- Por que as lâminas de revestimento duro para trituradores são importantes em riachos arenosos e carregados de minerais?
A areia mineral não "desgasta a lâmina" da mesma forma que o plástico limpo. Ela transforma a zona de corte em uma zona de afiação: mais contato deslizante, mais calor e arredondamento mais rápido da lâmina.
Quando a aresta se arredonda, normalmente se observa a mesma sequência de eventos: maior variação de torque, mais vibração, maior dispersão do tamanho das partículas e mais paradas. É por isso que o trabalho abrasivo muitas vezes prejudica a escolha de um aço base de boa qualidade, a menos que você também proteja as superfícies de trabalho.
- Resultados desejados: tempo de atividade, tamanho de partícula consistente, menos trocas de formato, menor custo total de propriedade (TCO).
Se você estiver usando um triturador de eixo único, o resultado raramente será apenas "a lâmina dura mais". O que você busca é a estabilidade do sistema como um todo.
- Tempo de atividadeMenos trocas de trem não planejadas e menos paradas devido a congestionamentos.
- Tamanho de partícula consistente: triagem mais rigorosa nas etapas subsequentes e qualidade mais previsível dos fardos/flocos.
- Menos trocas de turnoMenos mão de obra, menos erros de configuração, menos ajustes de folga.
- Redução do custo total de propriedade (TCO): menor custo por tonelada quando o tempo de inatividade é contabilizado.
- Este guia aborda os seguintes tópicos: materiais, aplicação, métricas de controle de qualidade e gatilhos de manutenção.
Como pensar sobre o custo por tonelada métrica
Em processos de trituração abrasiva, o desgaste da lâmina prejudica você duas vezes: você precisa comprar lâminas com mais frequência e perde produtividade durante as trocas. Uma maneira simples de comparar opções semelhantes é custo por tonelada métrica ($/t).
Para uma compreensão mais ampla do “custo por tonelada” e do que incluir, a explicação da Komatsu sobre a métrica é uma base útil (Komatsu: como calcular o custo por toneladaPara calcular o custo do tempo de inatividade, você pode estimar o custo por hora de inatividade e convertê-lo em $/t dividindo pela taxa de transferência; a FourJaw descreve os componentes comuns do custo do tempo de inatividade (FourJaw: o custo do tempo de inatividade na manufatura).
Fórmula para preenchimento (custo por tonelada métrica) Entradas - Q = produção média (toneladas métricas/hora) - H = horas de operação no período (horas) - E = eventos de lâmina no período (eventos/período) - D = tempo de inatividade por evento de lâmina (horas/evento) - C_dt = custo de tempo de inatividade (USD/hora) - C_set = custo de ajuste e reconstrução da lâmina por evento (USD/evento) - C_labor = mão de obra de troca por evento (USD/evento) - C_rm = outros custos de reparo e manutenção no período (USD/período) - C_energy = custo de energia no período (USD/período) Saídas - Toneladas_processadas = Q × H Custo por tonelada métrica ($/t) = (C_rm + C_energy)/Toneladas_processadas + E × (C_set + C_labor)/Toneladas_processadas + E × (D × C_dt)/Toneladas_processadas Dica: Se você não souber C_dt, estime-o a partir da margem de contribuição perdida e da mão de obra ociosa durante as paradas, depois divida-o pela produção média para expressá-lo como $/t.
Para tornar isso viável, os custos que serão alterados mais diretamente são:
- Conjunto de facas e custo de reconstrução
- trabalho de transição
- Tempo de inatividade por evento e eventos por mês/trimestre
Este guia mantém-se prático:
- Quando o revestimento rígido faz sentido (e quando não faz)
- Materiais de sobreposição comuns e como combiná-los com sua função.
- Métodos de aplicação que realmente funcionam na geometria do triturador
- Pontos de controle de qualidade que você pode medir e aprovar.
- A manutenção é acionada para reconstruir antes que o desempenho entre em colapso.
Quando usar lâminas trituradoras de revestimento duro
Fluxos e classificação de serviço
Vale a pena considerar o revestimento rígido quando seu fluxo de água é tão abrasivo que "afiar + redefinir a folga" deixa de ser uma estratégia de recuperação. Esse é o cenário principal onde... lâminas trituradoras de revestimento duro altera a economia.
Os cursos d'água típicos com alto grau de abrasão incluem:
- Película agrícola suja (contaminação por areia/sílica)
- Resíduos ricos em minerais, entulho de demolição e sucata contaminada com solo.
- Plásticos de alto teor de enchimento (fibra de vidro ou cargas minerais)
Uma regra prática: se a abrasão predomina, a vida útil da faca passa a depender menos da nitidez do fio e mais da preservação da geometria. Em termos de desgaste, o objetivo é retardar os mecanismos descritos na estrutura de falha por desgaste da ASM, onde o desgaste compete com a fratura como principal modo de falha em componentes projetados (Capítulo do Manual da ASM sobre falhas por desgaste abrasivo).
Padrões de falha a serem observados
O desgaste geralmente deixa marcas. Antes de investir em revestimentos, certifique-se de que a falha é causada pelo desgaste natural e não por um impacto isolado.
Padrões comuns:
- Arredondamento/fosqueamento das bordasO corte se transforma em fricção; o tamanho das partículas aumenta; o calor sobe.
- Erosão e “lavagem”: Formam-se faixas de desgaste onde a alimentação e as contrafaces deslizam.
- Lascamento e microfissuras: mais provável quando contaminantes rígidos criam cargas de choque ou quando a variação da folga aumenta os impactos.
Os gatilhos operacionais surgem cedo:
- Aumento de obstruções/alimentações incorretas e produção irregular e áspera.
- Aumento de ruído/vibração e picos de torque mais elevados.
- Queda na produtividade que não se recupera após a afiação.
indicadores de ponto de equilíbrio do TCO
A aplicação de revestimento duro geralmente aumenta o custo inicial. O ponto de equilíbrio quase sempre é atingido ou perdido com base no tempo de inatividade.
Utilize uma comparação simples do Custo Total de Propriedade (TCO):
- Conjunto de facas padrão: custo da peça + mão de obra + tempo de inatividade por troca × trocas por ano
- Conjunto de cara dura: custo mais elevado de peças/reconstrução + mão de obra + tempo de inatividade × menos trocas de ferramentas
Dois sinais rápidos de que você está perto de atingir o ponto de equilíbrio:
- O tempo de inatividade para troca de ferramentas é caro. (Sua linha de produção está congestionada, ou você está fazendo hora extra para compensar o atraso).
- Você está perdendo vários turnos por mês. paradas relacionadas a facas.
Se você não tiver um número, calcule o custo por hora de inatividade usando uma estrutura de perda de produção como Guia de cálculo de custos de inatividade da FourJawEm seguida, incorpore-o à visão mais ampla do ciclo de vida descrita em Guia da Graco para o custo total de propriedade.
Materiais e processos

Quando as pessoas falam sobre lâminas trituradoras de revestimento duroGeralmente, referem-se a um revestimento resistente ao desgaste que preserva a geometria de corte por mais tempo sob abrasão.
Opções de sobreposição e emparelhamento
Não existe um revestimento "ideal" para lâminas de triturador. É preciso equilibrar a resistência à abrasão com a tolerância ao impacto, além do que a geometria do equipamento permite.
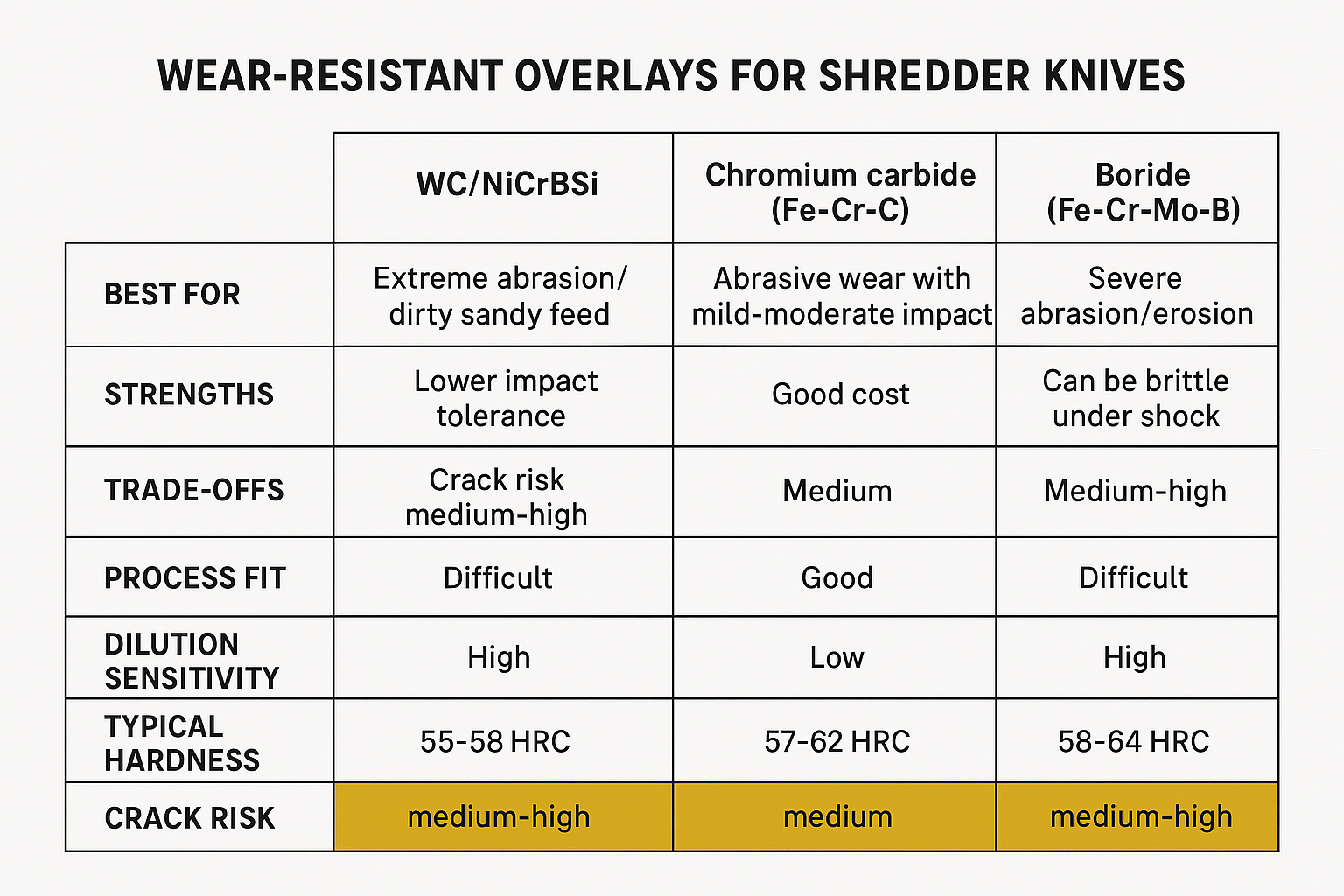
Três famílias comuns de sobreposição:
- WC/NiCrBSi (carboneto de tungstênio em uma matriz à base de níquel): frequentemente selecionados para abrasão extrema. Os carbonetos são muito duros, mas o sistema pode ser mais propenso a trincas sob cargas de choque ou controle de processo inadequado. Para uma visão geral dos carbonetos usados em revestimento duro (incluindo carbonetos de tungstênio e cromo), consulte Visão geral da SAMaterials sobre carbonetos usados em revestimentos duros..
- Revestimentos de carboneto de cromo (Fe–Cr–C)Uma escolha comum quando a abrasão é alta, mas o impacto não é "apenas abrasão pura". A microestrutura e a orientação dos carbonetos são importantes; uma estrutura inadequada pode reduzir o desempenho de desgaste, como mostrado em Um estudo de 2020 comparou as propriedades de camadas de revestimento duro ricas em cromo..
- Revestimento de boreto (variantes Fe – Cr – Mo – B)Frequentemente discutido para regimes severos de abrasão/erosão. Pode apresentar desempenho superior a revestimentos à base de carboneto em alguns estudos comparativos, mas é sensível ao processo e pode se tornar quebradiço sob impacto.
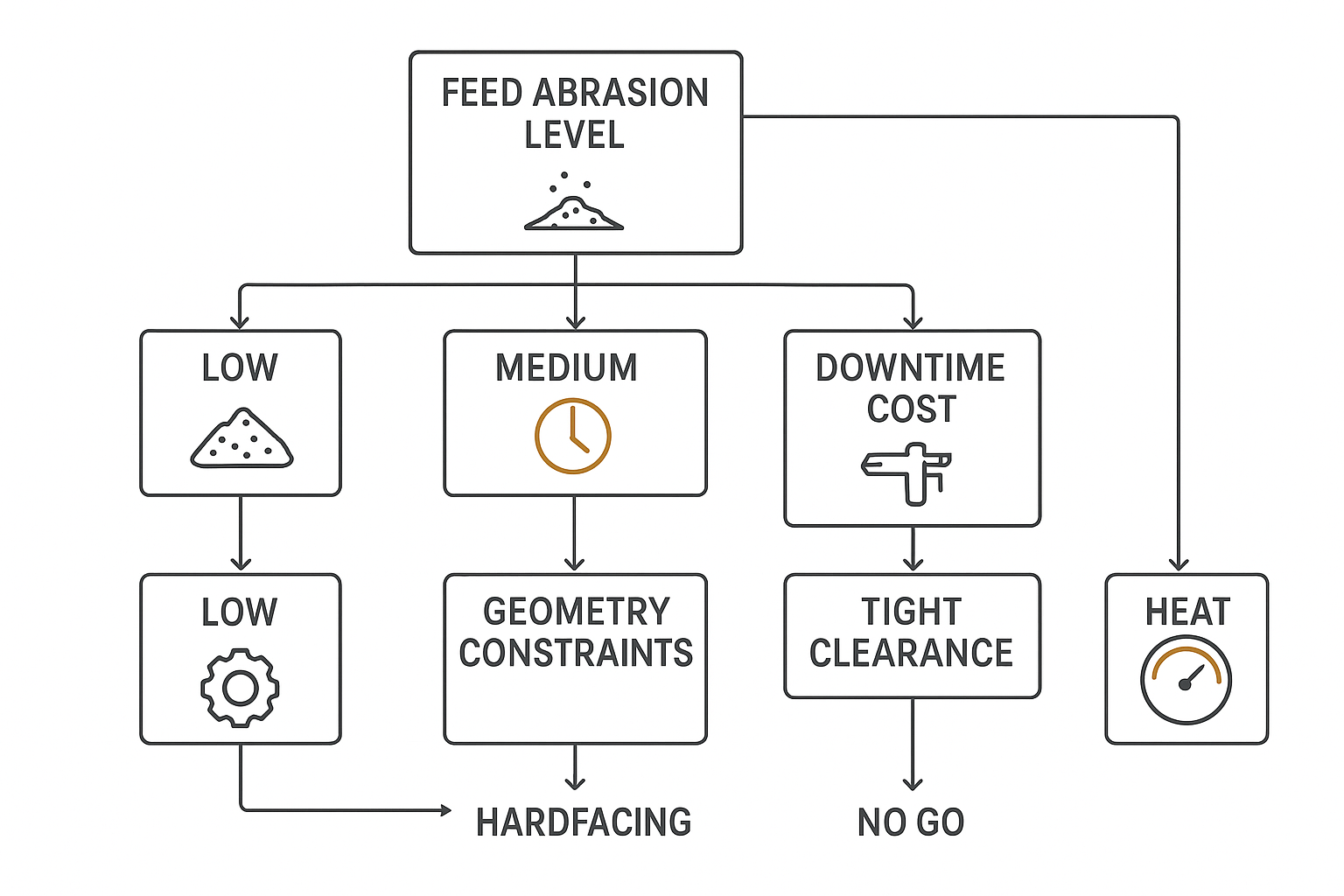
A seleção é mais confiável quando você indica claramente o modo como pretende usar o produto:
- Predominância de abrasão com baixo impacto → tendência para revestimentos mais duros e focados em maior resistência à abrasão.
- Abrasão e impacto mistos → tendência para revestimentos e processos que preservem a resistência e reduzam o aparecimento de fissuras.
Métodos de aplicação que funcionam
Em lâminas de trituradores, a qualidade da aplicação é tão importante quanto a escolha do material. O modo de falha que você está prevenindo (desgaste) pode ser substituído por um novo modo de falha (rachaduras, deformações, desvios geométricos) se a entrada de calor e a diluição não forem controladas.
As principais rotas que você verá discutidas são:
- Revestimento a laser: geralmente menor aporte térmico e menor diluição; bom para controlar a distorção e preservar fases rígidas. Comparações experimentais como O estudo de 2023 compara a soldagem a laser com a soldagem PTA. Discuta essas vantagens e desvantagens.
- PTA (arco de plasma transferido): um processo de revestimento metalúrgico frequentemente usado para depósitos resistentes ao desgaste com controle e taxa de deposição razoáveis; pode ser uma escolha prática quando você precisa de depósitos mais espessos do que os obtidos a laser e consegue controlar a entrada de calor.
- Revestimento duro FCAWGeralmente é econômico para construções mais espessas e reparos, mas a entrada de calor e a diluição podem ser maiores. Isso aumenta o risco de distorção e pode alterar as propriedades do revestimento se você aplicar metal base em excesso.
- aspersão térmica HVOF (Quando aplicável): baixo aquecimento do substrato e diluição insignificante, mas a adesão difere da de revestimentos soldados. Trate-a como uma classe de solução diferente da de revestimentos soldados.
Controle de geometria e espessura
A geometria da lâmina do triturador é implacável:
- O perfil da borda, a planicidade e as faces de montagem determinam a folga e o comportamento de corte.
- Os revestimentos alteram a espessura e podem exigir que você reusine ou retifique novamente.
Pontos de controle que previnem surpresas:
- Definir onde A sobreposição é permitida (faixas de desgaste, superfícies não cortantes) e é proibida (faces de montagem, superfícies de referência).
- Especificar retificação pós-revestimento Etapas para restaurar a espessura, a planicidade e a condição das bordas.
- Se o seu triturador opera com folgas apertadas, trate o controle de distorção como um requisito fundamental (escolha do processo, fixação, gerenciamento térmico).
Controle de qualidade, manutenção e risco
Pontos de verificação de controle de qualidade mensuráveis
O revestimento duro deve ser tratado como um processo qualificado, não como um mero acabamento estético. Seu controle de qualidade deve comprovar duas coisas: A sobreposição é exatamente o que você especificou., e A lâmina ainda corresponde à geometria necessária para o seu triturador..
Pontos de verificação mensuráveis:
- Rastreabilidade de materiaisCertificados de aço base e de materiais consumíveis; números de identificação de lote vinculados a cada conjunto de facas.
- Mapeamento de dureza: pontos de teste definidos na camada de sobreposição e na camada base; resultados registrados por número de série.
- Verificação de posicionamento e espessura da sobreposiçãoConfirme a cobertura nas zonas de desgaste previstas; verifique se não houve acúmulo de material nas faces de montagem ou nas áreas de referência.
- Inspeção de rachadurasInspeção visual + líquido penetrante ou partículas magnéticas, conforme apropriado para o seu material e revestimento; registre os critérios aceitáveis para fissuras.
- Achatamento/empenamentoVerifique se atende aos requisitos de folga e ajuste.
- Verificação de borda e folgaConfirme o perfil e a configuração após a instalação; evite aceitar a opção "serve".
A MAXTOR METAL oferece suporte a procedimentos qualificados de revestimento duro, certificados de materiais e um serviço completo de importação/logística, para que os compradores possam padronizar as especificações e a documentação em todos os ciclos de reconstrução.
Intervalos de inspeção e reconstrução
Fluxos abrasivos recompensam inspeções mais rápidas e frequentes. Esperar até que o triturador pare de cortar é o caminho mais caro.
Utilize uma abordagem de intervalo em duas camadas:
- Intervalo curto (verificações de condição)Inspeções rápidas para verificar arredondamento de bordas, rachaduras, marcas de desgaste, folga dos parafusos e desvio de folga.
- Intervalo longo (janela de reconstrução): tempo de inatividade planejado, onde você pode retificar, sobrepor e redefinir a geometria sem pressa.
Mantenha as verificações mensuráveis. Mesmo as orientações básicas sobre cuidados com as lâminas enfatizam a inspeção e limpeza de rotina como forma de evitar danos cumulativos (Guia de manutenção e cuidados da Zellner para lâminas industriais).
Gatilhos práticos para agendar uma reconstrução:
- O tamanho das partículas começa a sair da sua faixa aceitável.
- Picos de torque e aumento de vibração na mesma vazão
- As reinicializações de compensação tornam-se frequentes e já não estabilizam a saída.
- Os primeiros sinais de fissuras aparecem perto de cantos sujeitos a alta tensão.
Desgaste e compatibilidade da contraparte
Uma superfície de lâmina mais dura pode transferir o desgaste para a contraparte.
Antes de optar pela aplicação de revestimento rígido, confirme a compatibilidade com:
- Materiais da contra-faca e quaisquer placas de desgaste na câmara de corte
- Alinhamento rotor/estator e como sua máquina lida com a deriva de folga
- Seu método de afiação/reafiação (alguns revestimentos não podem ser reafiados como os aços-ferramenta padrão)
Se o revestimento for muito quebradiço para suportar os choques de alimentação, você pode acabar trocando desgaste por fissuras. É por isso que aplicações mistas (abrasão + impacto) geralmente exigem um revestimento mais equilibrado e um controle de qualidade mais rigoroso para evitar fissuras, em vez de um depósito o mais duro possível.
Para um perfil de serviço completo, é útil tratar o conjunto de facas como um sistema: aço base, revestimento, lâminas complementares e disciplina de configuração. É também aí que entra a importância do conjunto. lâminas trituradoras de revestimento duro Oferece o retorno sobre o investimento (ROI) mais previsível.
Exemplos de cenários (ilustrativos)
Quando não for possível compartilhar dados internos do caso, ainda é possível criar uma estimativa transparente e pronta para tomada de decisão.
- Converter tempo de inatividade em $/tonelada
- Estime o custo por hora de inatividade usando uma estrutura padrão (perda de produção, mão de obra, perdas de reinicialização). A FourJaw resume os componentes de custo comuns e explica por que o tempo de inatividade costuma ser o principal fator determinante do Custo Total de Propriedade (TCO).FourJaw: o custo do tempo de inatividade na manufatura).
- Converta para $/ton dividindo pela produção média (toneladas/hora).
- Converter eventos de lâmina em $/tonelada
- (Conjunto de facas + reconstrução + mão de obra de troca) ÷ toneladas entre eventos
- Além disso: (horas de inatividade por evento × tempo de inatividade $/hora) ÷ toneladas entre eventos
- Compare o aço padrão com o aço revestido como duas linhas de custo por tonelada.
- Se o revestimento duro reduzir principalmente frequência do evento (menos trocas) e melhora estabilidade (menos congestionamentos), você normalmente verá a diferença de custo por tonelada aumentar a seu favor, já que o tempo de inatividade se torna mais caro.
Para uma lista geral de itens a serem incluídos no custo por tonelada, a análise da Komatsu é uma base útil (Komatsu: como calcular o custo por unidaden).
Conclusão
- Ações principais: especificar sobreposições, qualificar o processo, verificar o controle de qualidade, planejar janelas de inspeção
Considere a aplicação de revestimento rígido como uma mudança planejada:
- Especifique a família de sobreposição e onde ela é permitida na faca.
- Qualificar o processo (entrada de calor, controle de diluição, fixação).
- Verificar o controle de qualidade com pontos de verificação mensuráveis (dureza, espessura, fissuras, planicidade).
- Planeje as janelas de inspeção para que você possa reconstruir antes do colapso da capacidade de produção e do tamanho das partículas.
- Ganhos esperados: frequentemente Menos trocas de formato e produção mais constante., o que pode reduzir custo por tonelada quando o tempo de inatividade e a mão de obra são fatores determinantes.
Em fluxos abrasivos, o revestimento duro é mais valioso quando impede a deriva geométrica e estabiliza o comportamento de corte. Na prática, o desempenho é melhor expresso em termos de economia por unidade: Se o revestimento duro reduzir as trocas de ferramentas e as paradas não planejadas, o custo de inatividade alocado por tonelada diminuirá.Os resultados relatados variam de acordo com a contaminação da ração, a gravidade do impacto, a disciplina de limpeza e a qualidade da reconstrução — portanto, considere “2 a 3 vezes a vida útil” como uma estimativa. alcance observado em serviço com abrasão, não é uma garantia. Uma maneira prática de quantificar o benefício é estimar o custo por hora de inatividade e dividi-lo pela produção para convertê-lo em $/ton (ver FourJaw: o custo do tempo de inatividade na manufatura), e então acompanhe como um número menor de eventos de lâmina altera esse número ao longo de um mês ou trimestre.
Para obter orientações relacionadas à configuração e manutenção do triturador, consulte os recursos da MAXTOR METAL em Sistemas que protegem as lâminas abrasivas da reciclagem de plástico. e o guia de solução de problemas da lâmina do triturador.
Tommy Tang é um Engenheiro de Vendas Sênior no Indústria METAL de Nanjing com 12 anos Experiência comprovada em suporte à seleção, especificação e aquisição de lâminas de corte industriais para aplicações abrasivas. Certificações: CSE, Educação Médica Continuada, Certificação Six Sigma Green Belt, PMP.