
Introdução
Grânulos aglomerados — gêmeos, trios e aglomerados fundidos — desperdiçam produtividade, obstruem secadores e classificadores e comprometem as alegações de qualidade do cliente. Na granulação subaquática e na matriz, a maioria dos aglomerados se deve a grânulos que saem da matriz muito quentes ou pegajosos, resfriamento insuficiente ou instável ou separação imperfeita na face da matriz. A geometria da lâmina é fundamental para uma separação limpa: ângulos de inclinação e folga ajustados reduzem a força de corte e o calor por atrito, suprimem as caudas que atuam como "ganchos" e ajudam os grânulos a se separarem de forma limpa no fluxo de água.
Na prática, suas primeiras alavancas são simples e poderosas: defina os ângulos corretos da lâmina, mantenha uma folga constante entre a lâmina e a matriz e estabilize a água de resfriamento e o material fundido. Uma vez que as linhas de base térmicas e mecânicas estejam estáveis, faça microajustes nos ângulos por meio de pequenos passos deliberados e verifique a resposta em peneiras e inspeções visuais.
Principais conclusões
- Utilize faixas iniciais empíricas para ângulo de ataque e folga por família de resina e, em seguida, ajuste com precisão ±2–3° pela assinatura do defeito para reduzir caudas e aglomeração.
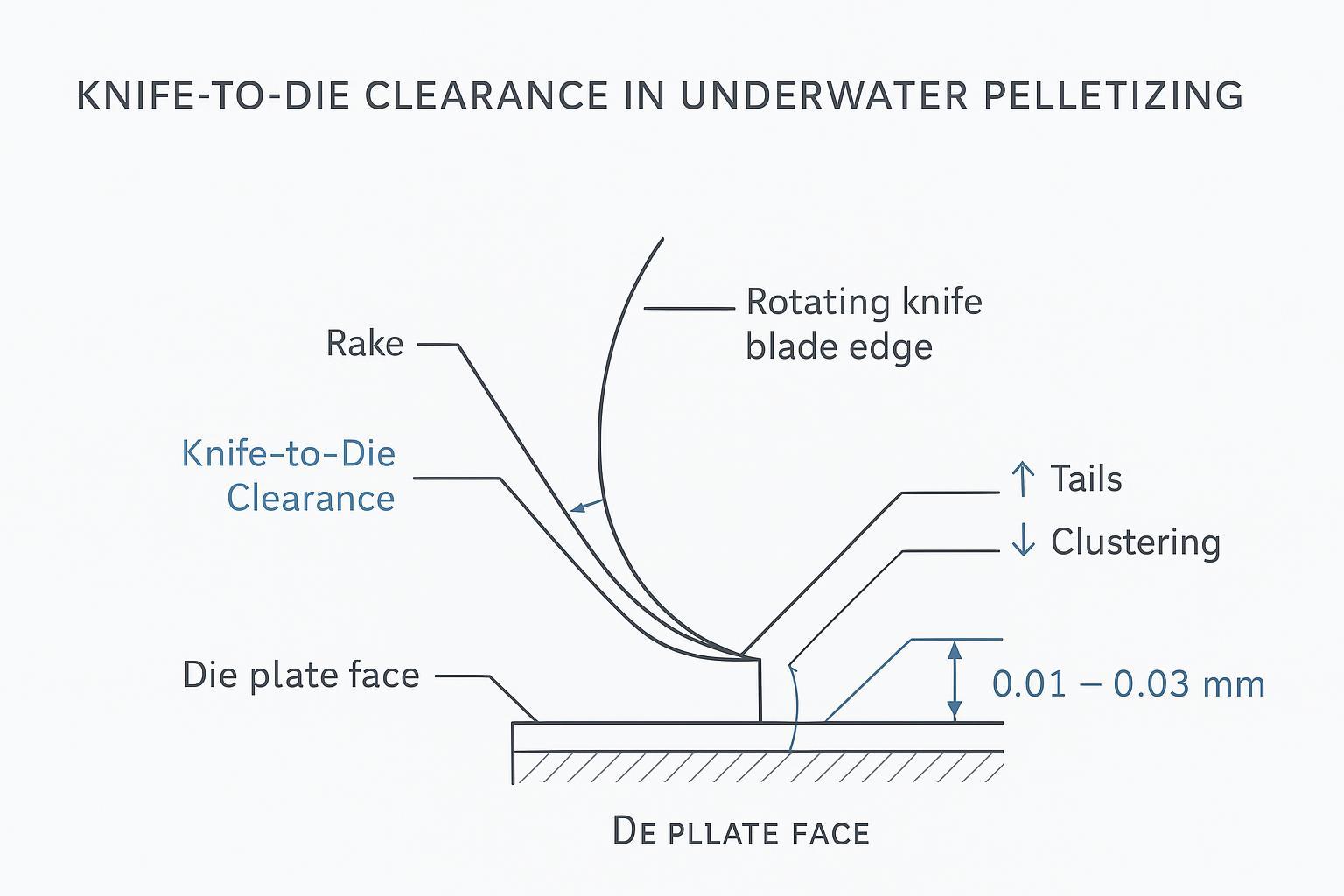
- Estabeleça uma folga uniforme entre a lâmina e a matriz e ajuste em incrementos de 0,01 a 0,03 mm; estabilize a temperatura e o fluxo da água antes de alterar a geometria.
- Mantenha a temperatura de fusão estável dentro de uma faixa de aproximadamente ±2–5 °C e ajuste a rotação da lâmina de corte à capacidade de produção para manter um corte consistente.
- Trate as alterações de ângulo e as movimentações de folga como experimentos controlados; documente os resultados com análises granulométricas e padrões fotográficos.
- Para compostos com alta carga de vidro ou com enchimento reforçado, prefira ângulos de inclinação menores e relevos maiores para controlar o calor e evitar o arrancamento de fibras.
Fundamentos da geometria da lâmina
Ângulo de inclinação e mecânica de cisalhamento
O ângulo de ataque é o ângulo da aresta de corte em relação à face da matriz. Um ângulo de ataque ligeiramente positivo reduz a força de corte em poliolefinas mais macias, o que ajuda a evitar manchas e acúmulo de calor no momento do corte. No entanto, um ângulo de ataque muito positivo pode aumentar o calor de cisalhamento local e amolecer a superfície do grânulo, aumentando o risco de formação de maclas ou aglomerados. Para formulações mais resistentes ou abrasivas — especialmente com carga de vidro — um ângulo de ataque próximo ao neutro preserva a resistência da aresta e limita o agarramento das fibras. Pense no ângulo de ataque como um seletor de "força versus calor": um ângulo de ataque mais positivo geralmente facilita o corte, mas gera mais calor; um ângulo de ataque menos positivo resulta em um corte mais frio e uma usinagem mais robusta.
Ângulo de folga e alívio de calor
A folga (ou alívio) é o ângulo atrás da aresta de corte. Sua função é impedir que o flanco da lâmina roce na face da matriz. Uma folga insuficiente gera atrito e calor, amolecendo a superfície dos grânulos e fazendo com que grudem uns nos outros no fluxo de água. Uma folga excessiva pode desestabilizar o corte e causar rebarbas. O ideal é ter a folga necessária para minimizar o atrito, mantendo ao mesmo tempo um caminho de corte estável e preciso na matriz.
Afiação da lâmina e material da lâmina
Uma aresta afiada e intacta é imprescindível. Arestas cegas ou com microlascas aumentam a força de corte e o calor, deixam ligamentos parciais na matriz e liberam partículas finas — cada uma delas contribuindo para a formação de aglomerados. O material e o tratamento térmico são importantes: aços para ferramentas como o HSS (por exemplo, M2) e o SKD11 equilibram dureza e tenacidade; revestimentos podem controlar ainda mais o desgaste em compostos abrasivos com carga de vidro. A dureza do material deve ser compatível com a abrasividade da resina e deve-se verificar a planicidade/paralelismo para garantir que cada lâmina entre em contato de maneira uniforme.
Pontos de ajuste de ângulo específicos para resina

Poliolefinas: Linhas de base PE/PP
- Inclinação do braço: 5–15° (comece perto de 10°).
- Folga: 6–12° (inicialmente próximo de 8°).
Ajuste baseado em defeitos: se você observar rastros claros sem sinais de superaquecimento, reduza o ângulo de inclinação em 2° ou adicione 2° de folga. Se os grânulos parecerem borrados ou pegajosos, com formação de aglomerados, ajuste para um ângulo de inclinação ligeiramente menor e uma folga ligeiramente maior dentro da faixa, após confirmar que as temperaturas da água e da fusão estão estáveis.
Resinas de engenharia: PA/PET
- Ângulo de ataque: 10–18° (comece perto de 12–14°; mantenha uma boa resistência da lâmina).
- Folga: 8–14° (inicialmente próximo de 10–12°).
Esses polímeros são mais sensíveis à temperatura. Mantenha a temperatura de fusão estável, observe se há aderência posterior na água e ajuste os ângulos somente depois que as temperaturas e o fluxo estiverem estabilizados. Use a superfície de corte como guia. fratura frágil e facetada, além de aumento de finos frequentemente se beneficia de cerca de +2° de inclinação (em seguida, confirme se a água não está excessivamente gelada), enquanto Pele pegajosa/com resíduos e reaplicá-la na água geralmente exige -2° de inclinação e/ou +2° de folga após a confirmação da estabilidade térmica.
Compostos de fibra de vidro e com carga
- Inclinação: 8–16° (comece perto de 10–12°; muitas linhas se beneficiam de valores intermediários para equilibrar o calor e a integridade da borda).
- Folga: 10–16° (comece perto de 12–14° para maior alívio do calor).
Cargas de vidro e minerais aumentam o desgaste e podem promover o desprendimento das fibras. Um ângulo de ataque ligeiramente menor do que o das poliolefinas e um pouco mais de folga podem reduzir o calor e o emaranhamento. Se as partículas finas subirem, considere um aumento de 2° no ângulo de ataque dentro da faixa e verifique se a água não está excessivamente fria.
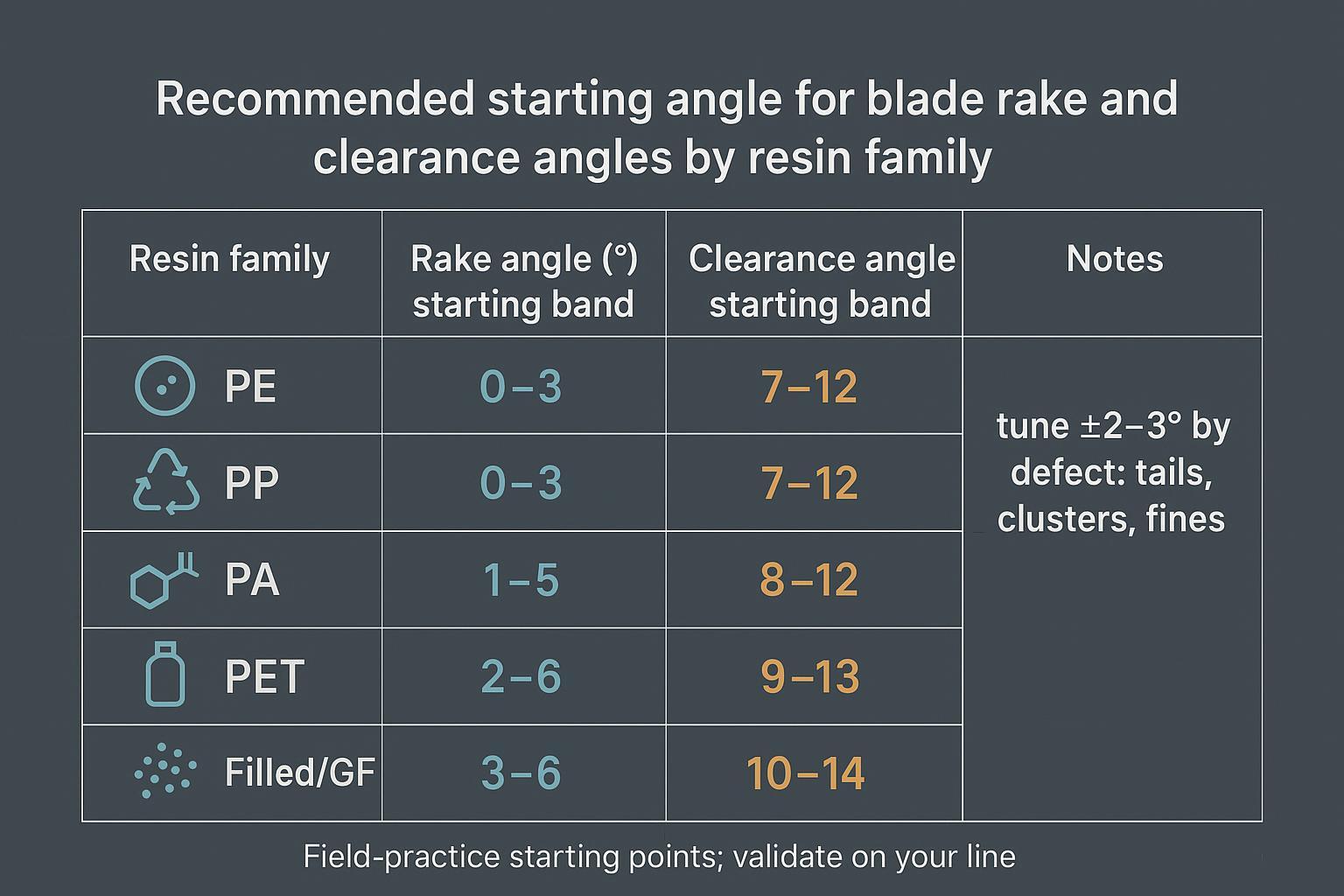
Nota prática de campo: As faixas de ângulo acima são pontos de partida amplamente utilizados; valide-as em sua linha e registre os resultados. Como a maioria dos manuais de fabricantes de equipamentos originais (OEMs) discute mecanismos, mas raramente publica tabelas numéricas de ângulos específicas para cada resina, considere essas faixas como pontos de partida. linhas de base empíricas e confirme-as com o manual do seu equipamento e através de testes controlados online (uma alteração de cada vez, com verificação visual/por peneiramento).
Parâmetros de interação
alvos de liberação de faca para morte
É essencial uma folga mínima e uniforme na pista de corte. Uma folga excessiva deixa filamentos que se transformam em caudas; folga insuficiente ou contato irregular aumentam o calor e causam manchas. Ajuste em pequenos incrementos (normalmente de 0,01 a 0,03 mm), confirmando o contato uniforme em todas as lâminas. Após cada alteração, colete uma amostra cronometrada e verifique as caudas e o agrupamento antes de prosseguir para o próximo ajuste. Recursos de solução de problemas da indústria apontam a "folga excessiva entre a lâmina e a matriz" como uma causa comum de caudas; corrija os fatores térmicos primeiro e, em seguida, refine a folga.
Água de resfriamento e temperaturas de fusão
Se os grânulos saírem da matriz quentes ou se a água estiver muito quente ou com fluxo insuficiente, as superfícies permanecem pegajosas e se aglomeram. Comece reduzindo a temperatura de fusão dentro da faixa recomendada para a resina e garantindo um fluxo de resfriamento adequado. Em muitas linhas de produção, a água de processo opera em temperaturas amenas; em abordagens especializadas, como a granulação com temperatura otimizada (OTP), a água primária pode ultrapassar 100 °C sob pressão para melhorar o corte de algumas resinas de engenharia, seguida por um circuito de resfriamento secundário para solidificar os grânulos antes da secagem. O princípio é o mesmo: estabilizar as condições térmicas para que os ângulos possam trabalhar de forma limpa, sem necessidade de recirculação na água.
- Orientações sobre correções ordenadas e ênfase térmica são discutidas no guia de defeitos Davis-Standard: consulte as seções sobre aglomeração e maclas/triplas no documento. Visão geral da solução de problemas do padrão Davis (2021).
- Para obter contexto sobre estratégias de extinção e OTP, consulte Folheto do sistema Gala 12S da MAAG e Visão geral do OTP da MAAG.
RPM da fresa versus produtividade
A rotação da lâmina deve acompanhar o fluxo de massa: se for muito lenta, os grânulos se alongam e podem se emparelhar; se for muito rápida, aumenta o calor de cisalhamento e a formação de partículas finas. Utilize as curvas do fabricante ou as orientações da interface homem-máquina (IHM), quando disponíveis. Em sua análise de solução de problemas, a Davis-Standard observa que "uma velocidade de corte muito alta" pode contribuir para a formação de grânulos gêmeos e em cadeia em alguns casos; reduza a velocidade somente após estabilizar a massa fundida e a água. Como regra prática, altere a rotação em incrementos moderados e avalie imediatamente a separação dos grânulos, a presença de resíduos e a distribuição de partículas finas.
Manual de resolução de problemas
Diagnosticar caudas e aglomerados
Comece pela face da matriz e pelo circuito de água. Caudas geralmente indicam ligamentos devido a folga excessiva, bordas desgastadas ou lascadas, ou contato irregular; aglomerados frequentemente apontam para cascas pegajosas nos grânulos devido à alta temperatura de fusão, água quente ou com baixa vazão, ou cortes instáveis que borram. Registre a temperatura de fusão, a temperatura da matriz, a temperatura e a vazão da água, a rotação do cortador, a produtividade e a pressão da matriz. Fotografe os grânulos em relação a uma balança e anote as taxas de defeito por contagem e massa.
Sequência e intervalos de ajuste
- Primeiro o controle térmico: reduza a temperatura de fusão para dentro das especificações, diminua a temperatura da água e verifique/aumente o fluxo de água. Verifique novamente a separação dos grânulos.
- Etapa mecânica: verifique a integridade da lâmina e substitua ou afie novamente se estiver gasta. Garanta um contato uniforme e ajuste a folga entre a lâmina e a matriz em incrementos de 0,01 a 0,03 mm.
- Ajuste fino do ângulo: dentro da faixa de resina, altere o ângulo de inclinação ou a folga em ±2–3° com base no defeito predominante. Para caudas, priorize um ângulo de inclinação ligeiramente menor ou uma folga ligeiramente maior; para aglomerados com películas pegajosas, reduza o ângulo de inclinação e aumente a folga em um entalhe; para partículas finas em sistemas preenchidos, adicione ~2° de ângulo de inclinação e certifique-se de que a água não esteja excessivamente resfriada.
- Ajuste da RPM: ajuste a velocidade de corte para corresponder à produtividade depois que os parâmetros acima estiverem estáveis; evite induzir calor excessivo por cisalhamento.
Cadência de manutenção preventiva
Inspecione as arestas de corte regularmente; confirme o alinhamento uniforme das lâminas e a condição da matriz após cada troca; e realize verificações de primeira peça em qualquer novo lote de lâminas antes de iniciar uma produção em larga escala. Como exemplo de fornecimento e alinhamento de controle de qualidade de nível OEM, a MAXTOR METAL pode fornecer pacotes de inspeção de primeira peça com relatórios dimensionais, verificações de dureza e verificação de planicidade/paralelismo para ajudá-lo a garantir o desempenho de ângulo e folga sem margem para erros. Para pontos de verificação de inspeção práticos, consulte as orientações deles sobre métodos de inspeção de lâminas e especificando ajustes no guia de tolerância de lâminas industriais.
Verificação e documentação
Análise granulométrica por peneiramento e padrões visuais
Quantifique o que você observa. Para a distribuição do tamanho das partículas e frações de defeitos, utilize um método de peneiramento empilhado dimensionado de acordo com o tamanho nominal do seu grânulo. A norma ASTM D1921 descreve os procedimentos de peneiramento a seco para grânulos de plástico; realize pelo menos três amostras replicadas e relate a porcentagem retida por peneira, a porcentagem de finos em massa e a porcentagem de partículas maiores. Para a quantificação de finos e poeira na faixa submilimétrica, a norma ASTM D7486 fornece métodos e orientações para a elaboração de relatórios adequados para a aceitação do controle de qualidade. Combine os dados de peneiramento com painéis fotográficos que mostrem defeitos representativos (limiares de comprimento das caudas, exemplos de gêmeos/aglomerados) e anote as linhas de aceitação para criar padrões visuais consistentes.
- Métodos padrão: ASTM D1921 – Análise granulométrica de materiais plásticos e ASTM D7486 – Medição de partículas finas e poeira em grânulos de plástico.
Critérios de aceitação e registro de defeitos
Defina limites que correspondam às especificações do cliente e à capacidade do seu processo. Exemplos comuns incluem metas como <1% clusters por contagem e <2% multas por massa, mas os valores finais devem ser acordados contratualmente.
Modelo para copiar e colar: registro de defeitos (preencha uma linha por amostra)
- Carimbo de data/hora:
- Modelo de linha/granulador:
- Resina / grau / lote:
- Produtividade (kg/h ou lb/h):
- Temperatura de fusão (°C) e estabilidade (±°C):
- Temperatura da matriz (°C):
- Temperatura da água (°C):
- Vazão de água (L/min) e pressão (bar):
- Rotação da fresa por minuto:
- Folga entre a lâmina e a matriz (mm) e passo de ajuste (mm):
- Geometria da lâmina (ângulo de ataque ° / folga °) e variação (±°):
- Observações (borrão/adesão, comprimento das caudas, correntes):
- Métricas (mesma base em cada caso): aglomerados de % (contagem), gêmeos/trigêmeos de % (contagem), partículas finas de % (massa), partículas de tamanho excessivo de % (massa):
- Nome(s) do(s) arquivo(s) da(s) foto(s) / ID da amostra:
Modelo para copiar e colar: campos do relatório Sieve (alinhados com ASTM)
- Tamanho nominal do grânulo:
- Massa da amostra:
- Pilha de peneiras (tamanhos de abertura):
- Tempo/configurações do agitador:
- Réplicas (n=3 recomendado):
- Tabela de resultados: % retido por peneira, % finos em massa, % partículas grandes em massa
- Resumo: média ± desvio padrão para partículas finas/grandes; agrupamentos por contagem (se medidos separadamente)
Exemplo de linguagem de aceitação (cláusula de isenção de responsabilidade contratual)
- Os critérios de aceitação devem ser definidos nas especificações do cliente e validados na sua linha de produção.
- Exemplo apenas: aglomerados <1% por contagem; partículas finas <2% por massa; nenhum grânulo encadeado visível em uma verificação visual de 100 grânulos.
Artefatos de conformidade e rastreabilidade
Modelo para copiar e colar: lista de verificação de inspeção FAI/inspeção de entrada de lâminas
- Certificado de Conformidade (CoC): material, dimensões, identificação do lote/produção
- Certificados de materiais / rastreabilidade do número de lote
- Registro de tratamento térmico (se aplicável): dureza alvo e resultados reais.
- Resultados do teste de dureza (HRC): método, locais, número de amostras
- Relatório de planicidade/paralelismo: método de medição e resultados
- Condição da borda: sem rebarbas, lascas/microlascas (inspeção visual + microscópio, se utilizado)
- Desvio de trajetória/rastreamento de borda (se medido): método e tolerância
- Inspeção de pellets da primeira peça: padrão fotográfico + relatório de peneiramento + contagem de defeitos
Mantenha um conjunto de documentos para cada lote de lâminas e para lotes de produção críticos: Certificado de Conformidade, registros de lote de material e tratamento térmico, dados de dureza, medições de planicidade/paralelismo e excentricidade da aresta, declarações RoHS/REACH e o relatório de peneiramento do primeiro artigo com fotos. Os fornecedores podem alinhar os documentos entregues aos seus critérios de aceitação; na prática, fornecer uma lista de verificação clara de tolerância e inspeção antecipadamente reduz o tempo de preparação e o retrabalho em novos lotes de lâminas.
Conclusão
Mantenha o ângulo de ataque e a folga dentro das faixas específicas da resina e faça ajustes finos em incrementos de ±2–3° de acordo com os sinais de defeito. Estabilize a folga entre a lâmina e a matriz, as temperaturas da água e do material fundido e a rotação da lâmina antes de realizar os movimentos angulares e, em seguida, verifique os resultados com dados de peneiramento e padrões visuais. Com documentação rigorosa e controle de qualidade consistente, você pode manter a qualidade da separação e evitar a formação de grânulos aglomerados em longos períodos de produção.
Autor
Tommy Tang é Engenheiro Sênior de Vendas na Nanjing METAL, com 12 anos de experiência em suporte a lâminas industriais retificadas com precisão para granulação subaquática e em matrizes. Certificações: CSE, CME, Six Sigma Green Belt, PMP.
Referências utilizadas no contexto:
- As correções solicitadas e as causas dos defeitos estão resumidas no Visão geral da solução de problemas do padrão Davis (2021).
- Estratégias de supressão e contexto OTP de Brochura Gala 12S da MAAG e Visão geral do OTP da MAAG.
- Métodos de controle de qualidade por ASTM D1921 e ASTM D7486.