- Perché le lame resistenti per i trituratori sono importanti nei corsi d'acqua ricchi di minerali e sabbia
La graniglia minerale non "consuma il coltello" come fa la plastica pulita. Trasforma la zona di taglio in una zona di rettifica: maggiore contatto di scorrimento, più calore e arrotondamento più rapido del filo.
Una volta che il bordo si arrotonda, si osserva in genere la stessa reazione a catena: maggiore variazione di coppia, più vibrazioni, maggiore dispersione delle dimensioni delle particelle e più arresti. Ecco perché le lavorazioni abrasive spesso penalizzano la scelta di un buon acciaio di base, a meno che non si proteggano anche le superfici di lavoro.
- Risultati desiderati: tempo di attività, granulometria costante, minor numero di cambi di produzione, costo totale di proprietà (TCO) inferiore.
Se si utilizza un distruggidocumenti a singolo albero, raramente il risultato è semplicemente "la lama dura più a lungo". L'obiettivo è la stabilità a livello di sistema:
- Tempo di attività: meno cambi di produzione non pianificati e meno fermate dovute al traffico.
- Dimensione delle particelle costante: una selezione più rigorosa a valle e una qualità delle balle/fiocchi più prevedibile.
- Meno cambi: meno lavoro, meno errori di configurazione, meno ripristini di tolleranza.
- Minori costi totali di proprietà (TCO): costo inferiore per tonnellata una volta conteggiati i tempi di inattività.
- Cosa tratta questa guida: materiali, applicazione, parametri di controllo qualità, fattori scatenanti la manutenzione
Come ragionare sul costo per tonnellata metrica
Nella triturazione abrasiva, l'usura delle lame ti danneggia due volte: devi acquistare coltelli più spesso e perdi produttività durante i cambi. Un modo semplice per prendere decisioni omogenee è costo per tonnellata metrica ($/t).
Per una definizione più ampia del “costo per tonnellata” e di cosa includere, la spiegazione della metrica fornita da Komatsu è un utile punto di partenza (Komatsu: come calcolare i costi per tonnellata). Per il calcolo dei costi di inattività, è possibile stimare un costo orario di inattività e convertirlo in $/t dividendo per la produttività; FourJaw illustra le componenti comuni dei costi di inattività (FourJaw: il costo dei tempi di inattività nella produzione).
Formula di riempimento (costo per tonnellata metrica) Input - Q = produttività media (tonnellate metriche/ora) - H = ore di funzionamento nel periodo (ore) - E = eventi lama nel periodo (eventi/periodo) - D = tempo di inattività per evento lama (ore/evento) - C_dt = costo del tempo di inattività (USD/ora) - C_set = costo set coltelli + ricostruzione per evento (USD/evento) - C_labor = manodopera cambio per evento (USD/evento) - C_rm = altri costi di riparazione e manutenzione nel periodo (USD/periodo) - C_energy = costo dell'energia nel periodo (USD/periodo) Output - Tonnellate_processate = Q × H Costo per tonnellata metrica ($/t) = (C_rm + C_energy)/Tonnellate_processate + E × (C_set + C_labor)/Tonnellate_processate + E × (D × C_dt)/Tonnellate_processate Suggerimento: se non si conosce C_dt, stimarlo dal margine di contribuzione perso e dalla manodopera inattiva durante le soste, quindi dividere per la portata media per esprimerla come $/t.
Per renderlo pratico, i costi che incidono più direttamente sui cambiamenti sono:
- Costo del set di coltelli e della loro revisione
- Manodopera per il cambio formato
- Tempo di inattività per evento E eventi al mese/trimestre
Questa guida rimane pratica:
- Quando un atteggiamento duro ha senso (e quando non ne ha)
- Materiali di rivestimento comuni e come abbinarli al tuo compito
- Metodi di applicazione che funzionano realmente sulla geometria del trituratore
- Punti di controllo qualità che puoi misurare e firmare
- Interventi di manutenzione per la ricostruzione prima del crollo delle prestazioni
Quando utilizzare le lame di triturazione per rivestimenti duri
Flussi e tariffa di servizio
La rettifica è da prendere in considerazione quando il flusso è abbastanza abrasivo da far sì che "affilare + ripristinare la distanza" smetta di essere una strategia di recupero. Questo è lo scenario principale in cui lame di trituratore per rivestimento duro cambia l'economia.
I flussi tipici ad alta abrasione includono:
- Pellicola agricola sporca (contaminazione da sabbia/silice)
- Rifiuti ricchi di minerali, multe per demolizioni e rottami contaminati dal suolo
- Plastiche ad alto contenuto di riempitivo (fibra di vetro o cariche minerali)
Una regola pratica: se l'abrasione è dominante, la durata del coltello diventa meno legata all'affilatura del filo e più alla conservazione della geometria. In termini di usura, si cerca di rallentare i meccanismi descritti nel quadro di usura-guasto di ASM, dove l'usura compete con la frattura come modalità di guasto primaria nei componenti ingegnerizzati (Capitolo del manuale ASM sui guasti dovuti all'usura abrasiva.).
Schemi di guasto da monitorare
Le sollecitazioni abrasive di solito lasciano un segno. Prima di investire in rivestimenti, accertatevi che il cedimento sia dovuto all'usura e non a un singolo impatto.
Modelli comuni:
- Arrotondamento/smussatura dei bordi: il taglio si trasforma in sfregamento; la granulometria si allarga; il calore aumenta.
- Erosione e “dilavamento”: si formano bande di usura dove l'avanzamento e le superfici di contatto scorrono.
- Scheggiature e microfratture: più probabile quando i contaminanti duri creano carichi d'urto o quando la deriva di spazio aumenta gli impatti.
I fattori scatenanti operativi si manifestano precocemente:
- Inceppamenti/errati in aumento e output irregolare e disomogeneo
- Aumento del rumore/vibrazioni e picchi di coppia più elevati
- Calo della produttività che non si ripristina dopo la nitidezza
Indicatori di pareggio del TCO
Il rivestimento esterno solitamente aumenta i costi iniziali. Il punto di pareggio si raggiunge o si perde quasi sempre a causa dei tempi di inattività.
Utilizza un semplice confronto TCO:
- Set di coltelli standard: costo dei pezzi + manodopera + tempo di inattività per cambio formato × cambi formato all'anno
- Set dal volto duro: costi più elevati per ricambi/ricostruzione + manodopera + tempi di inattività × minor numero di cambi
Due rapidi segnali che indicano che sei vicino al punto di pareggio:
- I tempi di inattività dovuti al cambio di formato sono costosi. (La tua linea di produzione rappresenta un collo di bottiglia, oppure devi fare straordinari per recuperare).
- Stai perdendo diversi turni al mese ai fermi relativi ai coltelli.
Se non hai un numero, calcola il costo orario del tempo di inattività utilizzando un framework di perdita di produzione come Guida al calcolo dei costi di inattività di FourJaw, quindi integrarlo nella visione più ampia del ciclo di vita descritta in Guida di Graco al costo totale di proprietà.
Materiali e processi

Quando le persone parlano di lame di trituratore per rivestimento duro, in genere si riferiscono a un rivestimento resistente all'usura che preserva più a lungo la geometria di taglio in condizioni di abrasione.
Scelte di sovrapposizione e abbinamento
Non esiste un unico rivestimento "migliore" per le lame dei trituratori. Bisogna trovare un equilibrio tra resistenza all'abrasione e tolleranza agli urti, oltre a ciò che la geometria del pezzo può sopportare.
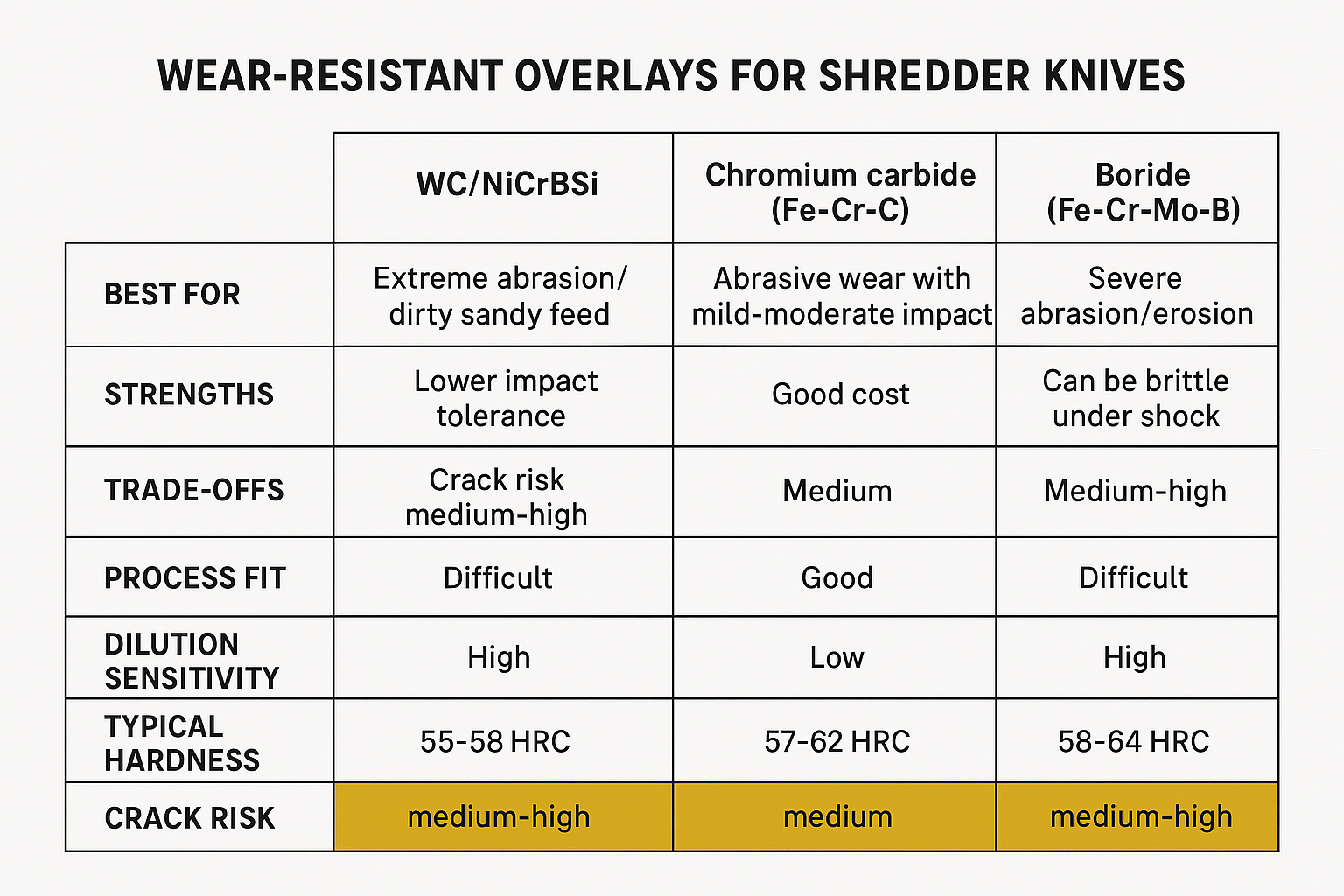
Tre famiglie comuni di sovrapposizioni:
- WC/NiCrBSi (carburo di tungsteno in una matrice a base di nichel)Spesso selezionati per l'abrasione estrema. I carburi sono molto duri, ma il sistema può essere più soggetto a cricche sotto carichi d'urto o con un controllo di processo inadeguato. Per una panoramica dei carburi utilizzati nei rivestimenti duri (inclusi i carburi di tungsteno e di cromo), vedere Panoramica di SAMaterials sui carburi utilizzati nella rivestitura dura.
- Rivestimenti in carburo di cromo (Fe–Cr–C): una scelta comune quando l'abrasione è elevata ma l'impatto non è "solo pura abrasione". La microstruttura e l'orientamento dei carburi sono importanti; la struttura sbagliata può ridurre le prestazioni di usura, come mostrato in uno studio del 2020 che confronta le proprietà degli strati di rivestimento duro ricchi di cromo.
- Rivestimento duro in boruro (varianti Fe-Cr-Mo-B)Viene spesso discusso per regimi di abrasione/erosione severi. In alcuni studi comparativi può superare le prestazioni dei rivestimenti a base di carburo, ma è sensibile al processo e può diventare fragile in caso di urti.
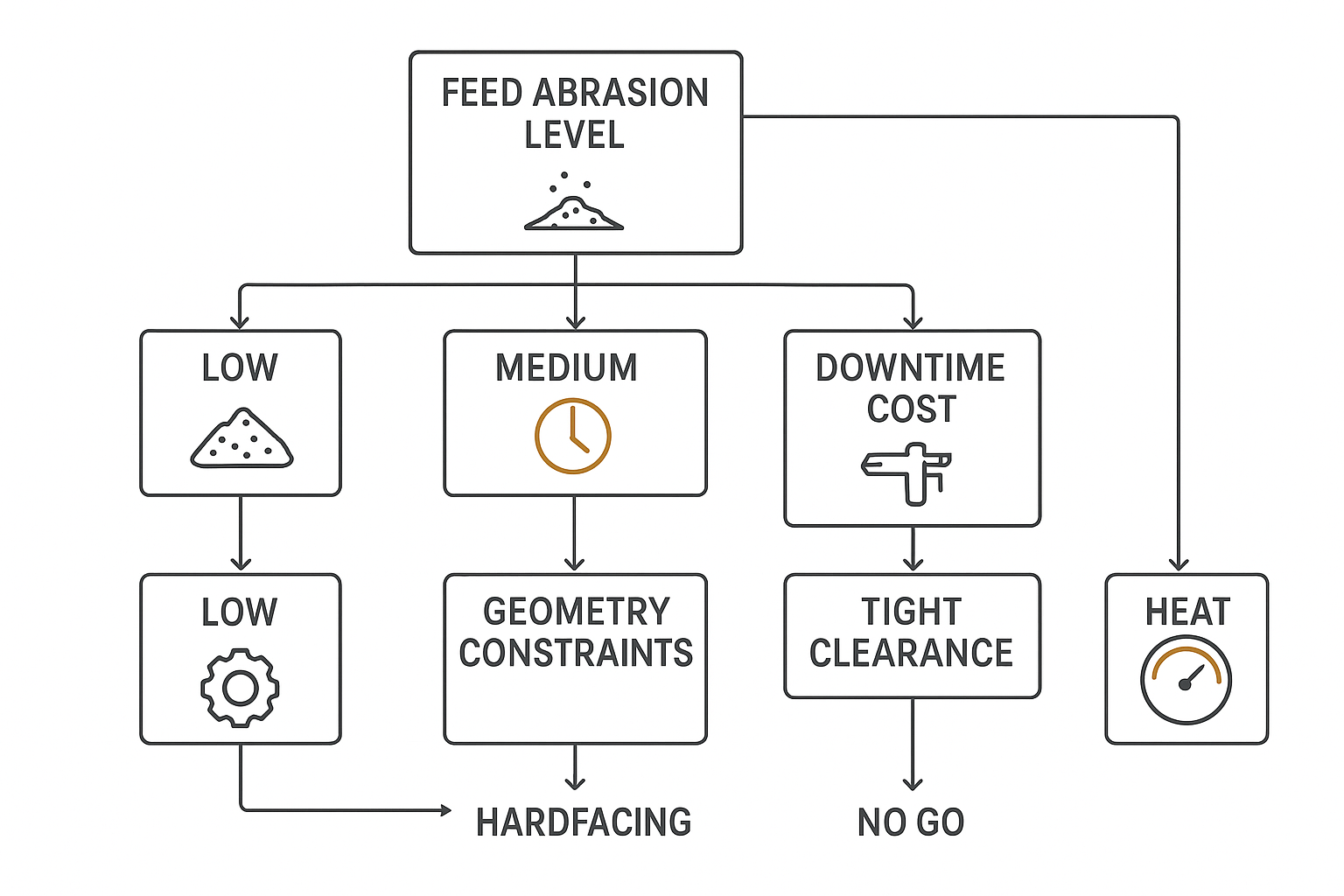
La selezione è più affidabile se si specifica chiaramente la modalità di utilizzo:
- Resistenza all'abrasione predominante e bassa resistenza agli urti → propensione verso rivestimenti più duri e maggiormente orientati alla resistenza all'abrasione.
- Abrasioni miste + impatti → preferenza per rivestimenti e processi che preservano la tenacità e riducono le fessurazioni.
Metodi di applicazione efficaci
Nel caso delle lame dei trituratori, la qualità dell'applicazione è importante quanto la scelta del materiale. La modalità di guasto che si sta prevenendo (usura) può essere sostituita da una nuova modalità di guasto (crepe, deformazione, deriva geometrica) se l'apporto di calore e la diluizione non sono controllati.
I principali itinerari che verranno discussi sono:
- Rivestimento laser: generalmente minore apporto di calore e minore diluizione; buono per controllare la distorsione e preservare le fasi dure. Confronti sperimentali come lo studio del 2023 che confronta il rivestimento laser con la saldatura PTA discutiamo di questi compromessi.
- PTA (arco trasferito al plasma): un processo di rivestimento metallurgico spesso utilizzato per depositi resistenti all'usura con un buon controllo e velocità di deposizione; può essere una scelta pratica quando sono necessari depositi più spessi rispetto al laser e si può gestire l'apporto di calore.
- Rivestimento di rinforzo FCAWSpesso economica per costruzioni e riparazioni più spesse, ma l'apporto di calore e la diluizione possono essere maggiori. Ciò aumenta il rischio di distorsione e può alterare le proprietà del rivestimento se si "incorpora" troppo metallo di base.
- spruzzatura termica HVOF (ove applicabile): riscaldamento del substrato ridotto e diluizione trascurabile, ma l'adesione differisce da quella dei rivestimenti saldati. Considerarlo come una soluzione di classe diversa rispetto ai rivestimenti saldati.
Controllo della geometria e dello spessore
La geometria delle lame del distruggidocumenti non ammette errori:
- Il profilo del bordo, la planarità e le superfici di montaggio determinano lo spazio libero e il comportamento di taglio.
- Le sovrapposizioni variano di spessore e possono costringervi a rilavorare o rettificare il pezzo.
Punti di controllo che prevengono sorprese:
- Definire Dove La sovrapposizione è consentita (fasce di usura, superfici non taglienti) e vietata (superfici di montaggio, superfici di riferimento).
- Specificare rettifica post-rivestimento Passaggi per ripristinare spessore, planarità e condizione dei bordi.
- Se il vostro distruggidocumenti opera in spazi ristretti, considerate il controllo della distorsione come un requisito fondamentale (scelta del processo, dispositivi di fissaggio, gestione del calore).
Controllo qualità, manutenzione e rischio
Punti di controllo qualità misurabili
Il rivestimento antiusura dovrebbe essere considerato un processo qualificato, non un semplice ritocco estetico. Il controllo qualità dovrebbe dimostrare due cose: la sovrapposizione è quella che hai specificato, E la lama corrisponde ancora alla geometria necessaria al tuo distruggidocumenti.
Punti di controllo misurabili:
- Tracciabilità dei materiali: certificati di acciaio di base e di materiali di consumo; ID di lotto associati a ciascun set di coltelli.
- Mappatura della durezza: punti di prova definiti su sovrapposizione e base; registrazione dei risultati tramite numero di serie.
- Verifica del posizionamento e dello spessore della sovrapposizione: verificare la copertura nelle zone di usura previste; verificare di non aver accumulato superfici di montaggio o punti di riferimento.
- Ispezione delle crepe: ispezione visiva + liquido penetrante o particelle magnetiche a seconda del materiale e del rivestimento; registrare i criteri di accettabilità delle crepe.
- Piattezza/deformazione: verificare la conformità ai requisiti di spazio libero e di idoneità.
- Verifica dei bordi e dello spazio libero: confermare il profilo e la configurazione dopo l'installazione; evitare di accettare "è compatibile".
MAXTOR METAL supporta procedure di rivestimento qualificate, certificati dei materiali e un servizio completo di importazione e logistica, in modo che gli acquirenti possano standardizzare specifiche e documentazione durante i cicli di ricostruzione.
Intervalli di ispezione e ricostruzione
I flussi abrasivi premiano i cicli di ispezione più brevi e tempestivi. Aspettare che "il trituratore non tagli" è la strada più costosa.
Utilizzare un approccio a intervalli a due livelli:
- Intervallo breve (controlli delle condizioni): ispezioni rapide per verificare la presenza di arrotondamento dei bordi, crepe, bande di usura, allentamento dei bulloni e deriva del gioco.
- Intervallo lungo (finestra di ricostruzione): periodi di inattività programmati durante i quali è possibile riaffilare, riposizionare e reimpostare la geometria senza fretta.
Mantieni i controlli misurabili. Anche le linee guida di base per la cura delle lame sottolineano l'importanza dell'ispezione e della pulizia di routine come modo per evitare danni cumulativi.Le linee guida di Zellner per la manutenzione e la cura delle lame industriali.).
Fattori pratici che indicano la necessità di programmare una ricostruzione:
- La dimensione delle particelle inizia a uscire dalla banda accettabile
- Picchi di coppia e aumento delle vibrazioni allo stesso ritmo di produzione
- I ripristini di sicurezza diventano frequenti e non stabilizzano più l'output.
- I primi segni di crepe compaiono in prossimità degli angoli sottoposti a forti sollecitazioni.
Usura e compatibilità della controparte
Una superficie del coltello più dura può trasferire l'usura alla controparte.
Prima di procedere con il rivestimento rigido, verificare la compatibilità con:
- Materiali della contro-lama e qualsiasi piastra di usura nella camera di taglio
- Allineamento rotore/statore e come la macchina gestisce la deriva del gioco
- Il tuo metodo di affilatura/riaffilatura (alcuni rivestimenti non si riaffilano come gli acciai per utensili standard)
Se il rivestimento è troppo fragile per resistere agli urti, si rischia di sostituire l'usura con la formazione di crepe. Ecco perché le applicazioni miste (abrasione + impatto) spesso richiedono un rivestimento più bilanciato e un controllo qualità più rigoroso delle crepe, piuttosto che il deposito più duro possibile.
Per un profilo di utilizzo completo, è utile considerare il set di coltelli come un sistema: acciaio di base, rivestimento, controparti e disciplina di impostazione. È anche lì che lame di trituratore per rivestimento duro offre il ritorno sull'investimento (ROI) più prevedibile.
Esempi di scenari (a scopo illustrativo)
Quando non è possibile condividere i dati interni relativi al caso, si può comunque elaborare una stima trasparente e pronta per prendere una decisione.
- Traduci i tempi di inattività in $/tonnellata
- Stima il costo orario dei tempi di inattività utilizzando un quadro standard (perdita di produzione, manodopera, perdite di riavvio). FourJaw riassume le componenti di costo comuni e spiega perché i tempi di inattività sono spesso il vero fattore determinante del TCO (FourJaw: il costo dei tempi di inattività nella produzione).
- Convertilo in $/ton dividendo per la produttività media (tonnellate/ora).
- Convertire gli eventi delle pale in $/tonnellata
- (Impianto di coltelli + ricostruzione + manodopera per il cambio formato) ÷ tonnellate tra gli eventi
- Inoltre: (ore di inattività per evento × tempo di inattività $/ora) ÷ tonnellate tra gli eventi
- Confronta le linee standard e quelle con rivestimento duro in base al costo per tonnellata
- Se la rivestitura dura riduce principalmente frequenza dell'evento (meno cambi di produzione) e migliora stabilità (meno inceppamenti), in genere vedrai che il divario di costo per tonnellata si allarga a tuo favore man mano che i tempi di inattività diventano più costosi.
Per un elenco generale di cosa includere nel costo per tonnellata, la ripartizione di Komatsu è una base utile (Komatsu: come calcolare il costo per ton).
Conclusione
- Azioni chiave: specificare le sovrapposizioni, qualificare il processo, verificare il controllo qualità, pianificare le finestre di ispezione
Considerate il restyling come un cambiamento pianificato:
- Specificare la famiglia di sovrapposizione e dove è consentita sulla lama
- Qualificare il processo (apporto di calore, controllo della diluizione, dispositivi di fissaggio)
- Verificare il controllo qualità con punti di controllo misurabili (durezza, spessore, crepe, planarità).
- Pianifica le finestre di ispezione in modo da poter ricostruire prima che la produttività e la granulometria crollino
- Guadagni attesi: spesso meno cambi di produzione e una produttività più costante, che può ridurre costo per tonnellata quando i tempi di inattività e la manodopera sono fattori determinanti
Nei flussi abrasivi, il rivestimento antiusura è più utile quando previene la deriva geometrica e stabilizza il comportamento di taglio. In pratica, le prestazioni si esprimono al meglio in termini di costi unitari: se la rivestitura riduce i cambi di formato e gli arresti non pianificati, il costo di fermo che si assegna per tonnellata diminuisce. I risultati riportati variano in base alla contaminazione del mangime, alla gravità dell'impatto, alla disciplina di sgombero e alla qualità della ricostruzione, quindi tratta "2-3 volte la vita" come un gamma osservata nel lavoro guidato dall'abrasione, non è una garanzia. Un modo pratico per quantificare il beneficio è stimare un costo orario di inattività e dividerlo per la produttività per convertirlo in $/ton (vedi FourJaw: il costo dei tempi di inattività nella produzione), quindi monitora come un minor numero di eventi della lama modifica tale numero nell'arco di un mese o di un trimestre.
Per le relative linee guida su configurazione e manutenzione del distruggidocumenti, consultare le risorse di MAXTOR METAL su configurazioni che proteggono le lame abrasive per il riciclaggio della plastica e il Guida alla risoluzione dei problemi delle lame del distruggidocumenti.
Tommy Tang è un Ingegnere commerciale senior A Nanjing METAL Industrial con 12 anni Esperienza comprovata nel supporto alla selezione, alla specifica e all'approvvigionamento di lame da taglio industriali per applicazioni abrasive. Certificazioni: CSE, Formazione continua in medicina (CME), Certificazione Six Sigma Green Belt, PMP.