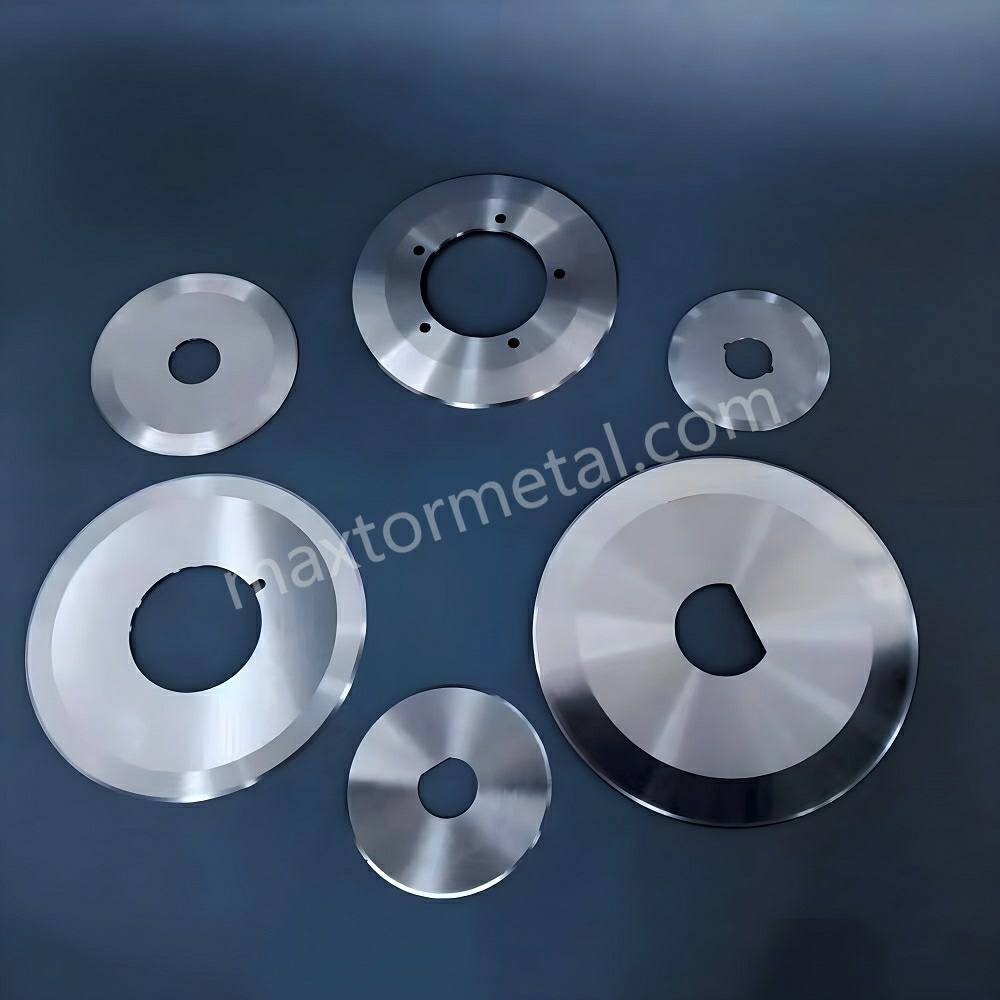
バリのない裁断を実現する下刃(ボトムナイフ)と上刃のセッティングガイド

最終更新日: 2026-05-12 注: ナイフの形状、オーバーラップ/圧力、および安全手順は、必ずOEMスリッターのマニュアルとホルダー設計と照らし合わせて確認してください。以下の範囲は開始点であり、生産を開始する前に、低速でライン上で検証する必要があります。 せん断スリットの基本 せん断スリットは、上刃と下刃の間で制御された「はさみカット」です。刃のペアが正しく設定されていると、ウェブは最小限の毛羽立ち、低粉塵、一定のスリット幅で分離されます。刃のペアが間違っていると、同じラインでバリ、光沢、熱、チャタリングが発生する可能性があります。バリのないスリットについて考える実用的な方法は、下側の円形ナイフを単独で購入するのではなく、システムを構築しているということです。[…]
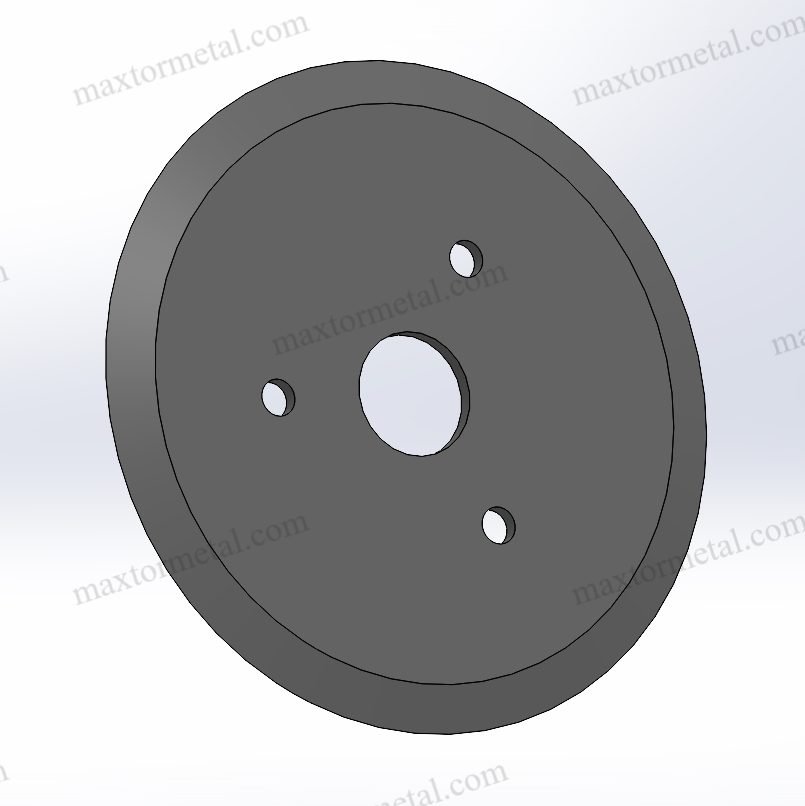
電極スリッティング用超硬スリッターナイフの長寿命化レポート
適用範囲と制限事項(最初にお読みください):本レポートは、リチウムイオン電極およびセパレータのスリット加工に関する実践的な測定およびプロセス制御のガイダンスを提供します。目標値、設定、および検査頻度は、装置設計(せん断/スコアスリット構造)、材料システム(Cu/Al、コーティング、セパレータの種類)、ライン速度、および測定能力によって異なります。変更点については、ライン上で管理された試験を実施して検証し、社内の安全および品質手順に従ってください。本ガイドの作成方法:ここに記載されている推奨事項は、アフターサービス中に発生した繰り返しの現場問題(バリのスパイク、過剰な粉塵/破片、不安定性)と、設定ウィンドウ(ギャップ/トーイン/チップ角度、TIR/平行度、張力安定性)を測定可能な結果に結びつけるトラブルシューティングループから得られた教訓に基づいて作成されています。範囲と例は、管理された試験の出発点として扱ってください。[…]
スリッタースペーサーがバリ制御と裁断幅の精度を決定する仕組み
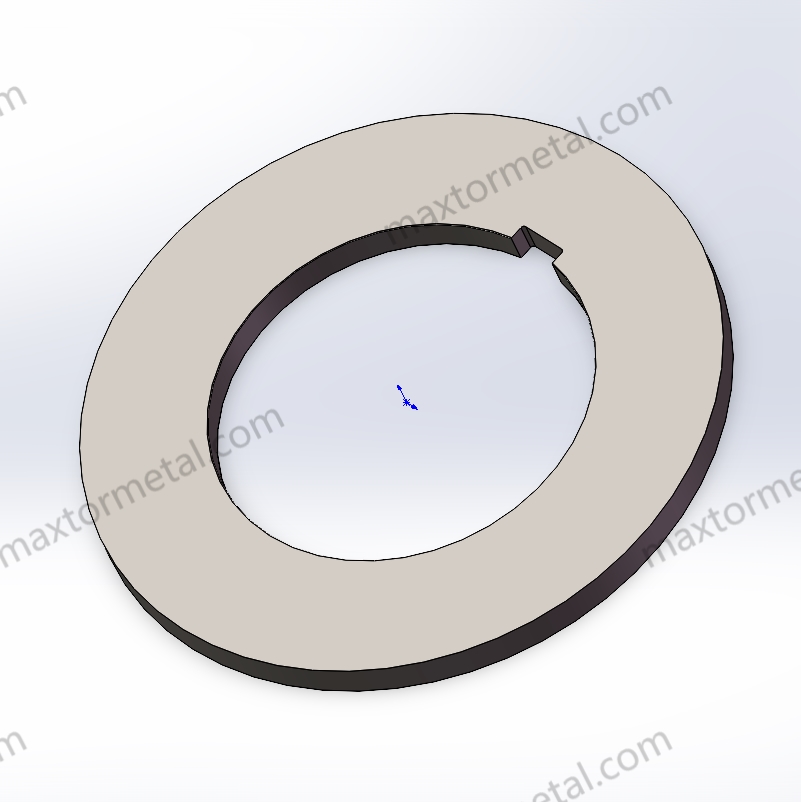
重要なポイント バリは単なる外観上の欠陥ではありません。フィルム、箔、繊維、コーティングされたウェブでは、粗いエッジが下流工程での破損、しわ、巻き取り不良、顧客からの苦情につながる可能性があります。金属では、バリが下流工程での取り扱い時の怪我、フィッティングの問題、早期摩耗を引き起こす可能性があります。スリット幅のずれも同様にコストがかかります。ロット間またはシフト間で幅を維持できない場合、仕様を広げる(不良品のリスクが下流工程に移る)か、再加工(時間と労力)を行う必要があります。どちらの場合も、OEEは低下します。停止回数が増え、検査回数が増え、段取り替え時間が長くなります。ナイフとスリッタースペーサーが共同でクリアランス、オーバーラップ、剛性を設定する方法 ナイフはせん断動作を生み出しますが、スペーサーはその動作が発生する場所と[…]
生産現場で信頼されるスリッティングバリの即効解決策
スリットバリは、スリットに沿って盛り上がった縁、毛羽立ったエッジ、粉状の付着物、または「噛み切れた」ような繊維として現れ、多くの場合、ウェブの片側で最もひどくなります。見た目が悪いだけでなく、スクラップ(エッジトリム、不良品)、下流での詰まり、オペレーターが動くセットアップを追いかけなければならない場合の予期せぬ停止を引き起こします。朗報は、多くのバリの急増は、ラインサイドで15~30分で修正できるセットアップのずれが原因であり、完全な分解は不要であるということです。最も迅速な解決策は、オーバーラップとクリアランスを適切な範囲に戻し、エッジの状態を回復し、ウェブの力学(張力と速度)を安定させることです。始めるのに特別な機器は必要ありません。ほとんどの工場には、シックネスゲージ、ダイヤルゲージ、[…]
きれいな切断面と長寿命を実現するシェアスリッティング(剪断式切断)設定ガイド

よりきれいな刃先とより長い刃の寿命を追求する場合、最大の成果は通常「より鋭い刃」だけでは得られません。再現性のあるセットアップ手順、厳密な検証、そしてSKUごとにパラメータ範囲が明確になるログブックから得られます。このガイドは、現場のチェックリストとして書かれています。設定すべきこと、検証すべきこと、記録すべきことが示されており、切り替えのたびに同じことを繰り返し学ぶ必要がなくなります。せん断スリットの原理 切断メカニズムと接触点 せん断スリットは円形はさみのように機能します。上部の雄刃と下部の雌刃/アンビル刃が制御された接触点(「切断点」)で出会います。切断品質は、ウェブの移動中、張力、接触点がどれだけ安定しているかに依存します。[…]
長期供給に適したパンスライサー刃メーカーの選び方

パン切り刃のメーカー選びは、単なるスペアパーツの購入ではなく、長期的な運用上の決定です。サプライヤーを適切に選定すれば(エンジニアリング能力、品質保証/コンプライアンス、供給の信頼性など)、よりきれいなスライス、パンくずや不良品の減少、切り替え間隔の延長、総所有コスト(TCO)の削減が実現します。このガイドは、ロット間の再現性が単一の良品サンプルよりも重要な、高スループットのベーカリーラインやOEM製造プログラムで使用される工業用パン切り刃を対象としています。評価対象:エンジニアリング、品質保証/コンプライアンス、供給の信頼性 成果:スライス品質の向上、TCOの削減、切り替え回数と不良品の減少 このガイドの使い方:データの要求、パイロットテストの実施、文書の検証、そしてスケールアップ 選定フレームワーク […]
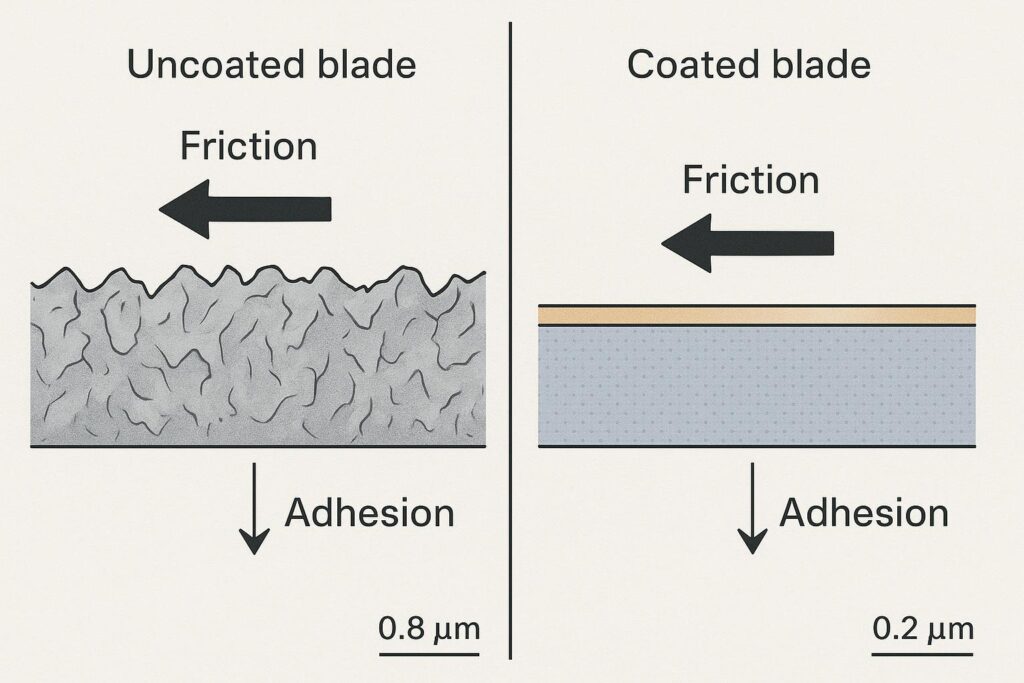
PTFEコーティングパンスライサー刃とハードコーティングの使い分け

PTFEが粘着性のあるパンにどのように役立つか PTFE(テフロンとも呼ばれる)は、非粘着性で摩擦の少ない表面です。パンのスライスにおいて、最大の敵が「切れ味の鈍さ」ではなく、粘着性である場合、これは重要です。砂糖、グレーズ、温かいパンくず、水分が刃の経路に蓄積し、機械がパンを引き裂いたり、引っかかったり、詰まったりし始めます。言い換えれば、パンのスライス用の非粘着性コーティングを評価する場合、PTFEは通常、粘着性を直接的にターゲットとするため、最初にテストする価値のあるコーティングファミリーです。表面エネルギーと摩擦 PTFEの価値は単純明快です。粘着性のある残留物が刃の表面に濡れて付着する傾向を減らし、滑り摩擦を低減します。パン屋では、これは通常次のように現れます。ただし、実用的な限界があります。[…]
刃の形状とコーティングが工場でのパンくず廃棄を削減する方法
Bread crumb waste is easy to dismiss as “just housekeeping.” On an industrial slicing line, it’s a yield leak, an OEE problem, and a food-safety risk all at once. Disclosure: MAXTOR METAL supplies industrial cutting blades. The principles in this article are vendor-agnostic and focus on measurable process controls (crumb mass, thickness tolerance, downtime) so you can validate improvements on your own line—regardless of blade brand or slicer make. The good news is that crumb waste is rarely mysterious. Most of it is created at a few predictable points: the first contact at the crust/crumb boundary, any drag along the blade sidewall, and any instability in guidance or loaf control. Every […]
商業用ベーカリーにおける食品グレード切片刃に最適な鋼材

Choosing blade steel for food grade slicer blades isn’t a small consumables decision. If you’re comparing bread slicer blade steel options across suppliers, you need a spec that survives real sanitation and real run lengths. On high-throughput lines (600–1200 loaves/hour), blade material drives four outcomes that show up every shift: slice appearance, crumb generation, sanitation effort, and unplanned stops. A blade that holds its edge and resists corrosion helps control thickness drift, tearing, and crumb buildup. A blade that dulls early—or rusts under your washdown routine—turns into an OEE problem and a compliance headache. This guide is for bakery plants and bread slicer OEM teams specifying or qualifying slicer blades for continuous production. Scope […]
パンスライサー刃のメンテナンスで寿命を30%延ばしコストを削減

Published: 2026-04-29 · Last reviewed: 2026-04-29 Food-safety and compliance note: This guide provides general best practices. Always follow your facility’s SSOP/HACCP programs and the slicer OEM’s model-specific instructions (including disassembly, tension/torque ranges, approved lubricants, and sanitation chemicals). If there is any conflict, the OEM manual and your validated food-safety plan take precedence. Document any changes as part of your preventive controls and verification records. Key takeaways Blade condition is one of the few variables that touches quality, sanitation, and uptime at the same time. As edges dull or tracking drifts, you typically see the same failure pattern: The cost isn’t just the blade set. It’s labor, lost yield, extra sanitation time, and downtime—i.e., […]