
Introduction
Les granulés agglomérés (jumeaux, triplets et agglomérats fusionnés) réduisent le rendement, bloquent les séchoirs et les classificateurs, et compromettent la qualité des produits. Lors de la granulation sous-marine et par filière, ce phénomène est principalement dû à une température ou une adhérence excessive des granulés à la sortie de la filière, à un refroidissement insuffisant ou instable, ou à une séparation imparfaite. La géométrie de la lame est essentielle pour une séparation nette : des angles de coupe et de dégagement optimisés réduisent la force de coupe et la chaleur de friction, suppriment les bavures qui forment des « crochets » et favorisent une séparation propre des granulés dans le flux d’eau.
En pratique, les premiers leviers à actionner sont simples et efficaces : régler correctement les angles de lame, maintenir un jeu constant entre la lame et la matrice, et stabiliser le refroidissement par eau et la matière en fusion. Une fois les paramètres thermiques et mécaniques de base stabilisés, ajustez les angles avec précision par petits incréments et vérifiez le résultat par tamisage et contrôle visuel.
Points clés à retenir
- Utilisez des bandes de départ empiriques pour le rake et le dégagement par famille de résine, puis ajustez finement ±2–3° par signature de défaut pour réduire les queues et l'agglomération.
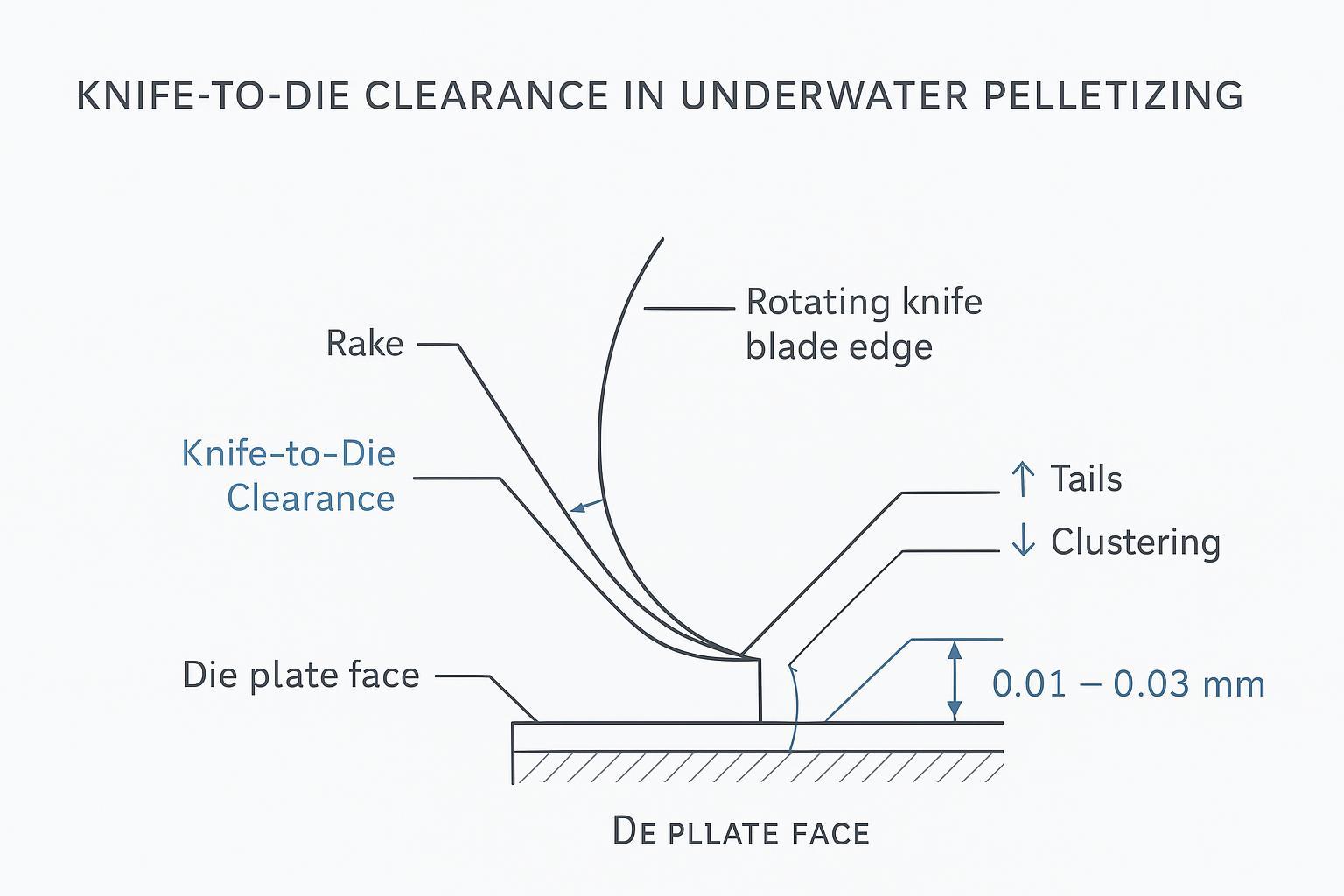
- Établir un jeu uniforme entre la lame et la matrice et l'ajuster par paliers de 0,01 à 0,03 mm ; stabiliser la température et le débit de l'eau avant de modifier la géométrie.
- Maintenez la température de fusion stable à environ ±2–5 °C et alignez le régime de coupe sur le débit pour maintenir une coupe constante.
- Considérez les changements d'angle et les variations de dégagement comme des expériences contrôlées ; documentez les résultats par analyse granulométrique et par des standards photographiques.
- Pour les composés chargés de verre ou fortement chargés, privilégiez un angle de chasse plus faible et un relief plus important pour gérer la chaleur et l'arrachement des fibres.
notions essentielles de géométrie des lames
Mécanismes de l'angle de dépouille et du cisaillement
L'angle de coupe est l'angle formé par le tranchant et la face de la filière. Un angle de coupe légèrement positif réduit la force de coupe dans les polyoléfines plus souples, ce qui contribue à prévenir les bavures et l'échauffement au moment de la coupe. Cependant, un angle de coupe trop positif peut générer une forte chaleur de cisaillement locale et ramollir la surface des granulés, augmentant ainsi le risque de formation de jumelages ou d'agglomérats. Pour les formulations plus dures ou abrasives, notamment celles chargées de fibres de verre, un angle de coupe proche de neutre préserve la résistance du tranchant et limite l'accrochage des fibres. On peut considérer l'angle de coupe comme un indicateur de « force contre chaleur » : un angle plus positif facilite souvent la coupe mais génère plus de chaleur ; un angle moins positif réduit la chaleur et offre une meilleure robustesse.
Angle de dégagement et dégagement de chaleur
Le dégagement (ou contre-dépôt) correspond à l'angle formé par le tranchant et la lame. Son rôle est d'empêcher le flanc de la lame de frotter contre la face de la filière. Un dégagement insuffisant engendre friction et chaleur, ramollissant la surface des granulés et provoquant leur adhérence dans le jet d'eau. Un dégagement excessif peut déstabiliser la coupe et favoriser l'apparition de bavures. Il est donc nécessaire d'avoir un dégagement suffisant pour minimiser les frottements tout en assurant une coupe nette et stable sur la filière.
Tranchant et matériau de la lame
Un tranchant net et intact est indispensable. Les tranchants émoussés ou micro-ébréchés augmentent la force de coupe et la chaleur, laissent des ligaments partiels au niveau de la matrice et produisent des particules fines, autant de facteurs favorisant l'encrassement. Le choix du matériau et du traitement thermique est crucial : les aciers à outils comme le HSS (par exemple, M2) et le SKD11 offrent un bon compromis entre dureté et ténacité ; les revêtements permettent de limiter l'usure des composés abrasifs chargés de fibres de verre. Il est essentiel d'adapter la dureté du matériau à l'abrasivité de la résine et de vérifier la planéité et le parallélisme pour garantir un contact uniforme de chaque lame.
points de consigne d'angle spécifiques à la résine

Polyoléfines : lignes de base PE/PP
- Angle de râteau : 5–15° (commencer près de 10°).
- Dégagement : 6–12° (commencer aux alentours de 8°).
Réglage basé sur les défauts : si vous observez de légères traînées sans signes de surchauffe, réduisez l’angle de chasse de 2° ou ajoutez 2° de jeu. Si les granulés semblent tachés ou collants et présentent des agglomérats, privilégiez un angle de chasse légèrement inférieur et un jeu légèrement supérieur dans la bande après avoir vérifié la stabilité des températures de l’eau et de fusion.
Résines techniques : PA/PET
- Angle d'attaque : 10–18° (commencer près de 12–14° ; maintenir une bonne résistance du tranchant).
- Dégagement : 8–14° (commencer près de 10–12°).
Ces polymères sont plus sensibles à la température. Maintenez une température de fusion stable, surveillez la réadhérence dans l'eau et n'ajustez les angles qu'une fois les températures et l'écoulement stabilisés. Utilisez la surface de coupe comme guide. fracture fragile et facettée, avec augmentation des fines bénéficie souvent d'environ +2° d'inclinaison (puis vérifiez que l'eau n'est pas trop froide), tandis que enduire/coller la peau et la réappliquer dans l'eau nécessite généralement -2° d'inclinaison et/ou +2° de dégagement après confirmation de la stabilité thermique.
Composés chargés et en fibres de verre
- Angle de raclage : 8–16° (commencer près de 10–12° ; de nombreuses lignes bénéficient de valeurs moyennes pour équilibrer la chaleur et l'intégrité des bords).
- Dégagement : 10–16° (commencez aux alentours de 12–14° pour un meilleur soulagement de la chaleur).
Les charges de verre et minérales augmentent l'usure et peuvent favoriser l'arrachement des fibres. Un angle de chasse légèrement inférieur à celui des polyoléfines et un jeu plus important peuvent réduire la chaleur et les accrochages. Si la quantité de fines augmente, envisagez une augmentation de 2° de l'angle de chasse dans la bande et vérifiez que l'eau n'est pas trop froide.
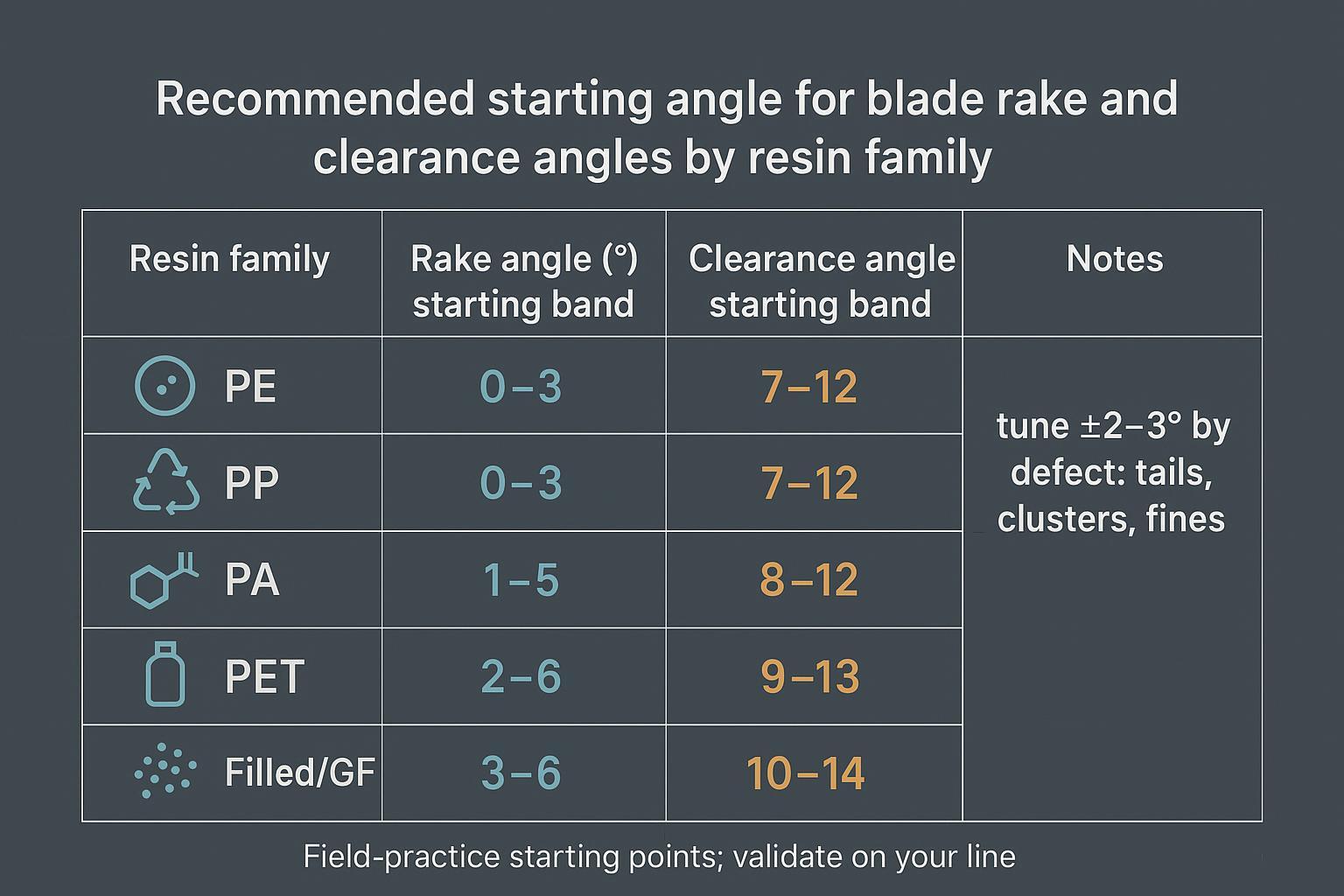
Note pratique : Les plages d’angles ci-dessus sont des points de départ couramment utilisés ; validez-les sur votre ligne et consignez les résultats. Étant donné que la plupart des apprêts OEM publics abordent les mécanismes mais publient rarement des tableaux numériques d’angles spécifiques à la résine, considérez ces plages comme lignes de base empiriques et les confirmer par rapport au manuel de votre équipement et à des essais en ligne contrôlés (un changement à la fois, avec vérification par tamisage/visuelle).
Paramètres d'interaction
Objectifs de dédouanement des couteaux à matrices
Un jeu minimal et uniforme au niveau de la zone de coupe est essentiel. Un jeu excessif engendre des bavures ; un dégagement insuffisant ou un contact irrégulier provoquent une augmentation de la chaleur et des bavures. Procédez par petits incréments (généralement de 0,01 à 0,03 mm), en veillant à un contact uniforme sur toutes les lames. Après chaque modification, prélevez un échantillon après un temps déterminé et vérifiez la présence de bavures et d’agglomérations avant de passer au réglage suivant. Les ressources de dépannage du secteur signalent un « jeu excessif entre la lame et la matrice » comme une cause fréquente de bavures ; corrigez d’abord les facteurs thermiques, puis ajustez le jeu.
Températures de refroidissement et de fusion
Si les granulés sortent de la filière trop chauds, ou si l'eau est trop chaude ou en quantité insuffisante, leurs surfaces restent collantes et s'agglutinent. Commencez par abaisser la température de fusion dans la plage recommandée pour la résine et assurez-vous d'un débit de refroidissement adéquat. Sur de nombreuses lignes, l'eau de process est à une température agréablement basse ; dans des procédés spécifiques comme la granulation à température optimisée, l'eau primaire peut dépasser 100 °C sous pression pour améliorer la coupe de certaines résines techniques, suivie d'un circuit de refroidissement secondaire pour solidifier les granulés avant séchage. Le principe reste le même : stabiliser les conditions thermiques pour permettre une granulation nette, sans risque de réadhérence dans l'eau.
- Les recommandations relatives aux corrections ordonnées et à l'accentuation thermique sont abordées dans le guide des défauts Davis-Standard : voir les sections sur l'agglomération et les jumeaux/triplets. Présentation du dépannage Davis-Standard (2021).
- Pour plus de contexte sur les stratégies d'extinction et l'OTP, voir Brochure du système Gala 12S de MAAG et Aperçu de l'OTP de MAAG.
Vitesse de coupe en tr/min vs débit
La vitesse de coupe doit être proportionnelle au débit massique : trop faible, les granulés s’allongent et peuvent s’agglomérer ; trop élevée, elle génère de la chaleur de cisaillement et des fines. Utilisez les courbes du constructeur ou les indications de l’interface homme-machine (IHM) lorsqu’elles sont disponibles. Dans leur documentation de dépannage, Davis-Standard indique qu’une vitesse de coupe trop élevée peut, dans certains cas, contribuer à la formation de jumelages et de chaînes ; réduisez la vitesse uniquement après stabilisation de la matière fondue et de l’eau. En pratique, modifiez la vitesse de coupe par petits paliers et évaluez immédiatement la séparation des granulés, les queues et la distribution des fines.
Guide de dépannage
Diagnostiquer les queues et les amas
Commencez par la face de la filière et le circuit d'eau. Les bavures indiquent généralement des ligaments dus à un jeu excessif, des bords usés ou ébréchés, ou un contact irrégulier ; les amas signalent souvent une pellicule collante due à une température de fusion élevée, une eau chaude ou un faible débit, ou des coupes instables qui bavent. Enregistrez la température de fusion, la température de la filière, la température et le débit d'eau, la vitesse de rotation de la fraise, le débit et la pression de la filière. Prenez des photos des granulés en les comparant à une échelle et notez les taux de défauts en nombre et en masse.
Séquence et plages de réglage
- Contrôle thermique en premier : abaisser la température de fusion dans les limites spécifiées, réduire la température de l’eau et vérifier/augmenter le débit d’eau. Revérifier la séparation des granulés.
- Étape mécanique suivante : vérifier l’intégrité du tranchant et le remplacer ou le réaffûter s’il est usé. Assurer un contact uniforme et ajuster le jeu entre la lame et la matrice par incréments de 0,01 à 0,03 mm.
- Réglage fin de l'angle : dans la bande de résine, modifier l'angle de coupe ou le jeu de ±2 à 3° en fonction du défaut dominant. Pour les queues, privilégier un angle de coupe légèrement inférieur ou un jeu légèrement supérieur ; pour les agglomérats à peau collante, réduire l'angle de coupe et augmenter le jeu d'un cran ; pour les fines dans les systèmes remplis, ajouter environ 2° d'angle de coupe et vérifier que l'eau n'est pas trop froide.
- Alignement du régime moteur : ajuster la vitesse de coupe pour correspondre au débit une fois les paramètres ci-dessus stabilisés ; éviter de générer une chaleur de cisaillement excessive.
Cadence de maintenance préventive
Inspectez régulièrement les arêtes de coupe ; vérifiez l’alignement uniforme de la lame et l’état de la face de la matrice après chaque changement de lame ; et effectuez des contrôles de premier article sur tout nouveau lot de lames avant de vous engager dans une production en série. À titre d’exemple d’approvisionnement de qualité OEM et d’alignement du contrôle qualité, MAXTOR METAL peut fournir des kits d’inspection de premier article comprenant des rapports dimensionnels, des contrôles de dureté et des vérifications de planéité/parallélisme pour vous aider à garantir des performances optimales en termes d’angle et de jeu. Pour des points de contrôle pratiques, consultez leurs recommandations sur méthodes d'inspection des lames et en spécifiant les ajustements dans le guide de tolérance des lames industrielles.
Vérification et documentation
Analyse granulométrique et normes visuelles
Quantifiez vos observations. Pour la granulométrie et la détermination des défauts, utilisez une méthode de tamisage à plusieurs tamis adaptée à la taille nominale de vos granulés. La norme ASTM D1921 décrit les procédures de tamisage à sec pour les granulés de plastique ; analysez au moins trois échantillons et indiquez le pourcentage retenu par tamis, le pourcentage de fines en masse et le pourcentage de particules surdimensionnées. Pour la quantification des fines et des poussières de taille inférieure au millimètre, la norme ASTM D7486 fournit des méthodes et des recommandations de rapport adaptées à l’assurance qualité. Associez les données de tamisage à des panneaux photographiques illustrant des défauts représentatifs (seuils de longueur des queues, exemples de granulométrie jumelée/agglomérée) et annotez les lignes d’acceptation afin de créer des normes visuelles cohérentes.
- Méthodes standard : ASTM D1921 – Analyse granulométrique des matières plastiques et ASTM D7486 – Mesure des particules fines et des poussières sur les granulés de plastique.
Critères d'acceptation et journaux des défauts
Définissez des seuils qui correspondent aux spécifications du client et aux capacités de votre processus. Par exemple, un nombre d'agrégats inférieur à 11 TP4T et une masse de fines inférieure à 21 TP4T sont des cibles courantes, mais les valeurs finales doivent être convenues contractuellement.
Modèle à copier-coller : journal des défauts (remplir une ligne par échantillon)
- Horodatage :
- Modèle de ligne/granulateur :
- Résine / qualité / lot :
- Débit (kg/h ou lb/h) :
- Température de fusion (°C) et stabilité (±°C) :
- Température de la matrice (°C) :
- Température de l'eau (°C) :
- Débit d'eau (L/min) et pression (bar) :
- Vitesse de coupe :
- Jeu entre la lame et la matrice (mm) et pas de réglage (mm) :
- Géométrie du couteau (angle de coupe ° / dégagement °) et variation (±°) :
- Observations (friction/adhérence, longueur des queues, chaînes) :
- Métriques (même base à chaque fois) : clusters % (nombre), jumeaux/triplets % (nombre), particules fines % (masse), particules surdimensionnées % (masse) :
- Nom(s) du/des fichier(s) photo / ID de l'échantillon :
Modèle à copier-coller : champs de rapport de tamisage (alignés sur la norme ASTM)
- Taille nominale des granulés :
- Masse de l'échantillon :
- Pile de tamis (tailles d'ouverture) :
- Durée/réglages du shaker :
- Réplicats (n=3 recommandés) :
- Tableau des résultats : % retenu par tamis, fines % (masse), surdimensionné % (masse)
- Résumé : moyenne ± écart-type pour les amendes/hors gabarit ; regroupements par nombre (si mesurés séparément)
Exemple de formulation d'acceptation (clause de non-responsabilité contractuelle)
- Les critères d'acceptation doivent être définis dans votre cahier des charges client et validés sur votre ligne de production.
- Exemple uniquement : amas <1% en nombre ; fines <2% en masse ; aucune granulé enchaîné visible lors d'un contrôle visuel de 100 granulés.
artefacts de conformité et de traçabilité
Modèle à copier-coller : liste de contrôle FAI/inspection à réception des lames
- Certificat de conformité (CoC) : matériau, dimensions, numéro de coulée/lot
- Certificats de matériaux / traçabilité des numéros de coulée
- Enregistrement du traitement thermique (le cas échéant) : dureté cible et résultats obtenus
- Résultats du test de dureté (HRC) : méthode, emplacements, nombre d’échantillons
- Rapport sur la planéité/le parallélisme : méthode de mesure et résultats
- État des bords : sans bavures, sans ébréchures ni micro-ébréchures (examen visuel et au microscope si nécessaire)
- Faux-rond / suivi de bord (si mesuré) : méthode et tolérance
- Contrôle des granulés du premier article : standard photographique + rapport de tamisage + comptage des défauts
Conservez un dossier pour chaque lot de lames et pour les lots de production critiques : certificat de conformité, dossiers de lot de matériaux et de traitement thermique, données de dureté, mesures de planéité/parallélisme et de faux-rond, déclarations RoHS/REACH et rapport de tamisage du premier article (avec photos). Les fournisseurs peuvent adapter leurs livrables à vos critères d’acceptation ; en pratique, la mise à disposition d’une liste de contrôle claire des tolérances et des inspections dès le départ réduit les délais de montée en puissance et les retouches sur les nouveaux lots de lames.
Conclusion
Maintenez l'angle de coupe et le jeu dans les plages spécifiques à la résine et ajustez-les par incréments de ±2 à 3° en fonction des défauts observés. Stabilisez le jeu entre la lame et la matrice, les températures de l'eau et de fusion, ainsi que la vitesse de rotation de la fraise avant de modifier l'angle, puis vérifiez les résultats à l'aide des données de tamisage et d'un contrôle visuel. Une documentation rigoureuse et un contrôle qualité constant vous permettront de maintenir une qualité de séparation optimale et d'éviter l'agglomération des granulés, même lors de longues productions.
Auteur
Tommy Tang est ingénieur commercial senior chez Nanjing METAL et possède 12 ans d'expérience dans le support de lames industrielles rectifiées de précision pour le façonnage de matrices et la granulation sous-marine. Certifications : CSE, CME, Six Sigma Green Belt, PMP.
Références utilisées dans le contexte :
- Les correctifs ordonnés et les causes des défauts sont résumés dans le Présentation du dépannage Davis-Standard (2021).
- Stratégies d'extinction et contexte OTP de Brochure du Gala 12S de MAAG et Aperçu de l'OTP de MAAG.
- méthodes d'assurance qualité par ASTM D1921 et ASTM D7486.