- Why hard-facing blades for shredders matter under mineral-laden and sandy streams
Mineral grit doesn’t “wear a knife” the way clean plastic does. It turns your cutting zone into a grinding zone: more sliding contact, more heat, and faster edge rounding.
Once the edge rounds, you typically see the same cascade: higher torque variation, more vibration, wider particle-size scatter, and more stoppages. This is why abrasive duty often punishes good base steel selection unless you also protect the working surfaces.
- Outcomes you want: uptime, consistent particle size, fewer changeovers, lower TCO
If you’re running a single-shaft shredder, the outcome is rarely “the blade lasts longer” in isolation. You’re chasing system-level stability:
- Betriebszeit: fewer unplanned changeovers and fewer jam-driven stops.
- Gleichmäßige Partikelgröße: tighter downstream screening and more predictable bales/flake quality.
- Fewer changeovers: less labor, fewer setup errors, fewer clearance resets.
- Lower total cost of ownership (TCO): lower cost per ton once downtime is counted.
- What this guide covers: materials, application, QC metrics, maintenance triggers
How to think about cost per metric ton
In abrasive-duty shredding, blade wear hurts you twice: you buy knives more often, and you lose output during changeovers. A simple way to make decisions apples-to-apples is cost per metric ton ($/t).
For broader “cost per ton” framing and what to include, Komatsu’s explanation of the metric is a useful baseline (Komatsu: how to calculate cost per ton). For downtime costing, you can estimate an hourly downtime cost and convert it into $/t by dividing by throughput; FourJaw outlines common downtime-cost components (FourJaw: the cost of downtime in manufacturing).
Fill-in formula (cost per metric ton)
Inputs
- Q = average throughput (metric tons/hour)
- H = operating hours in the period (hours)
- E = blade events in the period (events/period)
- D = downtime per blade event (hours/event)
- C_dt = downtime cost (USD/hour)
- C_set = knife set + rebuild cost per event (USD/event)
- C_labor = changeover labor per event (USD/event)
- C_rm = other repair & maintenance cost in the period (USD/period)
- C_energy = energy cost in the period (USD/period)
Outputs
- Tons_processed = Q × H
Cost per metric ton ($/t)
= (C_rm + C_energy)/Tons_processed
+ E × (C_set + C_labor)/Tons_processed
+ E × (D × C_dt)/Tons_processed
Tip: If you don’t know C_dt, estimate it from lost contribution margin and idle labor during stops, then divide by average throughput to express it as $/t.
To make it practical, the costs hardfacing most directly changes are:
- Knife set and rebuild cost
- Umrüstarbeit
- Downtime per event und events per month/quarter
This guide stays practical:
- When hard-facing makes sense (and when it doesn’t)
- Common overlay materials and how to pair them with your duty
- Application methods that actually work on shredder geometry
- QC checkpoints you can measure and sign off
- Maintenance triggers to rebuild before performance collapses
When to use hardfacing shredder blades
Streams and duty rating
Hard-facing is worth considering when your stream is abrasive enough that “sharpen + reset clearance” stops being a recovery strategy. That’s the core scenario where hardfacing shredder blades changes the economics.
Typical high-abrasion streams include:
- Dirty agricultural film (sand/silica contamination)
- Mineral-laden waste, demolition fines, and soil-contaminated scrap
- High-fill plastics (glass fiber or mineral fillers)
A practical rule: if abrasion dominates, knife life becomes less about edge sharpness and more about preserving geometry. In wear terms, you’re trying to slow the mechanisms described in ASM’s wear-failure framing, where wear competes with fracture as a primary failure mode in engineered components (ASM Handbook chapter on abrasive wear failures).
Failure patterns to watch
Abrasive duty usually leaves a signature. Before you invest in overlays, confirm you’re seeing wear-led failure rather than a one-off impact event.
Common patterns:
- Edge rounding / dulling: cutting becomes rubbing; particle size spreads; heat rises.
- Erosion and “washout”: wear bands develop where feed and counterfaces slide.
- Chipping and micro-cracking: more likely when hard contaminants create shock loading or when clearance drift increases impacts.
Operational triggers show up early:
- Rising jams/misfeeds and rough, irregular output
- Increased noise/vibration and higher torque spikes
- Throughput drop that doesn’t recover after sharpening
TCO break-even cues
Hard-facing usually increases upfront cost. The break-even is almost always won or lost on downtime.
Use a simple TCO comparison:
- Standard knife set: part cost + labor + downtime per changeover × changeovers per year
- Hard-faced set: higher part/rebuild cost + labor + downtime × fewer changeovers
Two quick cues that you’re close to break-even:
- Changeover downtime is expensive (your line is a bottleneck, or you run overtime to catch up).
- You’re losing multiple shifts per month to knife-related stops.
If you don’t have a number, calculate an hourly downtime cost using a lost-production framework like FourJaw’s downtime cost calculation guide, then roll it into the broader lifecycle view described in Graco’s guide to total cost of ownership.
Materials and processes

When people talk about hardfacing shredder blades, they usually mean a wear-resistant overlay that preserves cutting geometry longer under abrasion.
Overlay choices and pairing
There isn’t one “best overlay” for shredder knives. You’re balancing abrasion resistance against impact tolerance, plus what your geometry can accept.
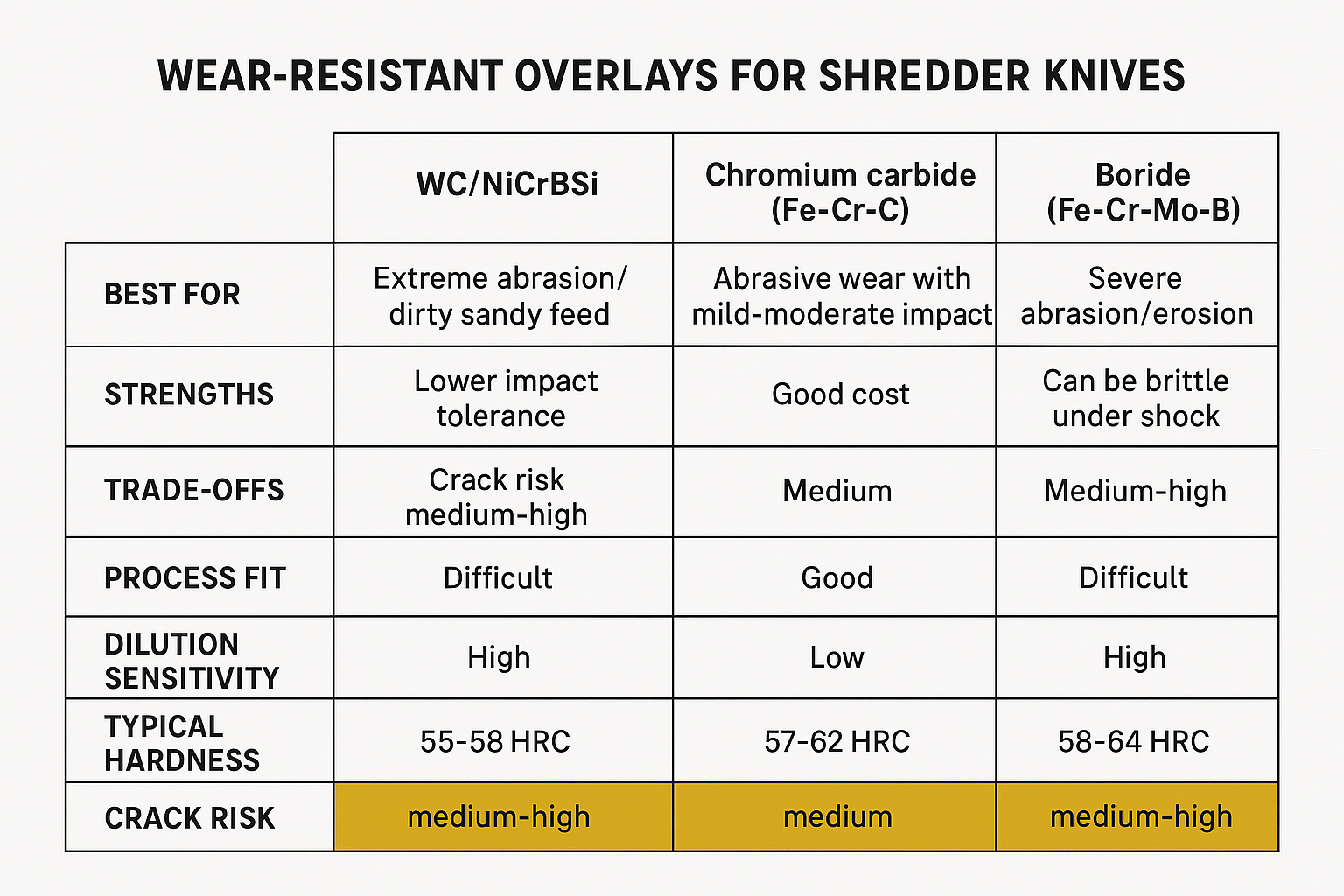
Three common overlay families:
- WC/NiCrBSi (tungsten carbide in a nickel-based matrix): often selected for extreme abrasion. Carbides are very hard, but the system can be more crack-prone under shock loads or poor process control. For an overview of carbides used in hardfacing (including tungsten and chromium carbides), see SAMaterials’ overview of carbides used in hardfacing.
- Chromium carbide overlays (Fe–Cr–C): a common choice where abrasion is high but impact isn’t “pure abrasion only.” Microstructure and carbide orientation matter; the wrong structure can reduce wear performance, as shown in a 2020 study comparing properties of chromium-rich hardfacing layers.
- Boride hardfacing (Fe–Cr–Mo–B variants): often discussed for severe abrasion/erosion regimes. It can outperform carbide-based overlays in some comparative studies, but it’s process-sensitive and can be brittle under shock.
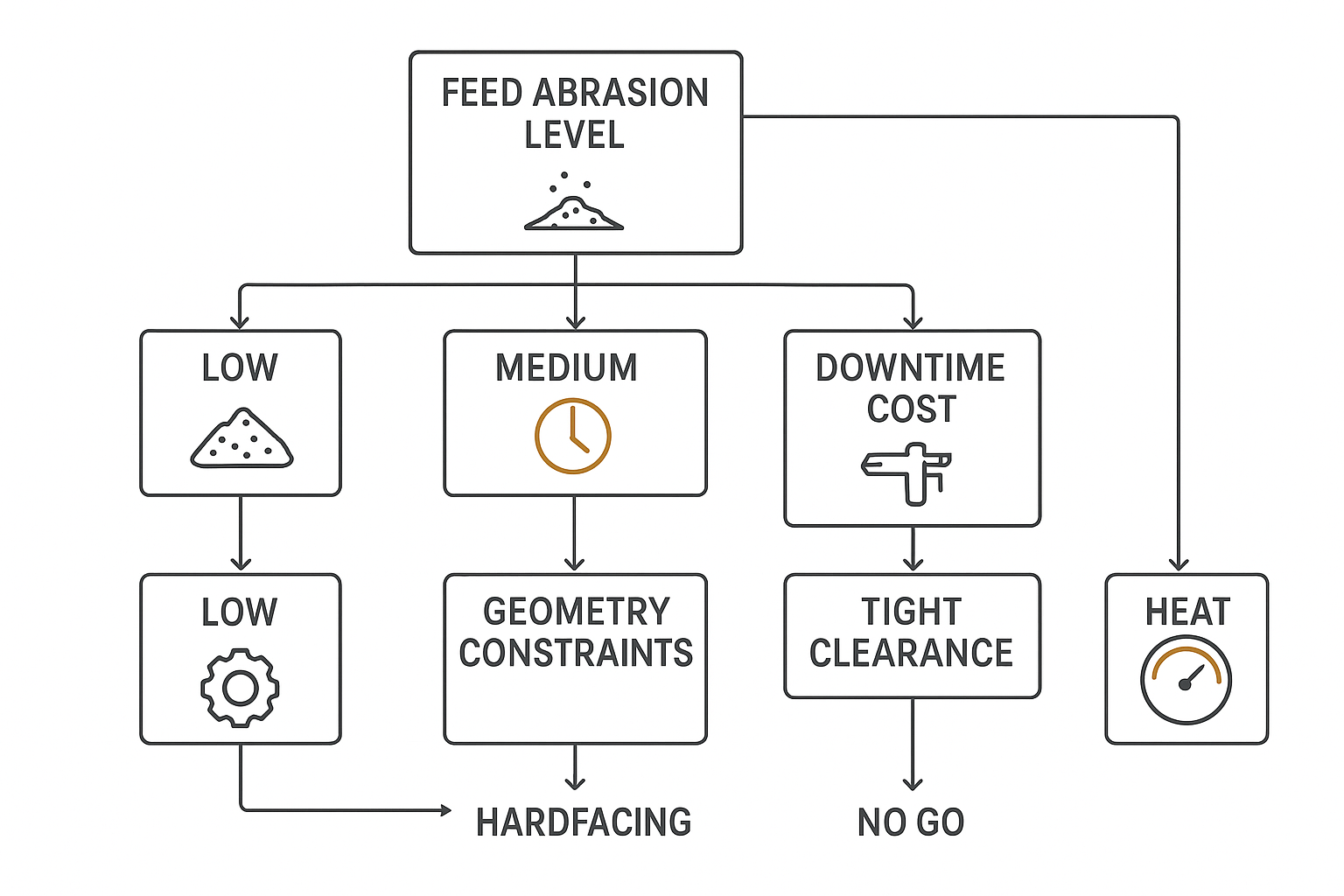
Selection is more reliable when you state your wear mode clearly:
- Abrasion-dominant with low shock → bias toward harder, more abrasion-focused overlays.
- Mixed abrasion + impact → bias toward overlays and processes that preserve toughness and reduce cracking.
Application methods that work
On shredder knives, application quality matters as much as material choice. The failure mode you’re preventing (wear) can be replaced by a new failure mode (cracking, distortion, geometry drift) if heat input and dilution aren’t controlled.
The main routes you’ll see discussed:
- Laser cladding: generally lower heat input and lower dilution; good for controlling distortion and preserving hard phases. Experimental comparisons such as the 2023 study comparing laser cladding vs PTA welding discuss these tradeoffs.
- PTA (plasma transferred arc): a metallurgical overlay process often used for wear-resistant deposits with reasonable control and deposition rate; it can be a practical choice when you need thicker deposits than laser and can manage heat input.
- FCAW hardfacing: often economical for thicker builds and repairs, but heat input and dilution can be higher. That increases distortion risk and can change the overlay properties if you “wash in” too much base metal.
- HVOF thermal spray (when applicable): low substrate heating and negligible dilution, but bonding differs from weld overlays. Treat it as a different class of solution than welded overlays.
Geometry and thickness control
Shredder knife geometry is unforgiving:
- Edge profile, flatness, and mounting faces dictate clearance and cutting behavior.
- Overlays change thickness and can force you to re-machine or re-grind.
Control points that prevent surprises:
- Define where overlay is allowed (wear bands, non-cutting surfaces) and where it is forbidden (mounting faces, datum surfaces).
- Specify post-overlay grinding steps to restore thickness, flatness, and edge condition.
- If your shredder runs tight clearances, treat distortion control as a first-class requirement (process choice, fixturing, heat management).
QC, maintenance, and risk
Measurable QC checkpoints
Hard-facing should be treated like a qualified process, not a cosmetic add-on. Your QC should prove two things: the overlay is what you specified, Und the knife still matches the geometry your shredder needs.
Measurable checkpoints:
- Materialrückverfolgbarkeit: base steel and consumable certificates; batch IDs tied to each knife set.
- Hardness mapping: defined test points on overlay and base; record results by serial.
- Overlay placement and thickness verification: confirm coverage in the intended wear zones; verify you didn’t build up mounting faces or datums.
- Crack inspection: visual + dye penetrant or magnetic particle as appropriate for your material and overlay; record acceptable crack criteria.
- Flatness/warp: verify against your clearance and fit requirements.
- Edge and clearance verification: confirm profile and setup after install; avoid “it fits” acceptance.
MAXTOR METAL supports qualified hardfacing procedures, material certificates, and one-stop import/logistics support so buyers can standardize specs and documentation across rebuild cycles.
Inspection and rebuild intervals
Abrasive streams reward earlier, shorter inspection loops. Waiting for “the shredder won’t cut” is the expensive path.
Use a two-layer interval approach:
- Short interval (condition checks): quick inspections for edge rounding, cracks, wear bands, bolt looseness, and clearance drift.
- Long interval (rebuild window): planned downtime where you can regrind, re-overlay, and reset geometry without rushing.
Keep the checks measurable. Even basic blade-care guidance emphasizes routine inspection and cleaning as a way to avoid compounding damage (Zellner’s maintenance and care guidance for industrial blades).
Practical triggers to schedule a rebuild:
- Particle size begins drifting outside your acceptable band
- Torque spikes and vibration increase at the same throughput
- Clearance resets become frequent and no longer stabilize output
- Early crack indications show up near high-stress corners
Counterpart wear and compatibility
A harder knife surface can move wear to the counterpart.
Before you commit to hard-facing, confirm compatibility with:
- Counter-knife materials and any wear plates in the cutting chamber
- Rotor/stator alignment and how your machine handles clearance drift
- Your sharpening/regrinding method (some overlays don’t regrind like standard tool steels)
If your overlay is too brittle for your feed shocks, you may trade wear-out for crack-out. That’s why mixed duty (abrasion + impact) often needs a more balanced overlay and tighter crack-control QC rather than the hardest possible deposit.
For a full duty profile, it helps to treat the knife set as a system: base steel, overlay, counterparts, and setup discipline. That’s also where hardfacing shredder blades delivers the most predictable ROI.
Example scenarios (illustrative)
When you can’t share internal case data, you can still build a transparent, decision-ready estimate.
- Translate downtime into $/ton
- Estimate your hourly downtime cost using a standard framework (lost output, labor, restart losses). FourJaw summarizes common cost components and why downtime is often the real TCO driver (FourJaw: the cost of downtime in manufacturing).
- Convert it to $/ton by dividing by average throughput (tons/hour).
- Convert blade events into $/ton
- (Knife set + rebuild + changeover labor) ÷ tons between events
- Plus: (downtime hours per event × downtime $/hour) ÷ tons between events
- Compare standard vs hardfaced as two cost-per-ton lines
- If hardfacing mainly reduces event frequency (fewer changeovers) and improves stability (fewer jams), you’ll typically see the cost-per-ton gap widen in your favor as downtime gets more expensive.
For a general checklist of what to include in cost per ton, Komatsu’s breakdown is a helpful baseline (Komatsu: how to calculate cost per toN).
Fazit
- Key actions: specify overlays, qualify process, verify QC, plan inspection windows
Treat hard-facing as an engineered change:
- Specify overlay family and where it’s allowed on the knife
- Qualify the process (heat input, dilution control, fixturing)
- Verify QC with measurable checkpoints (hardness, thickness, cracks, flatness)
- Plan inspection windows so you rebuild before throughput and particle size collapse
- Expected gains: often fewer changeovers and steadier throughput, which can reduce cost per ton when downtime and labor are meaningful drivers
In abrasive streams, hard-facing is most valuable when it prevents geometry drift and stabilizes cutting behavior. In practice, performance is best expressed in unit economics: if hardfacing reduces changeovers and unplanned stops, the downtime cost you allocate per ton falls. Reported outcomes vary by feed contamination, impact severity, clearance discipline, and rebuild quality—so treat “2–3× life” as a range seen in abrasion-led duty, not a guarantee. A practical way to quantify the benefit is to estimate an hourly downtime cost and divide by throughput to convert it into $/ton (see FourJaw: the cost of downtime in manufacturing), then track how fewer blade events change that number over a month or quarter.
For related shredder setup and maintenance guidance, see MAXTOR METAL’s resources on setups that protect abrasive plastic recycling blades und die shredder blade troubleshooting guide.
Tommy Tang is a Senior Sales Engineer at Nanjing METAL Industrie mit 12 years of experience supporting industrial cutting blade selection, specification, and import procurement for abrasive-duty applications. Certifications: CSE, CME, Six Sigma Green Belt, PMP.