
A menudo te enfrentas a problemas inesperados con Cuchillas de Cizalla para Metal en maquinaria industrial. Asociándonos con Nanjing Metal Garantiza una rápida resolución de problemas para mantener la línea de producción en marcha y reducir los costosos tiempos de inactividad. Un estudio de McKinsey demuestra que las empresas que utilizan el mantenimiento predictivo pueden reducir el tiempo de inactividad hasta en un 50% y reducir los costos de mantenimiento en un 30%Problemas como rebabas, deformaciones y astillas interrumpen el corte de chapa metálica, pero con un cuchilla personalizada De Nanjing Metal, cada cuchilla soporta millones de ciclos y resiste vibraciones, tensiones superficiales y grietas. Para más información o para... póngase en contacto con Nanjing Metal, contáctenos hoy para mantener sus cuchillas funcionando al máximo rendimiento.
Puntos clave
- Mantenga las hojas de tijeras de metal afiladas, limpias y bien alineadas para evitar problemas comunes como rebabas, deformaciones, astillas y pérdida de brillo.
- Inspeccione periódicamente las cuchillas antes de cada turno y realice un mantenimiento semanal y mensual para detectar problemas de forma temprana y mantener la calidad del corte.
- Utilice el material de cuchilla adecuado y ajuste la holgura apropiada para reducir el desgaste, evitar defectos y prolongar la vida útil de la cuchilla.
- Reemplace las cuchillas rápidamente cuando vea signos de desgaste, como astillas, grietas, bordes desafilados o mayor fuerza de corte, para evitar tiempos de inactividad y daños.
- Considere hojas personalizadas para obtener una mejor velocidad de corte, una vida útil más prolongada y menores costos de mantenimiento adaptados a sus necesidades de producción específicas.
Problemas comunes
Rebabas
Es posible que observe rebabas en el borde del metal cortado. Las rebabas son pequeñas proyecciones ásperas que se forman cuando disminuye la calidad del filo. La formación de rebabas es uno de los defectos más comunes en el corte de metales. Estas rebabas pueden reducir la calidad del producto final y dificultar el procesamiento posterior. Las rebabas suelen indicar problemas con el afilado o la alineación de la cuchilla. Si observa rebabas, compruebe si la cuchilla está desgastada o si la holgura es inadecuada. La formación de rebabas también afecta la precisión dimensional y, si no se soluciona, puede provocar más defectos.
Pandeo
La deformación se produce cuando el metal se dobla o se tuerce después de un corte. Esta distorsión del material puede afectar la precisión de las piezas. La deformación es un defecto común que resulta de una fuerza desigual durante el corte o del desgaste de las cuchillas. Es posible que el metal se doble o se tuerza, lo que reduce la calidad general del trabajo. La deformación también dificulta mantener la precisión dimensional y puede causar problemas en etapas posteriores.
Astillado
El astillado se produce cuando pequeños fragmentos se desprenden de la hoja o del metal durante un corte. Este defecto puede dañar tanto la hoja como la pieza de trabajo. El astillado suele deberse al uso de un material de hoja inadecuado o al cortar metales muy duros. Es posible que se observen astillas a lo largo del filo de corte, lo que reduce su calidad y precisión. El astillado también aumenta la formación de rebabas y puede provocar más defectos.
Lo aburrido
El desafilado se produce cuando la hoja pierde su filo. Una hoja desafilada no puede realizar un corte limpio, lo que reduce la calidad del filo. El desafilado produce más rebabas y una precisión dimensional deficiente. Puede notar una mayor fuerza de corte y mayor distorsión del material. Las hojas desafiladas también causan más defectos y reducen la calidad general de sus productos.
Errores dimensionales
Los errores dimensionales ocurren cuando la pieza cortada no coincide con el tamaño requerido. Estos errores afectan la precisión y la calidad de su trabajo. Suelen deberse al desgaste de la cuchilla, la desalineación o la distorsión del material. Es posible que vea piezas demasiado largas, demasiado cortas o irregulares. Estos errores pueden generar más defectos y reducir el valor de sus productos terminados.
Cortes desiguales
Los cortes desiguales significan que la superficie de corte no es recta ni lisa. Este problema afecta tanto la calidad como la precisión de las piezas. Los cortes desiguales suelen deberse a una desalineación de la cuchilla, falta de filo o distorsión del material. Es posible que se observen bordes dentados o cortes inclinados, lo que aumenta la formación de rebabas y otros defectos. Los cortes desiguales dificultan la obtención de una buena calidad del filo de corte y la precisión dimensional.
Solución de Problemas
Identificación de problemas
Rebabas
Puede detectar rebabas buscando bordes ásperos y elevados a lo largo de la línea de corte. Estas pequeñas protuberancias suelen aparecer después del corte e indican una disminución en la calidad del filo. Durante las inspecciones, compruebe si hay rebabas en ambos lados del corte. Use los dedos para palpar si hay filo o irregularidades. Sistemas de inspección automatizados, como la visión artificial, puede ayudarle a detectar rebabas en tiempo real. Las comprobaciones periódicas durante la configuración y la producción le ayudan a detectar la formación de rebabas a tiempo.
Pandeo
La deformación se identifica cuando el metal se dobla o se tuerce después de un corte. Sostenga la pieza en alto y observe si presenta curvas o torsiones a lo largo de su longitud. Coloque la pieza cortada sobre una superficie plana para comprobar si se balancea o no queda plana. La deformación afecta la precisión dimensional y puede afectar la calidad del producto final. Los técnicos suelen utilizar reglas o calibradores para medir la distorsión.
Astillado
El astillado se manifiesta como pequeñas piezas faltantes a lo largo de la hoja o el filo. Es posible que observe pequeñas muescas o grietas en la hoja. Inspeccione la hoja con buena iluminación y utilice una lupa si es necesario. El astillado reduce la calidad del filo y puede causar más defectos en el proceso de corte. Esté atento a las astillas durante la configuración y las revisiones de rutina.
Lo aburrido
Se nota falta de filo cuando el filo de la hoja se ve redondeado o desgastado. Una hoja sin filo no puede realizar un corte limpio, por lo que podría observar más rebabas y bordes ásperos. También podría sentir mayor resistencia durante el corte. Compare la hoja con una nueva para comprobar si ha perdido filo. El filo suele provocar una precisión dimensional deficiente y una menor calidad del producto.
Errores dimensionales
Los errores dimensionales aparecen cuando la pieza cortada no cumple con el tamaño requerido. Utilice calibradores o micrómetros para medir la longitud, el ancho y el grosor de la pieza cortada. Compare estas medidas con sus especificaciones. Incluso los pequeños errores pueden afectar la precisión y la calidad de su trabajo. El muestreo regular y las comprobaciones estadísticas le ayudan a detectar estos defectos a tiempo.
Cortes desiguales
Puede identificar cortes irregulares buscando bordes dentados o inclinados. La superficie de corte puede no ser recta ni lisa. Pase el dedo por el borde para detectar protuberancias o depresiones. Los cortes irregulares reducen la calidad del filo de corte y dificultan mantener la precisión dimensional. Los sensores automatizados y las comprobaciones visuales le ayudan a detectar este problema durante la producción.
Causas
Rebabas
Las rebabas suelen formarse cuando la cuchilla se desafila o está desalineada. Una holgura incorrecta de la cuchilla también puede provocar la formación de rebabas. Si utiliza un material de cuchilla inadecuado o configura la máquina incorrectamente, podría observar más rebabas. Una fuerza de corte elevada y las matrices desgastadas aumentan el riesgo de rebabas. Los cambios en el espesor o la dureza del material también pueden provocar más rebabas durante el proceso de corte.
Pandeo
La deformación suele ocurrir cuando la fuerza de corte es desigual. Las cuchillas desgastadas o dañadas pueden hacer que el metal se doble o se tuerza. Los ajustes incorrectos de la máquina, como una presión de sujeción inadecuada, también provocan deformaciones. Si el material es demasiado delgado o blando, puede deformarse con mayor facilidad. Los cortes a alta velocidad y un soporte deficiente durante el proceso de corte aumentan el riesgo.
Astillado
El astillado se produce cuando se utiliza un material de hoja inadecuado o se cortan metales muy duros. Una fuerza de corte excesiva y una holgura inadecuada de la hoja pueden causar astillas. Si la hoja presenta microfisuras o defectos, puede astillarse durante el uso. Los cambios en la configuración de la máquina o en las propiedades del material también contribuyen al astillado. El mantenimiento deficiente y la falta de lubricación agravan el problema.
Lo aburrido
El desafilado es el resultado del desgaste normal con el tiempo. Cortar materiales abrasivos o duros acelera el desgaste de la hoja. La lubricación deficiente y la falta de limpieza también provocan desafilado. Si se usa la hoja más allá de su vida útil, perderá su filo. El corte frecuente sin mantenimiento regular acelera el desafilado.
Errores dimensionales
Los errores dimensionales suelen deberse al desgaste o la desalineación de la cuchilla. Una calibración incorrecta de la máquina y una configuración deficiente provocan piezas demasiado largas o demasiado cortas. El movimiento del material durante el proceso de corte también puede afectar la precisión. Los cambios en el espesor o la dureza del material pueden provocar cortes irregulares. La falta de inspecciones periódicas aumenta el riesgo de errores dimensionales.
Cortes desiguales
Los cortes desiguales se producen cuando la cuchilla está desalineada o desafilada. Las guías o soportes desgastados pueden provocar que el material se desplace durante el corte. Una separación incorrecta de la cuchilla y una configuración incorrecta de la máquina también provocan cortes desiguales. Si el material no se sujeta firmemente, puede moverse y causar bordes dentados. Las variaciones en el grosor o la dureza del material agravan el problema.
Soluciones
Rebabas
Para corregir las rebabas, comience por inspeccionar la cuchilla para detectar desgaste o desalineación. Ajuste la holgura de la cuchilla según el grosor del material. Reemplace o afile la cuchilla si es necesario. Limpie la cuchilla y elimine cualquier residuo. Ajuste la máquina correctamente para reducir la formación de rebabas. Realice un corte de prueba y compruebe la calidad del filo antes de reanudar la producción.
Pandeo
Corrija la deformación revisando el estado de la cuchilla y reemplazando las desgastadas. Ajuste la presión de sujeción para mantener el material plano durante el corte. Asegúrese de que la mesa de apoyo esté nivelada y libre de residuos. Use velocidades de corte más lentas para materiales delgados o blandos. Realice un corte de muestra y mida la planitud y la precisión dimensional.
Astillado
Para evitar el astillado, utilice el material de cuchilla adecuado para su aplicación. Inspeccione la cuchilla en busca de grietas o astillas y reemplácela si está dañada. Ajuste la fuerza de corte y la holgura de la cuchilla para reducir la tensión en la cuchilla. Lubrique la cuchilla regularmente para evitar el sobrecalentamiento. Compruebe la configuración de la máquina y las propiedades del material antes de comenzar el corte.
Lo aburrido
Recupere el filo de la cuchilla retirándola y afilándola según las instrucciones del fabricante. Reemplace la cuchilla si el afilado no restaura el filo. Limpie y lubrique el asiento de la cuchilla antes de volver a instalarla. Programe un mantenimiento regular para evitar que pierda el filo. Utilice siempre la cuchilla adecuada para su material para mantener la calidad del filo.
Errores dimensionales
Corrija los errores dimensionales recalibrando la máquina y comprobando la alineación de las cuchillas. Mida y ajuste la holgura de las cuchillas según el espesor del material. Inspeccione las guías de soporte y reemplácelas si están desgastadas. Utilice herramientas de medición precisas para verificar las dimensiones de corte. Implemente muestreos y comprobaciones estadísticas periódicas para mantener la precisión.
Cortes desiguales
Corrija los cortes desiguales alineando la cuchilla y comprobando el desgaste. Reemplace las cuchillas desafiladas o dañadas. Ajuste los soportes y guías del material para evitar que se desplacen durante el corte. Ajuste la holgura de la cuchilla y la configuración de la máquina. Realice un corte de prueba e inspeccione el filo para comprobar su suavidad y rectitud.
Lista de verificación para la resolución de problemas
Lista de verificación para la resolución de problemas del técnico
- Inspeccione las hojas para detectar desgaste visible, rebabas, astillas y falta de filo durante la configuración y la producción.
- Verifique la alineación y el espacio libre de la cuchilla antes de cada turno.
- Utilice calibradores o micrómetros para medir las dimensiones del corte y verificar la precisión.
- Controle la deformación colocando las piezas cortadas sobre una superficie plana.
- Seguimiento del número de cortes por cuchilla y comparar con promedios históricos.
- Aplicar Muestreo de nivel de calidad aceptable (NCA) para inspección final.
- Separe las piezas no conformes y mantenga la trazabilidad.
- Utilice visión artificial o sensores para la detección de defectos en tiempo real.
- Registre todos los hallazgos y acciones correctivas en un registro de mantenimiento.
- Siga siempre los procedimientos de seguridad y utilice equipo de protección personal.
Prevención
Rebabas
Puede evitar las rebabas manteniendo las cuchillas afiladas y correctamente alineadas. Ajuste la holgura correcta de la cuchilla para cada material. Limpie y lubrique la cuchilla regularmente. Utilice el material de cuchilla adecuado para su aplicación. Supervise el proceso de corte e inspeccione las piezas para detectar la formación de rebabas.
Pandeo
Evite la deformación aplicando una presión uniforme y sujetando el material durante el corte. Reemplace las cuchillas desgastadas o dañadas con prontitud. Ajuste la configuración de la máquina para cada tipo de material. Mantenga la mesa de apoyo limpia y nivelada. Realice cortes de prueba para comprobar la planitud y la precisión dimensional.
Astillado
Reduzca el astillado seleccionando el material de cuchilla adecuado y manteniendo la holgura adecuada. Evite una fuerza de corte excesiva. Inspeccione las cuchillas para detectar grietas o astillas antes de usarlas. Lubrique la cuchilla para reducir el calor y la tensión. Programe un mantenimiento regular para detectar signos tempranos de astillado.
Lo aburrido
Evite que pierdan el filo afilando o reemplazando las cuchillas regularmente. Limpie y lubrique las cuchillas después de cada uso. Evite cortar materiales que excedan la dureza nominal de la cuchilla. Guarde las cuchillas en un lugar seco y seguro para evitar la corrosión. Lleve un registro de mantenimiento para controlar el rendimiento de las cuchillas.
Errores dimensionales
Mantenga la precisión dimensional calibrando las máquinas regularmente y comprobando la alineación de las cuchillas. Utilice herramientas de medición precisas para la configuración y la inspección. Reemplace las guías y los soportes desgastados. Supervise el proceso de corte para detectar cambios en las propiedades del material. Implemente el control estadístico de procesos para detectar errores a tiempo.
Cortes desiguales
Evite cortes desiguales alineando las cuchillas y los soportes antes de cada turno. Reemplace las cuchillas desafiladas o dañadas. Ajuste la holgura de la cuchilla y la configuración de la máquina correctamente. Sujete el material firmemente durante el corte. Inspeccione los bordes cortados para comprobar su suavidad y rectitud.
Tabla de referencia rápida
| Problema | Consejos de prevención | Frecuencia de inspección |
|---|---|---|
| Rebabas | Mantenga las cuchillas afiladas, ajuste la distancia correcta y limpie las cuchillas. | Antes de cada turno |
| Pandeo | Utilice material de sujeción uniforme y de apoyo, reemplace las cuchillas | Semanalmente |
| Astillado | Seleccione la cuchilla adecuada, evite aplicar fuerza excesiva y lubrique. | Antes de cada uso |
| Lo aburrido | Afile/reemplace las cuchillas, límpielas después de usarlas y guárdelas de forma segura. | Después de cada turno |
| Errores dimensionales | Calibrar la máquina, utilizar herramientas precisas, sustituir guías | Semanalmente |
| Cortes desiguales | Alinee las cuchillas/soportes y sujete el material firmemente | Antes de cada turno |

Mantenimiento
Limpieza y lubricación
Frecuencia y métodos de limpieza recomendados
Debe limpiar las cuchillas de su tijera de metal después de cada turno. La limpieza diaria ayuda a eliminar el polvo metálico, el aceite y los residuos de adhesivo. Los estudios demuestran que las cuchillas que se limpian a diario duran entre 25 y 35 minutos más que las que se limpian con menos frecuencia. Utilice un paño suave o un cepillo para eliminar los residuos. Para residuos pegajosos, utilice limpieza ultrasónica o una solución de detergente suave. Evite el uso de estropajos abrasivos que puedan rayar la superficie de la cuchilla.
Agentes y herramientas de limpieza adecuados
Elija productos de limpieza que no corroan el metal. Los detergentes suaves, el alcohol isopropílico y los limpiadores especiales para cuchillas son eficaces. Para obtener mejores resultados, utilice cepillos suaves, paños de microfibra o limpiadores ultrasónicos. Evite la lana de acero o los productos químicos agresivos, ya que pueden dañar la capa protectora de la cuchilla.
Puntos de lubricación y tipos de lubricantes
Aplique lubricante al filo de la cuchilla y a los puntos de pivote antes y después de cada turno. Los lubricantes a base de PTFE reducen la fricción hasta en 55% y pueden prolongar la vida útil de la cuchilla en 40%. Una lubricación adecuada también reduce la fuerza de corte y mejora la eficiencia energética. Siga siempre las recomendaciones del fabricante sobre el tipo de lubricante y la frecuencia de aplicación.
Errores comunes que se deben evitar durante la limpieza y lubricación
No omita la limpieza ni la lubricación, ni siquiera en periodos de alta demanda. Una lubricación inadecuada causa entre un 30 y un 40% de fallos prematuros en las cuchillas. Nunca utilice herramientas abrasivas ni productos químicos agresivos. Evite lubricar en exceso, ya que puede atraer polvo y residuos. Seque siempre las cuchillas completamente antes de guardarlas para evitar la oxidación.
Alineación y Calibración
Procedimiento de alineación paso a paso
- Apague la máquina y bloquéela por seguridad.
- Afloje los pernos de montaje de la cuchilla.
- Utilice una regla para comprobar la alineación de la cuchilla.
- Ajuste la posición de la cuchilla hasta que quede paralela a la cama de corte.
- Apriete los pernos al par especificado.
- Ejecute un corte de prueba e inspeccione el resultado.
Herramientas y equipos de calibración
Puede utilizar sondas de calibración, sensores de desplazamiento láser y micrómetros. Estas herramientas le ayudan a lograr una precisión submilimétrica. Por ejemplo, una sonda de calibración semiautomática puede mantener error relativo dentro de 0,1 mmLos escáneres láser y los métodos de registro de nubes de puntos también proporcionan alta precisión.
| Método | Descripción | Precisión cuantitativa |
|---|---|---|
| Sonda de calibración | El robot toca puntos característicos | Error ≤ 0,1 mm |
| Escáner láser + ICP | Buena adaptación para hojas pequeñas | Alta precisión |
| Sensor de desplazamiento | Ajuste de nueve puntos | Error ≤ 2 mm |
Señales de desalineación
Preste atención a cortes desiguales, exceso de rebabas o piezas que no cumplen con los requisitos de tamaño. La desalineación también puede causar ruido o vibración adicional durante el funcionamiento.
Medidas preventivas para mantener la alineación
Revise la alineación semanalmente como parte de su rutina de mantenimiento. Use herramientas precisas y siga un procedimiento paso a paso. Registre todos los ajustes en su registro de mantenimiento.
Programa de inspección
Tareas de inspección diarias, semanales y mensuales
- A diario: Limpie las cuchillas, verifique si hay desgaste visible y lubrique.
- Semanalmente: Inspeccione la alineación, verifique el espacio libre de la cuchilla y revise la calidad del corte.
- Mensual: Realice una verificación completa del mantenimiento de la cuchilla, incluida la calibración y la inspección detallada.
Puntos clave de inspección para el estado de la cuchilla
Revise si hay desgaste, astillas, grietas u óxido. Mida el grosor de la cuchilla y compruebe su rectitud. Inspeccione el apriete de los pernos de montaje.
Registros de mantenimiento y conservación de registros
Mantenga un registro de mantenimiento para cada cuchilla. Registre la limpieza, la lubricación, la alineación y cualquier reparación. Un buen registro le ayudará a identificar patrones y planificar reemplazos.
Indicadores de Atención Inmediata
Reemplace las cuchillas si observa astillas profundas, grietas u óxido intenso. Detenga la máquina si nota cambios repentinos en la calidad del corte o ruidos fuertes.
Almacenamiento y manipulación
Requisitos del entorno de almacenamiento adecuado
Guarde las cuchillas en un lugar seco y con humedad controlada. Utilice armarios con una humedad inferior a 40% y añada paquetes desecantes. Esto retrasa la formación de óxido y prolonga la vida útil de las cuchillas.
Técnicas de manipulación segura
Use siempre guantes al manipular las cuchillas. Use fundas o protectores para evitar caídas accidentales o el contacto con superficies duras.
Medidas de prevención y protección contra la oxidación
Aplique inhibidores de óxido después de la limpieza. Limpieza regular con detergentes suaves. Ayuda a mantener la capa protectora. Evite almacenar las cuchillas cerca de otros metales para evitar la contaminación.
Pautas de transporte para cuchillas
Transporte las cuchillas en contenedores acolchados. Asegúrelos para evitar que se muevan y evite apilarlas directamente unas sobre otras.
Fundamentos de las hojas de corte Metal
Nombres alternativos
En la industria, es posible que escuche diferentes nombres para las cuchillas de corte de metal. Estos nombres suelen depender del tipo de máquina o del uso específico.
- Tijeras Metal
- Cizalla rotativa Metal
- Hoja Metal Cortante
- Cuchillas de Cizalla
- Cuchillas de Guillotina
- Cuchillas de picadora
- Cortadores de tijera
- Cuchillas de corte de alta dureza
Cada nombre destaca una característica o aplicación única. Por ejemplo, las cuchillas de guillotina y las cuchillas de corte son comunes en el reciclaje y el corte de alta resistencia. Las cuchillas de corte de alta dureza destacan por su durabilidad y precisión.
Principio de funcionamiento
El proceso de cizallamiento utiliza cuchillas afiladas para cortar o deformar el metal mediante la aplicación de esfuerzo cortante. El metal se coloca entre dos cuchillas. La cuchilla superior se mueve hacia abajo con fuerza, mientras que la inferior permanece inmóvil. Esta acción provoca que el metal se rompa en línea recta.
- Prepara la muestra de metal y colócala en la máquina.
- La máquina aplica una carga controlada mediante la cuchilla superior.
- El metal experimenta un esfuerzo cortante y comienza a deformarse.
- El corte se produce cuando el metal ya no puede resistir la fuerza.
- La máquina registra datos como resistencia al corte y curvas de tensión.
El filo y la dureza de las hojas son fundamentales en el proceso de corte. Los ingenieros utilizan este método para comprobar el comportamiento de los metales bajo presión.
Aplicaciones en corte de chapa Metal
Las hojas de corte para metal se utilizan en muchas industrias que necesitan cortes precisos.
En la industria aeroespacial, las técnicas de corte avanzadas ayudan a lograr tolerancias estrictas en láminas de acero de alta resistencia.
En la fabricación de automóviles, el proceso de cizallamiento aumenta la velocidad de producción y reduce los desperdicios. Puede ver estas cuchillas en acción al cortar paneles, marcos y soportes.
El control estadístico de procesos le ayuda a mantener la calidad y la eficiencia durante el corte de chapa metálica. Optimizar la geometría, la holgura y el ángulo de corte de la cuchilla produce filos más lisos y una mayor vida útil de la cuchilla.
| Área de aplicación | Beneficio del proceso de corte |
|---|---|
| Aeroespacial | Alta precisión, tolerancias estrictas |
| Automotriz | Producción rápida, menos desperdicio de material |
| Fabricación Metal | Calidad constante, flujo de trabajo eficiente |
Materiales comunes
Encontrará varios materiales utilizados para fabricar hojas de corte.
- Acero de alta velocidad (HSS): Ofrece dureza y resistencia al desgaste. Soporta más de 2000 cortes en acero de bajo carbono.
- Carburo de tungsteno: Extremadamente duro y duradero. Dura aproximadamente tres veces más que el acero de alta velocidad (HSS) al cortar acero inoxidable.
- Acero aleado: Rentable para una resistencia moderada al desgaste. Buen rendimiento en metales más blandos como el aluminio.
- Acero al Carbono: Se utiliza para materiales más blandos debido a su menor costo.
- Aleaciones especiales: diseñadas para necesidades específicas como resistencia a la corrosión.
La mayoría de las cuchillas para cizallas metálicas tienen una dureza de entre 60 y 70 HRC. El tratamiento térmico y la nitruración superficial aumentan la durabilidad y la vida útil. Debe elegir el material de la cuchilla según el tipo de metal y las exigencias de su proceso de cizallado.
Cuchillas Personalizadas
Beneficios
Las cuchillas de corte de metal personalizadas ofrecen numerosas ventajas en entornos industriales. Puede adaptar el diseño de la cuchilla a sus necesidades específicas, lo que se traduce en mejores resultados.
- Obtendrá un corte preciso para sus materiales y líneas de producción específicos.
- Las cuchillas personalizadas reducen los costos de mantenimiento y el tiempo que dedica a cambiarlas.
- Diseños especiales, como tijeras voladoras o tijeras de corte en frío, aumentan su productividad y eficiencia energética.
- Los equipos de ingeniería pueden ajustar la fuerza de corte y la longitud de la cuchilla según los requisitos de su planta.
- Las hojas personalizadas tratadas térmicamente duran aproximadamente 15% más y soportan mayor tensión, por lo que gasta menos en reemplazos.
- Las investigaciones de la industria muestran que las cuchillas personalizadas de primera calidad pueden reducir los costos operativos en un 15% en dos años.
También verá mejoras mensurables en sus operaciones. La siguiente tabla muestra la comparación entre las cuchillas personalizadas y las cuchillas estándar:
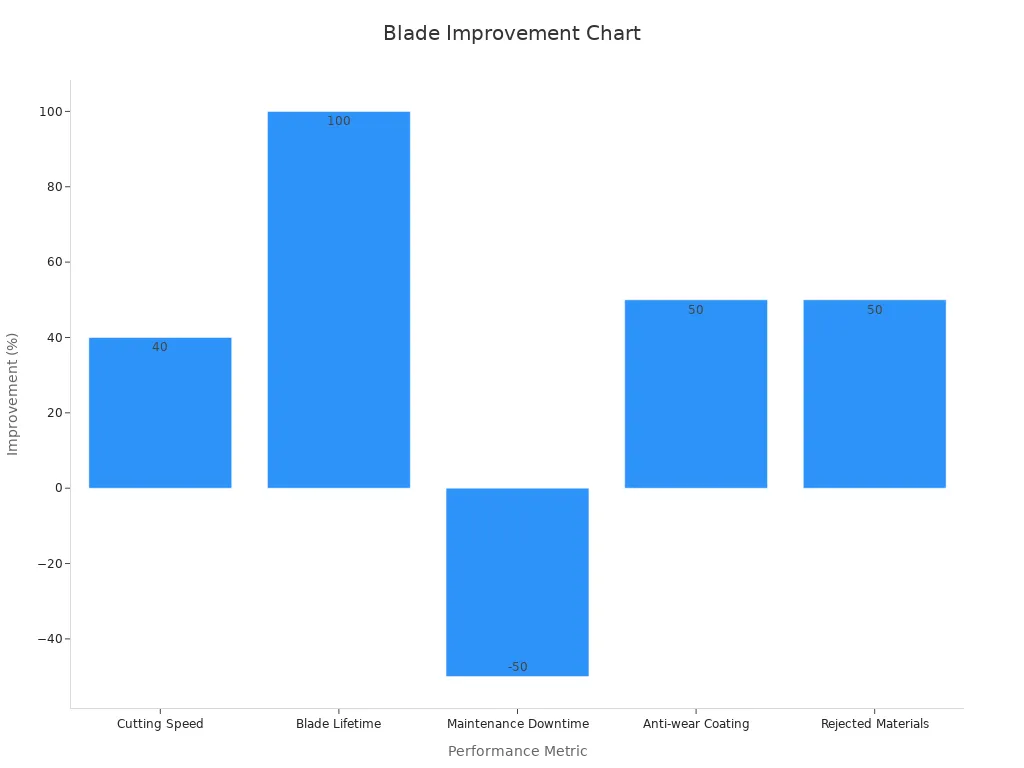
| Métrica de rendimiento | Hoja estándar | Hoja personalizada | Mejora |
|---|---|---|---|
| Velocidad de corte | 100 unidades/hora | 140 unidades/hora | +40% |
| Duración de la cuchilla | 1.000 ciclos | 2.000 ciclos | +100% (2 veces más largo) |
| Tiempo de inactividad por mantenimiento | 10 horas/mes | 5 horas/mes | -50% |
Las cuchillas personalizadas con recubrimiento antidesgaste duran hasta 50% más en trabajos exigentes. Las cuchillas de precisión ayudan a reducir el desperdicio hasta en 25%. Los operadores también reportan una reducción de 15% en el consumo de energía.
Cuándo personalizar
Deberías considerar cuchillas personalizadas cuando necesites:
- Formas o tamaños especiales para máquinas únicas
- Mayor velocidad de corte o mayor vida útil de la hoja
- Menos tiempo de inactividad y menos piezas rechazadas
- Mejores resultados con materiales difíciles de cortar
- Menor consumo y desperdicio de energía
Las cuchillas personalizadas le ayudan a alcanzar un rendimiento óptimo, especialmente si su línea de producción enfrenta cambios frecuentes o materiales difíciles.
Compañía Nanjing Metal
Nanjing Metal Se destaca como un proveedor confiable de cuchillas industriales con 18 años de experiencia. La empresa cuenta con un equipo de diseño y fabricación especializado en cuchillas industriales personalizadas. Aplican un estricto control de calidad, que incluye las normas ISO 9001 y herramientas de prueba avanzadas. Numerosas industrias confían en su soporte técnico y servicio posventa. Su reputación se basa en productos confiables, respuesta rápida y un enfoque centrado en el cliente.
Proceso de pedido
Solicitar cuchillas personalizadas es sencillo y eficiente.
- Comparte tus requisitos con el equipo.
- Los expertos le ayudan a elegir el diseño y los materiales adecuados.
- Recibirá una cotización y un cronograma claros.
- La empresa produce sus cuchillas con estrictos controles de calidad.
- Realiza un seguimiento de tu pedido y recibe actualizaciones hasta la entrega.
Los estudios demuestran que los pedidos de cuchillas personalizadas pueden reducir los costos de producción en más de 50% y mejorar la precisión. Si desea obtener más información o hablar sobre sus necesidades, Comuníquese con un ingeniero de ventas aquí.
Reemplazo de cuchillas

Señas de uso
Deformación visible del borde
Es posible que el filo de la hoja se doble o pierda su forma recta. Esta deformación afecta el corte de la hoja y reduce la calidad general del trabajo.
Astillados o grietas
Busque pequeñas astillas o grietas en la hoja. Estos defectos pueden agravarse rápidamente y causar problemas más graves durante el corte.
Formación excesiva de rebabas
Si nota más rebabas en el metal cortado, es posible que la hoja se haya desgastado. Demasiadas rebabas significan que la hoja no puede mantener la calidad de corte requerida.
Filo de corte desafilado
Un filo desafilado dificulta cortes limpios. Deberá aplicar más fuerza y la hoja perderá filo.
Patrones de desgaste desiguales
Revise los puntos donde la cuchilla se desgasta más rápido que en otros. El desgaste desigual provoca un corte deficiente y reduce la calidad del producto.
Se requiere mayor fuerza de corte
Si nota más resistencia al cortar, es posible que deba reemplazar la cuchilla. Esta fuerza adicional puede dañar tanto la cuchilla como la máquina.
Decoloración de la superficie u óxido
El óxido o las manchas oscuras en la cuchilla indican que es hora de inspeccionarla o reemplazarla. La corrosión debilita la cuchilla y afecta su rendimiento.
Criterios de reemplazo
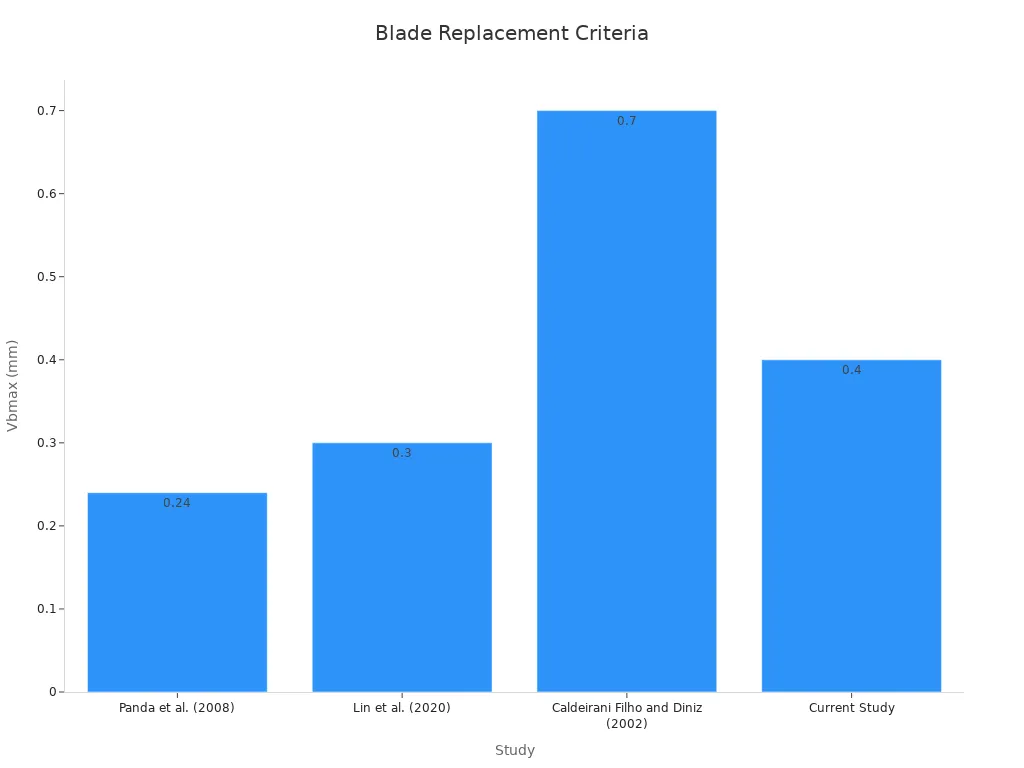
| Criterio/Estudio | Umbral de Vbmax (mm) | Base/Notas |
|---|---|---|
| Panda y otros (2008) | 0.24 | Referencia de estudios previos |
| Lin y otros (2020) | 0.3 | Referencia de estudios previos |
| Caldeirani Filho y Diniz (2002) | 0.7 | Referencia de estudios previos |
| Estudio actual | 0.4 | Consenso de expertos e inspección visual |
El desgaste por funcionamiento normal varía de 0 mm a 0,4 mm.Debe reemplazar la cuchilla cuando el desgaste del flanco (Vbmax) alcance aproximadamente 0,4 mm. Los sistemas de alerta predictiva le avisan antes de alcanzar este límite.
Umbral mínimo de espesor de la hoja
Reemplace la cuchilla si se vuelve más delgada que el valor mínimo del fabricante.
Tamaño máximo de astillado permitido
No utilice cuchillas con virutas más grandes que el tamaño recomendado.
Tolerancia para la rectitud del borde
Compruebe que el filo de la cuchilla permanezca dentro de la tolerancia de rectitud permitida.
Frecuencia de afilado requerida
Si necesita afilar la cuchilla con demasiada frecuencia, considere reemplazarla.
Vida útil recomendada por el fabricante
Siga las pautas de vida útil para obtener la mejor calidad de corte.
Normas de cumplimiento de seguridad
Cumpla siempre con las normas de seguridad al decidir reemplazar las cuchillas.
Riesgos de retraso
Mala calidad de corte y mayor tasa de desperdicio
Retrasar el reemplazo reduce la calidad del corte y aumenta el desperdicio.
Daños a los componentes de la máquina
Las cuchillas desgastadas pueden dañar otras partes de la máquina.
Mayor riesgo de lesiones para el operador
Una cuchilla dañada aumenta el riesgo de accidentes.
Tiempo de inactividad inesperado y pérdida de producción
Una falla en la cuchilla puede detener la producción sin previo aviso.
Mayores costos de mantenimiento y reparación
Ignorar el desgaste de la cuchilla da lugar a reparaciones costosas.
Consistencia del producto comprometida
Las cuchillas viejas dificultan mantener constante la calidad del producto.

Pasos de reemplazo
Preparación
Reúna todas las herramientas y materiales. Use guantes, gafas protectoras y calzado de seguridad. Bloquee la máquina antes de arrancarla.
Extracción de la cuchilla
Afloje los tornillos y retire la cuchilla con cuidado. Sujétela firmemente para evitar que se caiga.
Inspección y limpieza
Limpie el asiento de la cuchilla y verifique si hay daños o residuos ocultos.
Instalación de una nueva cuchilla
Coloque la cuchilla nueva en la posición correcta. Apriete los pernos con el par de apriete correcto. Compruebe la alineación y la calibración.
Comprobaciones posteriores a la instalación
Realice un corte de prueba para comprobar la calidad. Actualice su registro de mantenimiento.
Precauciones de seguridad
Manténgase alerta en cada paso. Conozca los procedimientos de emergencia.
Errores comunes y cómo evitarlos
No desalinee la cuchilla. Use siempre el par de apriete correcto. Nunca omita las comprobaciones de seguridad. Utilice únicamente herramientas y piezas compatibles.
Puede mantener la eficiencia de sus operaciones de corte de metales siguiendo una rutina clara de resolución de problemas y mantenimiento. La inspección regular y el reemplazo oportuno de las cuchillas le ayudan a evitar averías inesperadas. Los estudios demuestran que el mantenimiento preventivo... reduce los costes operativos hasta en un 18% En comparación con las reparaciones reactivas, este enfoque prolonga la vida útil del equipo y mejora su confiabilidad. Para problemas persistentes, consulte con expertos del sector o explore soluciones de cuchillas personalizadas.
¿Quieres asesoramiento de expertos o una solución personalizada? Contacto Un ingeniero de ventas hoy.
Preguntas frecuentes
¿Qué debe hacer si la hoja de su tijera de metal se desafila rápidamente?
Debe comprobar si utiliza la cuchilla adecuada para el material. Limpie y lubrique la cuchilla después de cada uso. Afile o reemplace la cuchilla cuando observe signos de desgaste.
¿Con qué frecuencia se deben inspeccionar las hojas de tijeras industriales?
Inspeccione las cuchillas antes de cada turno. Busque astillas, grietas u óxido. Revise la alineación y la holgura semanalmente. Realice un mantenimiento completo mensualmente.
Las inspecciones periódicas le ayudan a detectar problemas de forma temprana y a mantener su máquina funcionando sin problemas.
¿Puedes utilizar la misma hoja para diferentes metales?
No se debe usar la misma cuchilla para todos los metales. Los metales más duros requieren cuchillas más resistentes. Usar una cuchilla incorrecta puede causar daños o cortes deficientes.
- Utilice acero de alta velocidad para metales blandos.
- Utilice carburo de tungsteno para metales duros.
¿Por qué se ven rebabas después del corte?
Las rebabas suelen aparecer cuando la cuchilla está desafilada o desalineada. Una holgura incorrecta también causa rebabas.
| Causa | Solución |
|---|---|
| Hoja sin filo | Afilar o reemplazar |
| Desalineación | Ajustar la cuchilla |
| Espacio libre incorrecto | Restablecer autorización |
¿Qué pasos de seguridad debes seguir al cambiar las cuchillas?
Apague y bloquee siempre la máquina. Use guantes y gafas de seguridad. Utilice las herramientas adecuadas.
¡La seguridad es lo primero! Nunca omita estos pasos para evitar lesiones.
Ver también
Guía sobre cuchillas de trituradoras industriales y sus aplicaciones
¿Qué son las cuchillas redondas y cómo se utilizan en las industrias?
Los mejores consejos para elegir una cuchilla de corte tipo caimán
Explorando las aplicaciones de las cuchillas de corte Metal en la fabricación
5 comentarios