Un tamaño de salida estable no es un lujo, sino algo fundamental para proteger tres aspectos clave en cada turno: rendimiento, energía y calidad del producto final. Cuando el tamaño de las partículas varía, las cribas se cargan de forma desigual, el amperaje aumenta y el siguiente paso (lavado, clasificación por aire, granulación, peletización o clasificación) comienza a sufrir variaciones en lugar de funcionar de forma constante.
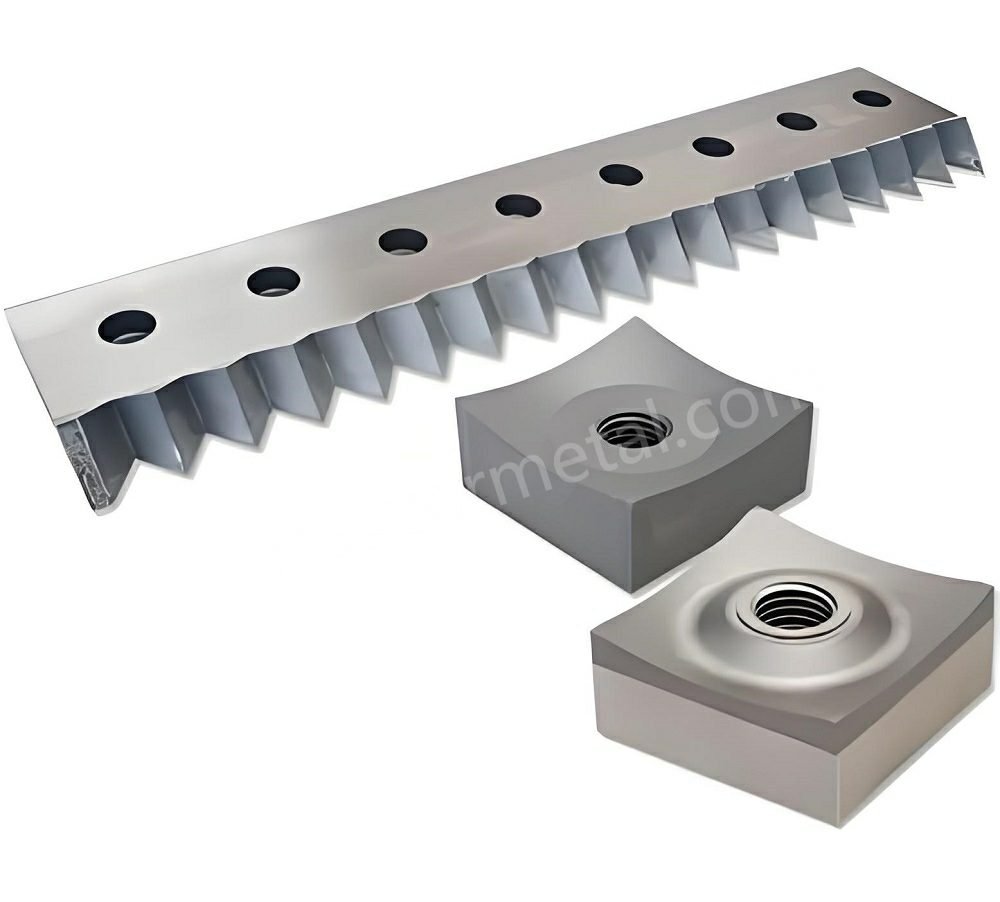
Las cuchillas de repuesto para trituradoras cambian algo más que "la sensación de afilado de la máquina". Cambian la geometría de corte real: el círculo de corte, la disposición de las cuchillas, el grosor de las mismas y la separación entre las cuchillas, que determina si el corte es limpio o si, por el contrario, se producen desgarros, manchas y residuos finos.
Esta guía está diseñada para ayudarle a elegir cuchillas de repuesto y contracuchillas que mantengan una producción estable en plataformas comunes de un solo eje como Vecoplan, WEIMA y Lindner. El objetivo es simple: tamaño predecible, kWh/tonelada predecible y tiempo de actividad predecible.
Confirmar el ajuste y las tolerancias.
| Qué comprobar | Por qué es importante para un tamaño de salida estable | Cómo verificar (práctico) | Grabar para que sea repetible |
|---|---|---|---|
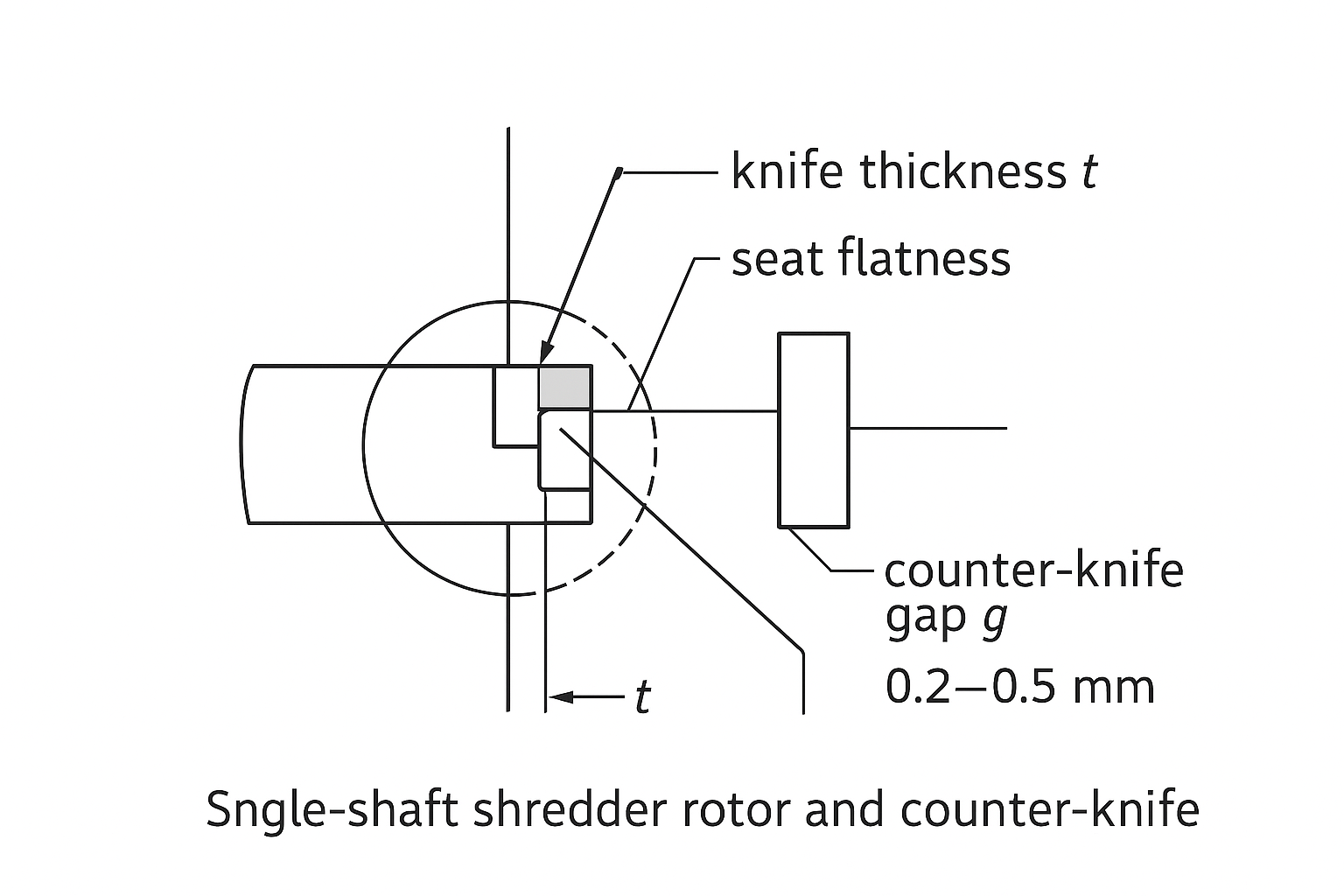
| Grosor de cada cuchilla | El grosor modifica el círculo de corte y cambia la separación de corte alcanzable. | Medir con un micrómetro; clasificar en conjuntos coincidentes. | Rango de espesor por juego; qué juego está instalado |
| Planitud + contacto con el asiento | La microelevación crea una variación en la separación a lo largo del ancho del rotor y provoca una carga desigual. | Piedra clara + comprobación de contacto con azulado/marcador en el asiento; comprobación con palpador para detectar balanceo. | Notas sobre el estado del asiento; medidas correctivas |
| Posición del agujero/ranura y punto de referencia del bolsillo | Pequeños desplazamientos de referencia mueven el filo del cuchillo con respecto al contrafilo. | Verificación rápida del calibre con respecto al dibujo/muestra; verificar el acoplamiento del perno. | ID del informe de inspección; notas de no conformidad |
| Estilo y posición del contracuchillo | El datum estacionario define la línea de corte; la discrepancia provoca desgarros/partículas finas. | Verifique el estilo (escalonado/recto) y el montaje; confirme la alineación. | Identificación de la pieza del cuchillo de contracuchilla; notas de posición |
| Espacio de corte (multipunto a lo ancho) | La consistencia de la brecha es más importante que el número nominal. | Utilice un calibrador de espesores o un comparador de cuadrante en varias estaciones; verifique después de aplicar el par de apriete. | Lecturas de brecha por estación/fecha |
| Pila de calzas por estación | Las calzas son piezas controladas en el conjunto de tolerancias. | Mida el grosor de las cuñas; mantenga paquetes separados por estación. | Plano de Shim + mapa de la estación |
| Estado del perno + método de apriete | La pérdida de par cambia la holgura bajo carga y puede convertirse en un riesgo de fallo. | Llave dinamométrica calibrada; patrón de apriete repetible; volver a comprobar después del rodaje si el fabricante lo especifica. | Especificación/fuente de par de apriete; fecha de calibración de la herramienta |
| Informe de dureza + trazabilidad del tratamiento térmico | La dureza mixta genera modos de fallo mixtos (desgaste frente a astillamiento). | Solicitar mapa de dureza + ID de lote; realizar comprobación aleatoria si es necesario. | Número de MTC/colada/lote; ID del informe de dureza |
Nota: Confirme siempre los valores de separación y par específicos de la máquina en el manual del fabricante y en la medición realizada. La lista de verificación anterior tiene como objetivo mejorar la repetibilidad, no reemplazar la configuración del fabricante.
Si la estabilidad del tamaño es su indicador clave de rendimiento, el ajuste no se limita a si "encajará". El ajuste se refiere a si cada cuchilla aterriza en el mismo círculo de corte, mantiene el par de torsión y conserva una separación uniforme en todo el rotor.
Modelos e interfaces compatibles (tolerancias de las cuchillas de la trituradora)
Comience con los detalles de la interfaz mecánica que controlan la repetibilidad:
- Tipo de cuchilla del rotor (sólida o indexable/insertable) y cómo se sujeta la cuchilla (cuña, barra de sujeción, pernos).
- Patrón de orificios y geometría de las ranuras (orificios fijos frente a ranuras alargadas para ajuste).
- Diseño del bolsillo/asiento para cuchillo (asiento plano, asiento escalonado o bolsillo con elementos de localización).
- Estilo de contracuchilla (una o varias contracuchillas; contracuchilla escalonada frente a recta).
Si comparas máquinas Vecoplan/WEIMA/Lindner, no des por sentado que "misma longitud" significa "mismo ajuste". Dos cuchillas pueden tener la misma longitud y anchura, pero comportarse de forma diferente si la referencia del asiento, el patrón de los tornillos o la geometría del alojamiento modifican el círculo de corte en décimas de milímetro.
Controlar el espesor y la planitud.
El grosor de la cuchilla y la planitud del asiento son factores que influyen en la tolerancia.
- Variación de espesor modifica el círculo de corte efectivo y la separación alcanzable. Mezclar cuchillas de diferentes grosores en un mismo rotor es una de las maneras más rápidas de provocar variaciones en el tamaño (y vibraciones).
- Llanura Esto es importante porque un cuchillo que no se asienta plano no soporta el par de torsión de manera uniforme. Una ligera elevación en un extremo se convierte en una variación de la separación a lo largo del ancho del rotor.
Revisiones prácticas que previenen dolores de cabeza:
- Mide el grosor de cada cuchillo y clasifícalos en conjuntos (no mezcles los que sean "casi iguales").
- Inspeccione las superficies de los asientos de las cuchillas y los asientos de las contracuchillas para detectar abolladuras, corrosión y rebabas elevadas.
- Trate las calzas como piezas controladas, no como "cualquier cosa que encaje". Registre el grosor de la calza por estación.
Establecer círculo de corte y espacio
La estabilidad del tamaño de salida depende de dos círculos y un espacio:
- Círculo de corte: el radio máximo barrido por las cuchillas giratorias.
- Posición del contracuchillo: el punto de referencia del borde de corte fijo.
- Reducción de brecha: la holgura entre el filo giratorio de la cuchilla y la contracuchilla.
Una separación repetible se consigue mediante una combinación controlada de factores: el grosor de la cuchilla, el estado del asiento, las calzas y la posición de la contracuchilla, todo ello contribuye a alcanzar el objetivo.
Conclusión claveSi no puedes mantener una separación de corte estable a lo largo de todo el ancho del rotor, no podrás mantener un tamaño de salida estable, independientemente de la rejilla que instales.
Elige el acero y la dureza.

La elección del acero depende fundamentalmente del modo de fallo. ¿Prefieres que el filo se desgaste gradualmente (predecible), que se astille o agriete (repentinamente) o que se deforme (pico de energía + variación de tamaño)? Elige el material y la dureza de forma que el modo de fallo predominante se ajuste a tu corriente.
D2 para corrientes abrasivas
El acero D2 (y otros aceros para herramientas similares con alto contenido de carbono y cromo) es una opción común cuando la abrasión es el principal problema:
- Buena resistencia al desgaste para plásticos sucios, RDF/SRF, madera con partículas abrasivas y reciclaje mixto donde la contaminación mineral es normal.
- Tiende a fallar por desgaste progresivo de los bordes en lugar de deformación plástica.
El problema con la dureza D2 radica en el impacto. Si su arroyo presenta frecuentes inclusiones de metales extraños o duras (RAEE, contaminación mixta por metales), es posible que observe astillamiento a niveles de dureza más elevados.
H13 donde se aplican las reglas de impacto
La familia H13 es la opción ideal cuando la dureza y la resistencia al impacto son la prioridad:
- Mayor capacidad para absorber cargas de impacto (inclusiones duras, golpes ocasionales de metal) sin astillarse.
- A menudo, es una mejor opción cuando tus cuchillos actuales fallan por rotura de esquinas en lugar de "simplemente por desgaste".
La desventaja radica en la vida útil en corrientes altamente abrasivas. Si la abrasión es el factor dominante, el H13 puede perder el filo antes y aumentar el consumo de kWh/tonelada a medida que disminuye su nitidez.
Aceros PM para una larga vida útil
Los aceros para herramientas fabricados mediante metalurgia de polvos (PM) pueden ofrecer una mayor vida útil y filos más estables cuando se trabaja en líneas de alto rendimiento y se desean menos cambios de herramienta.
Dónde tienen sentido:
- Dispones de materia prima repetible y puedes justificar un mayor coste de los cuchillos con un menor tiempo de inactividad.
- Usted realiza un seguimiento del tonelaje entre rotaciones y puede demostrar que los intervalos más largos reducen el costo total.
En qué aspectos pueden decepcionar:
- La corriente es impredecible (predominan los eventos de impacto).
- Los asientos, las cuñas o el ajuste de la separación no están controlados, porque el acero de primera calidad no puede corregir una mala alineación.
Estabilizar el tamaño y la energía
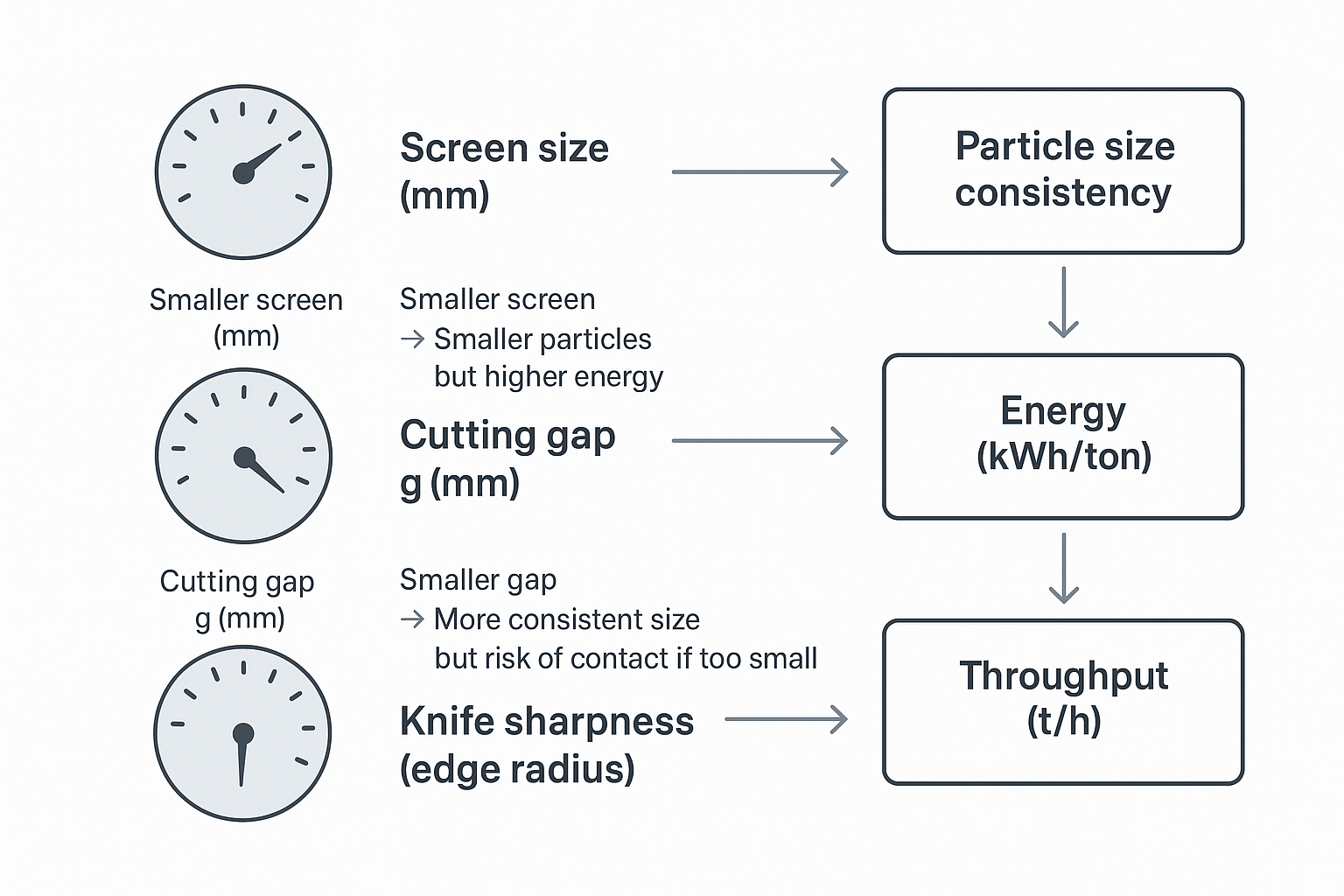
La estabilidad del tamaño de salida es un comportamiento del sistema. Las cuchillas, el espacio entre ellas, la pantalla y la configuración de funcionamiento se refuerzan mutuamente o entran en conflicto.
Interacción entre pantalla y nitidez
La criba es el límite máximo de tamaño. Pero a medida que las cuchillas se desafilan, la máquina pasa de un corte limpio a un corte más desgarrador y empujador.
Ese cambio se muestra como:
- más finos y más “filamentos” (dependiendo del polímero y la temperatura),
- mayor recirculación en la pantalla,
- mayor amperaje y calor,
- menor rendimiento efectivo.
Si el tamaño de la imagen impresa varía con el tiempo, a menudo no se debe a que la pantalla esté cambiando, sino a que la nitidez y el espacio entre píxeles cambian con el uso.
Distancia de corte objetivo (0,2–0,5 mm)
Los fabricantes de equipos originales y los operadores destacan repetidamente que una pequeña separación de corte es fundamental para el rendimiento del corte y la homogeneidad de la producción. Por ejemplo, las comunicaciones de producto de Vecoplan enfatizan mantener la separación de corte pequeña y ajustable para mantener el rendimiento y la calidad de la producción (ver la cobertura de RecyclingInside de 2022 sobre la actualización VAZ de Vecoplan: Vecoplan renueva su probada solución de trituración VAZ (2022)).
Como referencia práctica, una guía de la industria cita: 0,2–0,5 mm como rango objetivo de separación entre la cuchilla y la criba para trituradoras de un solo eje (Wiscon, 2025: Distancia objetivo entre la cuchilla y la pantalla (0,2–0,5 mm)Considere estos rangos como puntos de partida y luego verifique lo que permiten el manual del fabricante y la suma de sus mediciones.
Lo que importa para la estabilidad del tamaño no es el número en sí, sino si puedes:
- mantener la separación de forma consistente a lo largo de todo el ancho del rotor,
- mantenerlo después del apriete y después de los ciclos térmicos,
- Restablécelo rápidamente después de rotaciones/re-moldeos.
Velocidad de la punta y profundidad de mordida
Incluso con las cuchillas "correctas", se puede desestabilizar el tamaño (y aumentar la energía) si la máquina se ve obligada a cortar demasiado profundo.
Piensa en dos términos:
- Velocidad de punta (ajustado por las RPM del rotor y el círculo de corte): influye en cómo entra en contacto la cuchilla y con qué rapidez puede eliminar el material.
- Profundidad de mordida (cantidad de material que se presenta por pasada de la cuchilla): determinada por la velocidad de alimentación, la presión del empujador y la geometría del material.
Cuando la profundidad de la mordida se vuelve demasiado agresiva para el estado del borde y el espacio:
- el rotor se carga,
- La máquina desgarra en lugar de usar tijeras,
- Las partículas se vuelven menos uniformes,
- El consumo de kWh/tonelada aumenta.
Si su sistema de control lo permite, estabilice primero la profundidad de mordida (consistencia de la alimentación, presión del empujador, evitando la alimentación irregular), y luego ajuste las rejillas y la separación.
Planificar el tiempo de actividad y el mantenimiento
Lograr un tamaño estable es más fácil cuando el mantenimiento está planificado, es repetible y está documentado. En el momento en que las rotaciones y los calces se convierten en conocimiento tácito, la producción se desviará, generalmente justo cuando la línea está más ocupada.
Ciclos de rectificado y rotación
Elabore un plan de rotación que se ajuste a la forma en que sus cuchillos realmente fallan:
- Si observa un desgaste gradual (aumento del radio del borde), planifique los intervalos de reafilado en función del tonelaje y la tendencia energética (un aumento gradual de kWh/tonelada es una señal temprana).
- Si observa astillamiento, reduzca la exposición al impacto (imán, manipulación, control de la alimentación) y revise el tipo de acero y su dureza.
Una referencia pública cita el cambio de intervalos de tonelaje (por ejemplo, de 200 a 600 toneladas, según el flujo) como un indicador práctico de mantenimiento (Wiscon, 2025). El intervalo real debe provenir de los datos de su línea.
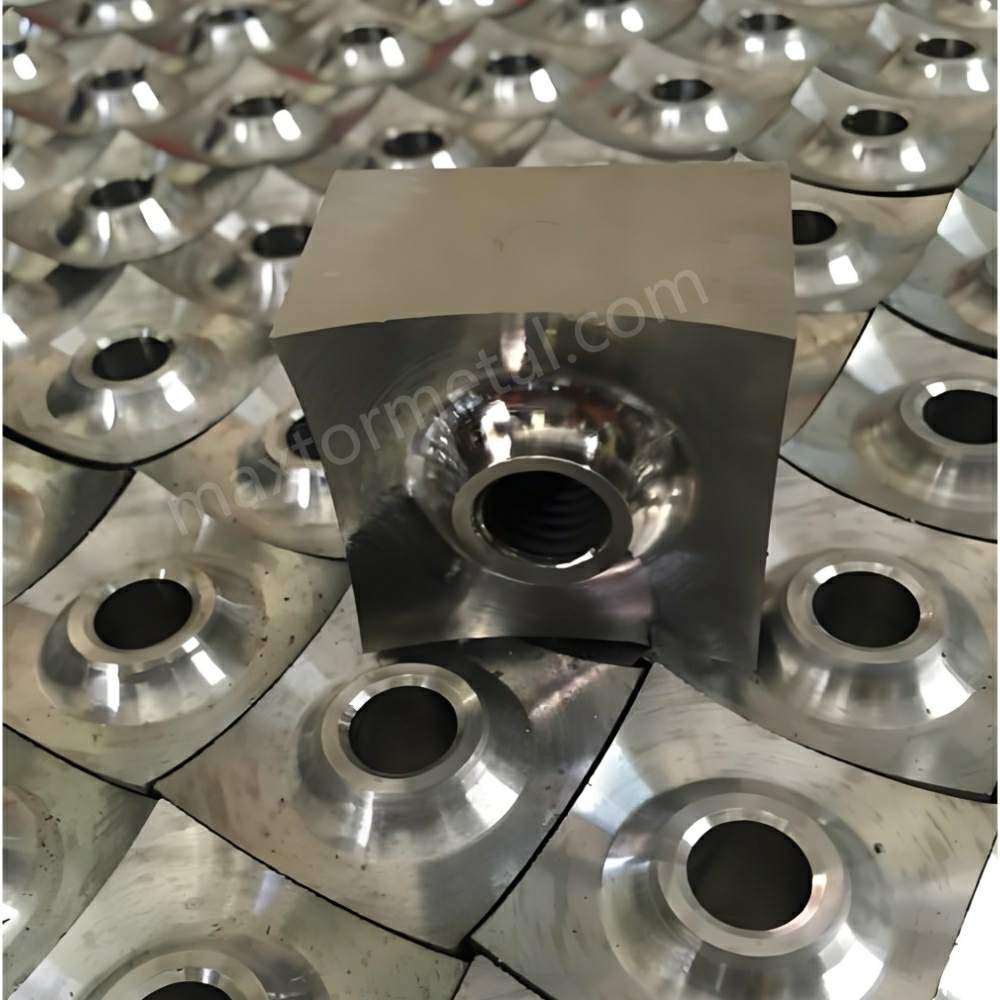
Paquetes y calces de cambio rápido
Si desea que el tamaño de salida vuelva a ser "el mismo" después de un cambio, trate las cuchillas y las arandelas como un kit a juego.
Un enfoque práctico para cambios rápidos:
- Construya juegos de cuchillas prefabricadas (del mismo grosor) para todo el rotor.
- Agrupe cada juego con la pila exacta de calzas necesaria para alcanzar el círculo y la separación de corte deseados.
- Incluya una hoja de inspección sencilla: rango de espesor, comprobación de planitud, identificación del informe de dureza y una lista de verificación de par de apriete.
Aquí es también donde el proceso del proveedor puede reducir la variabilidad sin convertirse en una charla de ventas. Por ejemplo, MAXTOR METAL Admite programas de reemplazo donde un juego de cuchillos se puede suministrar como un paquete medido (cuchillo + plan de calce) con los documentos de control de calidad de respaldo, y pueden coordinar los pasos de envío transfronterizo e importación para que la adquisición no tenga que reinventar el proceso en cada nuevo pedido (consulte su terminología y cobertura de hojas en el trituradora de un solo eje con cuchilla fija página).
Seguridad, par motor, cuidado de los asientos
La estabilidad dimensional comienza con un ensamblaje seguro y repetible.
- Bloquear y verificar el estado de energía cero (mecánica, hidráulica, energía almacenada).
- Limpie y pula ligeramente los asientos si es necesario; elimine las rebabas que generan un par de torsión falso.
- Utilice herramientas de torsión calibradas y un patrón de apriete repetible.
- Si el procedimiento del fabricante así lo indica, vuelva a comprobar el par de apriete tras un breve periodo de rodaje.
⚠️ AdvertenciaUn asiento de cuchilla ligeramente levantado representa, en primer lugar, un problema de holgura y, en segundo lugar, un riesgo de fallo del perno o la cuchilla. Considere el estado del asiento como un componente crítico, no como un problema estético.
Verificar el control de calidad y el cumplimiento
Los problemas de aprovisionamiento suelen manifestarse en la máquina como problemas de proceso. Si desea un tamaño de producción estable, exija pruebas de que las cuchillas que instale son uniformes.
Informes de MTC y dureza
Como mínimo, solicite:
- MTC (Certificado de Prueba de Molino) para el grado de acero.
- Registros de tratamiento térmico o identificación de lotes.
- Informe de dureza con puntos de medición.
El objetivo es lograr repetibilidad entre lotes, no un único valor elevado. La dureza sin control de procesos suele generar modos de fallo mixtos (algunos cuchillos se desgastan, otros se astillan).
Controles de inspección dimensional
Solicitar puntos de inspección dimensional que estén directamente relacionados con la geometría de corte:
- espesor (con mínimo/máximo y plan de muestreo)
- llanura
- Posición del orificio / geometría de la ranura
- consistencia de la geometría de los bordes (cuando corresponda)
Luego, verifique al recibir el producto con una rápida comprobación (mediciones puntuales + verificación visual del contacto con el asiento). No necesita un laboratorio de metrología, solo un método riguroso.
Trazabilidad y REACH/RoHS
La trazabilidad es lo que permite aislar los problemas rápidamente:
- Número de lote/cocción para el juego de cuchillos
- Identificadores de informes de inspección
- etiquetas de embalaje que coinciden con los documentos
Para muchas plantas, REACH/RoHS es un requisito indispensable para la cualificación de proveedores. Es más sencillo mantener ese archivo actualizado que intentar cumplir con la normativa tras una interrupción en la producción.
Cálculo del plazo de entrega y del coste total de propiedad (TCO) para las cuchillas de repuesto de la trituradora.
Si solo evalúa las cuchillas de repuesto para trituradoras en función del precio de compra, pasará por alto los factores que realmente influyen en el coste: las horas de inactividad y el consumo de energía.
Productos en stock frente a productos hechos a medida.
Una división práctica:
- Existencias Tiene sentido para geometrías estándar que se modifican con frecuencia.
- Hecho a medida Tiene sentido cuando el ajuste es delicado (asientos personalizados, patrones de pernos especiales) o cuando el material/tratamiento térmico está ajustado a un flujo específico.
El riesgo no es "personalizado". El riesgo reside en cambiar la geometría sin controlar la configuración y la documentación.
Modelo TCO y ensayo ROI
Un modelo sencillo de costo total de propiedad por tonelada:
- Coste de la cuchilla por tonelada = (coste del juego de cuchillas) / (toneladas procesadas por vida útil del filo)
- Coste por tonelada en caso de inactividad = (horas de cambio de formato × coste de la línea por hora) / (toneladas entre cambios de formato)
- Coste energético por tonelada = (kWh/tonelada × tarifa eléctrica)
Su prueba de retorno de la inversión no tiene por qué ser complicada:
- Utilice un juego de cuchillas controlado con un grupo de espesores documentado y un plan de calces.
- Mantén la pantalla y la configuración de funcionamiento constantes.
- Compare la tendencia de kWh/tonelada, el rendimiento y la distribución del tamaño en el mismo rango de tonelaje.
Datos que debería registrar
Anota lo que desearás tener más adelante:
- Juego de cuchillos ID + grado de acero + rango de dureza
- Espacio de corte instalado (por estación si es necesario) y pila de calzas
- tipo de pantalla y tamaño de apertura
- toneladas procesadas, kWh/tonelada, rendimiento (t/h)
- Notas sobre el modo de fallo (desgaste, astillamiento, rodadura, holgura de los tornillos)
Esto es lo que convierte el hecho de que "se sienta monótono" en un intervalo de mantenimiento que puedes planificar.
Referencias y lecturas adicionales
- Reciclaje en el interior (2022), Vecoplan renueva su probada solución de trituración VAZ.
- Wisconsin (2025), Guía definitiva para trituradoras industriales de hojas (distancia objetivo entre la cuchilla y la criba: 0,2–0,5 mm)
Si necesita ajustes específicos para su máquina (separación, par, configuración del rotor), solicite el manual de servicio del fabricante más reciente para su modelo y revisión exactos (Vecoplan, WEIMA, Lindner, etc.).
Conclusión
El tamaño de salida estable se obtiene controlando la geometría que se ejecuta, no simplemente comprando "cuchillas nuevas". El camino repetible es:
- Confirme la compatibilidad en la interfaz (modelo, bolsillo, estilo de navaja).
- Controlar el grosor y la planitud para que el círculo de corte sea uniforme.
- Establezca y mantenga una separación de corte estable, luego ajuste la pantalla y el filo al tamaño objetivo.
Equilibrar la vida útil, el tiempo de actividad y el consumo de energía es una decisión que depende del costo total de propiedad (TCO). La mejor cuchilla para su línea es aquella que falla de forma predecible, se puede reparar rápidamente (rotación/reafilado) y evita que el consumo de kWh/tonelada aumente mientras la criba realiza su función.
Antes de realizar un pedido, verifique qué puede medir y qué puede documentar: informes de MTC y dureza, puntos de inspección dimensionales vinculados a la geometría de corte y trazabilidad que le permita repetir el lote correcto o aislar rápidamente el defectuoso.
Si desea acortar el próximo cambio de formato y reducir el riesgo de ajuste, un paso práctico a seguir es preparar un paquete de ajuste con dibujo y muestra (cuchilla + contracuchilla + objetivos de calce) y solicitar un juego de cuchillas coincidente con los documentos de control de calidad requeridos por su planta, de modo que la máquina vuelva a estar operativa con la misma separación y el mismo tamaño de salida.
Tommy Tang es un ingeniero de ventas sénior en Industria METÁLICA de Nanjing Con 12 años de experiencia en el apoyo a la selección de cuchillas industriales, programas de reemplazo y documentación de control de calidad para aplicaciones de reciclaje y reducción de tamaño. Certificaciones: CSE, CME, Six Sigma Green Belt, PMP.
Para consultas sobre cuchillas de repuesto para trituradoras (cuchilla + contracuchilla + objetivos de ajuste) y paquetes de documentación de control de calidad, póngase en contacto con nosotros. [email protected].