
Pendahuluan
Pelet yang menggumpal—kembar, rangkap tiga, dan aglomerat yang menyatu—mengurangi kapasitas produksi, menyumbat pengering dan pengklasifikasi, serta membahayakan klaim kualitas pelanggan. Dalam proses peletisasi bawah air dan di permukaan cetakan, sebagian besar penggumpalan disebabkan oleh pelet yang keluar dari cetakan terlalu panas atau lengket, pendinginan yang tidak memadai atau tidak stabil, atau pemisahan yang tidak sempurna di permukaan cetakan. Geometri bilah merupakan inti dari pemisahan yang bersih: sudut kemiringan dan jarak bebas yang tepat mengurangi gaya potong dan panas gesekan, menekan ekor yang bertindak seperti "kait," dan membantu pelet terpisah dengan bersih dalam aliran air.
Dalam praktiknya, tuas pertama Anda sederhana dan ampuh: atur sudut mata pisau yang tepat, pertahankan jarak antara pisau dan cetakan yang konsisten, dan stabilkan air pendingin dan lelehan. Setelah kondisi termal dan mekanis stabil, lakukan penyetelan mikro pada sudut secara bertahap dan teliti, lalu verifikasi responsnya dengan saringan dan pemeriksaan visual.
Poin-poin penting
- Gunakan rentang awal empiris untuk kemiringan dan jarak bebas berdasarkan jenis resin, kemudian sesuaikan secara halus ±2–3° berdasarkan ciri cacat untuk mengurangi ekor dan aglomerasi.
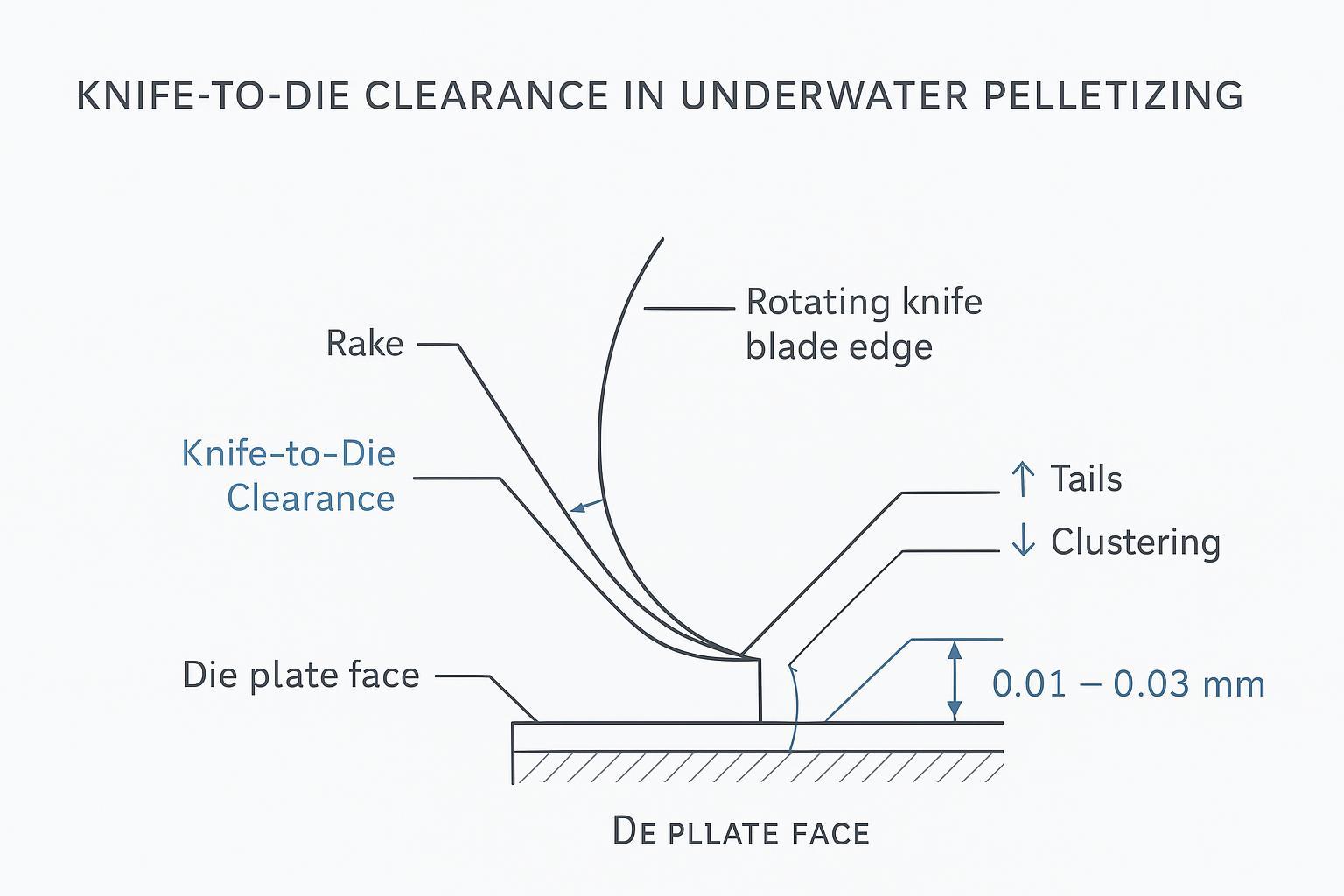
- Tetapkan jarak antara pisau dan cetakan secara seragam dan sesuaikan dalam langkah 0,01–0,03 mm; stabilkan suhu dan aliran air sebelum mengubah geometri.
- Jaga suhu leleh tetap stabil dalam kisaran sekitar ±2–5 °C dan sesuaikan RPM pemotong dengan laju produksi untuk mempertahankan pemotongan yang konsisten.
- Perlakukan perubahan sudut dan pergerakan jarak bebas sebagai eksperimen terkontrol; dokumentasikan hasilnya dengan analisis ayakan dan standar foto.
- Untuk senyawa yang diisi kaca atau sangat terisi, lebih baik menggunakan rake yang lebih rendah dan relief yang lebih tinggi untuk mengelola panas dan penarikan serat.
Dasar-dasar geometri bilah
Sudut kemiringan dan mekanisme geser
Rake adalah sudut mata pisau relatif terhadap permukaan cetakan. Rake yang sedikit positif menurunkan gaya potong pada poliolefin yang lebih lunak, yang membantu mencegah pengolesan dan penumpukan panas pada saat pemotongan. Namun, rake yang terlalu positif dapat meningkatkan panas geser lokal dan melunakkan lapisan pelet, meningkatkan risiko terbentuknya kembaran atau gumpalan. Untuk formulasi yang lebih keras atau abrasif—terutama yang diisi kaca—rake yang mendekati netral mempertahankan kekuatan mata pisau dan membatasi penempelan serat. Anggap rake sebagai pengatur "gaya vs. panas": rake yang lebih positif seringkali memotong lebih mudah tetapi menghasilkan panas lebih tinggi; rake yang kurang positif menghasilkan suhu lebih rendah dan lebih kuat.
Sudut bebas dan pelepasan panas
Jarak bebas (relief) adalah sudut di belakang mata pisau. Fungsinya adalah untuk mencegah sisi pisau bergesekan dengan permukaan cetakan. Jarak bebas yang tidak cukup akan menyebabkan gesekan dan panas, melunakkan permukaan pelet sehingga saling menempel di aliran air. Jarak bebas yang berlebihan dapat mengganggu kestabilan pemotongan dan menyebabkan terbentuknya ekor. Anda hanya membutuhkan jarak bebas yang cukup untuk meminimalkan gesekan sambil mempertahankan jalur tepi yang stabil dan tajam di sepanjang cetakan.
Ketajaman mata pisau dan bahan bilah
Ketajaman dan keutuhan tepi sangat penting. Tepi yang tumpul atau bergerigi meningkatkan gaya potong dan panas, meninggalkan sebagian serpihan pada cetakan, dan melepaskan serbuk halus—masing-masing merupakan jalan menuju pembentukan gumpalan. Material dan perlakuan panas sangat penting: baja perkakas seperti HSS (misalnya, M2) dan SKD11 menyeimbangkan kekerasan dan ketangguhan; lapisan dapat lebih lanjut mengelola keausan untuk senyawa abrasif yang diisi kaca. Sesuaikan kekerasan material dengan daya abrasif resin dan verifikasi kerataan/kesejajaran sehingga setiap pisau bersentuhan secara seragam.
Titik setel sudut spesifik resin

Poliolefin: Garis dasar PE/PP
- Sudut kemiringan: 5–15° (mulai sekitar 10°).
- Jarak aman: 6–12° (mulai sekitar 8°).
Penyetelan berdasarkan cacat: jika Anda melihat ekor yang tipis tanpa tanda-tanda panas berlebih, kurangi sudut rake sebesar 2° atau tambahkan jarak bebas sebesar 2°. Jika pelet terlihat buram atau lengket dengan gumpalan yang terbentuk, condongkan sedikit ke arah sudut rake yang lebih kecil dan sedikit ke arah jarak bebas yang lebih besar di dalam pita setelah memastikan suhu air dan lelehan stabil.
Resin rekayasa: PA/PET
- Sudut kemiringan: 10–18° (mulai sekitar 12–14°; pertahankan kekuatan tepi yang baik).
- Jarak aman: 8–14° (mulai sekitar 10–12°).
Polimer ini lebih sensitif terhadap panas. Jaga suhu leleh tetap stabil, perhatikan apakah terjadi retensi dalam air, dan sesuaikan sudut hanya setelah suhu dan aliran terkunci. Gunakan permukaan yang dipotong sebagai panduan Anda: patahan rapuh dan berfaset ditambah serpihan halus yang naik sering kali mendapat manfaat dari sekitar kemiringan +2° (lalu pastikan airnya tidak terlalu dingin), sementara mengoles/mengeluarkan lapisan lengket dan menempelkannya kembali di dalam air. biasanya menyerukan kemiringan -2° dan/atau jarak bebas +2° setelah stabilitas termal dipastikan.
Senyawa berisi pengisi dan serat kaca
- Sudut kemiringan: 8–16° (mulai sekitar 10–12°; banyak jalur mendapat manfaat dari nilai tengah untuk menyeimbangkan panas dan integritas tepi).
- Jarak bebas: 10–16° (mulai sekitar 12–14° untuk pendinginan yang lebih baik).
Pengisi kaca dan mineral meningkatkan keausan dan dapat mendorong penarikan serat. Sudut penyaring yang sedikit lebih rendah daripada poliolefin dan sedikit lebih banyak ruang dapat mengurangi panas dan tersangkut. Jika partikel halus naik, pertimbangkan peningkatan sudut penyaring sebesar 2° di dalam pita dan pastikan air tidak terlalu dingin.
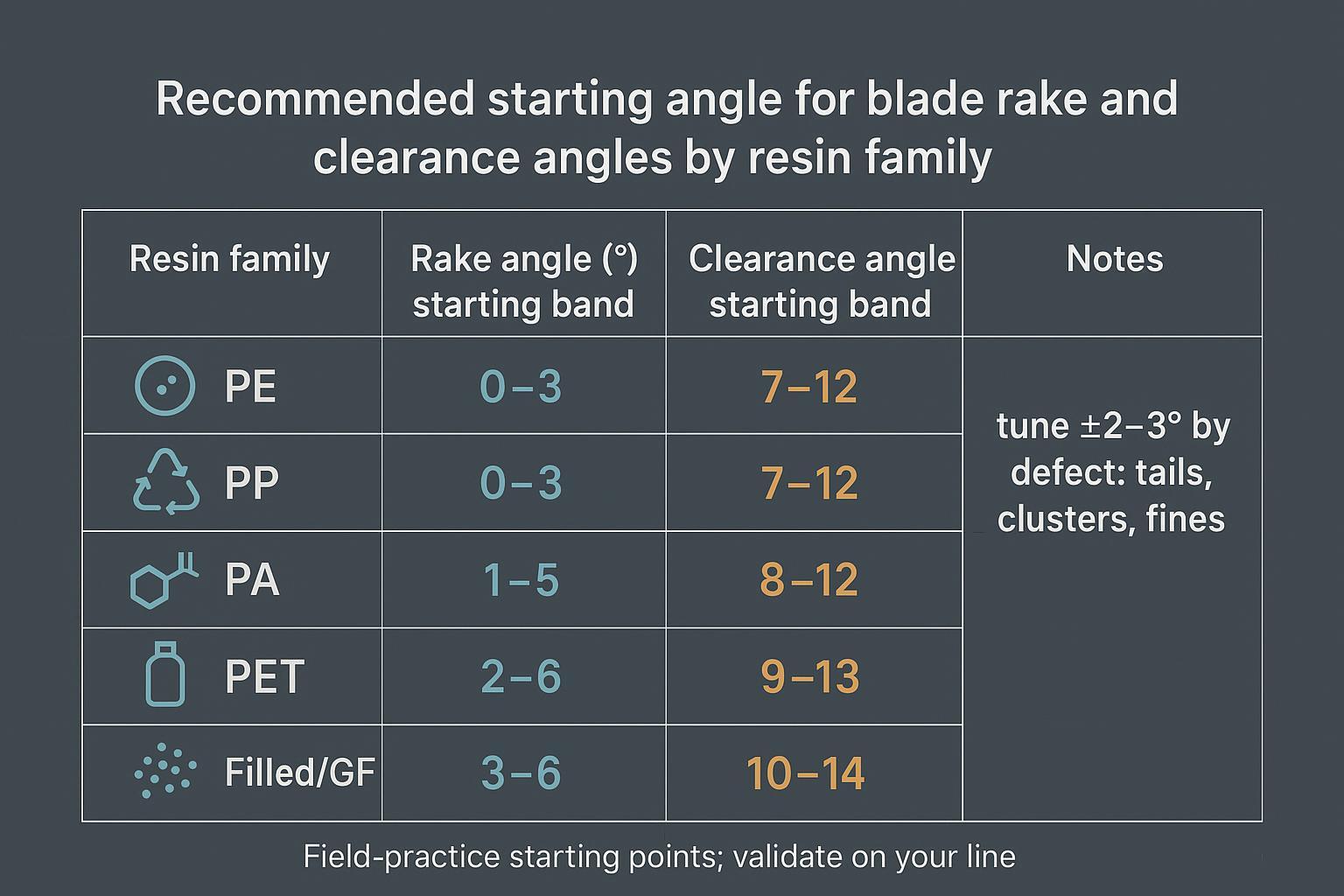
Catatan praktik lapangan: Rentang sudut di atas banyak digunakan sebagai titik awal; validasi pada lini produksi Anda dan catat hasilnya. Karena sebagian besar panduan OEM publik membahas mekanisme tetapi jarang menerbitkan tabel sudut numerik spesifik resin, perlakukan rentang ini sebagai dasar empiris dan konfirmasikan dengan manual peralatan Anda dan uji coba online terkontrol (satu perubahan dalam satu waktu, dengan verifikasi saringan/visual).
Parameter yang berinteraksi
Target jarak bebas pisau-ke-cetakan
Jarak bebas minimal dan seragam pada jalur pemotongan sangat penting. Jarak bebas yang berlebihan meninggalkan ligamen yang menjadi ekor; jarak bebas yang tidak cukup atau kontak yang tidak merata meningkatkan panas dan menyebabkan pengolesan. Sesuaikan secara bertahap (biasanya 0,01–0,03 mm), pastikan kontak seragam di semua pisau. Setelah setiap perubahan, ambil sampel dengan waktu yang ditentukan dan periksa ekor dan pengelompokan sebelum melanjutkan ke penyesuaian berikutnya. Sumber daya pemecahan masalah industri menunjukkan "jarak pisau-ke-cetakan yang berlebihan" sebagai penyebab umum terbentuknya ekor; perbaiki faktor termal terlebih dahulu, kemudian perbaiki jarak bebas.
Air pendingin dan suhu lelehan
Jika pelet keluar dari cetakan dalam keadaan panas atau air terlalu hangat atau kurang mengalir, permukaan akan tetap lengket dan saling menempel. Mulailah dengan menurunkan suhu leleh dalam rentang yang direkomendasikan untuk resin dan memastikan aliran pendinginan yang memadai. Untuk banyak lini produksi, air proses mengalir dengan suhu yang cukup dingin; dalam pendekatan khusus seperti Optimized Temperature Pelletizing, air utama dapat melebihi 100 °C di bawah tekanan untuk meningkatkan pemotongan pada beberapa resin rekayasa, diikuti oleh loop pendingin sekunder untuk memadatkan pelet sebelum pengeringan. Prinsipnya sama: stabilkan kondisi termal sehingga sudut dapat melakukan pekerjaan yang bersih tanpa lengket kembali di dalam air.
- Panduan mengenai perbaikan terurut dan penekanan termal dibahas dalam panduan cacat Davis-Standard: lihat bagian aglomerasi dan kembar/triplet di dalamnya. Gambaran umum pemecahan masalah Davis-Standard (2021).
- Untuk konteks mengenai strategi pemadaman dan OTP, lihat Brosur sistem Gala 12S MAAG dan Gambaran umum OTP MAAG.
Kecepatan putaran pemotong vs. kapasitas produksi
Kecepatan putaran pemotong (RPM) harus mengikuti laju aliran massa: terlalu lambat, pelet memanjang dan dapat berpasangan; terlalu cepat, Anda menambahkan panas geser dan serbuk halus. Gunakan kurva OEM atau panduan HMI jika tersedia. Dalam pemecahan masalahnya, Davis-Standard mencatat bahwa "kecepatan pisau terlalu tinggi" dapat menyebabkan pelet ganda dan rantai dalam beberapa kasus; kurangi kecepatan hanya setelah lelehan dan air stabil. Sebagai aturan praktis, ubah RPM secara bertahap dan segera evaluasi pemisahan pelet, ekor, dan distribusi serbuk halus.
Panduan pemecahan masalah
Mendiagnosis ekor dan gugusan
Mulailah dari permukaan cetakan dan loop air. Ekor biasanya menunjukkan ligamen dari celah yang berlebihan, tepi yang aus atau terkelupas, atau kontak yang tidak rata; gugusan sering menunjukkan lapisan pelet yang lengket akibat suhu leleh yang tinggi, air hangat atau aliran rendah, atau pemotongan yang tidak stabil yang menyebabkan noda. Catat suhu leleh, suhu cetakan, suhu dan aliran air, RPM pemotong, throughput, dan tekanan cetakan. Ambil foto pelet dengan menggunakan skala dan catat tingkat cacat berdasarkan jumlah dan massa.
Urutan dan rentang penyesuaian
- Pertama-tama, lakukan pemanasan: turunkan suhu leleh hingga sesuai spesifikasi, kurangi suhu air, dan verifikasi/tingkatkan aliran air. Periksa kembali pemisahan pelet.
- Langkah mekanis selanjutnya: periksa integritas mata pisau dan ganti atau asah ulang jika aus. Atur kontak yang seragam dan sesuaikan jarak antara pisau dan cetakan dalam langkah 0,01–0,03 mm.
- Penyesuaian sudut mikro: di dalam pita resin, ubah kemiringan atau jarak bebas sebesar ±2–3° berdasarkan cacat dominan. Untuk ekor, berikan sedikit kemiringan yang lebih kecil atau sedikit jarak bebas yang lebih besar; untuk gugusan dengan lapisan lengket, kurangi kemiringan dan tingkatkan jarak bebas sedikit; untuk partikel halus dalam sistem yang terisi, tambahkan sekitar 2° kemiringan dan pastikan air tidak terlalu dingin.
- Penyelarasan RPM: sesuaikan kecepatan pemotong agar sesuai dengan laju produksi setelah kondisi di atas stabil; hindari timbulnya panas geser tambahan.
Ritme perawatan pencegahan
Periksa tepi pemotong secara berkala; pastikan pelacakan pisau dan kondisi permukaan cetakan seragam setelah setiap penggantian pisau; dan lakukan pemeriksaan sampel pertama pada setiap batch pisau baru sebelum melakukan produksi dalam jumlah besar. Sebagai contoh pengadaan dan penyelarasan QC kelas OEM, MAXTOR METAL dapat mendukung paket inspeksi sampel pertama dengan laporan dimensi, pemeriksaan kekerasan, dan verifikasi kerataan/kesejajaran untuk membantu Anda mengunci kinerja sudut dan jarak bebas tanpa perlu menebak-nebak. Untuk poin pemeriksaan praktis, lihat panduan mereka tentang metode inspeksi bilah dan menentukan kecocokan di dalamnya panduan toleransi pisau industri.
Verifikasi dan dokumentasi
Analisis ayakan dan standar visual
Kuantifikasi apa yang Anda lihat. Untuk distribusi ukuran partikel dan fraksi cacat, gunakan metode ayakan bertumpuk yang ukurannya sesuai dengan pelet nominal Anda. ASTM D1921 menjelaskan prosedur ayakan kering untuk pelet plastik; jalankan setidaknya tiga sampel replika dan laporkan persentase yang tertahan per ayakan, persentase partikel halus berdasarkan massa, dan persentase ukuran lebih besar. Untuk kuantifikasi partikel halus dan debu dalam kisaran sub-milimeter, ASTM D7486 menyediakan metode dan panduan pelaporan yang sesuai untuk penerimaan QA. Pasangkan data ayakan dengan panel foto yang menunjukkan cacat representatif (ambang batas panjang ekor, contoh kembar/kluster) dan beri anotasi pada garis penerimaan untuk menciptakan standar visual yang konsisten.
- Metode standar: ASTM D1921 – Analisis ayakan bahan plastik dan ASTM D7486 – Pengukuran partikel halus dan debu pada pelet plastik.
Kriteria penerimaan dan catatan cacat
Tetapkan ambang batas yang sesuai dengan spesifikasi pelanggan dan kemampuan proses Anda. Contoh umum meliputi target seperti <1% cluster berdasarkan jumlah dan <2% partikel halus berdasarkan massa, tetapi nilai akhir harus disepakati secara kontraktual.
Templat salin-tempel: catatan cacat (isi satu baris per sampel)
- Cap waktu:
- Model lini/pelletizer:
- Resin / kelas / lot:
- Kapasitas produksi (kg/jam atau lb/jam):
- Suhu leleh (°C) dan stabilitas (±°C):
- Suhu cetakan (°C):
- Suhu air (°C):
- Laju aliran air (L/min) dan tekanan (bar):
- RPM Pemotong:
- Jarak bebas pisau ke cetakan (mm) dan langkah penyesuaian (mm):
- Geometri pisau (sudut kemiringan ° / sudut bebas °) dan perubahannya (±°):
- Pengamatan (noda/lengket, panjang ekor, rantai):
- Metrik (dasar yang sama setiap kali): Gugus % (jumlah), kembar/triplet % (jumlah), partikel halus % (massa), partikel berukuran besar % (massa):
- Nama file foto / ID sampel:
Templat salin-tempel: kolom laporan saringan (sesuai standar ASTM)
- Ukuran pelet nominal:
- Massa sampel:
- Tumpukan ayakan (ukuran bukaan):
- Pengaturan/waktu pengocok:
- Pengulangan (disarankan n=3):
- Tabel hasil: % tertahan per saringan, % partikel halus berdasarkan massa, % partikel berukuran lebih besar berdasarkan massa
- Ringkasan: rata-rata ± SD untuk ukuran halus/besar; kelompok berdasarkan jumlah (jika diukur secara terpisah)
Contoh bahasa penerimaan (penafian kontraktual)
- Kriteria penerimaan harus didefinisikan dalam spesifikasi pelanggan Anda dan divalidasi di lini produksi Anda.
- Contoh saja: gugusan <1% berdasarkan jumlah; butiran halus <2% berdasarkan massa; tidak ada butiran berantai yang terlihat dalam pemeriksaan visual 100 butiran.
Artefak kepatuhan dan ketertelusuran
Templat salin-tempel: daftar periksa inspeksi masuk/FAI pisau
- Sertifikat Kesesuaian (CoC): material, dimensi, ID batch/lot
- Ketertelusuran sertifikat material / nomor batch
- Catatan perlakuan panas (jika ada): kekerasan target dan hasil aktual
- Hasil uji kekerasan (HRC): metode, lokasi, jumlah sampel
- Laporan kerataan/paralelisme: metode pengukuran dan hasilnya
- Kondisi tepi: bebas gerigi, tidak ada serpihan/serpihan kecil (visual + mikroskop jika digunakan)
- Keausan/pelacakan tepi (jika diukur): metode dan toleransi
- Pemeriksaan pelet artikel pertama: standar foto + laporan ayakan + jumlah cacat
Siapkan berkas lengkap untuk setiap batch mata pisau dan untuk lot produksi kritis: Sertifikat Kesesuaian, catatan batch material dan perlakuan panas, data kekerasan, pengukuran kerataan/kesejajaran dan penyimpangan tepi, deklarasi RoHS/REACH, dan laporan saringan pelet artikel pertama beserta foto. Vendor dapat menyelaraskan hasil yang diberikan dengan kriteria penerimaan Anda; dalam praktiknya, menyediakan daftar periksa toleransi dan inspeksi yang jelas di awal akan mengurangi waktu persiapan dan pengerjaan ulang pada lot mata pisau baru.
Kesimpulan
Pertahankan kemiringan dan jarak bebas di dalam rentang spesifik resin dan lakukan penyesuaian halus dalam langkah ±2–3° sesuai dengan tanda-tanda cacat. Stabilkan jarak bebas pisau ke cetakan, suhu air dan lelehan, serta RPM pemotong sebelum melakukan perubahan sudut, lalu verifikasi hasilnya dengan data ayakan dan standar visual. Dengan dokumentasi yang disiplin dan QC yang konsisten, Anda dapat mempertahankan kualitas pemisahan dan mencegah pelet yang menggumpal selama produksi jangka panjang.
Pengarang
Tommy Tang adalah Insinyur Penjualan Senior di Nanjing METAL dengan pengalaman 12 tahun dalam mendukung pembuatan mata pisau industri presisi untuk proses die-face dan pelletisasi bawah air. Sertifikasi: CSE, CME, Six Sigma Green Belt, PMP.
Referensi yang digunakan dalam konteks:
- Perbaikan yang dipesan dan penyebab kerusakan dirangkum dalam Gambaran umum pemecahan masalah Davis-Standard (2021).
- Strategi Quench dan konteks OTP dari Brosur Gala 12S MAAG dan Gambaran umum OTP MAAG.
- Metode QA per ASTM D1921 dan ASTM D7486.