
Giới thiệu
Các viên nén kết tụ – dạng đôi, dạng ba và dạng cụm dính liền – làm lãng phí năng suất, gây tắc nghẽn máy sấy và máy phân loại, đồng thời ảnh hưởng đến chất lượng sản phẩm đối với khách hàng. Trong quá trình tạo viên nén dưới nước và tạo viên nén trực tiếp vào khuôn, hầu hết các trường hợp kết tụ đều bắt nguồn từ việc viên nén rời khỏi khuôn quá nóng hoặc quá dính, làm nguội không đủ hoặc không ổn định, hoặc việc tách viên nén không hoàn hảo ở mặt khuôn. Hình dạng lưỡi dao đóng vai trò quan trọng trong việc tách viên nén sạch: góc nghiêng và góc thoát được điều chỉnh tối ưu giúp giảm lực cắt và nhiệt ma sát, ngăn chặn hiện tượng tạo đuôi viên nén như “móc câu”, và giúp viên nén tách rời hoàn toàn trong dòng nước.
Trên thực tế, những thao tác đầu tiên rất đơn giản nhưng hiệu quả: thiết lập góc lưỡi dao phù hợp, duy trì khoảng cách ổn định giữa dao và khuôn, và ổn định nước làm mát và nhiệt độ nóng chảy. Khi các thông số cơ bản về nhiệt và cơ học đã ổn định, hãy tinh chỉnh góc bằng những bước nhỏ, cẩn thận và kiểm tra phản hồi bằng cách sàng lọc và kiểm tra trực quan.
Những điểm chính cần ghi nhớ
- Sử dụng các dải khởi đầu thực nghiệm cho góc nghiêng và khe hở theo từng loại nhựa, sau đó tinh chỉnh ±2–3° theo đặc điểm khuyết tật để giảm hiện tượng đuôi và vón cục.
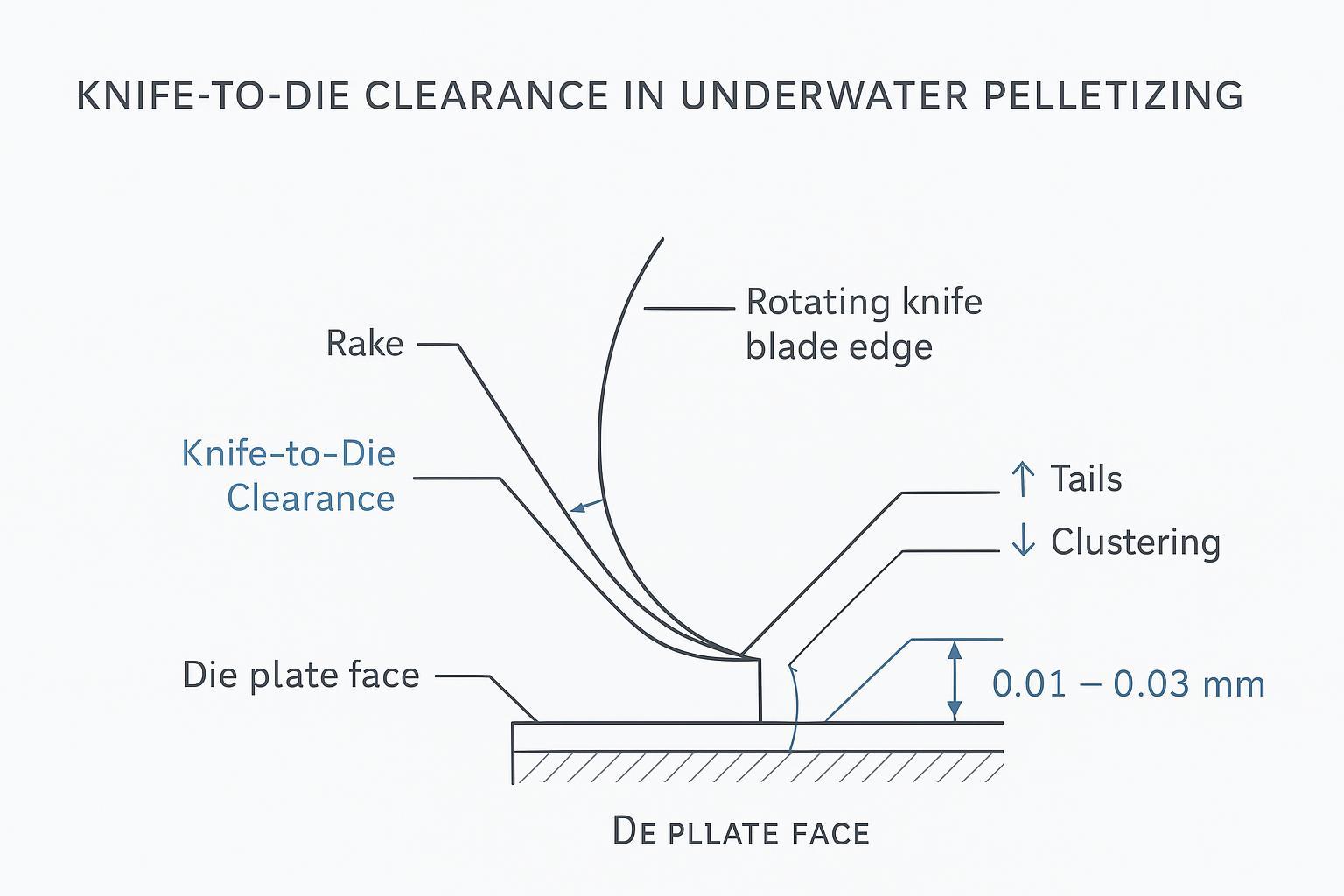
- Đảm bảo khe hở giữa dao và khuôn được điều chỉnh đồng đều và thay đổi theo từng bước 0,01–0,03 mm; ổn định nhiệt độ và lưu lượng nước trước khi thay đổi hình dạng khuôn.
- Giữ nhiệt độ nóng chảy ổn định trong khoảng ±2–5 °C và điều chỉnh tốc độ quay của máy cắt phù hợp với năng suất để duy trì độ cắt đồng đều.
- Coi việc thay đổi góc và điều chỉnh khoảng cách như những thí nghiệm có kiểm soát; ghi lại kết quả bằng phương pháp phân tích sàng lọc và tiêu chuẩn ảnh.
- Đối với các loại vật liệu có chứa sợi thủy tinh hoặc hàm lượng sợi cao, nên ưu tiên góc nghiêng thấp hơn và độ nhô cao hơn để kiểm soát nhiệt và hiện tượng kéo sợi.
Các yếu tố cơ bản về hình học lưỡi dao
Góc nghiêng và cơ học cắt
Góc nghiêng lưỡi cắt (rake) là góc của cạnh cắt so với mặt khuôn. Góc nghiêng dương vừa phải giúp giảm lực cắt đối với các loại polyolefin mềm hơn, từ đó giúp ngăn ngừa hiện tượng lem mực và tích tụ nhiệt tại thời điểm cắt. Tuy nhiên, góc nghiêng dương quá lớn có thể làm tăng đột biến nhiệt độ cắt cục bộ và làm mềm lớp vỏ hạt, làm tăng nguy cơ tạo ra các hạt song sinh hoặc cụm hạt. Đối với các công thức cứng hơn hoặc dễ mài mòn hơn—đặc biệt là các công thức có chứa sợi thủy tinh—góc nghiêng gần trung tính giúp duy trì độ bền của cạnh cắt và hạn chế hiện tượng kẹt sợi. Hãy coi góc nghiêng như một công tắc "lực cắt so với nhiệt độ": góc nghiêng dương càng lớn thường cắt dễ hơn nhưng tạo ra nhiệt độ cao hơn; góc nghiêng dương càng nhỏ thì hoạt động mát hơn và bền hơn.
Góc thoát nhiệt và giảm nhiệt
Khe hở (độ giảm ma sát) là góc phía sau cạnh cắt. Nhiệm vụ của nó là ngăn không cho cạnh lưỡi dao cọ xát vào mặt khuôn. Khe hở không đủ sẽ gây ma sát và sinh nhiệt, làm mềm bề mặt viên nén khiến chúng dính vào nhau trong dòng nước. Khe hở quá lớn có thể làm mất ổn định đường cắt và tạo ra các phần đuôi. Bạn chỉ cần độ giảm ma sát vừa đủ để giảm thiểu sự cọ xát trong khi vẫn duy trì đường cắt sắc nét và ổn định trên khuôn.
Độ sắc bén của lưỡi dao và chất liệu lưỡi dao
Một cạnh sắc bén, nguyên vẹn là điều không thể thiếu. Cạnh cùn hoặc bị sứt mẻ nhỏ sẽ làm tăng lực cắt và nhiệt lượng, để lại các phần thừa ở khuôn và tạo ra các mảnh vụn nhỏ - mỗi yếu tố đều dẫn đến sự hình thành các cụm vụn. Vật liệu và xử lý nhiệt rất quan trọng: thép dụng cụ như HSS (ví dụ: M2) và SKD11 cân bằng giữa độ cứng và độ dẻo dai; lớp phủ có thể giúp kiểm soát sự mài mòn tốt hơn đối với các hợp chất chứa sợi thủy tinh có tính mài mòn. Cần phải phù hợp độ cứng của vật liệu với độ mài mòn của nhựa và kiểm tra độ phẳng/song song để đảm bảo mỗi lưỡi dao tiếp xúc đồng đều.
Điểm đặt góc cụ thể cho từng loại nhựa

Polyolefin: Đường cơ sở PE/PP
- Góc nghiêng: 5–15° (bắt đầu gần 10°).
- Khoảng hở: 6–12° (bắt đầu gần 8°).
Điều chỉnh dựa trên lỗi: nếu bạn thấy vệt sáng mà không có dấu hiệu quá nhiệt, hãy giảm góc nghiêng đi 2° hoặc tăng thêm 2° khe hở. Nếu viên nén trông bị nhòe hoặc dính, tạo thành các cụm, hãy điều chỉnh góc nghiêng giảm nhẹ và khe hở tăng nhẹ trong dải sau khi xác nhận nhiệt độ nước và nhiệt độ nóng chảy ổn định.
Nhựa kỹ thuật: PA/PET
- Góc nghiêng lưỡi cưa: 10–18° (bắt đầu ở khoảng 12–14°; duy trì độ cứng chắc của cạnh lưỡi).
- Độ thông thoáng: 8–14° (bắt đầu ở khoảng 10–12°).
Các polyme này nhạy cảm với nhiệt hơn. Giữ nhiệt độ nóng chảy ổn định, chú ý đến hiện tượng dính lại trong nước và chỉ điều chỉnh góc sau khi nhiệt độ và độ chảy đã ổn định. Sử dụng bề mặt cắt làm hướng dẫn: vết nứt giòn, nhiều mặt cộng với lượng hạt mịn tăng lên thường được hưởng lợi từ khoảng độ nghiêng +2° (sau đó kiểm tra xem nước có bị quá lạnh không), trong khi bôi trơn/làm khô lớp da và làm khô lại trong nước. thường yêu cầu Góc nghiêng -2° và/hoặc khe hở +2° sau khi độ ổn định nhiệt được xác nhận.
Hợp chất chứa chất độn và sợi thủy tinh
- Góc nghiêng lưỡi cắt: 8–16° (bắt đầu ở khoảng 10–12°; nhiều đường cắt sẽ hiệu quả hơn với các giá trị ở dải giữa để cân bằng nhiệt và độ bền của cạnh lưỡi cắt).
- Khoảng cách thông thoáng: 10–16° (bắt đầu ở khoảng 12–14° để giảm nhiệt tốt hơn).
Các chất độn thủy tinh và khoáng chất làm tăng độ mài mòn và có thể thúc đẩy hiện tượng sợi bị kéo ra. Góc nghiêng thấp hơn một chút so với polyolefin và khoảng hở lớn hơn một chút có thể giảm nhiệt và hiện tượng vướng mắc. Nếu lượng bụi mịn tăng lên, hãy cân nhắc tăng góc nghiêng thêm 2° trong dải và kiểm tra xem nước có quá lạnh hay không.
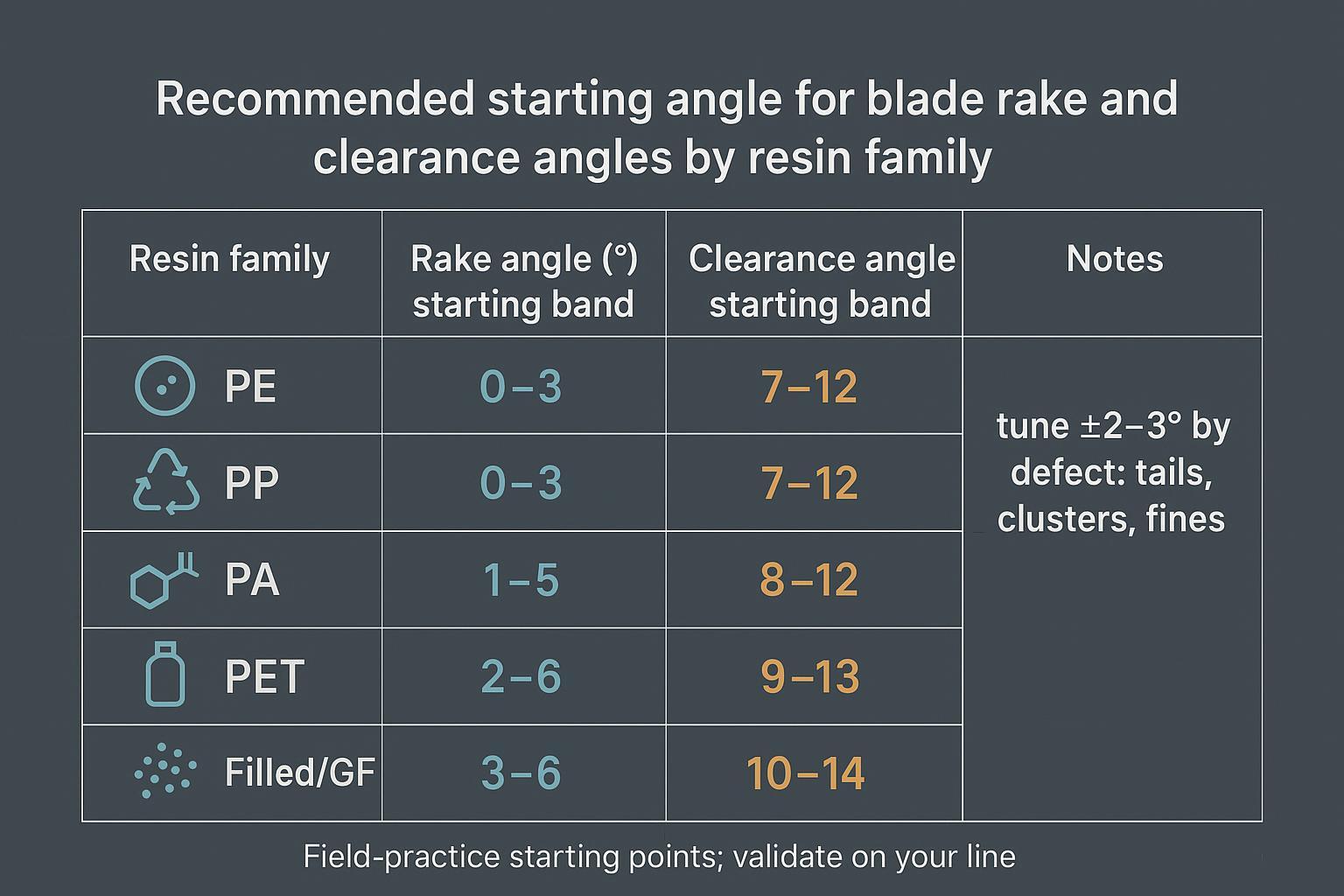
Ghi chú thực hành tại hiện trường: Các dải góc ở trên là điểm khởi đầu được sử dụng rộng rãi; hãy xác thực trên dây chuyền của bạn và ghi lại kết quả. Vì hầu hết các tài liệu hướng dẫn cơ bản của nhà sản xuất thiết bị gốc (OEM) đều thảo luận về cơ chế nhưng hiếm khi công bố bảng góc số cụ thể cho từng loại nhựa, hãy coi các dải này như sau: cơ sở thực nghiệm và đối chiếu chúng với hướng dẫn sử dụng thiết bị và các thử nghiệm trực tuyến có kiểm soát (thay đổi từng bước một, kèm theo kiểm tra bằng sàng lọc/quan sát trực quan).
Các tham số tương tác
Mục tiêu dọn dẹp bằng dao để chết
Khe hở tối thiểu và đồng đều tại đường cắt là rất cần thiết. Khe hở quá lớn sẽ tạo ra các sợi thừa hình thành nên các vệt; khe hở không đủ hoặc tiếp xúc không đều sẽ làm tăng nhiệt và gây lem. Điều chỉnh từng bước nhỏ (thường là 0,01–0,03 mm), đảm bảo tiếp xúc đồng đều trên tất cả các lưỡi dao. Sau mỗi lần điều chỉnh, hãy lấy mẫu theo thời gian và kiểm tra các vệt thừa và sự tập trung trước khi chuyển sang điều chỉnh tiếp theo. Các nguồn tài liệu khắc phục sự cố trong ngành chỉ ra rằng “khe hở giữa dao và khuôn quá lớn” là nguyên nhân phổ biến gây ra hiện tượng lem; hãy khắc phục các yếu tố nhiệt trước, sau đó mới tinh chỉnh khe hở.
Nước làm mát và nhiệt độ nóng chảy
Nếu hạt nhựa ra khỏi khuôn khi còn nóng hoặc nước quá ấm hoặc lưu lượng không đủ, bề mặt sẽ vẫn dính và kết dính lại với nhau. Hãy bắt đầu bằng cách giảm nhiệt độ nóng chảy trong phạm vi khuyến nghị của nhựa và đảm bảo lưu lượng làm nguội đầy đủ. Đối với nhiều dây chuyền, nước xử lý có nhiệt độ khá mát; trong các phương pháp chuyên biệt như Tối ưu hóa nhiệt độ tạo hạt (Optimized Temperature Pelletizing), nước sơ cấp có thể vượt quá 100 °C dưới áp suất để cải thiện khả năng cắt đối với một số loại nhựa kỹ thuật, sau đó là vòng làm mát thứ cấp để làm cứng hạt trước khi sấy khô. Nguyên tắc là như nhau: ổn định điều kiện nhiệt độ để các góc cạnh có thể thực hiện công việc sạch sẽ mà không bị dính lại trong nước.
- Hướng dẫn về cách khắc phục theo thứ tự và nhấn mạnh nhiệt được thảo luận trong hướng dẫn về khuyết tật của Davis-Standard: xem các phần về sự kết tụ và các cặp song sinh/bộ ba trong tài liệu đó. Tổng quan về quy trình khắc phục sự cố Davis-Standard (2021).
- Để hiểu rõ hơn về các chiến lược dập tắt và OTP, xem Tài liệu giới thiệu hệ thống Gala 12S của MAAG Và Tổng quan về OTP của MAAG.
Tốc độ quay của máy cắt so với năng suất
Tốc độ quay của máy cắt (RPM) phải theo sát lưu lượng khối: quá chậm, các hạt nhựa sẽ dài ra và có thể kết đôi; quá nhanh, sẽ tạo ra nhiệt ma sát và bụi mịn. Sử dụng đường cong của nhà sản xuất hoặc hướng dẫn trên giao diện người dùng (HMI) nếu có. Trong phần khắc phục sự cố, Davis-Standard lưu ý rằng “tốc độ dao quá cao” có thể góp phần tạo ra các hạt kết đôi và chuỗi hạt trong một số trường hợp; chỉ giảm tốc độ sau khi đã ổn định quá trình nóng chảy và nước. Theo nguyên tắc thực tế, hãy thay đổi RPM từng bước nhỏ và ngay lập tức đánh giá sự tách hạt, phần thừa và sự phân bố bụi mịn.
Sổ tay hướng dẫn xử lý sự cố
Chẩn đoán đuôi và cụm
Bắt đầu từ mặt khuôn và vòng tuần hoàn nước. Các đuôi hạt thường cho thấy các dây chằng do khe hở quá lớn, các cạnh bị mòn hoặc sứt mẻ, hoặc tiếp xúc không đều; các cụm hạt thường chỉ ra lớp vỏ viên nén dính do nhiệt độ nóng chảy cao, nước ấm hoặc lưu lượng thấp, hoặc các vết cắt không ổn định gây lem. Ghi lại nhiệt độ nóng chảy, nhiệt độ khuôn, nhiệt độ và lưu lượng nước, tốc độ quay của máy cắt, năng suất và áp suất khuôn. Chụp ảnh các viên nén so với thước đo và ghi lại tỷ lệ lỗi theo số lượng và khối lượng.
Trình tự và phạm vi điều chỉnh
- Ưu tiên xử lý nhiệt: giảm nhiệt độ nóng chảy xuống mức cho phép, giảm nhiệt độ nước và kiểm tra/tăng lưu lượng nước. Kiểm tra lại quá trình tách hạt.
- Bước tiếp theo về cơ khí: kiểm tra độ sắc bén của lưỡi dao và thay thế hoặc mài lại nếu bị mòn. Đảm bảo tiếp xúc đồng đều và điều chỉnh khe hở giữa dao và khuôn theo từng bước 0,01–0,03 mm.
- Điều chỉnh góc vi mô: trong dải nhựa, thay đổi góc nghiêng hoặc khe hở ±2–3° dựa trên khuyết tật chủ yếu. Đối với các phần thừa, điều chỉnh góc nghiêng nhỏ hơn một chút hoặc khe hở lớn hơn một chút; đối với các cụm có lớp vỏ dính, giảm góc nghiêng và tăng khe hở một nấc; đối với các hạt mịn trong hệ thống đã được lấp đầy, tăng góc nghiêng khoảng 2° và đảm bảo nước không bị quá lạnh.
- Căn chỉnh RPM: điều chỉnh tốc độ máy cắt cho phù hợp với năng suất sau khi các thông số trên đã ổn định; tránh tạo ra nhiệt cắt dư thừa.
Chu kỳ bảo trì phòng ngừa
Kiểm tra các cạnh dao cắt theo lịch trình thường xuyên; xác nhận sự đồng đều của đường cắt và tình trạng bề mặt khuôn sau mỗi lần thay lưỡi dao; và thực hiện kiểm tra sản phẩm mẫu đầu tiên trên bất kỳ lô lưỡi dao mới nào trước khi sản xuất hàng loạt. Ví dụ về việc tìm nguồn cung ứng và kiểm soát chất lượng theo tiêu chuẩn OEM, MAXTOR METAL có thể hỗ trợ các gói kiểm tra sản phẩm mẫu đầu tiên với báo cáo kích thước, kiểm tra độ cứng và xác minh độ phẳng/song song để giúp bạn đảm bảo hiệu suất góc và khe hở mà không cần phỏng đoán. Để biết các điểm kiểm tra thực tế, hãy xem hướng dẫn của họ về... phương pháp kiểm tra lưỡi dao và chỉ định các phụ kiện phù hợp trong hướng dẫn dung sai lưỡi dao công nghiệp.
Xác minh và lập hồ sơ
Phân tích sàng lọc và tiêu chuẩn trực quan
Định lượng những gì bạn thấy. Đối với phân bố kích thước hạt và tỷ lệ khuyết tật, hãy sử dụng phương pháp sàng xếp chồng có kích thước phù hợp với viên nén danh nghĩa của bạn. Tiêu chuẩn ASTM D1921 mô tả các quy trình sàng khô cho viên nén nhựa; thực hiện ít nhất ba mẫu lặp lại và báo cáo phần trăm giữ lại trên mỗi sàng, phần trăm hạt mịn theo khối lượng và phần trăm hạt quá cỡ. Đối với định lượng hạt mịn và bụi trong phạm vi dưới milimét, tiêu chuẩn ASTM D7486 cung cấp các phương pháp và hướng dẫn báo cáo phù hợp cho việc chấp nhận QA. Kết hợp dữ liệu sàng với các bảng ảnh hiển thị các khuyết tật điển hình (ngưỡng chiều dài đuôi, ví dụ về cặp đôi/cụm) và chú thích các dòng chấp nhận để tạo ra các tiêu chuẩn trực quan nhất quán.
- Phương pháp tiêu chuẩn: ASTM D1921 – Phân tích sàng lọc vật liệu nhựa Và ASTM D7486 – Phương pháp đo lường các hạt mịn và bụi trên hạt nhựa.
Tiêu chí chấp nhận và nhật ký lỗi
Xác định các ngưỡng phù hợp với thông số kỹ thuật của khách hàng và khả năng của quy trình. Các ví dụ phổ biến bao gồm các mục tiêu như số lượng cụm <1% và số lượng tiền phạt <2%, nhưng các giá trị cuối cùng cần được thỏa thuận trong hợp đồng.
Sao chép mẫu: nhật ký lỗi (điền một dòng cho mỗi mẫu)
- Thời điểm:
- Mô hình dây chuyền/máy tạo viên:
- Nhựa / cấp độ / lô:
- Lưu lượng (kg/giờ hoặc lb/giờ):
- Nhiệt độ nóng chảy (°C) và độ ổn định (±°C):
- Nhiệt độ khuôn (°C):
- Nhiệt độ nước (°C):
- Lưu lượng nước (L/phút) và áp suất (bar):
- Tốc độ quay của dao cắt:
- Khe hở giữa dao và khuôn (mm) và bước điều chỉnh (mm):
- Hình dạng dao (góc nghiêng ° / khe hở °) và sự thay đổi (±°):
- Quan sát (vết bẩn/độ bám dính, chiều dài đuôi, chuỗi):
- Các chỉ số (cùng cơ sở tính toán mỗi lần): Cụm % (số lượng), Cặp đôi/Bộ ba % (số lượng), Hạt mịn % (khối lượng), Kích thước quá khổ % (khối lượng):
- Tên tệp ảnh / Mã số mẫu:
Sao chép-dán mẫu: các trường báo cáo sàng lọc (phù hợp với tiêu chuẩn ASTM)
- Kích thước viên nén danh nghĩa:
- Khối lượng mẫu:
- Bộ sàng (kích thước lỗ):
- Thời gian/cài đặt máy lắc:
- Số lần lặp lại (khuyến nghị n=3):
- Bảng kết quả: Lượng % giữ lại trên mỗi sàng, khối lượng hạt mịn %, khối lượng hạt quá cỡ %.
- Tóm tắt: Giá trị trung bình ± độ lệch chuẩn cho hạt mịn/kích thước lớn; các cụm theo số lượng (nếu đo riêng)
Ví dụ về ngôn ngữ chấp nhận (tuyên bố miễn trừ trách nhiệm theo hợp đồng)
- Các tiêu chí chấp nhận phải được xác định trong bản đặc tả yêu cầu của khách hàng và được kiểm chứng trên dây chuyền sản xuất của bạn.
- Ví dụ minh họa: cụm hạt <1% theo số lượng; hạt mịn <2% theo khối lượng; không thấy hạt kết dính nào trong quá trình kiểm tra trực quan 100 hạt.
Các tài liệu tuân thủ và truy xuất nguồn gốc
Sao chép-dán mẫu: danh sách kiểm tra FAI/kiểm tra đầu vào của lưỡi dao
- Giấy chứng nhận hợp quy (CoC): vật liệu, kích thước, mã lô/mẻ.
- Chứng nhận vật liệu / truy xuất nguồn gốc theo số lô
- Hồ sơ xử lý nhiệt (nếu có): độ cứng mục tiêu và kết quả thực tế
- Kết quả kiểm tra độ cứng (HRC): phương pháp, vị trí, số lượng mẫu
- Báo cáo độ phẳng/song song: phương pháp đo và kết quả
- Tình trạng cạnh dao: không có gờ, không có sứt mẻ/mẻ nhỏ (kiểm tra bằng mắt thường và kính hiển vi nếu có).
- Độ lệch tâm/độ bám cạnh (nếu đo): phương pháp và dung sai
- Kiểm tra viên nén mẫu đầu tiên: ảnh tiêu chuẩn + báo cáo sàng lọc + số lượng sản phẩm lỗi
Hãy lưu giữ một bộ hồ sơ cho mỗi lô lưỡi dao và cho các lô sản xuất quan trọng: Giấy chứng nhận hợp quy, hồ sơ lô vật liệu và xử lý nhiệt, dữ liệu độ cứng, đo độ phẳng/song song và độ lệch cạnh, tuyên bố RoHS/REACH, và báo cáo sàng lọc mẫu đầu tiên kèm ảnh. Nhà cung cấp có thể điều chỉnh sản phẩm giao hàng theo tiêu chí chấp nhận của bạn; trên thực tế, việc cung cấp danh sách kiểm tra và dung sai rõ ràng ngay từ đầu sẽ giảm thời gian chuẩn bị và giảm công việc làm lại đối với các lô lưỡi dao mới.
Kết luận
Giữ góc cắt và khe hở nằm trong phạm vi quy định cho từng loại nhựa và tinh chỉnh theo từng bước ±2–3° dựa trên dấu hiệu lỗi. Ổn định khe hở giữa dao và khuôn, nhiệt độ nước và nhiệt độ nóng chảy, và tốc độ quay của dao cắt trước khi thực hiện các thay đổi góc, sau đó xác minh kết quả bằng dữ liệu sàng lọc và các tiêu chuẩn trực quan. Với việc ghi chép có hệ thống và kiểm soát chất lượng nhất quán, bạn có thể duy trì chất lượng phân tách và ngăn ngừa hiện tượng vón cục hạt nhựa trong suốt quá trình sản xuất dài hạn.
Tác giả
Tommy Tang là Kỹ sư Bán hàng Cao cấp tại Nanjing METAL với 12 năm kinh nghiệm hỗ trợ các lưỡi dao công nghiệp mài chính xác cho khuôn dập và quá trình tạo hạt dưới nước. Chứng chỉ: CSE, CME, Six Sigma Green Belt, PMP.
Các tài liệu tham khảo được sử dụng trong ngữ cảnh:
- Các biện pháp khắc phục theo thứ tự và nguyên nhân gây ra lỗi được tóm tắt trong phần sau. Tổng quan về quy trình khắc phục sự cố Davis-Standard (2021).
- Các chiến lược dập tắt và bối cảnh OTP từ Tài liệu quảng cáo Gala 12S của MAAG Và Tổng quan về OTP của MAAG.
- Phương pháp QA theo ASTM D1921 Và ASTM D7486.