
El masterbatch con alto contenido de relleno (fibra de vidrio, CaCO3, talco, TiO2) es muy agresivo para las cortadoras rotativas. Las partículas duras desgastan el borde, aceleran el redondeo y el microdesprendimiento de partículas, y magnifican cualquier error de separación, desviación o paralelismo. El resultado es un aumento de finos, residuos y una geometría inestable de los gránulos que reduce el rendimiento y la productividad en las etapas posteriores del proceso.
Esta guía se centra en prolongar la vida útil, reducir las impurezas y estabilizar la forma de los pellets a lo largo de toda la cadena de producción: materiales, recubrimientos, geometría y acabado de los bordes, tolerancias de configuración, metrología, periodos de mantenimiento y un modelo sencillo de retorno de la inversión. Utilizamos unidades del Sistema Internacional (SI) y presentamos rangos prácticos que deben validarse con el manual del fabricante de su peletizadora.
Conclusiones clave
- Priorice el tiempo de actividad: una pila de tolerancias disciplinada (holgura, desfase, paralelismo) normalmente aumenta el tiempo medio entre remoliendas/cambios (MTBR) en ≥40% mientras mantiene los finos ≤0,5% una vez estabilizado.
- Para trabajos abrasivos, los aceros para herramientas PM con una dureza HRC de aproximadamente 60-64 o las plaquitas de carburo con un afilado controlado superan al D2/M2 en resistencia al desgaste, a la vez que protegen contra el microdesprendimiento de fragmentos.
- Prefiera recubrimientos PVD delgados y resistentes (TiAlN/TiN) o DLC cuando se necesite baja fricción; combine recubrimientos con un pulido de borde de 5 a 25 µm y un acabado superficial Ra <0,2 µm.
- Para líneas de alto llenado, comience con una holgura de 0,05 a 0,15 mm; mantenga la excentricidad del rotor entre 0,01 y 0,02 mm y el paralelismo entre la cuchilla y la bancada entre 0,02 y 0,05 mm; verifique con indicadores de clase de 0,002 mm.
- Para garantizar un coste por tonelada predecible, es imprescindible contar con documentación verificable: los informes sobre materiales, tratamiento térmico, dureza y tolerancia, así como un registro de reprocesamiento.
Modos de fallo en aplicaciones con alto contenido de relleno

Mecanismos de desgaste abrasivo
Los rellenos abrasivos se incrustan y se deslizan en la interfaz herramienta-polímero, erosionando el filo primario y ensanchando la zona de contacto. A medida que aumenta el radio del filo, la cizalladura se transforma en aplastamiento, lo que eleva las fuerzas de corte y la producción de finos. Los aceros PM con carburos de vanadio densos resisten este redondeo mucho mejor que el D2; los datos de la clase CPM de Crucible documentan una resistencia a la abrasión notablemente superior a la del D2 en las pruebas ASTM, con rangos de dureza típicos de 60 a 65 HRC para estos grados PM (véase Datos técnicos del Crucible CPM 10V).
Microchips y factores de impacto
La desalineación, los picos de desviación o los cúmulos de partículas duras provocan impactos intermitentes que inician microfracturas a lo largo del filo. Los filos excesivamente afilados y sin afilar son los más vulnerables. Un microafilado deliberado (5–25 µm) sostiene la cuña de corte y suprime el microdesprendimiento con una mínima pérdida de filo; este rango se alinea con las mejores prácticas de herramientas de corte explicadas por Guía de Sandvik Coromant para la preparación de cantos.
Efectos térmicos y de corrosión
El secado insuficiente de la fibra y la recirculación de finos promueven el emborronamiento y los picos térmicos que ablandan los bordes y ensucian el terreno. La literatura del fabricante de equipos originales (OEM) para peletizadoras de fibra vincula repetidamente la humedad residual y la abrasión con el desgaste prematuro y la generación de polvo; por ejemplo, los folletos de peletizadoras de fibra de MAAG destacan el secado/manejo como clave para la calidad del corte (ver Folleto de la serie MAAG PRIMO, 2024, orientación cualitativa).
Opciones de materiales y dureza
Aceros para herramientas D2/M2
El acero D2 convencional (con alto contenido de carbono y cromo) sigue siendo común en polímeros en general, pero presenta dificultades ante la abrasión con alto contenido de relleno. Su templabilidad típica alcanza entre 58 y 62 HRC. El acero M2 ofrece ventajas en cuanto a dureza en caliente, pero aún se queda atrás de los aceros PM en cuanto a resistencia al desgaste abrasivo.
Aceros PM para cargas abrasivas
Los grados de metalurgia de polvos como el CPM 10V aumentan el volumen de carburo de vanadio, proporcionando una resistencia al desgaste notablemente mayor a HRC ~60–64 mientras conservan una tenacidad útil. Para el masterbatch abrasivo, el CPM 10V es un punto de partida pragmático (Crisol CPM 10V).
Combinación de carburo y cuchilla de bancada
Las plaquitas de carburo de tungsteno (WC–Co) brillan bajo abrasión extrema. Los grados equivalentes a K20–K30 suelen tener una dureza HRA de alrededor de 90–92 con 6–10% Co, muy adecuados para cortar polímeros rellenos; consulte las descripciones generales de los proveedores, como Grados de carburo Tiger de Hyperion (2023). Combine rotores muy duros (PM/carabina) con cuchillas de bancada en un rango HRC ligeramente inferior (≈58–62) para evitar la transferencia de daños por fragilidad. Esto se considera una práctica habitual del sector que deberá ser validada por el fabricante de equipos originales (OEM).
Recubrimientos y soporte de bordes: mejora de la durabilidad de las fresas rotativas en masterbatches con alto contenido de relleno.

Ventajas e inconvenientes de TiN/TiAlN
Las capas PVD delgadas y resistentes prolongan la vida útil sin desgastar excesivamente el filo. El TiN (≈1–5 µm; ~2300 HV; COF moderado) es versátil; el TiAlN (≈2–6 µm; generalmente más duro con mayor dureza en caliente) a menudo dura más que el TiN en procesos propensos al calor. Para ver las especificaciones de recubrimiento representativas publicadas públicamente, consulte Nitruro de titanio (PVD) con unión iónica y TiAlN con enlaces iónicos (PVD) (Los rangos de espesor típicos y las notas de aplicación varían según la ruta de deposición y la geometría de la herramienta).
DLC para baja fricción
El carbono tipo diamante (a-C:H) reduce drásticamente la fricción (COF ~0,05–0,2 a ≈1–3 µm) y puede reducir las partículas finas donde los polímeros tienden a mancharse o adherirse. PP/PE + CaCO₃ En las líneas, el DLC es más útil cuando la recogida/manchado es un problema repetible y las temperaturas de corte están controladas; cuando el calor es elevado (secado deficiente, gran cantidad de finos recirculantes o contacto agresivo), los nitruros como el TiAlN suelen ser la opción predeterminada más segura. Ver DLC de unión iónica (PACVD) y Oerlikon Balzers BALINIT C (DLC).
Preparación de bordes y acabado de superficie
El corte de polímeros se beneficia de un filo afilado pero bien apoyado. Comience con un radio de micro-afilado de 5 a 25 µm, un ancho de apoyo de 0,05 a 0,15 mm y termine la superficie de corte con Ra <0,2 µm. Para PP/PE con CaCO₃Una piedra de afilar ligeramente más grande dentro de este rango puede reducir el microdesprendimiento cuando la falta de material o los aglomerados de relleno generan impactos intermitentes, mientras que una piedra de afilar demasiado grande puede aumentar la fuerza de corte y la producción de finos. Por lo tanto, ajuste gradualmente y confirme con datos de finos y geometría de los gránulos. Estos valores provienen de la práctica con herramientas de corte y la experiencia en el campo del corte de polímeros; verifique con respecto a los objetivos de su proceso.
Configuración y tolerancias
Lograr la tolerancia adecuada es fundamental para la durabilidad de la cortadora rotativa en masterbatches de alta concentración de relleno. A continuación, se muestran rangos de tolerancia iniciales basados en la práctica que deben validarse según el modelo del fabricante y el tamaño de la cámara. Estas son también frases prácticas que conviene estandarizar en sus procedimientos operativos estándar (POE) si desea lograr una alineación de las tolerancias de extrusión de la peletizadora en todas las plantas.
Mapa de solución de problemas rápidos (síntoma → causa probable → qué revisar)
| Síntoma en las líneas PP/PE + CaCO₃ | Causa probable | Qué comprobar primero |
|---|---|---|
| Las multas aumentan constantemente a lo largo de los días. | Redondeo de bordes + deriva de holgura | Ajuste de holgura, uniformidad de la marca testigo, método de muestreo de finos |
| Las multas aumentan repentinamente tras un cambio. | Virutas/rebabas debajo de los asientos; distorsión de la abrazadera | Limpieza del asiento, repetibilidad del par de apriete, desviación (TIR) |
| Patrón periódico de “cola” (cíclico) | Montaje excéntrico o con descentramiento | Desviación en el diámetro de montaje, daños en el buje/asiento, configuración del indicador |
| Longitud desigual de los gránulos a lo largo de las hebras | Error de paralelismo de cuchillo a cama | Paralelismo extremo a extremo y en el punto medio bajo torsión |
| Untar/recoger en el borde/terreno | Humedad/secado deficiente; picos de calor | Rendimiento del secado de la hebra, recirculación de finos, refrigeración y limpieza. |
| Microchips en el borde | Impacto derivado de desalineaciones o aglomeraciones | Tamaño de afilado, picos de salida, espacio libre demasiado ajustado para la verdad actual |
Autorizaciones y método de contacto
Comience con una separación entre la cuchilla y la base en el rango de 0,05 a 0,15 mm para compuestos abrasivos. Para PP/PE con CaCO₃ (común en masterbatch con alto contenido de relleno), el extremo inferior de esta ventana a menudo ayuda a mantener un corte limpio a medida que el borde se redondea, pero solo si el descentramiento/paralelismo se controlan estrictamente y los asientos de las cuchillas están impecables. Las holguras más ajustadas mantienen un corte limpio a medida que los bordes se desgastan, pero requieren una alta precisión del rotor y una planitud de la base. Evite el contacto de fricción fuerte como condición normal; busque un desbaste ligero y uniforme que produzca una señal brillante y consistente a lo largo de la longitud durante la configuración, luego retroceda hasta la holgura objetivo.
Ejemplo neutro y especificado (MAXTOR METAL): Al especificar cortadores y cuchillas de bancada trazables para líneas de alto aporte, los ingenieros suelen solicitar rotores de acero para herramientas de metalurgia de polvos e insertos de carburo opcionales, suministrados con documentación dimensional y de tratamiento térmico completa. Como ejemplo, Cuchillas rotativas y de bancada de carburo/PM MAXTOR METAL Se puede solicitar un peletizador de filamentos con los siguientes parámetros verificables:
- Cuchilla de rotor PM: grado clase CPM (por ejemplo, equivalente a CPM 10V), dureza HRC 60–63; radio de micro-afilado 0,005–0,02 mm; superficie de corte Ra <0,2 µm.
- Cuchilla de bancada: acero para herramientas con una dureza HRC de 58–62 (o inserto de WC–Co según la aplicación), planitud/paralelismo ≤0,02–0,05 mm.
- Objetivos de configuración (a validar según el fabricante): holgura 0,05–0,15 mm; desviación del rotor (TIR) ≤0,01–0,02 mm; paralelismo entre la cuchilla y la bancada ≤0,02–0,05 mm.
- Paquete de documentación: certificado de material, informe de tratamiento térmico, análisis de dureza, informe de tolerancia dimensional y código de trazabilidad del lote que coincide con el número de serie de cada cuchilla.
Este ejemplo se proporciona únicamente como contexto de especificación; siempre verifique con el manual de la máquina y los objetivos de calidad de la planta. Para obtener una descripción más detallada del hardware de corte de filamentos y las prácticas de inspección, consulte Guía de cuchillas para peletizadora de masterbatch de MAXTOR METAL.
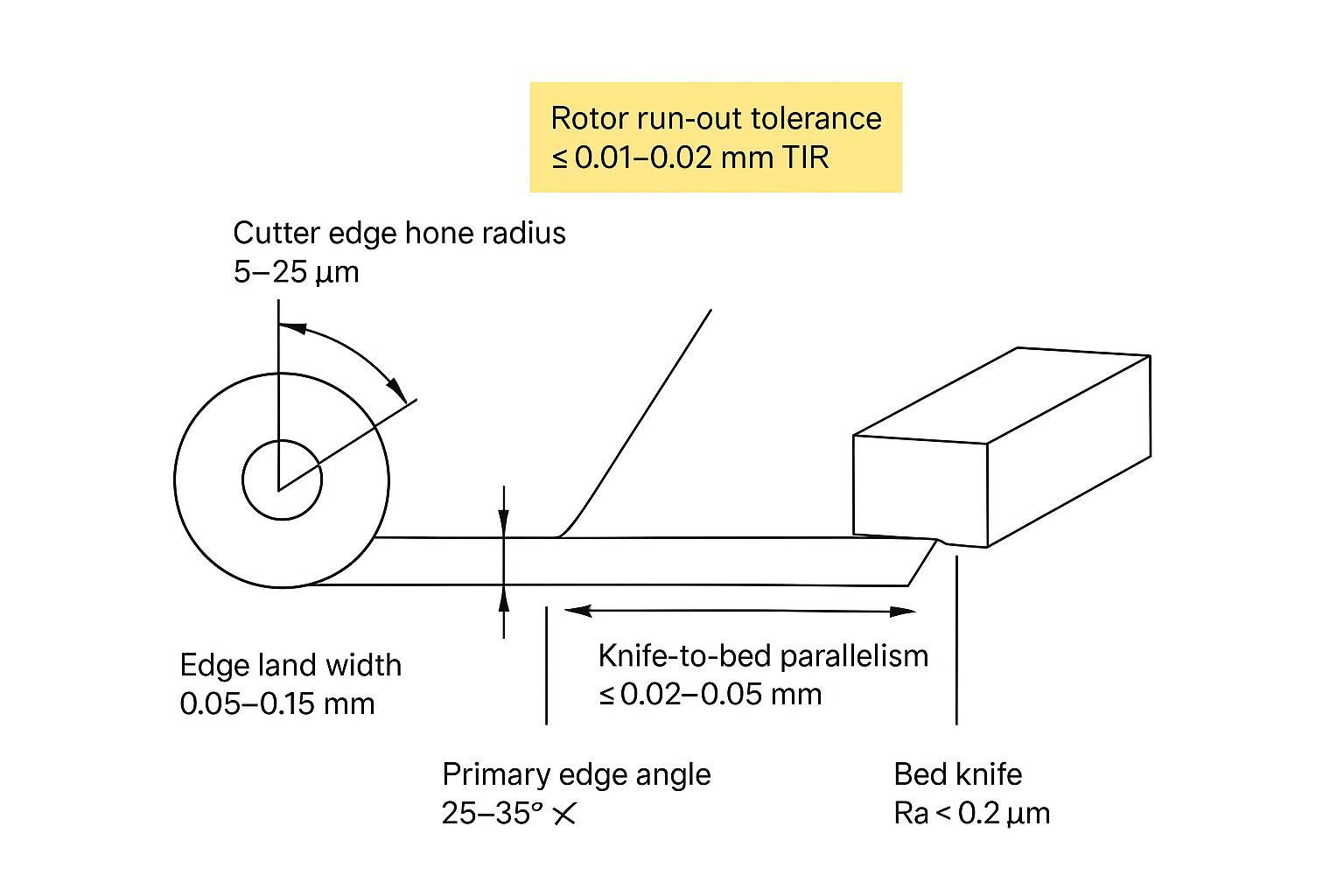
Geometría, recorrido, paralelismo
- Desviación del rotor: mantenga una desviación total interna (TIR) de ≤0,01–0,02 mm en el diámetro de montaje. Corrija cualquier acumulación de material debido a rebabas en el buje, virutas en los asientos o abrazaderas deformadas.
- Paralelismo de la cuchilla: ≤0,02–0,05 mm a lo largo de la longitud de trabajo; verificar en ambos extremos y en el punto medio bajo el par de apriete.
- Ángulos de los bordes: Un ángulo de borde primario de 25 a 35° es común para las hebras de polímero; los ángulos más pronunciados aumentan la resistencia contra el microdesprendimiento, pero pueden incrementar la fuerza de corte.
Metrología recomendada (ejemplo de especificaciones)
| Instrumento | Objetivo | Resolución/precisión (SI) |
|---|---|---|
| Indicador de prueba (por ejemplo, Starrett 711 o Mahr MarTest) | Comprobaciones de paralelismo/extensión | Graduación de 0,002 mm |
| Sonda de rugosidad superficial | Verificar Ra en la cara de corte/tierra | Resolución ≤0,05 µm |
| Llave dinamométrica (±3%) | Carga de sujeción repetible en los asientos de las cuchillas | ±3% de par de ajuste |
Si necesita ejemplos de especificaciones de indicadores, una página representativa es Indicador de prueba 711MFSZ de Starrett.
Refrigeración y limpieza
Las hebras secas y limpias reducen el emborronamiento y los picos de calor en el corte. Mantenga un rendimiento eficiente de la deshidratación/cuchilla de aire y mantenga los asientos de las cuchillas impecables. Los folletos del fabricante enfatizan el secado y la manipulación como palancas para finos y vida útil de las herramientas en las peletizadoras de hebras; consulte la guía cualitativa en Literatura M-ASG de MAAG.
Mantenimiento, vida útil y retorno de la inversión.

Ventanas de repintado
Definir desencadenantes objetivos para evitar el desgaste prematuro o con bordes astillados que aumentan la cantidad de partículas finas y aceleran el desgaste en otras partes:
- Retroceso en la zona de desgaste/borde que alcanza aproximadamente 0,2–0,5 mm.
- Acumulación sostenida de finos superior a 0,5% en peso durante un lote de producción definido.
- Desviación de la alineación fuera de los objetivos de recorrido/paralelismo.
Registra la cantidad de material que se elimina en cada rectificado para gestionar la vida útil restante y conserva siempre la geometría (ángulo del filo, ancho de la superficie de contacto, radio de afilado, valor objetivo de Ra) al volver a rectificar.
Trazabilidad y documentación
Se requiere un paquete que vincule cada hoja con su registro de fabricación: certificado de material, informe de tratamiento térmico, escaneo de dureza, lote de recubrimiento (si lo hubiera), informe de tolerancia dimensional y código de seguimiento de lote/serie.
Modelo de coste por tonelada
Aquí tienes una forma conservadora y reproducible de cuantificar las mejoras mientras buscas una mayor durabilidad de los cortadores rotativos en masterbatches con alto contenido de relleno.
Entradas (ejemplo):
- Cuchillas de referencia: D2 a HRC 60; coste: 220 € cada una; vida útil: 3000 kg entre reafilados; 3 reafilados; coste del tiempo de inactividad por cambio: 600 € por evento; finos: 1,0%.
- Actualización: acero PM con HRC 61 y TiAlN; coste: 360 €; multiplicador de vida útil esperado 1,5–2,5× (Utilice una banda conservadora y valide con sus propios datos A/B; los grados PM como los aceros de clase CPM muestran una resistencia a la abrasión materialmente mayor que el D2 en las tablas de desgaste del proveedor); 4 reprocesamientos; tiempo de inactividad sin cambios por evento; finos: 0,5%.
Resultado calculado (por campaña de 30.000 kg):
- Gasto base en cuchillas + reafilados: supongamos 10 ciclos → ≈€2200 cuchillas + €X reafilados; tiempo de inactividad 10×€600 = €6000; pérdida de rendimiento por finos = 1,0% de valor del material (inserte su €/kg).
- Actualización de PM: ≈4,5 ciclos → ≈€1.620 cuchillas + €X reafilados; tiempo de inactividad 4,5×€600 = €2.700; la pérdida de rendimiento se reduce a la mitad a 0,5%.
Incluso antes de valorar la reducción de multas, el aumento del MTBR (aproximadamente ≥40% en la mayoría de las líneas estabilizadas) reduce considerablemente el tiempo de inactividad; incluya rangos de sensibilidad para el multiplicador de vida útil (±20%) y las multas (±0,2 pp) para establecer expectativas realistas. Sustituya € por su base de costes local; la estructura se mantiene.
Lista de verificación y registro de ensayos A/B (mínimo viable)
- Corre al menos Intervalos de cambio/remolienda de 2 a 3 veces por opción de cuchilla (básica frente a mejorada) en la misma línea, con geometría y método de configuración idénticos.
- Registro por intervalo: material (polímero + tipo/carga de relleno), rendimiento, recuento de hebras, notas de enfriamiento/secado, ajuste de la separación entre la cuchilla y la bancada, desviación medida (TIR), paralelismo entre la cuchilla y la bancada, afilado del borde (µm), Ra de la superficie de corte (si está disponible), finos % (por peso) con método de muestreo, notas sobre la geometría del pellet, minutos de tiempo de inactividad por cambio y eliminación acumulada de material remolienda.
- Evaluar: MTBR (horas o toneladas), tendencia de finos % y costo por tonelada utilizando la misma base de tiempo de inactividad y valor del material.
Conclusión
- Parámetros de adquisición a especificar y verificar: grado de acero o carburo; banda de dureza final; geometría del filo (ángulo, radio de bruñido, ancho de la zona de apoyo); Ra de la superficie de corte; tipo y espesor del recubrimiento; holgura objetivo entre la cuchilla y la bancada; límites de excentricidad del rotor y paralelismo de la cuchilla; paquete de inspección entregado (material, tratamiento térmico, escaneo de dureza, informe dimensional, lote/número de serie).
- Medidas prácticas para estabilizar la calidad del corte y el tiempo de actividad: mantener la holgura entre 0,05 y 0,15 mm, la desviación ≤0,01–0,02 mm y el paralelismo ≤0,02–0,05 mm; utilizar una bruñidora de 5–25 µm y un Ra <0,2 µm; secar bien los hilos; mantener los asientos impecables; verificar con indicadores de clase de 0,002 mm y una rutina de par.
- Plan de prueba para validar las ganancias en vida útil y costo por tonelada: ejecute lotes A/B emparejados durante múltiples ciclos de reafilado utilizando su cuchilla actual frente a una actualización de metalurgia de polvos o carburo con geometría idéntica; registre el MTBR, las partículas finas %, la tolerancia de la forma del pellet y el tiempo de inactividad; apunte a una mejora del MTBR de ≥40% manteniendo las partículas finas ≤0,5%.
Autor
Tommy Tang es ingeniero de ventas sénior en Nanjing METAL Industrial y cuenta con 12 años de experiencia en el soporte de aplicaciones de peletización de polímeros y cuchillas industriales. Certificaciones: CSE, CME, Six Sigma Green Belt, PMP.
Notas y divulgaciones sobre los datos
- Los rangos numéricos de esta guía (por ejemplo, holgura, desviación, paralelismo, radio de bruñido y objetivos de acabado superficial) se presentan como valores iniciales prácticos basados en las hojas de datos del fabricante y la práctica habitual en el sector. Siempre valide y priorice las tolerancias y el procedimiento de ajuste que se indican en el manual del fabricante de su peletizadora.
- La sección MAXTOR METAL se incluye como un ejemplo neutral, basado en especificaciones, para ilustrar cómo puede ser un paquete de adquisición/inspección trazable; no constituye una garantía de rendimiento.
- Los multiplicadores de vida útil y los resultados del retorno de la inversión dependen en gran medida de la familia del polímero, el tipo/cantidad de relleno, el tamaño de la cámara, el número de filamentos, la velocidad de la línea, la eficacia del enfriamiento/secado y la repetibilidad de la configuración. Confirme esto realizando una prueba A/B controlada durante varios ciclos de cambio o remolienda.
Referencias (seleccionadas)
- Industrias Crucible — Hoja de datos del CPM 10V (Contexto del rango de dureza y la resistencia al desgaste del acero para herramientas de metalurgia de polvos)
- Industrias Crucible — Hoja de datos D2 (Ventana de dureza de referencia del acero para herramientas)
- Sandvik Coromant — Guía para la preparación de bordes (compromisos en cuanto al tamaño de la navaja)
- Enlace iónico — Descripción general del TiN (PVD) y Descripción general del TiAlN (PVD) (Notas sobre el grosor y la aplicación típicos)
- Enlace iónico — Descripción general del DLC (PACVD) (Notas sobre el recubrimiento de baja fricción)
- Oerlikon Balzers — BALINIT C (DLC) (Descripción general de la familia de recubrimientos DLC)
- MAAG — Folleto de la serie PRIMO y Literatura M-ASG (Guía cualitativa de secado/manipulación)
- Starrett — Indicador de prueba 711MFSZ (Ejemplo de indicador de clase 0,002 mm para comprobaciones de excentricidad/paralelismo)