- Pourquoi le rechargement dur des lames de broyeurs est-il important dans les cours d'eau chargés de minéraux et de sable ?
Les grains minéraux n'usent pas le tranchant d'un couteau comme le ferait un plastique propre. Ils transforment la zone de coupe en une zone d'affûtage : contact plus important, chaleur accrue et usure plus rapide du tranchant.
Une fois le tranchant arrondi, on observe généralement les mêmes conséquences : variation de couple accrue, vibrations plus importantes, dispersion granulométrique plus grande et blocages plus fréquents. C'est pourquoi l'utilisation intensive de l'acier abrasif met souvent à rude épreuve le choix d'un acier de base de qualité, à moins de protéger également les surfaces de travail.
- Résultats souhaités : disponibilité accrue, granulométrie constante, réduction des changements de production, coût total de possession inférieur
Si vous utilisez un broyeur à un seul arbre, le résultat est rarement le simple fait que « la lame dure plus longtemps ». Vous recherchez la stabilité du système dans son ensemble.
- Temps de disponibilité: moins de changements de production imprévus et moins d'arrêts dus aux embouteillages.
- Taille de particule constante: un criblage en aval plus rigoureux et une qualité des balles/flocons plus prévisible.
- Moins de changements: moins de main-d'œuvre, moins d'erreurs de configuration, moins de réinitialisations de dégagement.
- Coût total de possession (CTP) réduit: coût par tonne inférieur une fois le temps d'arrêt comptabilisé.
- Ce guide couvre les sujets suivants : matériaux, application, indicateurs de contrôle qualité, déclencheurs de maintenance
Comment envisager le coût par tonne métrique
Dans le broyage abrasif, l'usure des lames est doublement pénalisante : elle entraîne un remplacement plus fréquent des lames et une perte de productivité lors des changements de lame. Une méthode simple pour comparer équitablement les options consiste à… coût par tonne métrique ($/t).
Pour une définition plus large du « coût par tonne » et des éléments à inclure, l'explication de Komatsu concernant cette mesure constitue une base utile (Komatsu : comment calculer le coût par tonnePour calculer le coût des temps d'arrêt, vous pouvez estimer un coût horaire d'arrêt et le convertir en $/t en divisant par le débit ; FourJaw décrit les composantes courantes du coût des temps d'arrêt (FourJaw : le coût des temps d’arrêt dans la production).
Formule à compléter (coût par tonne métrique) Entrées : - Q = débit moyen (tonnes métriques/heure) - H = heures de fonctionnement sur la période (heures) - E = incidents de lames sur la période (incidents/période) - D = temps d'arrêt par incident de lame (heures/incident) - C_dt = coût du temps d'arrêt (USD/heure) - C_set = coût de réglage et de remise en état des lames par incident (USD/incident) - C_labor = main-d'œuvre pour le changement d'outillage par incident (USD/incident) - C_rm = autres coûts de réparation et de maintenance sur la période (USD/période) - C_energy = coût de l'énergie sur la période (USD/période) Sorties : - Tonnes_traitées = Q × H Coût par tonne métrique ($/t) = (C_rm + C_energy)/Tonnes_traitées + E × (C_set + C_labor)/Tonnes_traitées + E × (D × C_dt)/Tonnes_traitées Conseil : Si vous ne savez pas C_dt, estimez-le à partir de la marge de contribution perdue et du travail inactif pendant les arrêts, puis divisez par le débit moyen pour l'exprimer sous la forme $/t.
Concrètement, les coûts liés au revêtement dur qui changent le plus directement sont :
- coût de l'ensemble de couteaux et de la remise en état
- Travail de changement
- Temps d'arrêt par événement et événements par mois/trimestre
Ce guide reste pratique :
- Quand le rechargement dur est judicieux (et quand il ne l'est pas)
- Matériaux de superposition courants et comment les associer à votre tâche
- Méthodes d'application qui fonctionnent réellement sur la géométrie des broyeurs
- Points de contrôle qualité que vous pouvez mesurer et valider
- Déclencheurs de maintenance pour reconstruire avant que les performances ne s'effondrent
Quand utiliser les lames de broyeur à rechargement dur
Courants et taux de service
Le rechargement dur mérite d'être envisagé lorsque votre flux de production est suffisamment abrasif pour que la méthode « affûtage + réinitialisation du dégagement » ne soit plus une stratégie de récupération. C'est le cas de figure principal où lames de broyeur à rechargement dur cela modifie l'économie.
Les cours d'eau à forte abrasion comprennent généralement :
- Film agricole souillé (contamination par le sable/la silice)
- Déchets riches en minéraux, fines de démolition et ferraille contaminée par le sol
- Plastiques à charge élevée (fibres de verre ou charges minérales)
Une règle pratique : si l’abrasion domine, la durée de vie d’un couteau dépend moins du tranchant et davantage de la préservation de sa géométrie. En termes d’usure, il s’agit de ralentir les mécanismes décrits dans le cadre de défaillance par usure de l’ASM, où l’usure rivalise avec la fracture comme principal mode de défaillance des composants techniques (Chapitre du manuel ASM sur les défaillances par usure abrasive).
Modèles de défaillance à surveiller
L'usure abrasive laisse généralement des traces. Avant d'investir dans des revêtements, assurez-vous qu'il s'agit d'une défaillance due à l'usure et non d'un impact ponctuel.
Modèles courants :
- Arrondir les bords / émousser: la coupe se transforme en frottement ; la taille des particules s'élargit ; la chaleur monte.
- Érosion et « ruissellement »: des bandes d'usure se forment aux endroits où les surfaces d'alimentation et les contre-surfaces glissent.
- Écaillage et microfissures: plus probable lorsque des contaminants durs créent une charge de choc ou lorsque la dérive de dégagement augmente les impacts.
Les déclencheurs opérationnels apparaissent tôt :
- Bourrages/mauvaise alimentation et sortie irrégulière
- Augmentation du bruit/des vibrations et des pics de couple plus élevés
- Baisse du débit qui ne se rétablit pas après l'affûtage
Indices de rentabilité du TCO
Le surfaçage dur augmente généralement les coûts initiaux. Le seuil de rentabilité dépend presque toujours des temps d'arrêt.
Utilisez une comparaison simple du coût total de possession (TCO) :
- Ensemble de couteaux standard: coût des pièces + main-d'œuvre + temps d'arrêt par changement × nombre de changements par an
- Ensemble à visage dur: coût plus élevé des pièces/remises en état + main-d'œuvre + temps d'arrêt × moins de changements de production
Deux indices rapides qui montrent que vous êtes proche du seuil de rentabilité :
- Les temps d'arrêt liés aux changements de production sont coûteux. (Votre file d'attente constitue un goulot d'étranglement, ou vous faites des heures supplémentaires pour rattraper le retard).
- Vous perdez plusieurs quarts de travail par mois aux contrôles liés aux armes blanches.
Si vous n'avez pas de chiffre précis, calculez le coût horaire d'indisponibilité à l'aide d'un cadre d'analyse des pertes de production comme Guide de calcul des coûts d'indisponibilité de FourJaw, puis intégrez-le à la vision plus large du cycle de vie décrite dans Guide Graco sur le coût total de possession.
Matériaux et procédés

Quand les gens parlent de lames de broyeur à rechargement dur, ils désignent généralement un revêtement résistant à l'usure qui préserve plus longtemps la géométrie de coupe en cas d'abrasion.
Choix de superposition et appariement
Il n'existe pas de revêtement « idéal » pour les lames de broyeur. Il faut trouver un équilibre entre la résistance à l'abrasion et la résistance aux chocs, en tenant compte des capacités géométriques de votre machine.
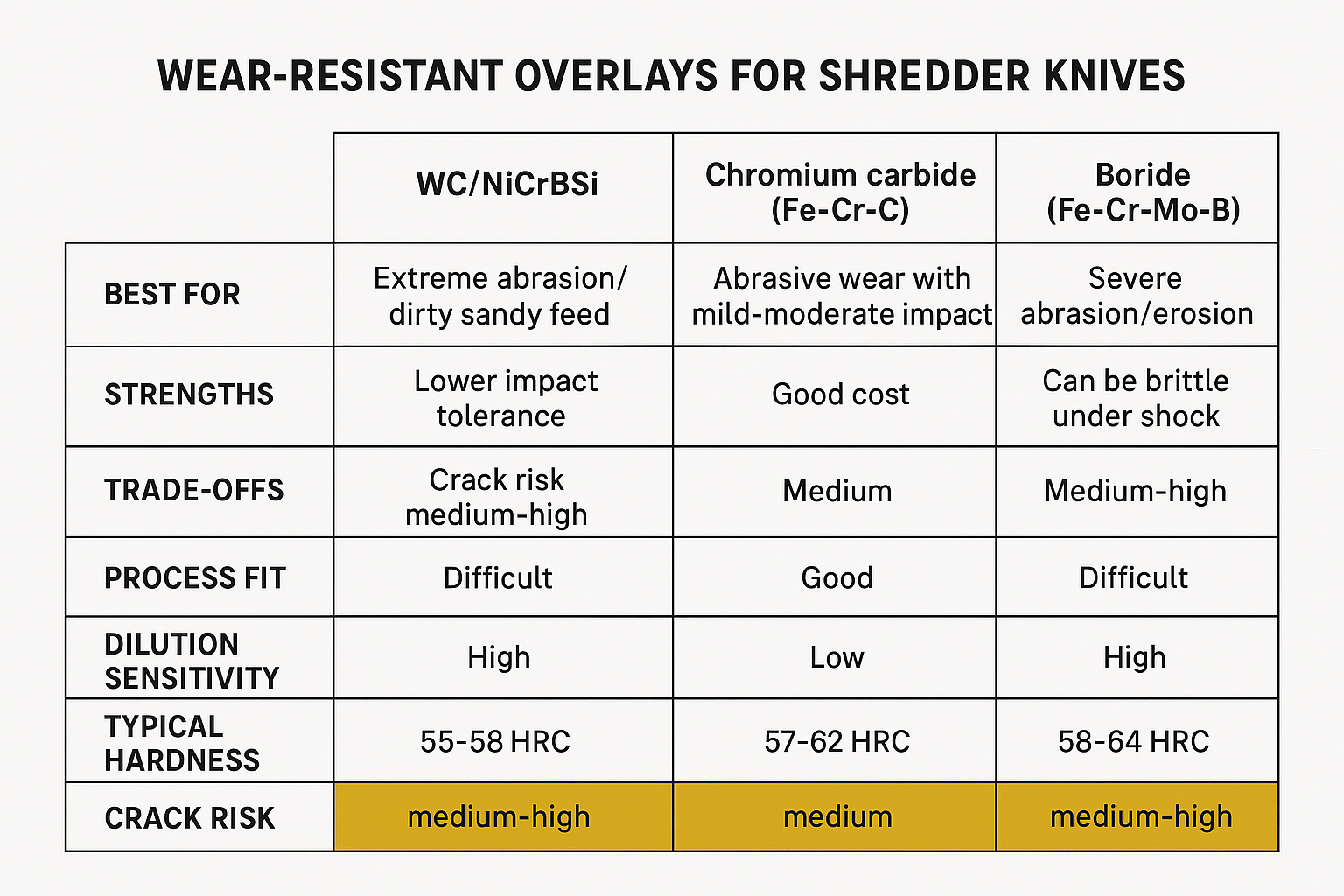
Trois familles de superpositions courantes :
- WC/NiCrBSi (carbure de tungstène dans une matrice à base de nickel)Souvent choisis pour les applications à forte abrasion, les carbures sont très durs, mais le système peut être plus sujet à la fissuration sous l'effet de chocs ou d'un contrôle insuffisant du processus. Pour un aperçu des carbures utilisés en rechargement dur (y compris les carbures de tungstène et de chrome), voir : Aperçu des carbures utilisés dans le rechargement dur par SAMaterials.
- Revêtements en carbure de chrome (Fe–Cr–C): un choix courant lorsque l'abrasion est élevée mais que l'impact n'est pas uniquement dû à l'abrasion. La microstructure et l'orientation des carbures sont importantes ; une structure inadéquate peut réduire la résistance à l'usure, comme le montre la figure suivante : une étude de 2020 comparant les propriétés des couches de rechargement dur riches en chrome.
- Rechargement au borure (variantes Fe – Cr – Mo – B)Ce matériau est souvent préconisé pour les applications soumises à une abrasion/érosion sévère. Il peut surpasser les revêtements à base de carbure dans certaines études comparatives, mais il est sensible aux conditions de fabrication et peut se révéler fragile sous l'effet des chocs.
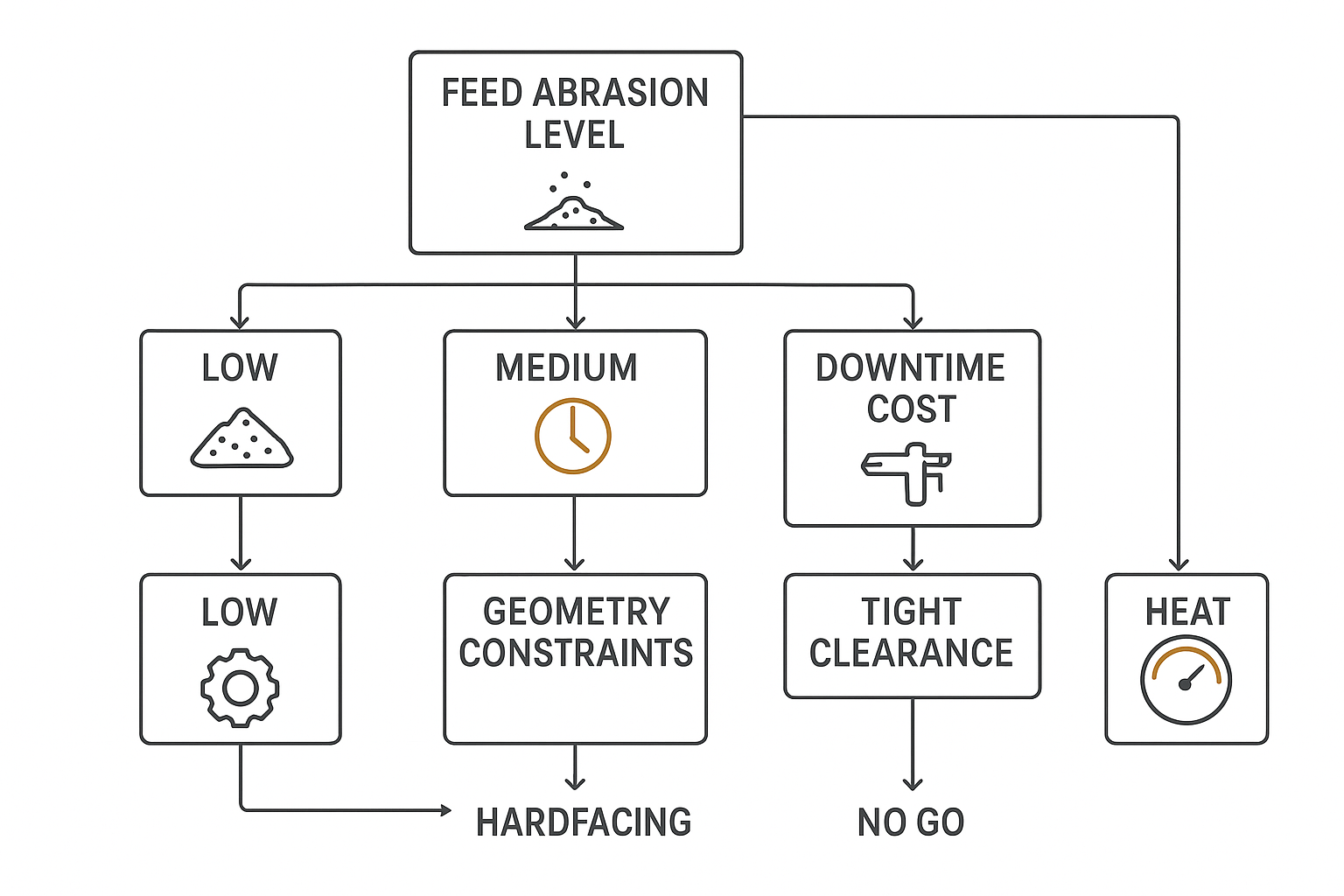
La sélection est plus fiable lorsque vous indiquez clairement votre mode de port :
- Abrasion dominante avec faible absorption des chocs → préférence pour des revêtements plus durs et davantage axés sur l'abrasion.
- Abrasion mixte + impact → préférence pour les revêtements et les procédés qui préservent la ténacité et réduisent les fissures.
Méthodes d'application qui fonctionnent
Sur les lames de broyeur, la qualité de l'application est aussi importante que le choix du matériau. Le mode de défaillance que vous cherchez à prévenir (l'usure) peut être remplacé par un autre (fissuration, déformation, dérive géométrique) si l'apport de chaleur et la dilution ne sont pas maîtrisés.
Les principaux itinéraires qui seront abordés :
- Rechargement laser: apport de chaleur et dilution généralement plus faibles ; idéal pour contrôler la distorsion et préserver les phases dures. Des comparaisons expérimentales telles que L'étude de 2023 comparant le rechargement laser et le soudage PTA Discuter de ces compromis.
- PTA (arc plasma transféré): un procédé de revêtement métallurgique souvent utilisé pour les dépôts résistants à l'usure avec un contrôle et un taux de dépôt raisonnables ; il peut être un choix pratique lorsque vous avez besoin de dépôts plus épais qu'avec le laser et que vous pouvez gérer l'apport de chaleur.
- Rechargement dur FCAWSouvent économique pour les constructions épaisses et les réparations, mais l'apport de chaleur et la dilution peuvent être plus importants. Cela augmente le risque de déformation et peut modifier les propriétés de la superposition si l'on incorpore trop de métal de base.
- Projection thermique HVOF (Le cas échéant) : faible chauffage du substrat et dilution négligeable, mais l’adhérence diffère de celle des rechargements soudés. À considérer comme une solution différente des rechargements soudés.
Contrôle de la géométrie et de l'épaisseur
La géométrie des lames de broyeur est impitoyable :
- Le profil du bord, la planéité et les faces de montage déterminent le jeu et le comportement de coupe.
- L'épaisseur des revêtements peut varier et vous obliger à réusiner ou à rectifier.
Points de contrôle permettant d'éviter les surprises :
- Définir où La superposition est autorisée (bandes d'usure, surfaces non coupantes) et interdite là où elle est proscrite (faces de montage, surfaces de référence).
- Spécifier meulage après superposition Étapes pour rétablir l'épaisseur, la planéité et l'état des bords.
- Si votre broyeur fonctionne avec des dégagements réduits, considérez le contrôle de la déformation comme une exigence primordiale (choix du procédé, fixation, gestion de la chaleur).
Contrôle qualité, maintenance et risques
Points de contrôle qualité mesurables
Le rechargement dur doit être considéré comme un procédé qualifié, et non comme un simple ajout esthétique. Votre contrôle qualité doit prouver deux choses : La superposition est celle que vous avez spécifiée., et la lame correspond toujours à la géométrie dont votre broyeur a besoin.
Points de contrôle mesurables :
- traçabilité des matériaux: certificats d'acier de base et de consommables ; identifiants de lot associés à chaque ensemble de couteaux.
- Cartographie de la dureté: points de test définis sur la superposition et la base ; enregistrement des résultats par numéro de série.
- vérification du positionnement et de l'épaisseur de la superposition: confirmer la couverture dans les zones d'usure prévues ; vérifier que vous n'avez pas accumulé de surfaces de montage ou de points de référence.
- Inspection des fissures: contrôle visuel + ressuage ou magnétoscopie selon le matériau et le revêtement ; consigner les critères d'acceptabilité des fissures.
- Planéité/déformation: vérifiez par rapport à vos exigences de dégagement et d'ajustement.
- Vérification des bords et du dégagement: confirmer le profil et la configuration après l'installation ; éviter l'acceptation du type « ça convient ».
MAXTOR METAL propose des procédures de rechargement dur qualifiées, des certificats de matériaux et un service d'importation/logistique complet permettant aux acheteurs de standardiser les spécifications et la documentation tout au long des cycles de reconstruction.
intervalles d'inspection et de reconstruction
Les flux abrasifs permettent des cycles d'inspection plus courts et plus précoces. Attendre que « la déchiqueteuse ne coupe pas » est une solution coûteuse.
Utilisez une approche par intervalles à deux niveaux :
- Intervalle court (vérifications de l'état): inspections rapides pour détecter l'arrondi des bords, les fissures, les bandes d'usure, le desserrage des boulons et la dérive du jeu.
- Intervalle long (reconstruction de la fenêtre): des temps d'arrêt planifiés pendant lesquels vous pouvez retravailler, re-superposer et réinitialiser la géométrie sans vous presser.
Veillez à ce que les contrôles soient mesurables. Même les conseils de base en matière d'entretien des lames insistent sur l'inspection et le nettoyage réguliers comme moyen d'éviter l'aggravation des dommages (Guide d'entretien et de maintenance des lames industrielles de Zellner).
Déclencheurs pratiques pour planifier une reconstruction :
- La taille des particules commence à sortir de la plage acceptable.
- Les pics de couple et les vibrations augmentent au même débit
- Les réinitialisations de dégagement deviennent fréquentes et ne stabilisent plus la sortie
- Les premiers signes de fissures apparaissent près des angles soumis à de fortes contraintes.
Usure et compatibilité de la pièce homologue
Une surface de couteau plus dure peut transférer l'usure à la partie opposée.
Avant de procéder au rechargement dur, vérifiez la compatibilité avec :
- Matériaux du contre-lame et plaques d'usure dans la chambre de coupe
- Alignement rotor/stator et gestion des variations de jeu par votre machine
- Votre méthode d'affûtage/réaffûtage (certains revêtements ne se réaffûtent pas comme les aciers à outils standard)
Si votre revêtement est trop fragile pour résister aux chocs de votre alimentation, vous risquez de provoquer des fissures plutôt que de l'usure. C'est pourquoi les applications mixtes (abrasion et impact) nécessitent souvent un revêtement plus équilibré et un contrôle qualité plus rigoureux des fissures, plutôt qu'un revêtement extrêmement dur.
Pour un profil de couteau polyvalent, il est utile de considérer le jeu de couteaux comme un système : acier de base, revêtement, contreparties et rigueur de montage. C'est également là que… lames de broyeur à rechargement dur offre le retour sur investissement le plus prévisible.
Exemples de scénarios (à titre illustratif)
Même si vous ne pouvez pas partager les données internes d'un dossier, vous pouvez tout de même établir une estimation transparente et exploitable pour la prise de décision.
- Convertir le temps d'arrêt en $/tonne
- Estimez le coût horaire de vos temps d'arrêt à l'aide d'un cadre standard (perte de production, main-d'œuvre, pertes liées aux redémarrages). FourJaw résume les composantes de coûts courantes et explique pourquoi les temps d'arrêt sont souvent le véritable facteur du coût total de possession (TCO).FourJaw : le coût des temps d’arrêt dans la production).
- Convertissez-le en $/tonne en divisant par le débit moyen (tonnes/heure).
- Convertir les événements de lame en $/tonne
- (Main-d'œuvre pour la préparation des couteaux + la remise en état + le changement d'outillage) ÷ tonnes entre les événements
- De plus : (temps d'arrêt par événement × temps d'arrêt $/heure) ÷ tonnes entre les événements
- Comparer le revêtement standard et le revêtement durci en tant que deux lignes de coût par tonne
- Si le rechargement dur réduit principalement fréquence des événements (moins de changements) et améliore stabilité (moins de blocages), vous constaterez généralement que l'écart de coût par tonne se creuse en votre faveur à mesure que les temps d'arrêt deviennent plus coûteux.
Pour une liste générale des éléments à inclure dans le coût par tonne, le tableau de Komatsu constitue une base utile (Komatsu : comment calculer le coût par unitén).
Conclusion
- Actions clés : spécifier les superpositions, qualifier le processus, vérifier le contrôle qualité, planifier les fenêtres d’inspection
Considérez le rechargement dur comme une modification technique :
- Spécifiez la famille de superposition et son emplacement autorisé sur le couteau.
- Qualifier le procédé (apport de chaleur, contrôle de la dilution, outillage)
- Vérifier le contrôle qualité à l'aide de points de contrôle mesurables (dureté, épaisseur, fissures, planéité).
- Planifiez des fenêtres d'inspection pour pouvoir reconstruire avant l'effondrement du débit et de la taille des particules.
- Gains attendus : souvent moins de changements de production et un débit plus stable, ce qui peut réduire coût par tonne lorsque les temps d'arrêt et la main-d'œuvre sont des facteurs importants
Dans les flux abrasifs, le rechargement dur est particulièrement avantageux lorsqu'il prévient la dérive géométrique et stabilise le comportement de coupe. En pratique, la performance s'exprime au mieux en termes de rentabilité unitaire. Si le rechargement dur réduit les changements de production et les arrêts imprévus, le coût des temps d'arrêt que vous allouez par tonne diminue.Les résultats rapportés varient en fonction de la contamination de l'alimentation, de la gravité de l'impact, de la méthode de déblaiement et de la qualité de la reconstruction ; il convient donc de considérer la durée de vie « 2 à 3 fois supérieure » comme une exception. portée observée dans le service axé sur l'abrasionCela ne constitue pas une garantie. Une méthode pratique pour quantifier le bénéfice consiste à estimer le coût horaire d'un temps d'arrêt et à le diviser par le débit pour le convertir en $/tonne (voir FourJaw : le coût des temps d’arrêt dans la production), puis suivez l'évolution de ce nombre en fonction du nombre d'événements liés aux lames sur un mois ou un trimestre.
Pour obtenir des conseils sur l'installation et l'entretien des broyeurs, consultez les ressources de MAXTOR METAL sur dispositifs de protection des lames abrasives de recyclage du plastique et le guide de dépannage des lames de broyeur.
Tommy Tang est un Ingénieur commercial senior à Nanjing METAL Industriel avec 12 ans Expérience dans le soutien à la sélection, à la spécification et à l'approvisionnement en importations de lames de coupe industrielles pour applications abrasives. Certifications : CSE, Formation médicale continue, Ceinture verte Six Sigma, PMP.