle des procédés et préparation des surfaces |
Installation et fonctionnement
Le choix du revêtement ne sauvera pas une trancheuse réglée pour broyer des miettes dans le bloc de lames ou pour cuire les pains avant qu'ils ne soient fermes. Les lignes les plus performantes considèrent le choix du revêtement et le réglage comme un seul et même système.
État du pain et refroidissement
Si vous souhaitez que le PTFE (ou tout autre revêtement) se comporte de manière prévisible, contrôlez d'abord le pain de mie :
- Découpez en tranches après refroidissement suffisant pour que la mie se soit raffermie (cela réduit les bavures et la texture collante).
- Standardiser les profils d'humidité et de cuisson du pain pour les références produites sur la ligne.
- Réduire autant que possible l'adhérence de la surface (manipulation du glaçage, agents de démoulage, étapes de post-cuisson).
C’est également le moment opportun pour intégrer une méthodologie de validation rigoureuse au processus. Si vous souhaitez prendre une décision solide, archivez deux éléments de preuve :
- un matrice de compatibilité Associer votre modèle de trancheuse + votre système de guidage + vos familles de pains aux configurations de lames/enrobages recommandées
- un protocole de validation pilote cela définit ce que vous mesurez, comment vous le mesurez et comment vous déciderez de la réussite ou de l'échec (définissez des seuils adaptés à la capacité de votre ligne et aux exigences du client).
Un protocole pratique peut être aussi simple que ceci :
- Taux d'embouteillage: enregistrer événements par heure (et la catégorie de cause première : adhérence, contact avec le guide, état du pain, débris)
- Consistance de l'épaisseur des tranches: prélever un échantillon à intervalles réguliers (par exemple, toutes les 30 à 60 minutes), mesurer avec une méthode cohérente et suivre moyenne et variabilité (par exemple, l'écart type ou l'écart maximal)
- Temps de nettoyage à fonctionnement: mesure à partir de l'arrêt → nettoyage → redémarrage → premières tranches acceptables (utiliser le même contrôle d'acceptation à chaque fois)
- Masse de miettes: collecter et peser les miettes des plateaux d'extraction par poste (ou par cycle défini) afin de suivre la quantité de débris.
- Contrôles de l'état du revêtement: définir un intervalle d'inspection visuelle et consigner les signes d'usure (arrondi des bords, usure de la surface, marques de frottement localisées)
Ces documents transforment le « ça va mieux » en une décision que le service des achats peut défendre.
Tension et géométrie des lames
La tension et la géométrie déterminent si la coupe est nette ou si l'on scie et que l'on étale la matière.
- Utilisez une géométrie de dent adaptée à la texture et à la croûte du pain. MAXTOR METAL Guide de géométrie des pales (2025) Les références aux plages de pas de denture et aux concepts d'angle de biseau sont directement pertinentes pour réduire les déchirures et la compression.
- Considérez la tension comme un réglage contrôlé avec une étape de vérification, et non comme une connaissance empirique. Une tension excessive peut accélérer l'usure et augmenter la chaleur de frottement ; une tension insuffisante peut amplifier les vibrations et les déchirures.
Conseil de proSi vous testez le PTFE pour résoudre un problème d'adhérence, commencez par réduire l'abrasion : vérifiez que les guides sont bien alignés et ne frottent pas contre les faces des lames. Sinon, vous risquez d'imputer au revêtement une usure causée par la machine.
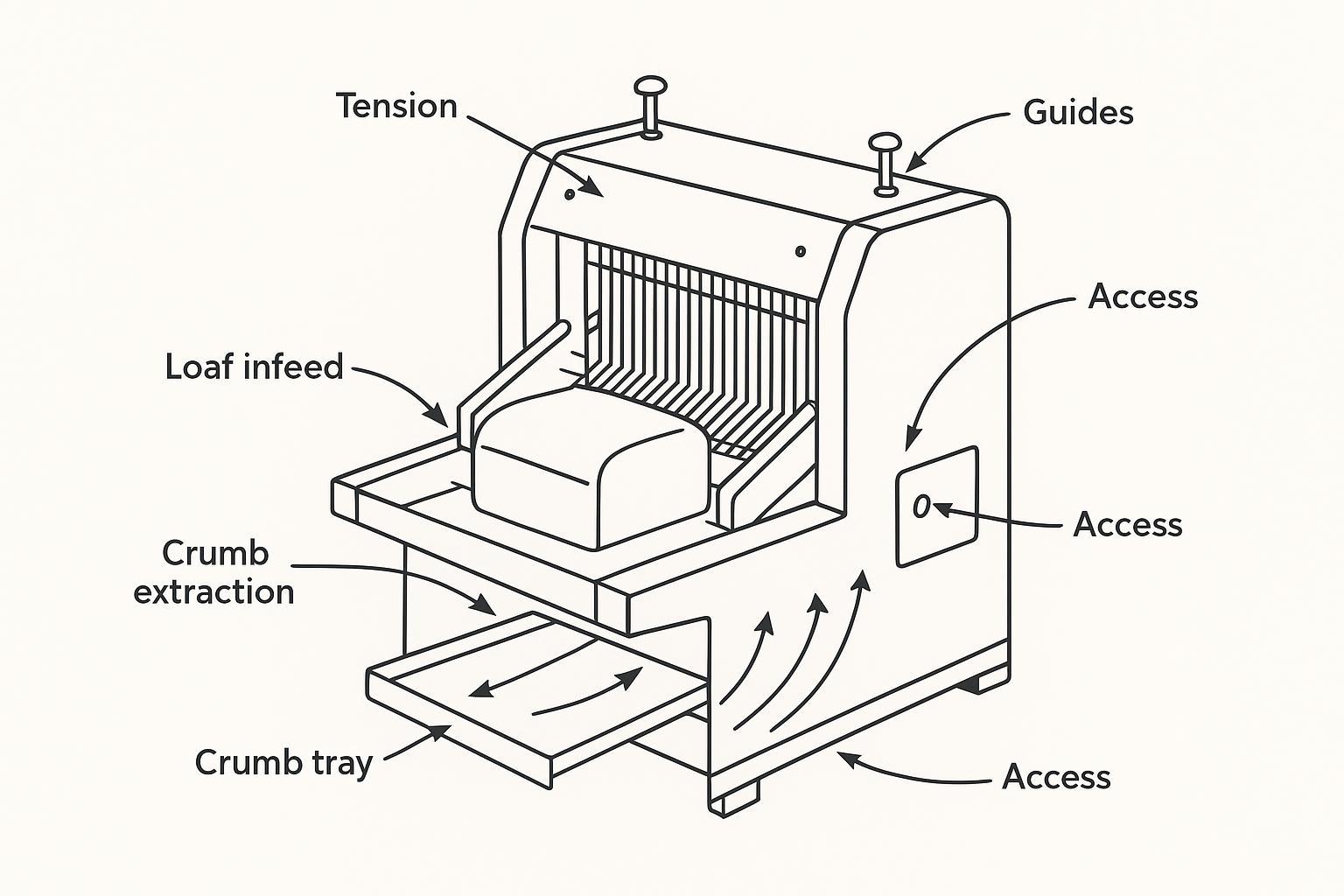
Extraction et changement de miettes
Les miettes ne sont pas que des débris d'hygiène ; ce sont des particules abrasives qui peuvent augmenter la résistance et aggraver le collage.
Sur le plan opérationnel :
- Veillez à ce que le système d'extraction des miettes fonctionne correctement : les voies d'écoulement de l'air doivent être dégagées, les orifices non obstrués et les bacs vidés avant débordement.
- Mettez en place une procédure de changement d'outillage comprenant une vérification visuelle rapide des guides, du bloc de lames et des points d'extraction.
- Surveillez le temps de préparation au nettoyage. Si le PTFE réduit l'adhérence mais que votre changement de format reste lent, le goulot d'étranglement peut provenir de l'accès, de l'outillage ou de la conception de la procédure opératoire standard.
Modes de défaillance et dépannage

Lorsqu'un essai de revêtement « échoue », le moyen le plus rapide de s'en sortir consiste à diagnostiquer le facteur principal avant de changer à nouveau de revêtement.
Symptômes courants
- Le collage revient rapidement après nettoyage : l’adhérence reste le principal mode de défaillance (état du pain, température, quantité de glaçage/sucre ou agent de démoulage insuffisant).
- Bandes d'usure localisées ou pistes polies sur les faces des lames : le contact/friction du guide est probablement à l'origine de l'abrasion (un problème de machine/réglage plus qu'un problème de revêtement).
- Perte précoce de la durée de vie des bords dans l'ensemble du pack: L'accumulation de débris, les inclusions ou une tension excessive peuvent réduire votre budget d'usure.
- Dommages au revêtement suite aux changements sanitaires: les produits chimiques de nettoyage, le temps de contact, la température ou le frottement mécanique peuvent être incompatibles.
Un ordre de contrôle pratique
- Guides et alignement d'abord: vérifiez que les guides ne frottent pas contre les faces des lames ; recherchez des marques de frottement qui se répètent aux mêmes endroits.
- Tension et vibrations: vérifiez que les réglages de tension sont conformes à vos spécifications internes et restent cohérents lors des changements de production.
- Extraction des miettes et coulées de débris: dégager les voies d'écoulement d'air, les bacs et les points d'accumulation qui font recirculer les particules abrasives dans la zone de coupe.
- État du pain: vérifier le temps de refroidissement, l'humidité et la correspondance entre la référence et le réglage (les pains chauds/collants peuvent ressembler à un problème de lame).
- Méthode d'assainissement: vérifier la compatibilité chimique avec le revêtement/substrat et éliminer les outils abrasifs susceptibles d'enlever ou de rayer les revêtements.
Si les éléments ci-dessus sont stables et que vous constatez toujours des temps d'arrêt dus à l'adhérence (et non à l'usure), le PTFE reste la famille de revêtements la plus directe à tester.
Assainissement et conformité
Pour les équipes de production, l'objectif est simple : nettoyer rapidement sans endommager le système de lames. Pour les services achats et assurance qualité, l'objectif est de fournir une documentation conforme aux exigences des audits.
Produits chimiques et méthodes de nettoyage
Préserver l'intégrité du revêtement et la géométrie des bords :
- Utilisez des produits de nettoyage compatibles avec votre revêtement et votre matériau de base.
- Évitez les abrasifs agressifs qui peuvent décaper mécaniquement les revêtements.
- Valider la méthode de nettoyage par inspection : intégrité du revêtement, état des bords et élimination des résidus.
Si vous changez de type de revêtement (PTFE → revêtement dur ou vice versa), traitez-le comme un changement de processus : mettez à jour votre procédure opératoire standard de nettoyage et formez à nouveau le personnel.
Exigences de la FDA et de l'UE
Vos obligations exactes dépendent des matériaux et de votre juridiction, mais votre posture opérationnelle doit rester cohérente :
- vérifier que le revêtement et le substrat sont adaptés au contact alimentaire
- maintenir la traçabilité (ce qui a été installé, quand et sur quelle ligne)
- Déclencheurs d'inspection et de remplacement de documents
Pour trouver des points d'entrée fiables, commencez par :
- FDA : la Inventaire des substances en contact avec les aliments répertoriées dans le titre 21 du CFR (additifs indirects) (utile pour vérifier les références réglementaires relatives aux revêtements/polymères en contact avec les aliments)
- cadre de l'UE : Règlement (CE) n° 1935/2004, texte consolidé
- Bonnes pratiques de fabrication de l'UE : CRèglement (CE) n° 2023/2006, texte consolidé
Sur le plan opérationnel, demandez à votre fournisseur de fournir (et d'archiver) un ensemble minimal de fichiers facilitant les audits :
- déclaration de conformité relative au contact alimentaire pour le revêtement + substrat (avec portée/limitations)
- identifiants de traçabilité (numéros de lot/de série) et enregistrements de fabrication
- Journal d'installation et de modifications (ligne, date, responsable)
- Procédure opératoire normalisée d'assainissement et notes de compatibilité (chimie, température, temps de contact, outils)
- Liste de contrôle d'inspection et déclencheurs de remplacement (à quoi ressemble une « défaillance » et qui donne son accord)
L'aperçu des lames et revêtements de qualité alimentaire de MAXTOR METAL résume les thèmes de conformité communs (cadre FDA/UE, traçabilité et attentes en matière d'inspection) qui peuvent vous aider à structurer vos dossiers internes.
Modèle à copier/coller : validation du projet pilote + dossier de documentation
Utilisez ce modèle comme un unique « fichier d’audit » pour un essai de revêtement. Copiez-le dans votre système de GMAO, votre système de gestion de la qualité ou une feuille de calcul partagée et remplissez-le au fur et à mesure de l’exécution.
1) Portée du procès
- Modèle de ligne/trancheuse :
- Configuration du pack de pales (nombre, pas, géométrie) :
- Type de revêtement (PTFE / TiN / DLC / autre) :
- Substrat/matériau :
- Références concernées (famille de pains) :
- Dates d'exécution / quart(s) de travail :
- Opérateurs / techniciens :
2) Critères de réussite/échec (définis par votre ligne de production + exigences du client)
- Objectif de taux de bousculade (événements/heure) :
- Épaisseur de coupe cible + variabilité autorisée (définie par la méthode) :
- Délai cible de nettoyage à exécution (min) :
- Limite de perte de qualité (rejets par poste / par cycle) :
- Durée de vie minimale acceptable du revêtement (heures / miches / quarts de travail) :
3) Protocole de mesure (maintenir la méthode cohérente)
- Taux d'embouteillage
- Enregistrement : événements/heure
- Cause principale : adhérence / contact avec le guide / état du pain / débris / autre
- Consistance de l'épaisseur des tranches
- Fréquence d'échantillonnage : toutes les ____ minutes (ex. : 30 à 60)
- Méthode/outil : __________________
- Suivi : moyenne + variabilité (écart type ou écart maximal)
- Temps de nettoyage à fonctionnement
- Définition du calendrier : arrêt → nettoyage → redémarrage → premières tranches acceptables
- Contrôle d'acceptation utilisé : __________________
- Masse de miettes
- Point de collecte : plateaux d'extraction / zone définie
- Fréquence : par quart de travail / par course
- Record : grammes
- Contrôles de l'état du revêtement
- Intervalle : toutes les ____ heures / à chaque changement
- Éléments à noter : arrondissement des bords, usure de la surface, marques de frottement localisées, motif d’adhérence/d’accumulation
- Journal photo : oui/non (lieu : __________________)
4) Liste de vérification de la configuration (avant et après l'essai)
- Les guides étaient alignés ; aucun frottement du visage n'a été observé.
- Tension réglée selon les spécifications internes et vérifiée
- Les conduits d'évacuation des miettes sont dégagés ; les bacs sont vidés.
- Temps de refroidissement et taux d'humidité du pain conformes aux normes SKU
- Méthode de nettoyage confirmée compatible (produits chimiques, temps de contact, température, outils)
5) Documents de traçabilité et de conformité à archiver
- Fiche technique de la lame (matériau, géométrie, type de revêtement)
- Documents de conformité/traçabilité des fournisseurs (identifiants de lot/lot)
- Fiche d'installation (date, ligne, opérateur/technicien)
- Procédure opérationnelle normalisée d'assainissement + historique des révisions
- Liste de contrôle d'inspection (intégrité du revêtement, vérification de la tension, alignement des guides)
- Journal des non-conformités (blocages, défauts, actions correctives)
6) Résumé de la décision
- Mode de défaillance dominant observé : défaillance limitée par l’adhérence / par abrasion / mixte
- Ce qui s'est amélioré :
- Ce qui a empiré :
- Décision : adopter / retester avec modifications / rejeter
- Modifications pour le prochain procès (le cas échéant) :
Approvisionnement et coût total de possession (CTP)

Le choix d'un revêtement est un choix en termes de coût total de possession (TCO). La « meilleure » lame est celle qui produit des tranches acceptables avec le moins d'arrêts, de changements de production et de rebuts pour défauts.
Quand choisir le PTFE
Choisissez des lames de trancheuse revêtues de PTFE lorsque :
- Vos principales pertes proviennent du collage, de l'accumulation de résidus et du déblocage.
- Vous utilisez des produits collants/riches en sucre/enrichis où l'adhérence provoque des défauts
- Vous pouvez contrôler l'abrasion (extraction des miettes, alignement des guides, contrôle de la tension).
Quand choisir des manteaux durs
Choisissez TiN/DLC lorsque :
- Vos pertes principales proviennent de la dégradation des tranches due à l'usure sur de longues périodes.
- vous utilisez des produits abrasifs ou contenant beaucoup d'inclusions (graines, croûte dure, granulométrie élevée)
- Vous avez besoin d'une tenue de coupe maximale avant le changement.
Calcul du coût total de possession (TCO) et de la disponibilité
Simplifiez suffisamment les calculs pour pouvoir les utiliser en réunion :
- Coût du temps d'arrêt par événement = (minutes pour débloquer la ligne + minutes pour revérifier la configuration) × coût de la ligne par minute
- Coût de changement par poste = minutes de changement × taux horaire + perte de valeur de production
- coût de perte de qualité = rejets × perte de marge (ou coût de retouche)
Comparez ensuite les scénarios :
- Le PTFE peut réduire les blocages et le temps de nettoyage (gain de temps de fonctionnement) même si la durée de vie du revêtement est plus courte.
- Le revêtement TiN/DLC peut prolonger la durée de vie des bords (avantage en termes d'entretien) même si vous avez toujours besoin d'un contrôle efficace des miettes.
FAQ
1) Devrais-je choisir du PTFE si mes lames semblent encore tranchantes mais que les blocages augmentent ?
Souvent, oui. Ce schéma est généralement adhérence limitéeLe bord reste acceptable, mais le sucre, le glaçage, les miettes chaudes ou l'humidité s'accumulent sur la lame et augmentent la résistance, jusqu'à ce que la trancheuse commence à déchirer, à accrocher ou à se bloquer. Le PTFE est conçu pour réduire l'humidité et l'adhérence ; c'est donc généralement le premier type de revêtement à tester.
2) Dans quelles circonstances le TiN ou le DLC surpassent-ils le PTFE pour la découpe en boulangerie ?
Lorsque votre perte dominante est abrasion limitée Les performances – la qualité de coupe est initialement bonne, puis se dégrade sur le long terme en raison de l'arrondi des bords ou de l'écaillage. Les revêtements TiN et DLC sont des revêtements durs conçus pour la résistance à l'usure ; ils sont donc généralement plus performants lors de campagnes longues où les inclusions, la dureté de la croûte, la charge de débris ou le contact avec le guide consomment une part importante du potentiel d'usure.
3) Pourquoi le PTFE « s’use-t-il rapidement » sur certaines lignes ?
Dans de nombreux cas, le revêtement n'est pas la cause première.les mécanismes sontLe PTFE est sensible aux conditions abrasives, notamment :
- un mauvais alignement du guide provoquant des frottements au visage
- sable à haute teneur en miettes recirculant dans la zone de coupe
- produits à base de graines ou à forte inclusion
- contact de guide excessif ou agressif
Avant de conclure que le PTFE n'est pas une solution viable, vérifiez que les guides sont alignés et ne frottent pas, que la tension est constante et que l'extraction des miettes fonctionne correctement.
4) Quel est le moyen le plus rapide de diagnostiquer si je suis limité par l'adhérence ou par l'abrasion ?
Utilisez deux signaux rapides :
- Si vous êtes essuyage/grattage en milieu de quart de travail Pour continuer à courir, vous êtes probablement limité par l'adhérence.
- Si le fonctionnement est propre au début, mais dérives de la consistance de l'épaisseur et si les miettes s'accumulent avec le temps, vous êtes probablement limité par l'abrasion.
En cas de doute, effectuez un court test pilote et suivez le taux de bourrage (événements/heure), le temps de nettoyage et la variabilité de l'épaisseur des tranches en utilisant une méthode cohérente.
5) Comment dois-je mettre en place un essai de revêtement pour que le service des achats et l'assurance qualité puissent l'accepter ?
Considérez-le comme un changement maîtrisé. Définissez des critères de réussite/échec, assurez la cohérence de la méthode de mesure et archivez la traçabilité. Une approche simple consiste à :
- Taux d'embouteillage enregistré en événements/heure et causes profondes identifiées
- mesurer l'épaisseur des tranches selon un plan d'échantillonnage temporel (par exemple, toutes les 30 à 60 minutes)
- suivre le temps de nettoyage à l'exécution à l'aide d'un contrôle d'acceptation cohérent
- Contrôles de l'état du revêtement des documents et des schémas d'usure à l'aide d'un registre photographique
L’objectif est de transformer le sentiment de « mieux-être » en une décision vérifiable.
6) La température a-t-elle une importance pour le choix du PTFE lors du tranchage ?
Généralement moins que l'abrasion et les contraintes mécaniques. Les températures de tranchage du pain sont généralement bien inférieures aux limites d'utilisation continue du PTFE communément citées, mais la température devient pertinente dans sanitaire ou des conditions perturbées. La contrainte la plus courante en découpe est l'abrasion mécanique (guides, débris, inclusions) plutôt que les limites thermiques.
7) Quelles erreurs de nettoyage endommagent le plus souvent les lames revêtues ?
Deux exemples courants :
- Abrasion mécanique: outils de nettoyage agressifs ou abrasifs qui enlèvent les revêtements ou rayent les lames.
- Modifications chimiques/de procédé: changer de produit nettoyant, de temps de contact ou de température sans confirmer la compatibilité avec le revêtement/substrat.
Si vous changez le type de revêtement (PTFE ↔ revêtement dur), traitez-le comme un changement de processus : mettez à jour la procédure opératoire normalisée d'assainissement, formez à nouveau le personnel et vérifiez les critères d'inspection.
8) Quels documents de conformité dois-je archiver pour les lames de trancheuse à pain revêtues ?
Conservez un ensemble de fichiers adapté aux audits, qui correspond à votre juridiction et à vos documents :
- Déclaration de conformité au contact alimentaire pour le revêtement + substrat (portée/limitations)
- Identifiants de traçabilité du fournisseur (lot/lot de lots)
- Journal d'installation/des modifications (date, ligne, responsable)
- Procédure opérationnelle normalisée d'assainissement + historique des révisions et notes de compatibilité
- liste de contrôle d'inspection et déclencheurs de remplacement
Pour connaître les points d'entrée officiels, consultez le site de la FDA. Inventaire des substances en contact avec les aliments répertoriées dans le titre 21 du CFR (additifs indirects) et les textes consolidés de l'UE pour Règlement (CE) n° 1935/2004 et Règlement (CE) n° 2023/2006 de la Commission lien mentionné dans l'article.
Nancy Wu est un Ingénieur de fabrication senior dans Ingénieur de production (PE) avec 12 ans Elle possède une expérience dans la fabrication et l'application de lames industrielles. Elle se spécialise dans les caractéristiques d'usinage et les performances de revêtement des matériaux de lames courants, notamment Aciers D2, M2, H13, aciers de métallurgie des poudres et carbure de tungstèneet possède des capacités avancées en programmation de rectification CNC de haute précision.
Certifications: PME – CMfgE, PMP, Ceinture noire Six Sigma, Certifications internationales ASM.
Publié : 2026-05-06
Dernière révision : 2026-05-06
Version: v1.0
Revue technique : Vérifié par l'équipe d'ingénierie de production de MAXTOR METAL pour garantir la précision de la fabrication et de l'application. Pour toute question ou correction, veuillez nous contacter via Contact métallique MAXTOR.
Conclusion
- Points clés à retenir : utiliser du PTFE pour les références où l’adhérence est limitée ; utiliser du TiN/DLC pour les séries où l’abrasion est limitée.
- Prochaines étapes : validation lors d’essais pilotes, verrouillage des procédures opérationnelles standard, tenue à jour des dossiers de conformité.