
ブレードの選定は、ペレットの均一性、稼働時間、および総コストを改善するための最も迅速な手段の一つです。ストランドペレット化においては、ブレードの選定は、らせん状のハサミの形状、ローターとベッド間のナイフギャップ、およびそのギャップが摩耗によってどれだけ早く変化するかに関わってきます。水中ペレット化(ダイフェース/ウォーターリング)においては、制御されたナイフ接触圧力、起動時の熱バランス、および安定したプロセス水流量によって、クリーンで安定した切断を維持することが重要です。
このガイドでは、マスターバッチペレタイザーブレードの材質、形状、ギャップ/圧力範囲、コーティングを比較します。水中での起動安定性とナイフ圧力制御(テール/ファイン)、およびストランドギャップのずれと切り替え頻度という、実際の生産上の2つの課題に焦点を当て、意思決定を迅速化するための実用的な選択マトリックスを提供します。
主なポイント
- 水中ペレット化:制御された作動圧力で開始し、システムが安定するにつれて徐々に圧力を下げます。起動時にはダイを温め、十分な水流を維持して、ECONやMAAG/GalaなどのOEMのガイダンス、およびXindaやPlastics Technologyのアプリケーションノートに従って、テール/ファインスパイクの発生を防ぎます。
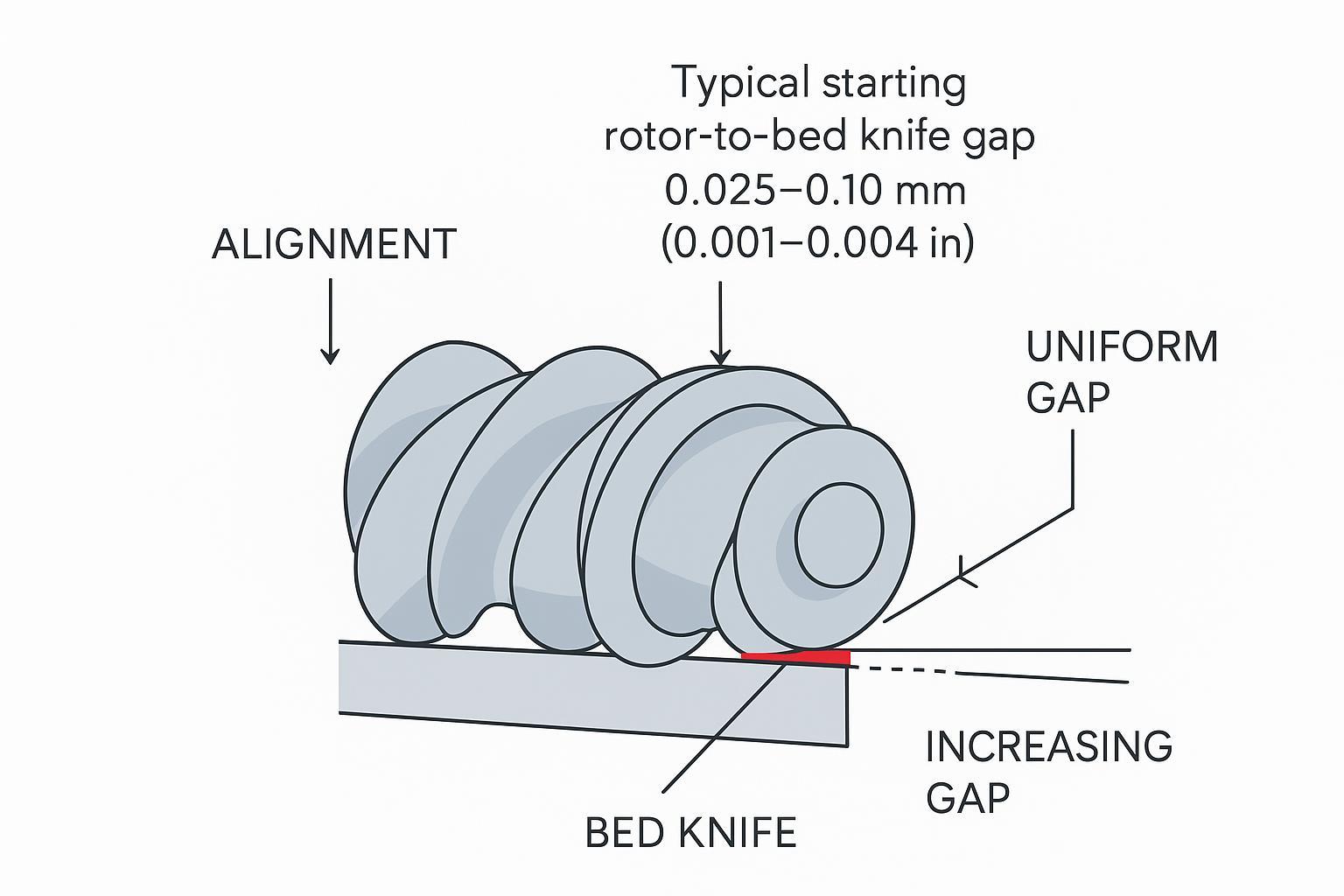
- ストランドペレット化:均一で狭い開始ギャップウィンドウ(0.025~0.10 mm程度)を持つ直線状のベッドナイフに対して鋭利ならせん状ローターが切断することで、微粉が削減されます。摩耗が蓄積したら、ギャップを再調整し、位置を調整します。
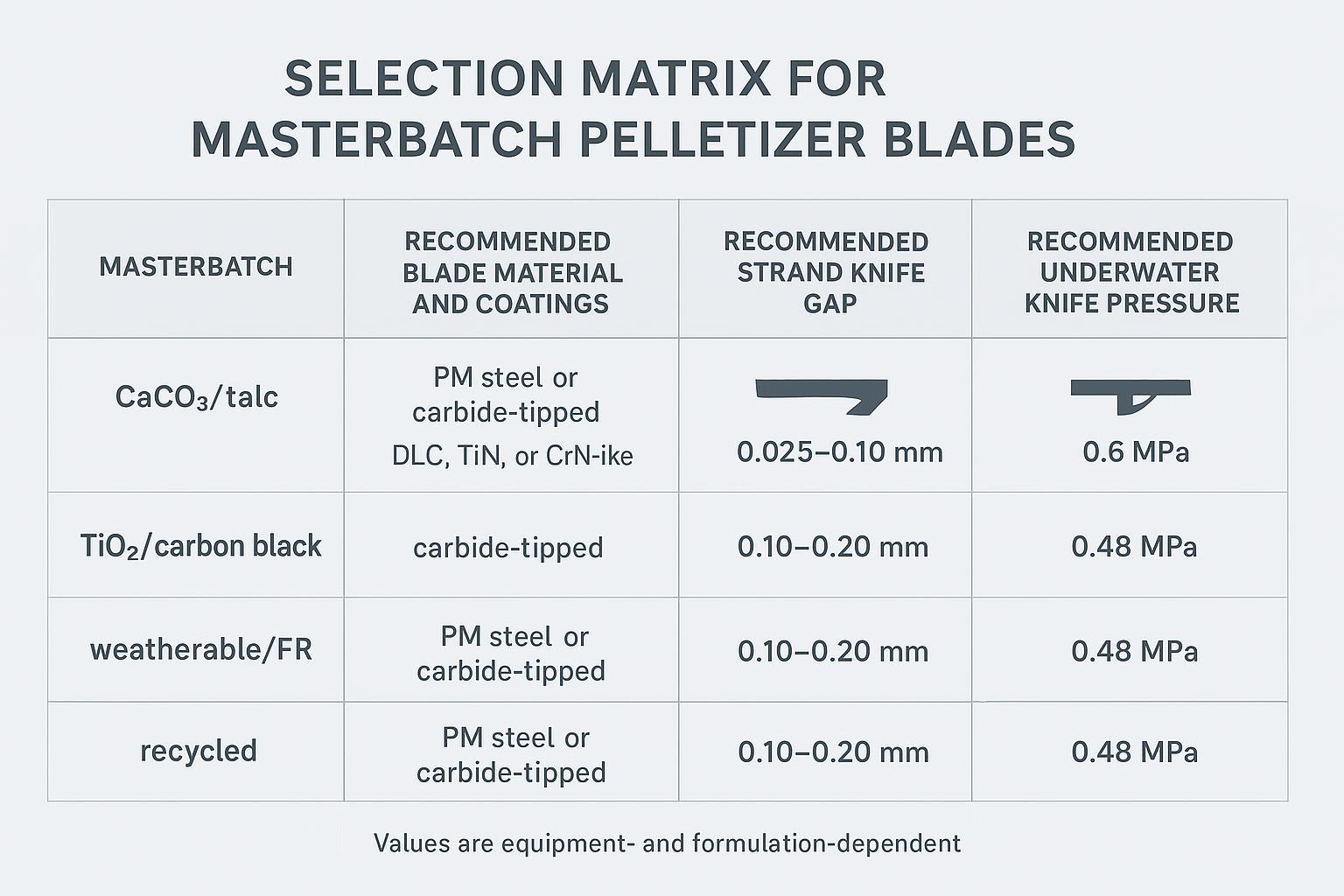
- 研磨マスターバッチ(CaCO3/タルク)は、より強靭で耐摩耗性に優れた基材(粉末冶金鋼、超硬チップ付き)や低摩擦コーティングに適しています。一方、TiO2/カーボンブラックは、強靭な基材に付着防止コーティングを施すことで効果を発揮します。
- ここに記載されている数値はあくまで「一般的な開始範囲」として扱ってください。必ずOEMマニュアルと照らし合わせ、配合と生産量に応じた試験で検証してください。
ストランドペレット化の基本
研磨材用ローター/ベッド材
高充填の炭酸カルシウムまたはタルクマスターバッチの場合、摩耗により刃先がすぐに丸くなります。実用的な選択肢としては、ベースラインとしてD2/SKD11、熱と摩耗が激しい場合はM2 HSSまたはPMグレードの工具鋼(バナジウムリッチ)、極端な場合には超硬チップ付きベッドナイフなどがあります。ナイフ本体の一般的な硬度目標は、おおよそ57~62 HRCの範囲(グレードによって異なります)で、刃先が脆くなりすぎて微細な欠けが発生することなく、寿命を延ばします。ベンダーの概要とOEMのページには、これらの範囲とコーティングオプションが記載されています。たとえば、Sollexのペレットブレードの概要(標準55~62 HRC)とMAAGのナイフとホルダーのドキュメントを参照してください。参考として、SollexのペレットブレードのカテゴリページとMAAGのナイフホルダーとナイフのページの説明を参照してください。
- Sollex社によるペレットブレードの概要(一般的な硬度範囲は55~62 HRC)によると、より硬い基材にTiN/CrN/DLCなどのPVDコーティングを施すことで、ペレットの付着を減らしつつ、耐用年数を延ばすことができる。出典:Sollex社ペレットブレードの概要。
- MAAG社のストランドペレタイザーに関する資料では、研磨材を高速で処理する際に不可欠な、精密な位置合わせと耐久性のある切断部品の重要性が強調されています。出典:MAAG社ストランドペレタイザーのパンフレット。
らせん状のはさみの形状とギャップ
水中ペレット化:制御された作動圧力で開始し、システムが安定するにつれて徐々に圧力を下げます。起動時にダイを温め、テール/ファインスパイクを防ぐために十分な水流を維持します(Plastics Technology — “Mitigating and Troubleshooting Underwater Pelletizing Issues”, 2020; MAAG — PURO 温水システムパンフレット、2016; Xinda アプリケーションノート、2026年アクセス)。
- ハサミ動作の背景や上流工程の影響については、押出機とペレット化装置の間で何が起こるかを解説したプラスチック技術に関する記事を参照してください。
- 実用的なトラブルシューティングのヒント(例えば、ギャップを再調整するタイミングなど)については、Plastics Technology誌の「ペレット化における7つの一般的な問題を解決する」を参照してください。
切り替えと調整
- ローター/ベッドナイフの切れ味を確認し、接触面を清掃します。締結具はOEM仕様に従ってトルク締めします。内蔵の偏心調整機能を使用して均一な接触が得られるように微調整し、その後、目標のギャップまで戻します。
- ストランドをまっすぐに供給する:フィードロールのグリップを維持し、溝付きロールを交換する。ニップから切断点までの押し込み距離を最小限に抑える。ダイ/ストランドプレートからストランドの直径を一定に保つ。これらの手順は、プラスチック技術に関する問題解決特集で繰り返し説明されている。
- 微粉の増加や長さのばらつきが見られた場合、または刃に触れた後は、すぐにギャップを調整し、刃ごとの時間/トン数を記録して、刃の交換頻度を確立してください。
- OEM/モデルサイズの例の公差とトルク(一般向け例): 小型/コンパクト(Tクラス)チャンバー 平坦性/並列性の目標は、次の順序で期待されます。 0.01~0.03 mm クランプ/ファスナーのトルクの例 8~12 N・m 一般的なナイフホルダーボルト用。 大型/工業用(Sクラス)チャンバー 平坦さを期待する 約0.02~0.05mm クランプトルク 12~20 N・m ベンダーレベルの例として。これらの数値はアフターマーケット/ベンダーの精度に関する主張を反映しています(参照)。 カウルズツールの精密さに関する主張 そして GLナイフの同心度に関する主張文脈については、MAAG/Gala モデルファミリーを参照してください ( MAAGストランドペレタイザーファミリーページ) 必ずOEMサービスマニュアルを権威あるものとして遵守し、トルクレンチと平面度ゲージを使用して機械上で検証してください。
水中ペレット製造の必需品
ナイフの素材とコーティング
水中での使用では、摩耗の要因として腐食と熱サイクルが加わります。D2やM2 HSSなどの工具鋼が一般的な基準となります。PMグレードはより優れた耐摩耗性を提供します。腐食性または水性環境では、一部のOEMは中程度の硬度のステンレス工具鋼(例:440シリーズ)を推奨しています。一般的な水中用ブレードの硬度は、靭性と寿命のバランスを取るために約55~60 HRC付近に集中しています。TiN/CrNやDLCのような膜などのコーティングは、付着と摩耗を抑えるのに役立ちます。代表的な範囲と構造コンセプト(例:自己研磨ブレード、ダイ面のTCニブ)については、ナイフホルダーとAMNダイに関するMAAG/Galaの資料、ペレットブレードに関するSollexの概要、および水中ナイフに関するX-Keenの例(57~60 HRC)を参照してください。
- MAAG/Galaは、金型表面の刃先を一定に保つための絶縁金型と自己研磨機構に関する資料を提供しています。MAAGのナイフホルダーおよびAMN金型に関するページをご覧ください。
- Sollex社のペレットブレードの概要では、ペレット化用途で一般的に使用される硬度とコーティングの選択肢をまとめています。
接触圧力制御
刃の接触圧力は、品質と寿命を左右する重要な要素です。多くのシステムでは、最初の切断をスムーズに行うために高い接触圧力で刃を接触させ、システムが安定するにつれて圧力を下げていきます。
- 空気圧制御:Xindaのアプリケーションノートでは、手動起動時に供給空気圧を約0.6 MPaに設定し、その後、カッターモーターの電流を監視しながら、段階的に(約0.01 MPaずつ)約0.48 MPaまで下げて自動制御に切り替える手順が記載されています。これらは装置固有の例ですので、樹脂とダイのサイズに合わせて調整してください。水中ペレタイザーの制御については、Xindaのガイダンスを参照してください。
- サーボ/油圧制御:ECONのEUP(拡張性能計画)文書では、出力変動全体にわたって金型の凍結を起こさずに接触を維持するための断熱と制御されたナイフ力について重点的に説明しています。ECONのEUP概要を参照してください。
- 一般原則:急激な圧力変化を避ける。カッターの電流と表面の摩耗痕を常に確認する。過度の力は摩耗を加速させ、金型面の固着やパディングを引き起こす可能性がある。プラスチック技術誌の選定/トラブルシューティングに関する記事では、これらの点が強調されている。
水と起動時の安定性
安定した起動により、穴が開いたままになり、ペレットが清潔に保たれます。
- 金型温度と溶融温度:Plastics Technology誌では、凍結を防ぐため、起動時に金型温度を溶融温度より約25°F(約14°C)高く設定することを推奨しています。樹脂の種類や現地の状況に合わせて調整してください。よくある問題の軽減と解決方法については、Plastics Technology誌の水中トラブルシューティング記事をご覧ください。
- プロセス水の温度と流量:MAAG/Gala社は、断熱ダイを使用する場合、プロセス水は起動時に一般的に約70℃を超える必要はなく、ダイに適切に向けられていれば標準流量で十分であると述べています。OEMポンプの曲線は、処理量に応じて流量がスケーリングすることを示しています。たとえば、PURO温水システムでは、約500 kg/hで約15 m³/h(約250 L/分)、より高い処理量範囲では約70 m³/h(約1,167 L/分)までとなっています。代表的な値については、MAAG社のPURO温水システムおよびGala社のパンフレットを参照してください。
一般的な起動ウィンドウ(クイックリファレンス)
| パラメータ | 開始ウィンドウ | 証拠(出版社、発行年) |
|---|---|---|
| ストランドローターとベッドナイフ間のギャップ | 鋭利な工具の場合は約0.025~0.10 mm (0.001~0.004 インチ) です。その後調整します。 | プラスチック技術に関するトラブルシューティング記事、OEM調整に関する注意事項 |
| 水中作動 → トリムナイフ圧力(空気圧式の例) | 作動圧力 ≈ 0.6 MPa → 自動作動前にトリム圧力 ≈ 0.48 MPa;モーター電流を監視しながらステップ圧力 ≈ 0.01 MPa | Xindaアプリケーションノート(2026年アクセス) |
| 水中起動ダイと融点 | 起動時のダイの温度は約+25°F(約14°C)で融解する。 | プラスチック技術における水中トラブルシューティング(2019年~2023年掲載分) |
| プロセス水の温度 | 一般的には、絶縁ダイであれば70℃以下で十分です。 | MAAG/Galaのパンフレット(CPT/絶縁金型に関する注記) |
| プロセス用水流量と処理量の関係 | kg/h でスケールします(例:約 500 kg/h で約 15 m³/h → 約 4,000~6,000 kg/h で約 70 m³/h) | MAAG PURO 強化水システムのパンフレット |
| 樹脂 | 水中(UW)—ナイフの圧力と作動→トリム;ダイ対メルトスタート | ストランド — 初期ローター→ベッドギャップと調整のヒント |
|---|---|---|
| PP(ポリプロピレン) | 例/開始ウィンドウ: 空気圧供給を有効にする ≈ 0.55~0.65 MPa約0.01 MPaずつ段階的にトリムする 約0.45~0.50 MPa 電流とペレットの品質が安定したら、ダイを保持する。融点 + 25°F (約14°C) 起動時、プロセス水の温度を70℃以下に保って、OEMポンプ曲線に従って流量を確認してください(参照)。 Xinda 2021 ガイダンス; プラスチック技術2020). | 例/開始ウィンドウ:狭いクリアランスから始めましょう—約0.03~0.08mm—次に、ライン速度で短い試運転を行い、摩擦や熱が上昇する場合はギャップを0.01~0.02 mmずつ増やします。微粉/長さのばらつきの兆候が見られたらギャップを再調整します(参照)。 プラスチック技術のトラブルシューティング). |
| PE(HDPE/LDPE) | 例/開始ウィンドウ: エンゲージ ≈ 0.50~0.60 MPaトリミングして 約0.42~0.50 MPa カッターモーターの電流を監視しながら、ダイをセットします ≈ 融点 + 25°F (約14°C) 起動時に、MAAG/Gala流量ガイダンスに従って適切な水流速度を確保します(MAAG PURO パンフレット 2016)HDPEをLDPEよりも高い力の側で扱う。 | 例/開始ウィンドウ: 開始 約0.03~0.10 mm (HDPEは硬い→下限値、LDPEは柔らかい→やや上限値);切断前にストランドの剛性を確認し、偏心調整を使用してローター全体で接触を均等にします。 |
| PA(ナイロン) | 例/開始ウィンドウ:やや低めまたはより慎重に作動させる—約0.45~0.55 MPa エンゲージ、トリミング 約0.40~0.48 MPa; 金型を温かい状態(融点+約14℃)に保ち、凍結を防ぎ、穴の詰まりを軽減する。ナイロンは温度勾配に敏感である(参照)。 プラスチック技術2020 そして Cowin押出成形品 2026). | 例/開始ウィンドウ: 使用 約0.04~0.10 mm ストランドの直径に応じて開始ギャップを調整してください。衝撃切断を避けるため、ストランドの直線性を確認し、試運転中はローター速度の立ち上がりをゆっくりにしてください。 |
| PET(非晶質および半結晶質) | 例/開始ウィンドウ: 高MFIまたは吸湿性PETの場合、 約0.50~0.60 MPaトリミングして 約0.45~0.50 MPa カッター電流と穴の完全性を監視しながら、ダイを保持する ≈ 融点 + 25°F (約14°C) また、OEMの慣行に従って、除湿された給水と安定した水温を確保します(MAAG/ガラ 2016; [プラスチック技術2020]). | 例/開始ウィンドウ: 開始 約0.03~0.07mm 脆性溶融物の場合、ストランド冷却の均一性を優先し、短い検証バッチを実行します。筋状の跡や擦り傷が見られた場合にのみ、ギャップを広げてください。 |
すべての値は、機器および配合に依存する例/開始範囲です。必ずOEMマニュアルで確認し、カッター電流、微粉/残渣、およびダイ穴の完全性を監視しながら、短時間の試行で検証してください。
注:これらの値はあくまでも初期値です。OEMマニュアルと照らし合わせて確認し、試行錯誤によって検証してください。
刃の選定基準
マスターバッチタイプに一致
- 高CaCO3/タルク(研磨材)含有:粉末冶金工具鋼または超硬チップ付きナイフ。摩擦を低減し寿命を延ばすために、DLC/TiN/CrN類似コーティングを検討してください。精密な位置合わせ(ストランド)と制御された接触力(水中)を重視してください。
- TiO2またはカーボンブラック(エッジの欠けや付着):丈夫な基材(D2/PM)を優先する。付着物を減らすために低摩擦コーティング(DLC/CrNのようなもの)を使用する。マイクロチッピングを避けるために鋭さを維持する。
- 耐候性/難燃性システム(堆積/腐食リスク):低摩擦摩耗コーティングと耐腐食性基材(例:水環境における440シリーズ)を組み合わせる。水質管理を徹底する。
- リサイクル材/異種化合物(不純物):耐摩耗性と靭性のバランスを粉末冶金鋼または超硬チップ設計で取る。水中での使用には、過度に脆いエッジを避け、腐食を監視する。
許容誤差と寿命延長
摩耗が蓄積しても作業ギャップや接触状態が安定するように、平面度、平行度、エッジ形状を十分に厳密に規定してください。ストランドシステムでは、数十ミクロンのずれでも微粒子が発生することがあります。水中システムでは、摩耗した形状を「追いかける」には力が強すぎると、寿命が短くなることがよくあります。接着力を低減するコーティングは、テールや微粒子の発生に先行するトルク/電流の急激な上昇を抑えます。
マスターバッチブレードを指定します
開示:MAXTOR METALは当社の製品です。 マックストールメタル 同社は、より厳しい公差やセラミックのようなコーティングを指定して、高摩耗性の炭酸カルシウム充填マスターバッチのサービス間隔を延長できる、カスタム仕様の精密研磨ペレット製造ブレードを提供しています。
- ベンダーへの依頼例:「X kg/hのCaCO3/タルクマスターバッチの場合、ストランドペレタイザーの目標ギャップを0.025~0.10 mmとし、低摩擦コーティングを施したPMグレードまたは超硬チップ付きベッドナイフを推奨します。同じ配合で水中加工を行う場合は、DLCのようなコーティングを施した高強度基材(硬度約55~60 HRC)と、OEMの指示に従ってナイフの力で係合してからトリミングする手順を提案してください。」
メンテナンスと投資対効果
ミニ事例(代表的な植物の例であり、普遍的なものではありません)
ケースA — 水中、高CaCO3マスターバッチ(ダイフェースウォーターリング)
- 状況: 800 kg/h ライン、25% CaCO3 を含む PE マスターバッチ。症状: テール/微粉が重量で約 1.8%、カッターの頻繁な停止。介入: コーティングされていない D2 ナイフを DLC のようなコーティングが施された PM グレードのナイフに交換し、エンゲージ→トリムの空気圧ルーチンを採用 (エンゲージ ≈ 0.60 MPa → カッター電流を監視しながらトリム ≈ 0.48 MPa に)。結果 (2 週間後): 微粉が約 0.7% に減少、平均カッターモーター電流が約 12% 減少、刃先あたりの平均稼働時間が約 120 時間から約 210 時間へ増加、計画外停止が月 3 回から月 1 回に減少。改善は圧力/起動ガイダンスと一致しています。 Xindaアプリケーションノート ダイサーマル処理の概要は以下のとおりです。 プラスチック技術.
ケースB — ストランド、高充填タルクマスターバッチ
- 状況:600 kg/hのストランドライン、30%タルクを含むPPマスターバッチ。症状:長さのばらつきと微粉が約1.5%、ブレード交換が5日ごと。対策:超硬チップ付きベッドナイフへの切り替え、再ギャップルーチンの開始範囲を約0.03~0.08 mmに厳格化、アライメントチェックリストの正式化。結果(30日間の試験):微粉が約0.5%に減少、再研磨間の平均刃持ちが90時間から約220時間に増加、交換回数が55%減少、ブレード関連のトン当たりの推定コストが約18%改善(材料費+人件費+ダウンタイムの回避)。結果は、ベンダー/業界文献におけるストランドギャップと超硬チップの推奨事項と一致している(参照)。 プラスチック技術のトラブルシューティング およびMAAG鎖誘導)。
予防策
- 水中作業:ナイフの力設定値(送り/戻りまたはサーボ)を確認し、ダイ面とブレードの摩耗痕を検査し、水温と流量を確認し、作動前にOEMの循環/バイパス手順を使用してください。水中ペレット化の問題に関するPlastics Technology誌の緩和策記事、およびMAAG/Gala社の断熱ダイと起動手順に関するパンフレットを参照してください。
- ストランド:ローターとベッドの端が丸くなっていないか確認し、目標のギャップに再調整し、フィードロールのグリップとアライメントを維持し、上流のストランドコンディショニング(浴槽の長さ、ガイドロールの状態)が安定していることを確認してください。Plastics Technology誌の「7つの一般的なペレット化問題の解決」には、関連するヒントが記載されています。
研磨/回転戦略
多刃ベッドナイフは、モーター電流と微粒子が増加するほど刃先が丸くなる前に回転させ、研磨してください。稼働中の研削機能を備えた水中システムの場合は、停止せずに研削機能を使用して刃先をリフレッシュしてください。刃先セットごとの稼働時間/トン数を記録し、テール/微粒子量と関連付けて、データに基づいた回転頻度を設定してください。
トン当たりのコスト追跡
各刃物セットについて、刃の総コスト(購入費+研磨費)に人件費とダウンタイムを加えた合計を、そのセットで生産されたトン数で割って追跡します。テール/ファインとカッター電流を関連付けて、早期の劣化を検出します。簡単な例として、超硬チップ付き水中ナイフセットのコストが$Xで、計画的な交換間隔でYトンを生産し、テールをZ%(切断の再加工と計画外の停止)削減した場合、改良されたセットを使用した場合と使用しない場合の1トンあたりのコストを計算し、1時間あたりのダウンタイム値と比較します。この方法は、プラント最適化に関する文献で使用されている標準的な保守経済性を反映しています。
ストランド式ペレット化と水中ペレット化では、優先順位が異なります。ストランド式ラインでは、鋭利ならせん状から直線状のハサミカットを狭く均一なギャップで維持し、摩耗が蓄積したらギャップを再調整します。水中ラインでは、安定した係合とトリミングのルーチンでナイフの力を制御し、起動時にダイを温め、適切な方向へのプロセス水の流れを確保します。ブレードの基材とコーティングはマスターバッチに合わせてください。研磨性フィラーの場合は、より強靭な粉末冶金鋼または低摩擦コーティングを施した超硬チップエッジが適しています。粘着性または脆いシステムの場合は、強靭な基材と付着防止表面が効果的です。次のステップ:ギャップ/圧力の目標範囲を定義し、配合に合わせた材料/コーティングを指定し、微粉/尾部とトン当たりのコストを記録しながら、短い試験で検証します。
参考文献(選択済み、各URLは1回のみ使用)
- Xinda — 送り/戻り空気によるナイフ圧力(作動時 ≈0.6 MPa → トリミング時 ≈0.48 MPa、ステップ ≈0.01 MPa、アクセス日時 2026): https://www.xindacorp.com/how-to-control-pellet-moisture-with-underwater-pelletizer-2/
- プラスチック技術 ― 水中ペレット化の問題の軽減とトラブルシューティング(ダイ ≈ 溶融温度 + 25°F、起動手順): https://www.ptonline.com/blog/post/mitigating-and-troubleshooting-underwater-pelletizing-issues
- ECON EUP — 断熱と制御されたナイフ力: https://www.econ.eu/eup.html
- MAAG — PURO温水システム(流量対処理量の例): https://maag.com/wp-content/uploads/PURO_Tempered-Process-Water-Systems.pdf
- プラスチック技術 ― ペレット化における7つの一般的な問題を解決する(ストランドの整列/ギャップの手がかり): https://www.ptonline.com/articles/solve-seven-common-pelletizing-problems
4件のフィードバック
ストランドペレット化と水中ペレット化におけるブレード要件の微妙な違いを詳しく解説していただき、ありがとうございます。特に、ギャップ制御と起動時の安定性に関するご指摘は、私たちが生産現場で直面してきた課題と非常に合致しています。ペレットの品質を維持するには、特に起動時の難しい段階で、ナイフの接触圧力と熱バランスを一定に保つことがいかに重要かを見落としがちです。摩耗によるドリフトとその稼働時間への影響に関するご見解は的確で、ブレードの選定を後回しにするのではなく、戦略的に検討すべき理由を改めて示していただきました。