Стабильный размер частиц на выходе — это не просто «желательная, но важная характеристика». Он обеспечивает три важных параметра, которые ощущаются на каждой смене: производительность, энергопотребление и качество продукции на последующих этапах. Когда размер частиц меняется, сита загружаются неравномерно, расход увеличивается, и следующий этап (промывочная линия, воздушная классификация, гранулирование, гранулирование или сортировка) начинает бороться с колебаниями вместо стабильной работы.
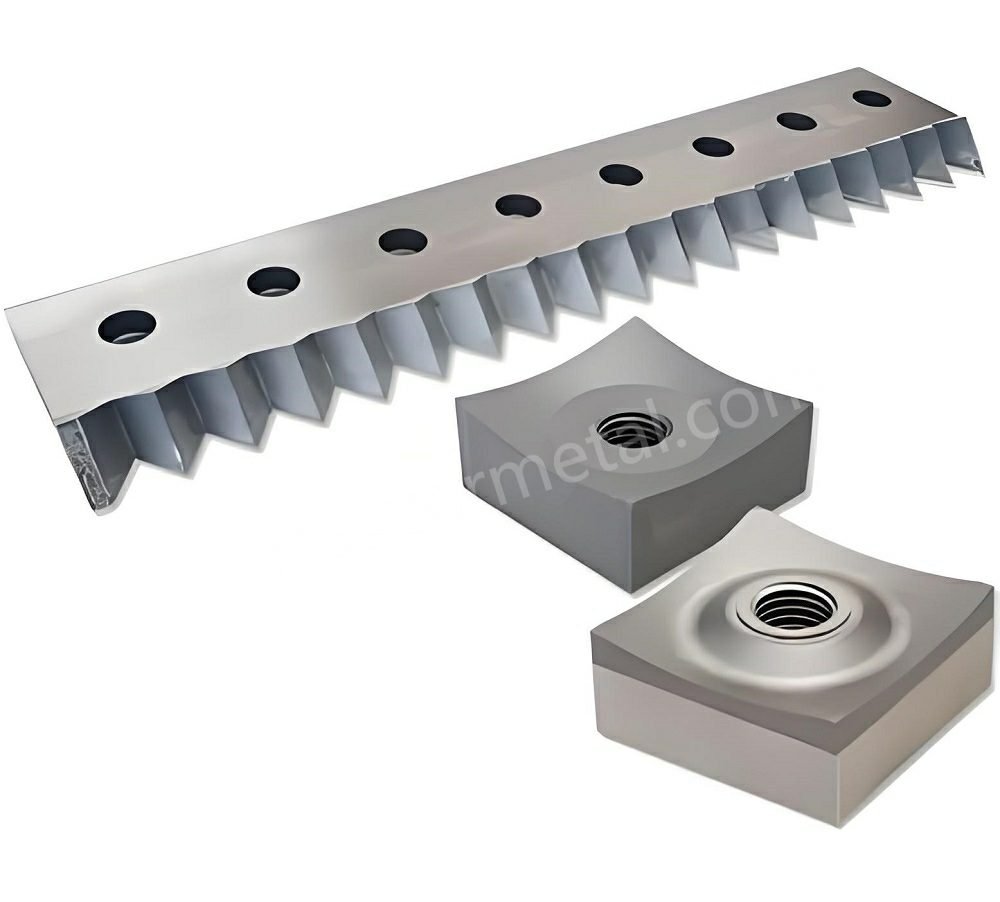
Сменные лезвия для измельчителя меняют не только «остроту» машины. Они изменяют фактическую геометрию резки: диаметр режущей окружности, высоту посадочного места ножа, толщину режущей кромки и зазор между контрножом и ножом, от которого зависит, будете ли вы резать чисто или же будете рвать, размазывать и измельчать мелкие частицы.
Это руководство призвано помочь вам выбрать сменные ножи и контрножи, обеспечивающие стабильную производительность на распространенных одноосевых платформах, таких как Vecoplan, WEIMA и Lindner. Цель проста: предсказуемый размер, предсказуемая производительность (кВтч/тонна), предсказуемое время безотказной работы.
Проверьте соответствие размеров и допусков.
| Что проверить | Почему это важно для стабильного размера выходного сигнала | Как проверить (на практике) | Запишите, чтобы сделать это повторяемым. |
|---|---|---|---|
| Толщина каждого ножа | Толщина смещает круг резания и изменяет достижимый зазор резания. | Измерьте микрометром; рассортируйте на парные наборы. | Диапазон толщины для каждого комплекта; какой комплект установлен |
| Плоскость + контакт сиденья | Микроподъем создает неравномерность зазора по ширине ротора и вызывает неравномерную нагрузку. | Проверка контакта светлого камня с синим/маркерным покрытием сиденья; проверка на качивание с помощью щупа. | Примечания к состоянию сидений; меры по устранению неисправности |
| Положение отверстия/паза и базовая точка кармана. | Небольшие смещения опорной точки перемещают лезвие ножа относительно контрножа. | Быстрая проверка размеров по чертежу/образцу; проверка зацепления болта. | Идентификатор протокола проверки; примечания о несоответствиях. |
| Стиль и положение контрножа | Стационарная опорная точка определяет линию сдвига; несоответствие приводит к разрывам/образованию мелких частиц. | Проверьте тип крепления (ступенчатый/прямой) и способ установки; подтвердите выравнивание. | Идентификационный номер детали контрножа; примечания по положению. |
| Зазор при резке (многоточечный по ширине) | Последовательность разрыва важнее, чем номинальное значение. | Используйте щуп или индикатор часового типа на нескольких участках; проверьте после затяжки. | Разрывы в показаниях по станциям/датам |
| Прокладочный блок на станцию | Прокладки являются контролируемыми элементами в пакете допусков. | Измерьте толщину прокладок; храните комплекты для каждой станции отдельно. | Схема расположения вагонов + карта станции |
| Состояние болта + метод затяжки | Потеря крутящего момента изменяет зазор под нагрузкой и может стать фактором риска поломки. | Откалиброванный динамометрический ключ; повторяемая схема затяжки; повторная проверка после обкатки, если это указано производителем. | Технические характеристики/источник крутящего момента; дата калибровки инструмента. |
| Отчет о твердости + отслеживаемость результатов термообработки | Различная твердость обуславливает различные виды разрушения (износ и сколы). | Запросить карту твердости + идентификатор партии; при необходимости провести выборочную проверку. | Номер MTC/партии/отходов; идентификатор отчета о твердости. |
Примечание: Всегда сверяйте целевые значения зазора и крутящего момента, специфичные для вашей машины, с руководством производителя и результатами измерений. Приведенный выше контрольный список предназначен для повышения повторяемости, а не для замены настроек производителя.
Если стабильность размеров — ваш ключевой показатель эффективности, то соответствие — это не просто «прикрутится ли». Соответствие — это то, попадает ли каждый нож в один и тот же режущий круг, выдерживает ли крутящий момент и поддерживает ли повторяемый зазор по всей поверхности ротора.
Соответствие моделей и интерфейсов (допуски для лезвий измельчителя)
Начнем с деталей механического интерфейса, которые определяют повторяемость:
- Тип роторного ножа (цельный или сменный/вставной) и способ его зажима (клин, зажимная планка, болты).
- Расположение отверстий и геометрия пазов (фиксированные отверстия или удлиненные пазы для регулировки).
- Конструкция кармана/гнезда для ножа (плоское гнездо, ступенчатое гнездо или карман с фиксирующими элементами).
- Типы контрножей (один или несколько контрножей; ступенчатый контрнож против прямого).
При сравнении станков Vecoplan/WEIMA/Lindner не следует предполагать, что «одинаковая длина» означает «одинаковая посадка». Два ножа могут иметь одинаковую длину/ширину, но вести себя по-разному, если опорная точка посадочного места, схема расположения болтов или геометрия паза смещают режущий круг на десятые доли миллиметра.
Контроль толщины и плоскостности.
Толщина ножа и плоскостность седла являются множителями допуска.
- Изменение толщины Это изменяет эффективный круг резки и достижимый зазор. Смешивание ножей разной толщины в одном роторе — один из самых быстрых способов получить смещение размеров (и вибрацию).
- Плоскость Это важно, потому что нож, который не прилегает плотно, не распределяет крутящий момент равномерно. Микроподъем на одном конце превращается в неравномерность зазора по всей ширине ротора.
Практические методы профилактики головной боли:
- Измерьте толщину каждого ножа и рассортируйте их по группам (не смешивайте «почти одинаковые»).
- Осмотрите поверхности посадочных мест ножей и контрножей на наличие вмятин, коррозии и заусенцев.
- Рассматривайте прокладки как детали, подлежащие контролю, а не как "подходящие по размеру". Записывайте толщину прокладок для каждой станции.
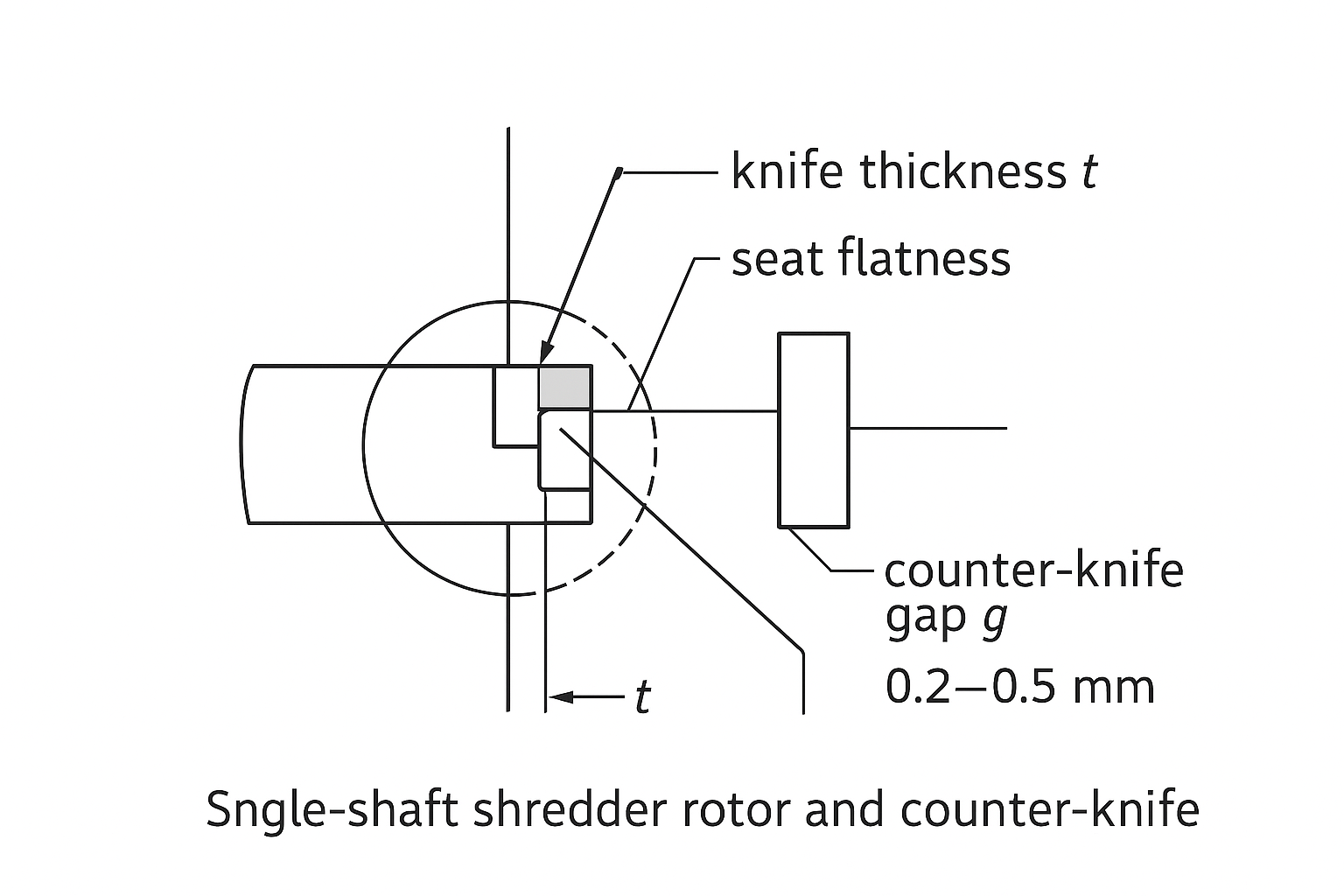
Установите диаметр режущего круга и зазор.
Стабильность размера выходных данных зависит от двух кругов и одного зазора:
- Круг вырезания: максимальный радиус, охватываемый вращающимися ножами.
- Положение контрножа: неподвижная опорная точка режущей кромки.
- Пробел в разрезе: зазор между вращающейся кромкой ножа и контрножом.
Возвращаемый зазор достигается за счет контролируемого наложения слоев — толщина ножа, состояние посадочного места, прокладки и положение контрножа — все это позволяет точно попасть в цель.
Ключевой выводЕсли вы не можете поддерживать стабильный зазор между режущими кромками по всей ширине ротора, вы не сможете обеспечить стабильный размер выходного материала — независимо от того, какое сито вы установите.
Выберите сталь и твердость.

Выбор стали — это, по сути, решение о характере разрушения. Хотите ли вы, чтобы кромка изнашивалась постепенно (предсказуемо), скалывалась/трескалась (внезапно) или деформировалась/закатывалась (скачок энергии + изменение размера)? Выберите материал и твердость так, чтобы преобладающий характер разрушения соответствовал вашей технологической цепочке.
D2 для абразивных потоков
Сталь D2 (и аналогичные высокоуглеродистые, высокохромистые инструментальные стали) часто выбирают, когда основной проблемой является абразивный износ:
- Высокая износостойкость при работе с загрязненными пластмассами, RDF/SRF, древесиной с примесью песка и смешанными отходами вторичной переработки, где обычно присутствует минеральное загрязнение.
- Склонен к неудачам из-за прогрессирующий износ кромки а не пластическая деформация.
Проблема с твердостью D2 возникает из-за ударных нагрузок. Если в вашем водотоке часто встречаются посторонние металлические частицы или твердые включения (отходы электронного и электротехнического оборудования, загрязнение смешанными металлами), вы можете заметить сколы при более высоких уровнях твердости.
H13, где действуют правила воздействия
H13 — это семейство материалов, которое идеально подходит, когда приоритетом являются прочность и ударостойкость:
- Лучше поглощает ударные нагрузки (твердые включения, случайные удары металлом) без образования сколов.
- Зачастую это лучший выбор, когда ваши нынешние ножи выходят из строя из-за поломки углов, а не просто из-за износа.
Компромисс заключается в увеличении срока службы при работе в условиях сильного абразивного воздействия. Если преобладает абразивный износ, лезвие из стали H13 может быстрее затупиться, что приведет к увеличению потребления кВтч/тонну по мере снижения остроты.
ПМ стали для длительного срока службы
Инструментальные стали, полученные методом порошковой металлургии (ПМ), обеспечивают более длительный срок службы и более стабильную заточку кромок при работе на высокопроизводительных линиях и необходимости сокращения количества переналадок.
Там, где это имеет смысл:
- У вас есть стабильное сырье, и вы можете оправдать более высокую стоимость ножей за счет сокращения времени простоя.
- Вы отслеживаете тоннаж между оборотами и можете доказать, что более длительные интервалы снижают общую стоимость.
Где они могут разочаровать:
- Поток непредсказуем (преобладают ударные события).
- Регулировка зазоров, прокладок или посадочных мест не контролируется — потому что высококачественная сталь не может исправить плохое качество сборки.
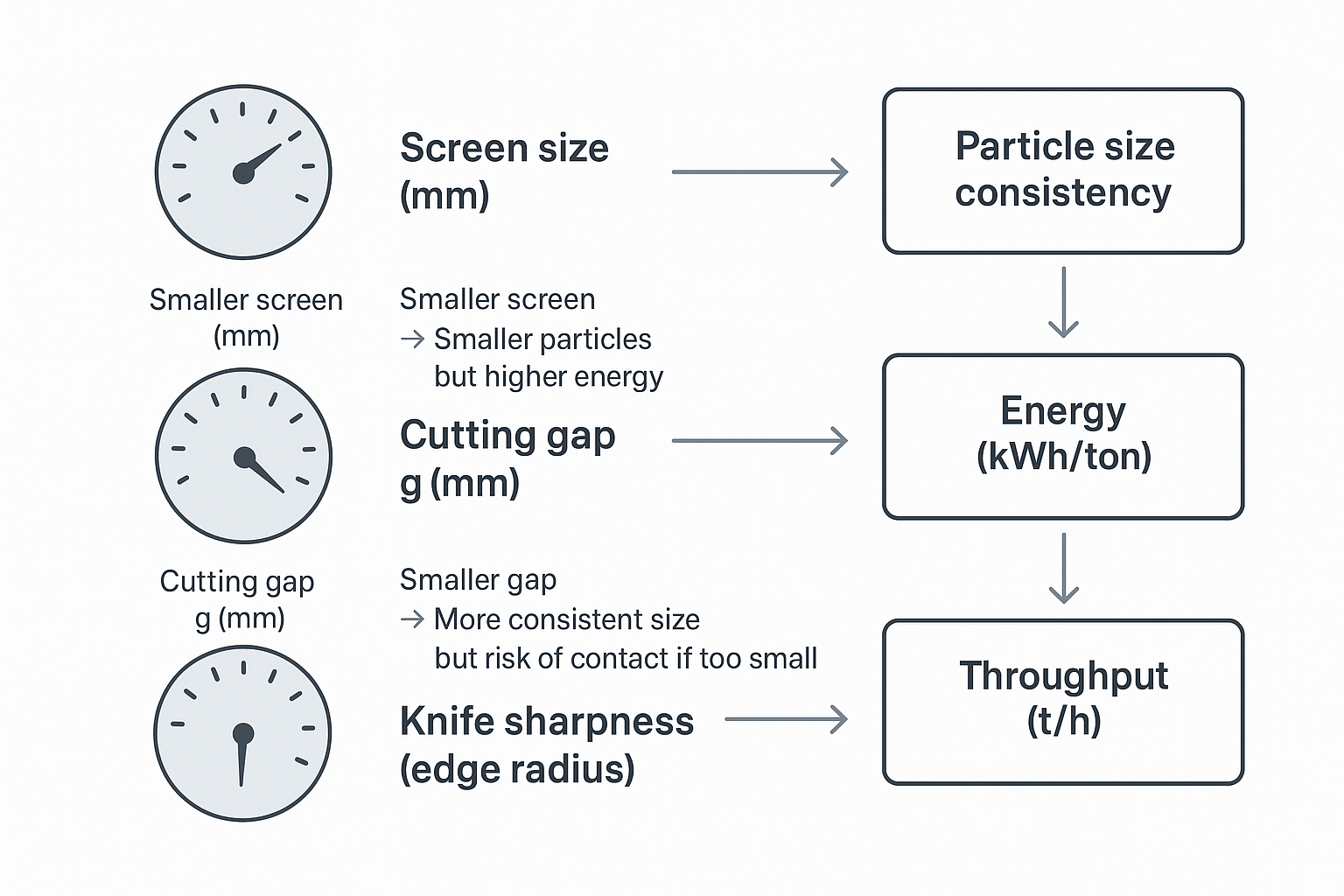
Стабилизация размера и энергии
Стабильность размеров выходного материала — это системное поведение. Лопасти, зазор, сито и рабочие настройки либо усиливают друг друга, либо противодействуют.
Взаимодействие экрана и резкости
Экран является жестким ограничителем максимального размера. Но по мере затупления ножей станок переключается с чистого разрезания на разрывание и продавливание.
Это изменение проявляется следующим образом:
- больше мелких частиц и больше «прослойок» (в зависимости от полимера и температуры),
- более активная рециркуляция воздуха на экране,
- более высокий ток и нагрев,
- более низкая эффективная пропускная способность.
Если размер выходного изображения со временем меняется, зачастую дело не в экране, а в изменении резкости и зазоров из-за износа.
Целевые зазоры при резке (0,2–0,5 мм)
Производители оборудования и операторы неоднократно подчеркивают, что небольшой зазор при резке имеет решающее значение для производительности резки и однородности выходного материала. Например, в информационных материалах Vecoplan подчеркивается важность поддержания небольшого и регулируемого зазора при резке для обеспечения производительности и качества выпускаемого материала (см. статью RecyclingInside за 2022 год об обновлении VAZ от Vecoplan: Компания Vecoplan модернизировала свое проверенное решение для измельчения документов VAZ (2022).).
В качестве практического ориентира в одном из отраслевых справочников приводится следующее: 0,2–0,5 мм в качестве целевого диапазона зазора между ножом и ситом для одноосевых измельчителей (Висконсин, 2025 г.): Зазор между ножом и экраном (0,2–0,5 мм)Рассматривайте такие диапазоны как отправные точки, а затем проверьте, что допускают руководство производителя и результаты ваших измерений.
Для обеспечения стабильности размеров важна не сама цифра, а то, сможете ли вы:
- поддерживать постоянный зазор по всей ширине ротора.
- Сохраняйте его после затяжки и после термических циклов.
- Быстро восстанавливайте его после вращений/повторной обработки.
Скорость кончика и глубина захвата
Даже при использовании «правильных» ножей, если машина будет вынуждена вгрызаться слишком глубоко, это может дестабилизировать размер (и вызвать скачок энергии).
Подумайте в двух терминах:
- Скорость кончика (Задается частотой вращения ротора и диаметром режущей окружности): влияет на то, как нож входит в зацепление и как быстро он может удалять материал.
- Глубина укуса (количество материала, подаваемого за один проход ножа): определяется скоростью подачи, давлением толкателя и геометрией материала.
Когда глубина прикуса становится слишком большой для состояния кромки и зазора:
- ротор нагружается,
- Машина рвет, а не резает.
- частицы становятся менее однородными,
- Расход кВтч/тонна растет.
Если ваша система управления это позволяет, сначала стабилизируйте глубину прикуса (равномерность подачи, давление толкателя, избегание «пустой подачи»), а затем отрегулируйте сетки и зазор.
Планирование времени безотказной работы и технического обслуживания.
Стабильные размеры проще всего обеспечить, когда техническое обслуживание спланировано, повторяемо и задокументировано. В тот момент, когда вращения и регулировочные шайбы становятся «общепринятыми знаниями», производительность начнет колебаться — обычно именно в часы пиковой нагрузки на линии.
Циклы перемалывания и вращения
Составьте план ротации, который будет соответствовать реальным условиям поломки ваших ножей:
- Если вы наблюдаете постепенный износ (увеличение радиуса кромки), планируйте интервалы повторной шлифовки, исходя из тоннажа и динамики энергопотребления (постепенное увеличение потребления кВт·ч/тонну является ранним сигналом).
- При обнаружении сколов уменьшите воздействие ударов (магнит, захват, контроль подачи) и пересмотрите состав стали/твердость.
В одном из общедоступных источников в качестве практического способа проведения технического обслуживания указывается переворачивание ножей через определенные интервалы тоннажа (например, 200–600 тонн в зависимости от водотока) (Wiscon, 2025). Фактический интервал должен определяться на основе данных вашей линии.
Быстросменные пакеты и прокладки
Если вы хотите, чтобы размер готового изделия после внесения изменений остался «тем же», рассматривайте ножи и прокладки как комплект, подобранный индивидуально.
Практичный подход к быстрой смене обстановки:
- Изготовьте предварительно подобранные комплекты ножей (одной толщины) для всего ротора.
- В каждый комплект входит точно такое же количество прокладок, которое необходимо для достижения заданной окружности и зазора при резке.
- Включите в комплект простой лист проверки: диапазон толщины, проверка плоскостности, идентификатор отчета о твердости и контрольный список момента затяжки.
Здесь также можно снизить вариативность в процессе работы с поставщиками, не превращая это в пустые разговоры о продажах. Например. МАКСТОР МЕТАЛЛ Они поддерживают программы замены, в рамках которых набор ножей может поставляться в виде комплекта с заданными параметрами (нож + планка для установки клинков) с сопроводительной документацией по контролю качества, а также могут координировать трансграничную доставку и этапы импорта, чтобы отделу закупок не приходилось заново изобретать процесс при каждом повторном заказе (см. их терминологию и перечень доступных клинков на сайте). одновальный измельчитель с фиксированным лезвием страница).
Безопасность, крутящий момент, уход за сиденьем
Стабильность размеров начинается с безопасной и воспроизводимой сборки.
- Блокировка и проверка состояния нулевой энергии (механической, гидравлической, накопленной энергии).
- При необходимости слегка очистите и отшлифуйте посадочные места; удалите заусенцы, создающие ложный крутящий момент.
- Используйте откалиброванные динамометрические инструменты и повторяющуюся схему затяжки.
- Если это предусмотрено инструкцией производителя, повторно проверьте момент затяжки после непродолжительной обкатки.
⚠️ ПредупреждениеНебольшое приподнятие посадочного места ножа в первую очередь указывает на проблему с зазором, а во вторую — на риск поломки болта/ножа. Состояние посадочного места следует рассматривать как критически важный компонент, а не как косметический дефект.
Проверка контроля качества и соответствия стандартам.
Проблемы с закупкой обычно проявляются на оборудовании как проблемы в процессе производства. Если вы хотите получить стабильный размер готовой продукции, требуйте подтверждения того, что устанавливаемые вами ножи имеют одинаковый размер.
Отчеты MTC и о твердости
Как минимум, запросите:
- MTC (Сертификат заводских испытаний) для марки стали.
- Документация по термической обработке или идентификация партии.
- Отчет о твердости с указанием мест измерений.
Цель состоит в обеспечении повторяемости результатов в разных партиях, а не в достижении одного «высокого значения». Твердость без контроля процесса часто приводит к смешанным видам отказов (некоторые ножи изнашиваются, другие скалываются).
Контроль размеров
Уточните точки контроля размеров, которые напрямую связаны с геометрией резки:
- толщина (с указанием минимального/максимального значения и плана отбора проб)
- плоскость
- положение отверстия / геометрия паза
- Согласованность геометрии кромок (где это применимо)
Затем проверьте при получении с помощью экспресс-проверки (точечные измерения + визуальная проверка контакта с сиденьем). Вам не нужна метрологическая лаборатория — достаточно лишь отработанного метода.
Прослеживаемость и соответствие требованиям REACH/RoHS
Отслеживаемость позволяет быстро выявлять и устранять проблемы:
- Номер партии/партии для набора ножей
- Идентификаторы протоколов инспекции
- Упаковочные этикетки, соответствующие документам
Для многих предприятий соответствие требованиям REACH/RoHS является лишь формальностью, необходимой для квалификации поставщика. Поддерживать актуальность этого документа проще, чем добиваться соответствия после остановки производственной линии.
Расчет сроков поставки и совокупной стоимости владения для сменных лезвий шредера.
Если оценивать сменные лезвия для шредера только по цене покупки, вы упустите из виду действительно важные факторы, влияющие на стоимость: время простоя и потребление энергии.
Готовые изделия против изделий на заказ
Практическое разделение:
- Запас Это имеет смысл для стандартных геометрических форм, которые вы часто меняете.
- Изготовление на заказ Это имеет смысл, когда важна точность подгонки (сиденья, изготовленные на заказ, специальные схемы крепления болтов) или когда материал/термообработка настроены под конкретный режим работы.
Риск заключается не в «индивидуальных настройках». Риск состоит в изменении геометрии без контроля над плотностью сборки и документацией.
Модель TCO и исследование ROI
Простая модель расчета совокупной стоимости владения на тонну:
- Стоимость ножа за тонну = (стоимость комплекта ножей) / (количество тонн обработанной стали на единицу ресурса лезвия)
- Стоимость простоя на тонну = (часы переналадки × стоимость линии в час) / (тонны между переналадками)
- Стоимость энергии на тонну = (кВт·ч/тонна × тариф на электроэнергию)
Ваше исследование рентабельности инвестиций не обязательно должно быть сложным:
- Выполните один контролируемый цикл ножевой обработки с задокументированной группой толщины и планом использования прокладок.
- Сохраняйте неизменными настройки экрана и операционной системы.
- Сравните динамику потребления кВт·ч/тонну, пропускную способность и распределение по размерам в одном и том же диапазоне объемов.
Данные, которые следует регистрировать.
Запишите то, о чём вы потом пожалеете:
- Идентификационный номер набора ножей + марка стали + диапазон твердости
- Установлен зазор для резки (при необходимости по станциям) и набор прокладок.
- тип экрана и размер диафрагмы
- тонны переработанного материала, кВтч/тонна, производительность (т/ч)
- Примечания к описанию видов отказов (износ, сколы, деформация, ослабление болтов)
Именно это превращает фразу «становится скучно» в планируемый интервал технического обслуживания.
Список литературы и дополнительные материалы для чтения
- RecyclingInside (2022), Компания Vecoplan модернизировала свое проверенное решение для измельчения документов VAZ.
- Вискон (2025), Полное руководство по промышленным измельчителям листового металла (зазор между ножом и ситом 0,2–0,5 мм)
Если вам необходимы настройки, специфичные для вашей машины (зазор, крутящий момент, конфигурация ротора), запросите последнюю версию сервисного руководства производителя для вашей конкретной модели и модификации (Vecoplan, WEIMA, Lindner и др.).
Заключение
Стабильный размер выходного материала достигается за счет контроля геометрии обрабатываемого материала, а не просто за счет покупки «новых ножей». Повторяемый процесс выглядит следующим образом:
- Подтвердите соответствие размеров на стыке (модель, карманный нож, тип контрножа).
- Контролируйте толщину и плоскостность, чтобы диаметр режущей окружности оставался постоянным.
- Установите и поддерживайте стабильный зазор для резки, затем отрегулируйте размер сетки и остроту в соответствии с целевым размером.
Баланс между сроком службы, временем безотказной работы и энергопотреблением — это решение, касающееся совокупной стоимости владения. Лучший нож для вашей линии — это тот, который выходит из строя предсказуемо, может быть быстро восстановлен (вращение/переточка) и не допускает повышения потребления кВтч/тонну, пока ваш грохот выполняет свою работу.
Перед размещением заказа убедитесь, что вы можете измерить и задокументировать все параметры: сертификаты MTC и твердости, данные о размерах, привязанные к геометрии режущего инструмента, а также наличие системы отслеживания, позволяющей повторить обработку качественной партии или быстро выявить бракованную.
Если вы хотите сократить время следующей переналадки и снизить риск несоответствия размеров, практичным следующим шагом будет подготовка комплекта чертежей и образцов для проверки соответствия размеров (нож + контрнож + мишени для прокладок) и запрос комплекта ножей в соответствии с документацией по контролю качества, требуемой вашим предприятием, — чтобы машина вернулась в эксплуатацию с тем же зазором и тем же размером выходного изделия.
Томми Танг является старшим инженером по продажам в компании... Нанкинская металлургическая промышленность 12-летний опыт работы в области подбора промышленных лезвий, программ замены и документации по контролю качества для переработки и измельчения материалов. Сертификаты: CSE, CME, Six Sigma Green Belt, PMP.
По вопросам, касающимся сменных лезвий для шредера (нож + контрнож + мишени для контроля качества) и комплектов документации по контролю качества, обращайтесь по адресу: [email protected].