Stable output size isn’t a “nice to have.” It’s what protects three things you feel every shift: throughput, energy, and downstream quality. When particle size drifts, screens load unevenly, amps climb, and the next step (wash line, air classification, granulation, pelletizing, or sorting) starts fighting variation instead of running steady.
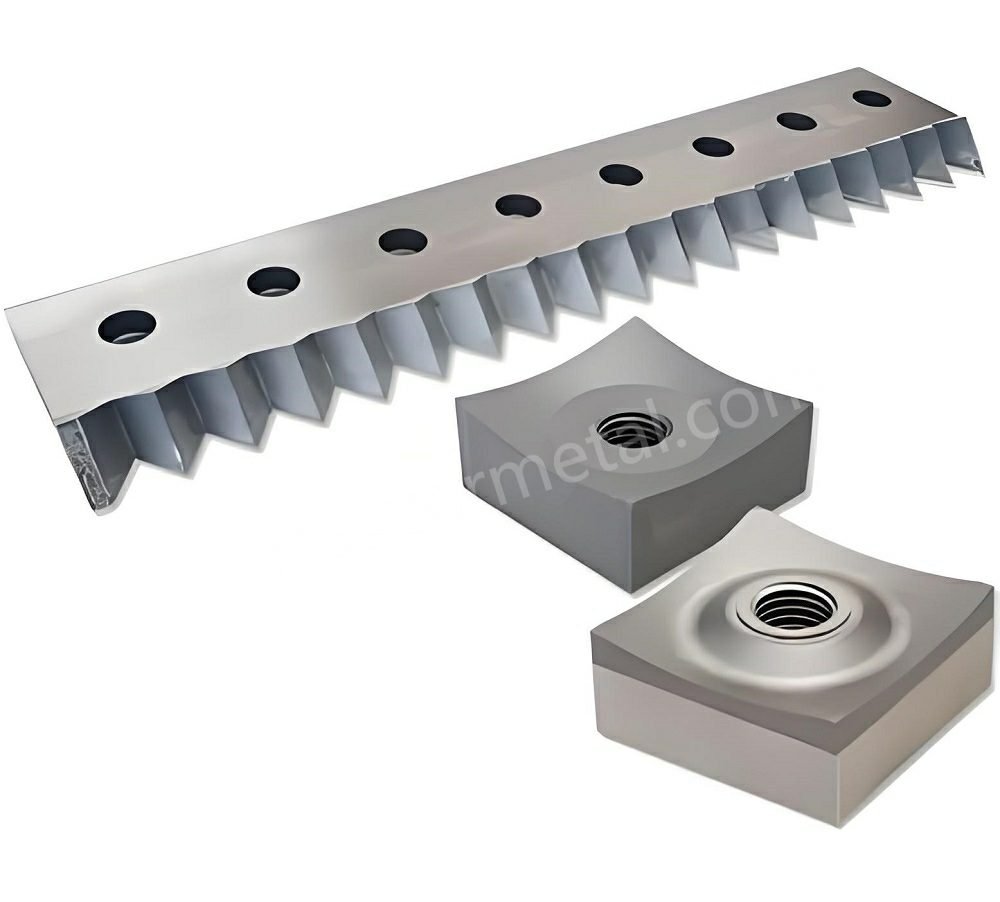
Replacement Shredder Blades change more than “how sharp the machine feels.” They change the cutting geometry you actually run: cutting circle, seat stack-up, knife thickness, and the counter-knife gap that decides whether you’re cutting cleanly—or tearing, smearing, and making fines.
This guide is built to help you choose replacement knives and counter knives that keep output stable on common single-shaft platforms like Vecoplan, WEIMA, and Lindner. The goal is simple: predictable size, predictable kWh/ton, predictable uptime.
Confirm fit and tolerances
| What to check | Why it matters for stable output size | How to verify (practical) | Record to make it repeatable |
|---|---|---|---|
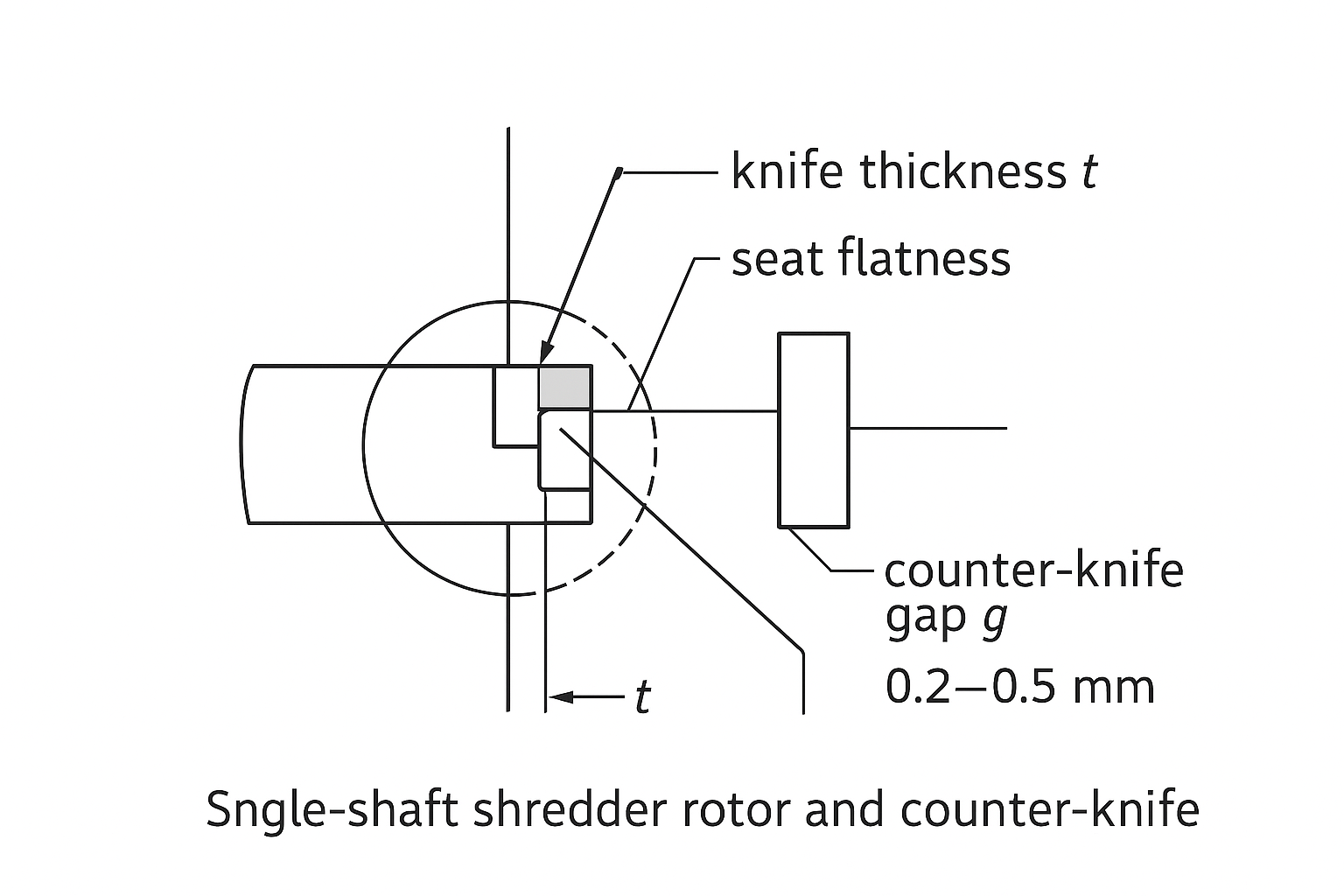
| Knife thickness (each knife) | Thickness shifts the cutting circle and changes the achievable cutting gap | Measure with a micrometer; sort into matched sets | Thickness range per set; which set installed |
| Flatness + seat contact | Micro-lift creates gap variation across rotor width and causes uneven loading | Light stone + blueing/marker contact check on seat; feeler check for rocking | Seat condition notes; corrective action |
| Hole/slot position and pocket datum | Small datum shifts move the knife edge relative to the counter knife | Quick gauge check vs drawing/sample; verify bolt engagement | Inspection report ID; nonconformance notes |
| Counter-knife style and position | Stationary datum defines the shear line; mismatch causes tearing/fines | Verify style (stepped/straight) and mounting; confirm alignment | Counter-knife part ID; position notes |
| Cutting gap (multi-point across width) | Gap consistency is more important than the nominal number | Feeler gauge or dial indicator across multiple stations; verify after torqueing | Gap readings by station/date |
| Shim stack per station | Shims are controlled parts in the tolerance stack | Measure shim thickness; keep station-by-station bundles | Shim plan + station map |
| Bolt condition + torque method | Torque loss changes gap under load and can become a failure risk | Calibrated torque wrench; repeatable tightening pattern; recheck after run-in if OEM specifies | Torque spec/source; tool calibration date |
| Hardness report + heat-treat traceability | Mixed hardness drives mixed failure modes (wear vs chipping) | Request hardness map + batch ID; spot-check if needed | MTC/heat/batch number; hardness report ID |
Note: Always confirm machine-specific gap and torque targets in your OEM manual and your measured stack-up. The checklist above is meant to improve repeatability, not replace OEM settings.
If size stability is your KPI, fit isn’t just “will it bolt on.” Fit is whether every knife lands in the same cutting circle, holds torque, and maintains a repeatable gap across the full rotor.
Match models and interfaces (shredder blade tolerances)
Start with the mechanical interface details that control repeatability:
- Rotor knife type (solid vs indexable/inserts) and how the knife is clamped (wedge, clamp bar, bolts).
- Hole pattern and slot geometry (fixed holes vs elongated slots for adjustment).
- Knife pocket/seat design (flat seat, stepped seat, or pocket with locating features).
- Counter-knife style (single or multiple counter knives; stepped counter knife vs straight).
If you’re cross-referencing Vecoplan/WEIMA/Lindner machines, don’t assume “same length” means “same fit.” Two knives can share length/width yet behave differently if the seat datum, bolt pattern, or pocket geometry shifts the cutting circle by tenths of a millimeter.
Control thickness and flatness
Knife thickness and seat flatness are tolerance multipliers.
- Thickness variation changes the effective cutting circle and your achievable gap. Mixing knife thicknesses in one rotor is one of the fastest ways to get size drift (and vibration).
- 평탄 matters because a knife that doesn’t sit flat doesn’t hold torque evenly. Micro-lift at one end becomes gap variation across the rotor width.
Practical checks that prevent headaches:
- Measure each knife thickness and sort into sets (don’t mix “almost the same”).
- Inspect knife seat faces and counter-knife seats for dings, corrosion, and raised burrs.
- Treat shims as controlled parts, not “whatever fits.” Record shim thickness per station.
Set cutting circle and gap
Your output size stability depends on two circles and one gap:
- Cutting circle: the maximum radius swept by the rotating knives.
- Counter-knife position: the stationary cutting edge datum.
- Cutting gap: the clearance between rotating knife edge and counter knife.
A repeatable gap comes from a controlled stack-up—knife thickness, seat condition, shims, and counter-knife position all land you on the target.
핵심 요점: If you can’t hold a stable cutting gap along the full rotor width, you won’t hold a stable output size—no matter what screen you install.
Choose steel and hardness

Steel choice is really a decision about failure mode. Do you want the edge to wear gradually (predictable), or chip/crack (sudden), or mushroom/roll (energy spike + size drift)? Pick the material and hardness so the dominant failure mode matches your stream.
D2 for abrasive streams
D2 (and similar high-carbon, high-chromium tool steels) is a common choice when abrasion is the main problem:
- Good wear resistance for dirty plastics, RDF/SRF, wood with grit, and mixed recycling where mineral contamination is normal.
- Tends to fail by progressive edge wear rather than plastic deformation.
Where D2 gets you into trouble is impact. If your stream has frequent tramp metal or hard inclusions (WEEE, mixed metal contamination), you may see chipping at higher hardness levels.
H13 where impact rules
H13 is a go-to family when toughness and impact resistance are the priority:
- Better at absorbing shock loads (hard inclusions, occasional metal hits) without chipping.
- Often a better choice when your current knives fail by corner breakage rather than “just wearing down.”
The trade-off is wear life in highly abrasive streams. If abrasion is dominant, H13 can lose the edge sooner and push your kWh/ton up as sharpness drops.
PM steels for long life
Powder metallurgy (PM) tool steels can deliver longer wear life and more stable edges when you’re running high-throughput lines and want fewer changeovers.
Where they make sense:
- You have repeatable feedstock and you can justify higher knife cost with reduced downtime.
- You’re tracking tonnage between rotations and can prove that longer intervals lower total cost.
Where they can disappoint:
- The stream is unpredictable (impact events dominate).
- Seats, shims, or gap adjustment aren’t controlled—because premium steel can’t fix poor stack-up.
Stabilize size and energy
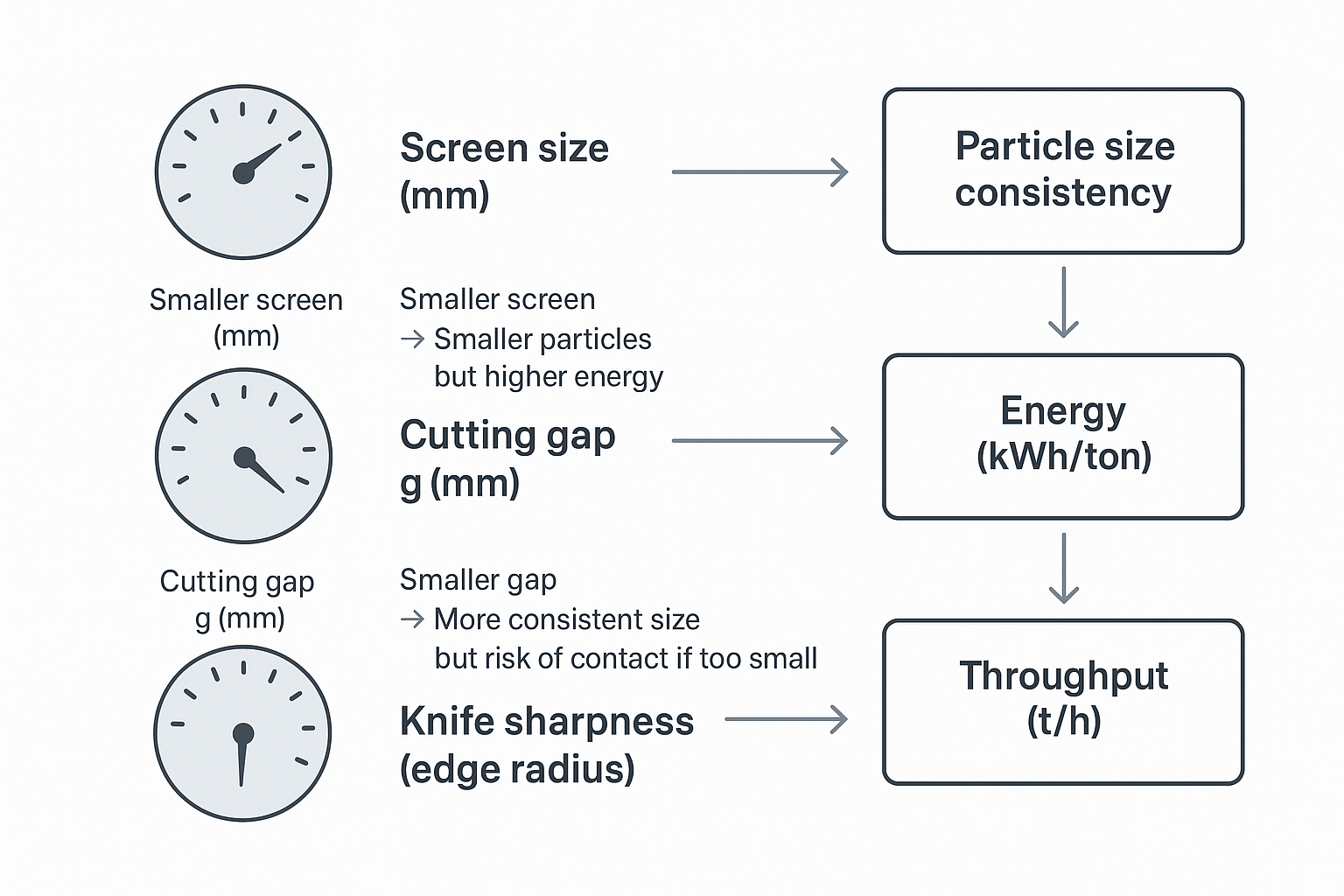
Output size stability is a system behavior. Blades, gap, screen, and operating settings either reinforce each other—or they fight.
Screen and sharpness interplay
The screen is your hard limiter on maximum size. But as knives dull, the machine shifts from clean shear toward tearing and pushing.
That shift shows up as:
- more fines and more “stringers” (depending on polymer and temperature),
- more recirculation at the screen,
- higher amps and heat,
- lower effective throughput.
If your output size is drifting over time, it’s often not the screen changing—it’s sharpness and gap changing under wear.
Cutting gap targets (0.2–0.5 mm)
A small cutting gap is repeatedly highlighted by OEMs and operators as central to cutting performance and homogeneous output. For example, Vecoplan’s product communications emphasize keeping the cutting gap small and adjustable to maintain performance and output quality (see RecyclingInside’s 2022 coverage of Vecoplan’s VAZ update: Vecoplan revamps its proven VAZ shredding solution (2022)).
As a practical benchmark, one industry guide cites 0.2–0.5 mm as a knife-to-screen gap target range for single-shaft shredders (Wiscon, 2025: knife-to-screen gap target (0.2–0.5 mm)). Treat ranges like this as starting points—then verify what your OEM manual and your measured stack-up allow.
What matters for size stability is not the number itself—it’s whether you can:
- hold the gap consistently across the full rotor width,
- maintain it after torqueing and after thermal cycles,
- re-establish it quickly after rotations/regrinds.
Tip speed and bite depth
Even with the “right” knives, you can destabilize size (and spike energy) if the machine is forced to bite too deep.
Think in two terms:
- Tip speed (set by rotor RPM and cutting circle): influences how the knife engages and how quickly it can clear material.
- Bite depth (how much material is presented per knife pass): driven by feed rate, pusher pressure, and material geometry.
When bite depth gets too aggressive for the edge condition and gap:
- the rotor loads up,
- the machine tears instead of shears,
- particles become less uniform,
- kWh/ton rises.
If your control system allows it, stabilize bite depth first (feed consistency, pusher pressure, avoiding “slug feeding”), then tune screens and gap.
Plan uptime and maintenance
Stable size is easiest when maintenance is planned, repeatable, and documented. The moment rotations and shims become “tribal knowledge,” your output will drift—usually right when the line is busiest.
Regrind and rotate cycles
Build a rotation plan that matches how your knives actually fail:
- If you see gradual wear (edge radius growth), plan regrind intervals based on tonnage and energy trend (kWh/ton creeping is an early signal).
- If you see chipping, reduce impact exposure (magnet, picking, infeed discipline) and revisit steel/hardness.
One public reference cites flipping knives on tonnage intervals (e.g., 200–600 tons depending on the stream) as a practical maintenance trigger (Wiscon, 2025). Your actual interval should come from your line’s data.
Quick-change packs and shims
If you want output size to come back “the same” after a change, treat knives and shims like a matched kit.
A practical quick-change approach:
- Build pre-measured knife sets (same thickness group) for the whole rotor.
- Bundle each set with the exact shim stack required to hit the target cutting circle and gap.
- Include a simple inspection sheet: thickness range, flatness check, hardness report ID, and a torque checklist.
This is also where supplier process can reduce variability without turning into sales talk. For example, 맥스터 메탈 supports replacement programs where a knife set can be supplied as a measured pack (knife + shim plan) with the supporting QC documents, and they can coordinate cross-border shipping and import steps so procurement isn’t reinventing the process every reorder (see their terminology and blade coverage on the single-shaft shredder fixed blade page).
Safety, torque, seat care
Size stability starts with safe, repeatable assembly.
- Lock out and verify zero-energy state (mechanical, hydraulic, stored energy).
- Clean and stone seats lightly if needed; remove burrs that create false torque.
- Use calibrated torque tools and a repeatable tightening pattern.
- Re-check torque after a short run-in if your OEM procedure calls for it.
⚠️ Warning: A “slightly lifted” knife seat is a gap problem first, and a bolt/knife failure risk second. Treat seat condition as a critical component, not a cosmetic issue.
Verify QC and compliance
Procurement problems usually show up on the machine as process problems. If you want stable output size, require evidence that the knives you install are consistent.
MTC and hardness reports
At minimum, request:
- MTC (Mill Test Certificate) for the steel grade.
- Heat treatment records or batch identification.
- Hardness report with measurement locations.
The goal is repeatability across batches, not a single “high number.” Hardness without process control often produces mixed failure modes (some knives wear, others chip).
Dimensional inspection checks
Ask for dimensional inspection points that tie directly to cutting geometry:
- thickness (with min/max and sampling plan)
- flatness
- hole position / slot geometry
- edge geometry consistency (where applicable)
Then verify on receipt with a fast incoming check (spot measurements + visual seat contact check). You don’t need a metrology lab—just a disciplined method.
Traceability and REACH/RoHS
Traceability is what lets you isolate problems quickly:
- batch/heat number to knife set
- inspection report IDs
- packaging labels that match documents
For many plants, REACH/RoHS is a vendor qualification checkbox. It’s easier to keep that file updated than to chase compliance after a line-stop.
Lead time and TCO math for replacement shredder blades
If you only evaluate replacement shredder blades by purchase price, you’ll miss the cost drivers that actually matter: downtime hours and energy.
Stock vs made-to-order
A practical split:
- Stock makes sense for standard geometries you change often.
- Made-to-order makes sense when fit is sensitive (custom seats, special bolt patterns) or when material/heat treat is tuned to a specific stream.
The risk isn’t “custom.” The risk is changing geometry without controlling stack-up and documentation.
TCO model and ROI trial
A simple TCO model per ton:
- Knife cost per ton = (knife set cost) / (tons processed per edge life)
- Downtime cost per ton = (changeover hours × line cost per hour) / (tons between changeovers)
- Energy cost per ton = (kWh/ton × electricity rate)
Your ROI trial doesn’t need to be complicated:
- Run one controlled knife set with documented thickness group and shim plan.
- Hold screen and operating settings constant.
- Compare kWh/ton trend, throughput, and size distribution over the same tonnage window.
Data you should log
Log what you’ll wish you had later:
- knife set ID + steel grade + hardness range
- installed cutting gap (by station if needed) and shim stack
- screen type and aperture size
- tons processed, kWh/ton, throughput (t/h)
- failure mode notes (wear, chipping, rolling, bolt looseness)
This is what turns “it feels dull” into a maintenance interval you can plan.
참고 자료 및 추가 읽을거리
- RecyclingInside (2022), Vecoplan revamps its proven VAZ shredding solution
- Wiscon (2025), Ultimate guide to industrial sheet shredders (knife-to-screen gap target 0.2–0.5 mm)
If you need machine-specific settings (gap, torque, rotor configuration), request the latest OEM service manual for your exact model and revision (Vecoplan, WEIMA, Lindner, etc.).
결론
Stable output size comes from controlling the geometry you run—not just buying “new knives.” The repeatable path is:
- confirm fit at the interface (model, pocket, counter knife style)
- control thickness and flatness so the cutting circle is consistent
- set and maintain a stable cutting gap, then match screen and sharpness to the target size
Balancing wear life, uptime, and energy is a TCO decision. The best knife for your line is the one that fails predictably, can be restored quickly (rotation/regrind), and keeps kWh/ton from creeping while your screen does its job.
Before you place an order, verify what you can measure and what you can document: MTC and hardness reports, dimensional inspection points tied to cutting geometry, and traceability that lets you repeat the good batch—or isolate the bad one fast.
If you want to shorten the next changeover and reduce fit risk, a practical next step is to prepare a drawing-and-sample fit pack (knife + counter knife + shim targets) and request a matched knife set with the QC documents required by your plant—so the machine comes back online at the same gap and the same output size.
토미 탕 is a Senior Sales Engineer at 난징 금속 산업 with 12 years of experience supporting industrial blade selection, replacement programs, and QC documentation for recycling and size-reduction applications. Certifications: CSE, CME, Six Sigma Green Belt, PMP.
For inquiries about replacement shredder blades (knife + counter knife + shim targets) and QC documentation packs, contact [email protected].